Woni 13 55 pour quel type de soudure. Electrodes pour le soudage inverseur: ce que vous devez savoir
Les électrodes de soudage "UONI-13/55" avec le revêtement principal sont largement utilisées pour le soudage de structures critiques. Les articles soudables doivent être en alliage faiblement allié et acier au carbone (par exemple: les nuances d'acier 10ХСН2Д, 48КС, etc.), qui fonctionnent à des charges et des températures négatives alternées. Le soudage des matériaux suivants est autorisé:
- aciers: BST3, 09G2, 10G2S1D-35, 10HSND, MS-1, St3, etc.
- pièces forgées en acier au carbone renforcé par dispersion, ainsi que pièces forgées et pièces moulées entre elles.
Les électrodes de soudage "UONI-13/55" offrent la meilleure protection du bain de soudure, ce qui est particulièrement important lorsque vous travaillez dans un espace ouvert. Donc, électrodes de soudure "UONI-13/55" sont largement utilisés par les constructeurs de ponts.
La description de ces électrodes de soudage se trouve dans l'article, nous nous concentrerons donc uniquement sur les caractéristiques techniques.
Caractéristiques techniques des électrodes de soudure "UONI-13/55"
Considérez le principal caractéristiques techniques électrodes de soudure "UONI-13/55":
- caractéristique générale des électrodes;
- propriétés mécaniques du métal joint de soudure;
- composition chimique du métal fondu;
- la position spatiale de la soudure;
- courant de soudage;
- le nombre moyen d'électrodes dans 1 kg.
Caractéristiques générales des électrodes "UONI 13/5"
Les caractéristiques générales des électrodes comprennent les paramètres suivants:
- revêtement d'électrodes de soudage: basique;
- taux de dépôt, g / Ah: 9,5;
- performances de surfaçage des électrodes (pour un diamètre de 4,0 mm), kg / h: 1,4;
- consommation d'électrode par kg de métal de soudure, kg: 1,7.
Propriétés mécaniques du métal fondu
Le cordon de soudure créé par les électrodes "UONI-13/55" présente les caractéristiques mécaniques suivantes:
- limite d'élasticité, MPa - 420;
- résistance à la traction, MPa - 540;
- allongement relatif,% - 22;
- résistance aux chocs (KCV), j / sq. cm:
- à T = + 20 ° C - 130;
- à T = -40 ° C - 80;
- à t = -60 ° C - 50.

La composition chimique du métal soudé
En composition chimique des soudures Les articles suivants sont disponibles:
- carbone (C): ≥ 0,07%;
- silicium (Si): ≥ 0,5%;
- manganèse (Mn): ≥ 1,35%;
- phosphore (P): ≥ 0,025;
- soufre (S): ≥ 0,025.
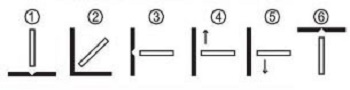
Positions spatiales de la soudure
Lors du soudage, les positions spatiales suivantes de la soudure sont autorisées: 1,2,3,4,6.
La magnitude du courant de soudage des électrodes "UONI-13/55"
Lors du soudage, il est recommandé de définir les valeurs du courant de soudage (A) indiquées dans le tableau en fonction du diamètre de l'électrode et de la position spatiale de la soudure.
| Diamètre, mm / position des coutures | En bas | Vertical | Plafond |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | — |
Le nombre moyen d'électrodes de soudure "UONI-13/55" en 1 kg
Le nombre moyen d'électrodes par kg en fonction de leur diamètre est indiqué dans le tableau.
Caractéristiques technologiques du soudage avec électrodes "UONI-13/55"
Le soudage à l'arc conventionnel des structures métalliques et des tiges de renforcement est autorisé. Ce soudage est effectué dans toutes les positions spatiales de la soudure en courant continu (avec inversion de polarité) sur un arc court.
Les bords de soudure doivent être nettoyés à fond de la saleté, de l'huile et du tartre.
Avant le soudage, la calcination des électrodes de soudage UONI 13/55 à la température T = 250 ... 300 ° С pendant 1 heure est obligatoire.
Où acheter des électrodes de différentes marques
Choisissez les fabricants et les vendeurs d’électrodes de soudage en cliquant sur le lien ci-dessous pour la page de notre catalogue de sociétés.Question:
J'ai lu dans la littérature que les UONI 13 55 sont de bonnes électrodes de soudage; j'ai donc décidé de les acheter et de les brûler, de les essayer dans la pratique, écrivent-ils la vérité? En fait, tout s'est mal passé, comme le décrit la théorie. Expliquez, s'il vous plaît, lors du soudage sur la polarité inverse, il est nécessaire d'ajouter plus que le courant. Et SSSI colle quand même, et l’arc se termine. Après plusieurs tentatives, vous rallumez l’arc, feusez une douzaine ou deux millimètres et l’électrode s’éteint de nouveau. Je ne comprends pas comment travailler avec ce «miracle», vous devez peut-être ajouter plus de courant? Le métal de soudure est de bonne qualité, bon, peu de débris de laitier. Qu'est-ce que je fais mal?
Lire l'article sur le site: |
Réponse:
Si vous commencez à cuisiner avec le soudage à l'arc manuel, alors ces électrodes ne sont pas très appropriées pour l'étude. Pour travailler avec SSSI, vous avez besoin d'une certaine compétence. Essayez de commencer par faire bouillir le MP-3 ou l'ANO-21, dès qu'il commence à sortir avec eux, puis rendez-vous à l'UONI 13 55 pour connaître les structures responsables.
Voici quelques nuances qui peuvent vous aider:
Certains fabricants peuvent produire simplement des électrodes de mauvaise qualité. Il est nécessaire d’acheter et de cuisiner avec des électrodes de différents fabricants, alors vous comprendrez comment donner la préférence. Même dans un emballage, une électrode peut cuire normalement et l'autre - défectueuse, sans parler des emballages différents!
Assurez-vous de travailler avant que les électrodes doivent être séchées ou, tout au plus, calcinées (sur ce sujet)
Le cas échéant, le courant de sortie de votre onduleur peut être différent de celui indiqué par l’indicateur ou le bouton de réglage fin. Mesure courant de soudage de facto avec les tiques.
Essayez de souder sans interruption, enfoui dans le revêtement et en maintenant un arc minimum.
- Faire bouillir un coin en arrière, dans ce cas, le laitier tombera sur la zone déjà brassée.
- Dans des conditions de basse tension du réseau électrique ou de pertes de tension, un appareil chinois bon marché ne sera pas cuit avec des électrodes avec le revêtement principal. Vous pouvez résoudre le problème: a) en connectant un starter au circuit;
b) acheter un soudeur professionnel
c) trouver un bon réseau électrique.
- N'oubliez pas non plus que le SSSI 13 55 a été créé pour le soudage de structures métalliques chargées particulièrement responsables assemblées dans l'atelier. Par conséquent, une préparation préalable minutieuse de la surface des billettes en acier est obligatoire pour elles. Pollution et corrosion, ils ne tolèrent pas l'humidité.
- Il n'est pas nécessaire de donner beaucoup de courant de soudage. Ce qui est bon pour une électrode rutile ne peut pas être utilisé pour l’électrode principale. Forcer le processus réduira la qualité de la couture.
Lorsque le courant est trop élevé, il est difficile de contrôler le bain de soudure, l'évaporation du métal est intense, une quantité importante de projections. Le gauchissement augmente en raison d'effets thermiques élevés. Lors du soudage du plafond et du passage des joints verticaux, le métal sortira du bain.
Concentrez-vous sur les modes suivants lors du soudage avec une électrode de 3 mm, en fonction de la position:
a) inférieur 80-100A
b) vertical 60-80A
c) plafond 70-90A
Pour les électrodes de l’usine Losinoostrovsky, le courant doit être légèrement inférieur à celui indiqué ci-dessus.
P.S UONI 13 55 peut être amené avec vous au magasin avant d’acheter un onduleur pour le tester.
Il est nécessaire de brûler l'électrode sans déchirer complètement l'arc en connectant l'onduleur à une rallonge de section de 30 m de section 1,5 mm. Si l'arc ne s'éteint pas et que l'électrode ne colle pas au métal, le soudeur est de haute qualité.
Brûlez plus d'électrodes principales et avec le temps, tout va sortir!

Question:
Je suis un homme en soudage nouveau, mais curieux. Je ne peux tout simplement pas comprendre pourquoi le SSSI n’est pas recommandé de cuisiner en polarité directe? Sur Internet, dans les instructions et les didacticiels vidéo, il est clairement indiqué. Mais récemment, je suis tombé sur une vidéo qui montrait clairement qu'il n'y avait pas de différence lors du soudage de l'UONII 13/55 sur la polarité directe et inverse. La qualité des coutures est la même dans les premier et deuxième cas, à la fois lors de l'inspection visuelle des coutures non finies et après nettoyage avec une rectifieuse avec un cercle «poilu». Donc, d’une certaine manière, je ne crois pas tous ces écrivains. Et la question est en fait la suivante:
Expliquez la physique du processus, s'il vous plaît, comme justification de l'impossibilité de cuisiner avec les électrodes UONI sur la polarité directe.
Réponse:
En fait, la phrase «Le soudage aux électrodes UONI 13/55 est réalisée sur un courant continu de polarité inverse» n'a pas été inventée par les amateurs pour mettre quelque chose dans cela sur Internet. C’est une recommandation des fabricants que vous pouvez trouver sur les sites pertinents ou à l’achat, à lire sur la boîte d’emballage.
Qu'advient-il de fait du SSSI lors du soudage à polarité directe?
Conditions initiales: les électrodes sont calcinées, tout est comme il se doit.
Résultat: l'arc s'éteint à première vue sans raison. S'allume uniquement lorsque vous touchez le laitier non encore durci. Il est impossible de l'allumer d'une autre manière.
L'électrode colle et le revêtement de flux fond difficilement. L'arc est éteint par le fait que la tige d'électrode brûle de quelques millimètres dans un revêtement non fondu.
C'est-à-dire qu'il n'y a pas assez de température pour faire fondre le revêtement, la protection du bain de soudure est absente.
Lorsque vous soudez en polarité inverse, tout est différent.
La physique du processus, de jure, vous sera peut-être expliquée en détail par les ingénieurs en procédés de l'industrie des électrodes ... Nous allons brièvement présenter ici notre vision du processus du point de vue de la théorie.
Afin de comprendre ce qui empêche UONI de cuire avec des électrodes sur une polarité directe, vous devez savoir comment cela se passe.
Lorsque la polarité inverse recommandée par le fabricant est respectée, un signe plus et un signe moins apparaissent sur le produit. Cependant, la spécificité des processus physiques réside précisément dans le fait que lors du soudage, sur la polarité opposée, un point d'anode se forme sur l'électrode et un point de cathode sur le produit. En conséquence, le flux d'électrons est dirigé de la cathode vers l'anode et plusieurs électrodes sont chauffées. La température est suffisante pour le processus de soudage normal. Ce qui dans des conditions normales n'est pas observé lors du soudage sur une polarité droite.
L'utilisation d'électrodes universelles évite ce problème.
Les électrodes Uoni sont utilisées pour des connexions très importantes. Ils conviennent au soudage des aciers au carbone et des aciers faiblement alliés, des structures chargées, des réservoirs sous pression, des tôles épaisses, des pièces soumises à des charges dynamiques et à basses températures. Le joint doit répondre à des exigences croissantes en matière de ductilité et de ténacité.
Caractéristiques spéciales
Les produits sont fabriqués conformément aux exigences de la norme GOST 9466-75 concernant les barres d’acier avec le revêtement principal (la composition chimique comprend divers éléments, par exemple C, Mn, P, S, Si). Le diamètre des électrodes produites varie de 2 à 6 mm et leur longueur de 300 à 450 mm. Ils se caractérisent par un allumage léger, une combustion à l'arc stable et une faible éclaboussure de métal.
Les produits les plus courants
- marqué 13/45 - utilisé pour le travail des pièces moulées et forgées en acier, les joints ont une résistance au choc et une ductilité acceptables, la composition est le nickel et le molybdène,
- avec marquage 13/55 - sert pour les joints en T et les joints bout à bout, travaille avec des aciers faiblement alliés, le revêtement contient du manganèse, du silicium, du carbone, du soufre, ils se caractérisent par un taux élevé de formation de la soudure et sa résistance à la formation de fissures lors de la cristallisation.
Application
Les électrodes sont utilisées pour le manuel soudage à l'arc sur courant continu inverser la polarité. Travailler dans toutes les positions spatiales, sauf que la conduite de haut en bas est possible. Pour obtenir un joint de haute qualité, il est nécessaire de nettoyer la surface métallique. Le soudage est effectué sur un arc court. Le joint qui en résulte est facilement nettoyé du laitier.
Dans notre boutique en ligne, vous pouvez commander des électrodes Uoni en emballant de 1 à 6 kg. Les fiches produits contiennent les spécifications techniques, le prix et descriptions détaillées produits pour une sélection plus facile.




