Welche Elektroden werden in einer Argonumgebung verwendet? Markierung von Wolframelektroden
Wolframelektroden sind nicht verbrauchbare Stäbe für das Argon-Lichtbogenschweißen. Sie werden auch bei einigen Oberflächenbehandlungen, beim Plasmaschneiden von Metallen und beim Spritzen verwendet.
1 Beschreibung der Sorten von Wolframstäben gemäß GOST 23949–80
Die beschriebenen Schweißprodukte bestehen aus Wolfram reine formsowie Wolfram und verschiedene Zusätze, die den Schweißprozess aktivieren können. State Standard 23949 spricht von folgenden Marken von Wolframelektroden für das Argon-Lichtbogenschweißen:
- EVT-15;
- EVI (1, 2 und 3).
Der Massenanteil an reinem Wolfram in diesen Elektroden liegt zwischen 99,91 und 99,95%. Verschiedene Verunreinigungen (insbesondere Molybdän, Silizium, Eisen, Aluminium, Kalzium und Nickel) können nicht mehr als 0,05–0,11% betragen. In den EVI-2- und EVI-3-Typen ist die Anwesenheit von bis zu 0,01% Tantal in der EVT-15 - 1,5 - 2% Thoriumdioxid, in der EVL - 1,1 - 1,4% Lanthanoxid erlaubt. In Produkten von EVI-Typen gibt es außerdem 1,5 bis 3,5% Yttriumoxid.
Wolframelektroden aller Typen aufgrund der hohen Wolframsiedetemperatur (etwa 5800 Grad) und ihrer erhöhten (fast 3000 Grad) Feuerfestigkeit zeichnen sich durch sehr niedrige Flussraten beim Schweißen aus.
Ein Meter der Naht wird Hundertstel Gramm Material verbraucht. Durch die Zugabe von Zirkonium, Lanthan, Cer und Thorium erhalten die Wolframstäbe einzigartige Betriebsparameter.

Die fertigen Elektroden auf ihrer Oberfläche sollten keine Verschmutzung und keine Einschlüsse, Oxide, Delamination, Spuren von Schmiermittel, Risse und Löcher enthalten. Bei der Abnahme von Schweißstäben wird deren Oberfläche visuell geprüft. In einigen Fällen ist die Verwendung von Messgeräten und speziellen optischen Werkzeugen zulässig.
2 Internationale Farbmarkierung von Wolfram-Schweißstäben
Die Wahl einer bestimmten Wolframelektrodenmarke ist ziemlich einfach, sie werden alle auf die eine oder andere Weise angezeigt. Beispielsweise ist eines der Enden von reinen Wolframprodukten grün markiert und in der internationalen Praxis mit den Buchstaben "WP" gekennzeichnet. Nach weltweiten Standards enthalten solche Elektroden 99,5% Wolfram. Sie gewährleisten die perfekte Stabilität des Lichtbogens beim Schweißvorgang mit Wechselstrom.
"Grüne" Stäbe sind hauptsächlich Wolframelektroden zum Schweißen von Aluminium, Legierungen auf Magnesiumbasis und reinem Magnesium. Experten empfehlen den Einsatz, wenn das Schweißen in einer Atmosphäre aus Helium oder Argon mit sinusförmigem Wechselstrom erfolgt. Die Besonderheit solcher Stangen ist, dass ihr Arbeitsende in Form einer Kugel ausgeführt ist. Dieser Bedarf ergibt sich aus der Tatsache, dass die Wärmebelastung des Produkts eine begrenzte Zahl hat.
Graue Farbe ist "WC-20". Etwa zwei Prozent aktives Seltenerden-Cer sind in ihrer Zusammensetzung vorhanden. Der angegebene Zusatzstoff bietet:
- erhöhen Sie die zulässigen Stromwerte für das Schweißen.
- entlastungsbogen Zündung;
- verbesserte (und sehr signifikante) Emissionen des Schweißstabs.
"Graue" Elektroden in einem professionellen Umfeld gelten als die vielseitigsten. Sie ermöglichen es, Strukturen aus nahezu allen heute bekannten Metalllegierungen und Stahlsorten sowohl mit Gleich- als auch mit Wechselstrom mit direkter Polarität zu verbinden. Beachten Sie, dass Cer ein nicht radioaktives Element ist. Darüber hinaus zählt es zu den gewöhnlichen Metallen der Seltenen Erdengruppe.
Ein wichtiger Punkt - "WC-20" bietet bereits bei minimalen Stromwerten eine hervorragende Stabilität lichtbogen. Aus diesem Grund wird die Verwendung zum Schweißen dünner Stahlbleche und Rohrleitungen empfohlen für verschiedene Zweckesowie Rohrprodukte beliebigen Durchmessers. Bei der Arbeit mit "WC-20" sollten Sie sich jedoch nicht für hohe Stromstärken entscheiden, da sich am heißen Ende der Stange ein hoher Gehalt an Ceroxid bilden kann.
Niedriglegierte und Produkte aus Kupfer und Titan sowie normalerweise mit Hilfe von "roten" Stäben mit Gleichstrom geschweißt (Markierung - "WT-20"). Diese Elektroden sind mit Thoriumdioxid (bis zu zwei Prozent) dotiert und werden am häufigsten verwendet.

Es ist erwähnenswert, dass Thorium ein radioaktives Metall ist. Wenn die Elektroden "WT-20" nicht systematisch verwendet werden und das Arbeitsvolumen unbedeutend ist, besteht keine Gefahr für die Gesundheit des Schweißers.Wenn ein ständiger Einsatz vorgesehen ist, ist es sehr wichtig, für eine effektive Belüftung der Schweißzone zu sorgen und dem Schweißer eine Schutzmunition (spezielle Maske, Schutzbrille usw.) zur Verfügung zu stellen.
Ruten mit roten Markierungen zu erhöhten Raten schweißstrom ändern Sie ihre Konfiguration praktisch nicht. Je nachdem, was die Aufgabe vor dem Schweißen eines Spezialisten ist, können Sie den Schärfwinkel "WT-20" ändern. Im Allgemeinen ist die Wahl der "roten" Elektrode völlig gerechtfertigt, wenn ein Schweißvorgang bei konstantem Strom durchgeführt wird. In solchen Fällen ist es um ein Vielfaches wirksamer als ein Stab aus reinem Wolfram.
Beim Schweißen von Magnesium- und Aluminiumteilen mit Wechselstrom sollten in der Regel "weiße" Elektroden "WZ-8" mit Zirkoniumoxid nicht mehr als 0,8 Prozent verwendet werden. Solche Stäbe haben einen einzigartigen Bogen in ihrer Stabilität: Sie verschmutzen auf keinen Fall das Schweißbad. Ihr Arbeitsende ist in Kugelform ausgeführt. Die zulässige Strombelastung des "WZ-8" ist etwas größer als bei Schweißprodukten aus Thorium, Lanthan und Cer.

Sehr verantwortungsbewusste Titan-Designs kupferlegierungenKorrosionsschutz- und kohlenstoffarme Legierungen werden meistens mit „WY-20“ -Stäben geschweißt, die dunkelblau markiert sind und Yttriumdioxid als Dotierstoff enthalten (etwa zwei Prozent). Diese Elektroden zeichnen sich durch eine hohe Stabilität des Kathodenflecks aus, wodurch der Lichtbogen bei sehr unterschiedlichen Werten des Schweißstroms stabil wird. Bis heute wird "WY-20" als das widerstandsfähigste Produkt einer Reihe von nicht verbrauchbaren Elektroden angesehen.
Es gibt auch Schweißstäbe "WL-20" und "WL-15". Die ersten enthalten Lanthanoxid in einer Menge von etwa zwei Prozent (blau markiert), die zweiten enthalten nicht mehr als eineinhalb Prozent des angegebenen Oxids und sind in goldener Farbe angegeben. Sie werden Lanthanelektroden genannt.
Diese Produkte garantieren geringe Kontaminationen. geschweißte Verbindung und gelten als sehr langlebig. Die anfängliche Schärfung von Wolframelektroden mit Lanthanoxid bleibt lange erhalten, daher wird "WL" häufig zum Schweißen von "Edelstahl" und konventionellen Stählen in Gleichstrompolarität verwendet.

Lanthan-Stäbe haben ein hohes Lagerpotenzial (es ist fast doppelt so groß wie ein Standardprodukt aus reinem Wolfram), eine geringe Tendenz zum Durchbrennen und eine einfache Lichtbogenzündung. Zusätzlich garantieren "WL-20" und "WL-15" einen minimalen Verschleiß des Arbeitsendes des Schweißstabs.
Wie Sie sehen, gibt es viele Elektrodenarten aus Wolfram und speziellen Additiven. Dies bedeutet, dass der Benutzer eine kompetente Wahl der Stange treffen kann, die sich ideal zum Verbinden von Teilen und Strukturen verschiedener Stahlsorten und -sorten eignet.
3 Features schärfen Wolframstangen
Zur Verarbeitung der in dem Artikel beschriebenen Schweißprodukte wird üblicherweise eine spezielle Schleifmaschine für Wolframelektroden verwendet. Eine solche Vorrichtung weist feinkörnige feinkörnige Scheiben auf. Das Korn muss notwendigerweise eine geringe Größe haben, da sich sonst am Ende des Stabes, wenn es geschärft wird, Rillen und kleine Grate bilden. Um die Verschmutzung der Discs zu vermeiden, ist es verboten, die Maschine zur Verarbeitung anderer Materialien zu verwenden.
Bei Bedarf wird eine Schärfmaschine für Wolframelektroden verwendet. Der Schärfwinkel und die Größe des Abstreifens des Schweißstabs sind für seine normale Verwendung von großer Bedeutung, da sie das Durchdringungspotential des Lichtbogens direkt beeinflussen. Mit einer Abnahme der Größe der Verformung wird eine Zunahme der Eindringtiefe sowie eine Zunahme der Stromdichte, des Lichtbogendrucks und der Wärmestromkonzentration beobachtet.
Die geometrischen Parameter und die Form der Bogensäule ändern sich, wenn der eine oder andere Winkel ausgewählt wird. Ein Lichtbogenpol wird durch eine konische Form mit Winkeln von 15 bis 75 Grad gekennzeichnet. In Fällen, in denen das Schärfen in einem großen Winkel ausgeführt wird, ändert der Pol seine Form in eine zylindrische Form. Bei Verwendung von AC wird das Schärfen meistens mit einem abgerundeten Ende durchgeführt. in Verarbeitung empfohlen für Fälle, in denen der Prozess bei konstantem Strom durchgeführt wird.

Die Länge der Schärfung beträgt in der Regel 0,5–2 Abschnitte des Schweißdrahts. Sie hat einen wesentlichen Einfluss auf die Breite und Tiefe der Naht. Mit einer Zunahme der Länge des Schärfens wird eine Abnahme der Breite des geschmolzenen Abschnitts beobachtet. Wenn eine kleine Länge gewählt wird, wird die Eindringtiefe deutlich verringert. Diese Merkmale sollten bei Verwendung einer Schärfmaschine für Wolframelektroden immer in Erinnerung bleiben.
Ich möchte auch hinzufügen, dass das stabile Brennen des Lichtbogens nach dem Schärfen von Wolframstäben von folgenden Faktoren abhängt:
- stumpfen an der Spitze der Elektrode;
- kratzer, die während des Schärfens auf dem Produkt auftreten.
Die Höhe des Abstreifens wird so gewählt, dass sie dem aktuellen Index und dem Querschnitt des Schweißstabs entspricht. Die Risiken, deren Abmessungen minimal sein müssen, sind entlang der Produktachse angeordnet. Nach dem Schärfen wird empfohlen, den Stab zu polieren.

- "G-Tech" eines renommierten Herstellers ESAB: Autos verschiedener Modelle mit Diamantscheiben und Staubsammelsystem im Automatikmodus sowie große Mehrwegbehälter. Wir fügen hinzu, dass die "G-Tech" -Geräte keine separate Abgasanlage benötigen.
- "ESG Plus" von der Firma Orbitalum: Bearbeitung von Elektroden aus sechs gängigen Abschnitten, Möglichkeit der Ausführung von vier verschiedenen Winkeln und Blickrichtung auf die Spitze der Schweißstäbe;
- "EWM TGM 40230": Eine kompakte Handmaschine, die eine gute Schärfqualität von 0 bis 90 Grad bietet.
Wolframelektroden werden für das WIG-Argon-Lichtbogenschweißen verwendet. Diese Elektroden sind refraktär: Ihr Schmelzpunkt liegt im Vergleich zu den Verfahren von schweißereignisse. Es ist wichtig, dass ihr Verbrauch viel geringer ist: Pro Meter fertiger Naht werden nur wenige Dutzend Milligramm Elektrode verbraucht.
Die Wolframelektrode ist ein Wolframstab. Einige Modelle haben Zusätze von seltenen Metallen in der Zusammensetzung gebunden, wodurch die Lebensdauer erheblich verlängert werden kann.
Die Markierung von Wolframelektroden erfolgt nach der Art der Additive, die in ihrer Zusammensetzung enthalten sind:
- WL15. Die Komponente solcher Elektroden ist Lanthanoxid. Elektroden haben eine goldene Oberfläche. Sie bieten sofortige Lichtbögen (anfänglich und wiederholt), sind sehr beständig gegen Brennen und sorgen für stabiles Brennen. Es besteht die Möglichkeit, Metalle aller Art mit Gleich- und Wechselstrom zu schweißen.
- WY20. WIG-geschweißte Elemente mit hoher Schmelzfestigkeit und dunkelblauer Farbe. Zur Herstellung der wichtigsten Verbindungen bei der Bearbeitung von Edelstahl, Kohlenstoff und niedriglegierten Werkstoffen sowie Kupfer und Titan. Das Schweißen erfolgt mit konstantem Schweißstrom.
- WC20. Elektroden mit der Anwesenheit von Ceroxid in der Zusammensetzung. Erhöhte Emissionen besitzen. Bietet schnelle Lichtbögen und schützt vor Überschreiten des zulässigen Schweißstroms. In grau lackiert. Zum Arbeiten mit allen Stahlsorten, geeignet zum Schweißen mit Wechsel- und Gleichstrom.
- WZ8. Die Zusammensetzung dieser Elektroden ist Zirkonoxid. Zirkonium trägt zur Stabilität der Verbrennung bei und erhöht die Stromstärke während der laufenden Arbeiten. Die Oberfläche der Elektrode ist weiß. WZ8 bei Schweißarbeiten auf Aluminium und Magnesium auftragen. Es wird mit Wechselstrom gearbeitet, wobei unerwünschte Partikel im Schweißbad ausgeschlossen werden.
- WT20. Elektroden mit Anwesenheit von Thoriumoxid in der Zusammensetzung. Thorium verbessert die Leistung signifikant und verlängert die Lebensdauer. Elektroden sind rot lackiert. Mit ihrer Hilfe können Sie Produkte großer Dicke aus Kupfer, Titan, Edelstahl, Kohlenstoff und Kupfer schweißen niedriglegierter Stahl. Werden in Arbeit auf Gleichstrom angewendet.
- WL20. Lanthanoxid trägt in seiner Zusammensetzung zur schnellen Zündung des Lichtbogens bei, verringert die Wahrscheinlichkeit der Verbrennung und erhöht die Stabilität der Verbrennung. Elektrodenfarbe ist blau. Sie sind universell und können sowohl mit Gleichstrom als auch mit Wechselstrom betrieben werden. Wird verwendet, um mit fast allen Legierungsarten und Stählen zu arbeiten.
- WP. Unterschied in der Zusammensetzung von Wolfram. Die Oberfläche der Elektrode ist grün lackiert. Sorgen Sie für die erhöhte Stabilität eines Schweißbogens. Diese Elektroden sind aus Magnesium und Aluminium geschweißt. Die Ausführung der Arbeit erfolgt mit Wechselstrom.
Achten Sie bei der Auswahl der Wolframelektroden auf folgende Schlüsselparameter:
- Verpackung Elektroden werden in Kunststoffaufhängern aus Kunststoff oder in Boxen geliefert. Im Set in der Regel 10 Stück. Diese Menge reicht in der Regel für eine Vielzahl von Schweißarbeiten aus.
- Größe Normalerweise beträgt die Länge der Elektroden 175 mm. Die Elektroden unterscheiden sich nur im Durchmesser, der auf der Grundlage der Dicke des Arbeitsmaterials und der für bestimmte Arbeiten zulässigen Stromstärke ausgewählt wird. Der Durchmesser der verschiedenen Elektroden kann 2 bis 4 mm betragen. Die Kosten können je nach Dicke des Stabes variieren.
Kaufen Sie in Moskau Wolframelektroden zu einem erschwinglichen Preis, den Sie im Online-Shop "Vistek" erhalten können. Wir bieten unseren Kunden eine große Auswahl an hochwertigen Wolfram-Schweißelektroden zum besten Preis. Von hier aus müssen Sie nur die Ziele und Merkmale der geplanten Arbeit bestimmen. Unsere qualifizierten Berater helfen Ihnen, die richtige Wahl zu treffen und Ihre Bestellung aufzugeben.
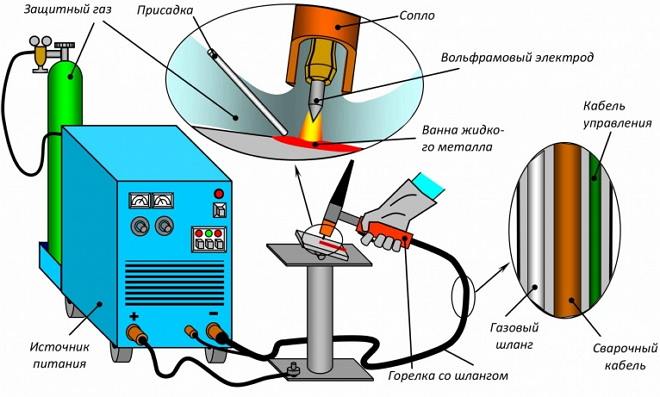
Die Wolframelektrode hat in der Umgebung von Schutzgasen (Helium, Argon) Anwendung gefunden. Weniger häufig verwendet, wenn plasmaschneiden und auftauchen.
Wolframelektroden für das Argon-Lichtbogenschweißen haben eine hohe Feuerfestigkeit (3000 Grad). Produziert durch Pulverpressen. Neben Wolfram (Siedepunkt 5800 Grad) in der Zusammensetzung gibt es je nach Produktmarke Oxide:
- cer;
- thorium;
- yttrium;
- lanthan;
- zirkonium.
Für den Komfort der Schweißer sind nicht verbrauchbare Elektroden farblich gekennzeichnet.
1) WP (grüne Spitze) - Wolframgehalt von 99,5%, zum Schweißen mit Magnesium (Legierungen), Aluminium. Der hohe Wolframgehalt erhöht die Stabilität eines Wechselstromlichtbogens in Helium und Argon. Der Arbeitsbereich der Elektrode ist als Wachstumsball ausgebildet.
2) WT-20 (roter Code) - zugesetztes Thoriumdioxid (2%).

Gleichstromanschluss: Kupfer, Titan und Edelstahl, niedriglegiert, kohlenstoffstahl. Die Marke ist gefragt, aber Thorium ist ein radioaktives Material. Beim Schärfen von thorierten Elektroden ist Staub gesundheitsschädlich. Der Arbeitsbereich des Schweißers benötigt eine gute Belüftung. WT-20 behält die Form der Elektrode bei jeder Stromstärke bei, und der Schärfwinkel wird für die Schweißanforderungen geändert.
3) W-20 (graue Spitze) - Cerdioxid (2%) wird zugegeben.

Die Marke wird zum Schweißen von Stählen und Legierungen im Gleich- und Wechselstrom verwendet. Cerdeoxid (nichtradioaktives Element) verbessert den Start des Lichtbogens und erhöht die Stromtoleranz. WC-20 wird zum Schweißen von Dünnblech, Rohrleitungen und Orbitalrohren verwendet. Der Mangel an Cerprodukten in der Oxidkonzentration im Arbeitsbereich der Elektrode.
4) WY-20 (dunkelblaue Spitze) unter Zugabe von Yttriumdioxid (2%).

Gleichstrom Kupfer, Titan (Legierungen) und Stahl - Edelstahl, Kohlenstoff, niedriglegiert. Yttriertes Additiv verbessert die Lichtbogenstabilität in allen gängigen Modi.
5) WZ-8 (weiße Markierung) - Zirkoniumoxid (0,8%).

Zum Schweißen mit Wechselstrom von Aluminium, Magnesium und Legierungen. Die Arbeitsfläche der Elektroden mit Zirkonium in Form einer Kugel übersteigt die Strombelastung anderer Produkte.
6) Wolframelektroden für das Argon-Lichtbogenschweißen mit Lanthanoxideinschlüssen:
WL-15 (goldene Farbe), 1,5% Lanthanoxid;
WL-20 (Code ist blau), 2% Lanthan;
WR-2 (Türkisspitze) - Lanthanoxid (1,4%).

Produkte mit Lanthanoxid haben einen leichten Start und einen stabilen Lichtbogen, Metalldurchbrüche sind minimal, der Verschleiß der Elektrode wird verringert. Wird für alle Arten von Stahl und Legierungen verwendet.
Größen und Preise für Elektroden:
- länge - 175 mm;
- durchmesser von 1 bis 5 mm.
Die gängigsten Durchmesser sind 1,6 bis 2,5 mm.
Der Preis für Wolframprodukte hängt von Hersteller, Marke und Durchmesser der Elektrode ab.
Die Kosten für WL-15 aus China (1,0 mm, universal) - 40 Rubel. Das deutsche TBi D-Produkt (3,0 mm, rot für Edelstahl) kostet 340 Rubel. Für chinesische WT-20 (5,0 mm, rot für Edelstahl) müssen 900 Rubel bezahlt werden.
Wie man Wolframprodukte schärft
Vor dem Betrieb der Elektroden für argonschweißen geschärft. Um die richtige Länge des Schärfens zu erhalten, empfehlen Argon-Experten eine einfache Formel: Multiplizieren Sie den Durchmesser der Elektrode mit 2,5.
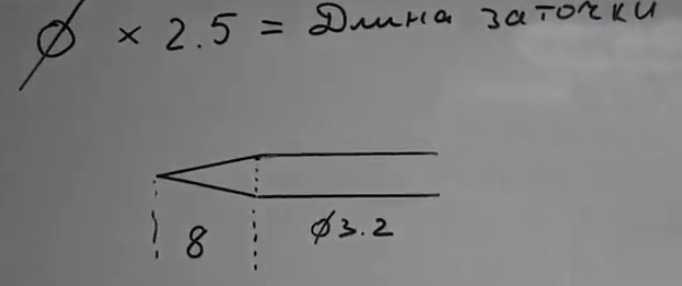
Zum Beispiel wird ein Durchmesser von 3,2 mm mit 2,5 multipliziert, und wir erhalten eine Schleiflänge von 8 mm (Bild oben).
Bei Wechselstrom wird der Ball auf dem Wolframprodukt vom CAM gebildet. Besonders stumpfe Elektrode, dadurch Halbkugel - nicht nötig.
Die Elektrode wird wie ein Bleistift zusammengeschliffen. Wenn das Schleifmittel über den Rand geschärft wird, entstehen Hindernisse für einen stabilen Lichtbogen.
Sie können Schleifpapier oder Schleifer schärfen, indem Sie das Produkt in Ihren Händen drehen. Zum gleichmäßigen Schärfen können Sie die Stange in der Schraubendreherpatrone oder der elektrischen Bohrmaschine befestigen, um eine kleine Drehzahl einzustellen.
Tragen Sie aus Sicherheitsgründen eine Maske, um Ihre Atmungsorgane vor Staub zu schützen.
Prozessautomatisierung schärfen
Es werden Spezialmaschinen zum Schärfen von Wolframelektroden für das Argonschweißen verkauft. Im Lieferumfang enthalten ist - ein stoßfester Koffer zur Aufbewahrung des Geräts, eine elektrische Maschine, die Vorrichtung zum Befestigen einer Elektrode in der Halterung.
Die Schreibmaschine enthält:
- einseitige Diamantschleifscheibe;
- anpassung der Anzahl der Umdrehungen;
- filter für feinen Wolframstaub;
- schärfwinkeleinstellung von 15 bis 180 Grad.
Diejenigen, die dieses Gerät für den Heimbedarf erwerben möchten.
P.S. In der Praxis bevorzugen Sie die bevorzugten Elektrodenmarken, die Sie am häufigsten verwenden werden.
Wie jedem Fachmann bekannt ist, werden Wolframelektroden, die als nicht verbrauchbar eingestuft werden, für das Schweißen in Argon verwendet. Sie zeichnen sich durch eine Vielzahl von Typen aus, die jeweils durch die Kennzeichnung der Produkte während des Produktionsprozesses bestimmt werden.
Die Eigenschaften von Wolframelektroden verstehen
Wolframelektroden sind feuerfeste Stäbe, die den Lichtbogen bilden, der zum Schmelzen der Kanten der zu verbindenden Teile und des Füllmaterials während des Schweißvorgangs erforderlich ist. Solche Elektroden werden hauptsächlich zum Schweißen in einer schützenden Argonumgebung verwendet. Schweißen Sie mit ihrer Hilfe verschiedene Konstruktionen, einschließlich der Rohrkonstruktion. Wolfram für diesen Zweck wurde überhaupt nicht zufällig gewählt, weil er derjenige ist, der das refraktärste Metall in der Natur überhaupt ist.
Die Anforderungen an die Kennzeichnung von Wolframstäben bei deren Herstellung sind in internationalen Normen festgelegt, so dass diese Produkte einem bestimmten Typ zugeordnet werden können, egal in welchem Land der Welt sie hergestellt werden. Entsprechend diesen Anforderungen sollte die Markierung der Elektrode nicht nur ihren Typ, sondern auch ihre chemische Zusammensetzung widerspiegeln.
Wolframelektroden können durch den ersten Buchstaben „W“ (Wolfram) in ihrer Bezeichnung bestimmt werden. In der Zusammensetzung der meisten dieser Stäbe befinden sich wenige Legierungszusätze. Letztere verbessern sich technische Eigenschaften Produkte und erhöhen die Lebensdauer. Über die Art des Legierungselements, das in der Wolframelektrode enthalten ist, sagte der zweite Buchstabe in der Beschriftung.
In der Bezeichnung von Wolframstäben finden sich folgende Buchstaben, die bestimmte Legierungszusätze angeben.
C (Ceroxid)Wolframelektroden, die diesen Legierungszusatz enthalten, sind Universalprodukte, sie werden zum Schweißen mit jeder Art von Strom verwendet, sie behalten einen stabilen Lichtbogen, der selbst bei kleinen Werten brennt.
Elektroden aus Wolfram, die Ceroxid enthalten, werden zum Schweißen mit Wechselstrom verwendet. Beim Auftragen muss sehr darauf geachtet werden, dass das Schweißbad keiner minimalen Verunreinigung ausgesetzt ist. Der mit Hilfe solcher Stangen erzeugte Lichtbogen zeichnet sich durch Stabilität und hohe Leistung aus. Wolframelektroden mit Zirkoniumoxid halten im Vergleich zu anderen Produktarten erheblichen Strombelastungen stand.
L (Lanthanoxid)Produkte, die diesen Legierungszusatz enthalten, sorgen für eine einfache Zündung des Lichtbogens und seine hohe Stabilität sowie eine schnelle Wiederzündung. Bei Verwendung solcher Stangen wird die Verbrennungsgefahr der verbundenen Teile verringert, der Betriebsstrom wird deutlich erhöht. Diese Elektroden sind langlebig und belasten das Schweißbad im Vergleich zu reinen Wolframprodukten weniger.
Wolframelektroden, die Thoriumoxid in ihrer Zusammensetzung enthalten, sind sehr beliebt, da sie viele Vorteile haben. In der Regel werden solche Produkte zum Verbinden von aus Gleichstrom hergestellten Edelstahlbarren verwendet. Mittlerweile haben diese Wolframelektroden eine Reihe von Nachteilen. Wenn zum Einschweißen verwendet geschlossene Räume und wenn geschärft werden soll arbeitsplatz Absaugung, da Thorium ein radioaktives Metall ist, Dämpfe und Staub, die sich negativ auf die Gesundheit auswirken können. Beim Schweißen mit solchen Elektroden, die mit Wechselstrom betrieben werden, kann der Lichtbogen außerdem auf die vorstehenden Oberflächen springen, was zu einer Verschlechterung der Qualität der gebildeten Verbindung führt.
Y (Yttrium)Produkte dieser Art gelten als die stabilste aller Wolframelektroden, weshalb sie zum Schweißen besonders wichtiger Strukturen verwendet werden. Beim Schweißen wird mit Gleichstrom gearbeitet.
P (reines Wolfram)Dieser Brief, der in der Kennzeichnung enthalten ist, zeigt an, dass das Produkt zu 99,5% aus Wolfram besteht. Wolframelektroden, die in ihrer Zusammensetzung keine Legierungszusätze enthalten, sorgen für Lichtbogenstabilität beim Schweißen mit Wechselstrom. Solche Stäbe werden für Aluminiumteile verwendet.
Damit ein Fachmann umfassendere Informationen über Wolframelektroden erhält, sind auch digitale Zeichen in der Markierung vorhanden.
Die ersten Ziffern nach den Buchstaben geben den genauen Prozentsatz des Dotierstoffs an. Die Zahl 20 bedeutet also, dass das Elektrodenmaterial 2,0% des entsprechenden Additivs enthält, die Zahl 15 - 1,5% usw. Die zweiten Ziffern in der Balkenbezeichnung geben die Länge des Produkts in Millimetern an.
Die gebräuchlichste Länge beträgt 175 mm, aber auch die Elektroden 50, 75 und 150 mm werden hergestellt. Teile mit unterschiedlichen geometrischen Parametern werden mit Wolframelektroden unterschiedlichen Querschnitts gekocht, deren Wert 1 betragen kann; 1,6; 2; 2,4; 3; 3,2; 4; 4,8; 5,6; 6,4 mm.
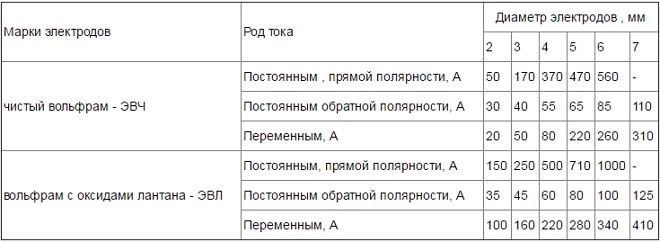
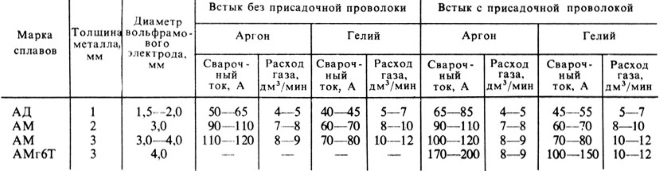
Tabelle zur Auswahl des Durchmessers einer Wolframelektrode zum Schweißen in Argon unter Berücksichtigung der Stärke und Stromart
Lassen Sie uns zum Beispiel die Markierung der Elektrode WL 10-75 entschlüsseln. Neben Wolfram enthält es 1,0% Lanthanoxid. Die Länge dieses Produkts beträgt laut Bezeichnung 175 mm.
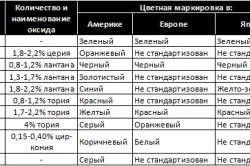
Um auf einen Blick feststellen zu können, welche Art von Wolframelektrode ist und wozu sie verwendet werden kann, werden die Enden von Produkten verschiedener Marken in verschiedenen Farben lackiert. Solche Tags können in einer der folgenden Farben angewendet werden:
- grün - Produkte aus reinem Wolfram, bezeichnet mit den Buchstaben WP;
- grau - WC 20 Elektroden, die 2% Ceroxid enthalten;
- gold - WL 15-Produkte, deren Zusammensetzung mit 1,5% Lanthanoxid ergänzt wird;
- schwarz - WL 10-Stäbe, denen 1% Lanthanoxid zugesetzt wurde;
- blau - WL 20, in solchen Elektroden befinden sich 2% Lanthanoxid;
- weiß - WZ 8 Elektroden, deren Zusammensetzung mit 0,8% Zirkoniumoxid angereichert ist;
- gelb - WT 10-Elektroden mit 1% Thoriumoxid;
- rote WT 20-Stäbe, die 2% Thoriumoxid enthalten;
- violett - WT 30 Elektroden mit 3% Thoriumoxid;
- orange - WT 40-Produkte, einschließlich 4% Thoriumoxid;
- dunkelblau - WY 20 Wolframelektroden, die 2% Yttrium enthalten.

Einsatzbereiche von Wolframelektroden verschiedener Marken
Zu jedem Typ gehörende Wolframelektroden haben charakteristische Eigenschaften, die den Anwendungsbereich bestimmen.
WP - grüne SpitzeElektroden aus reinem Wolfram (WP) werden hauptsächlich zum Schweißen mit Wechselstrom verwendet, der in Argon ausgeführt wird. Mit ihrer Hilfe werden Produkte aus Aluminium, Aluminiumbronze (Kupfer-Aluminium-Legierung), Magnesium, Nickel und deren Legierungen hergestellt.
Elektroden dieses Typs haben folgende Eigenschaften:
- schlechte Lichtbogenzündung;
- kurze Lebensdauer;
- schlechte Toleranz gegenüber erheblicher Strombelastung;
Kupferschweißmodi wolframelektrode (für Stoßfugen auf wassergekühltem Kupferfutter oder Flusskissen)
WC 20 - graue SpitzeWC 20-Elektroden werden auch für die Verbindung von Teilen aus hochlegierten Stählen, einschließlich nichtrostenden Stählen, hochlegierten Metallen (Molybdän, Tantal usw.), Kupfer, Nickel, Titan und deren Legierungen verwendet. Das Schweißen solcher Stäbe erfolgt mit Gleichstrom, in gerader Linie verbunden.
Wir listen die Eigenschaften von Wolframelektroden dieses Typs auf:
- zufriedenstellende Lichtbogenzündung;
- lange Lebensdauer;
- sicherheit für die menschliche Gesundheit.
Die Elektroden WZ 8 (Spitze weiß) werden zum Schweißen mit Wechselstrom in Argon verwendet. Mit ihnen wird das Argon-Lichtbogenschweißen von Produkten aus Aluminium, Kupfer-Aluminium-Legierungen (Aluminiumbronze), Magnesium, Nickel und Legierungen dieser Metalle durchgeführt.
Die charakteristischen Merkmale der Wolframprodukte dieser Marke sind:
- zufriedenstellende Zündung des Schweißlichtbogens;
- gute Stromlasttoleranz;
- sicherheit für die menschliche Gesundheit.
Mit WT 20 gekennzeichnete Produkte werden für das Gleichstrom-Lichtbogenschweißen verwendet (direkte Polarität wird verwendet). Solche Produkte kochen Zubereitungen aus hochlegierten Stählen, hochschmelzenden Metallen, Kupfer, Nickel, Titan und deren Legierungen.
Eigenschaften von Wolframelektroden dieses Typs:
- gute Zündung des Schweißlichtbogens;
- ausreichend lange Lebensdauer;
- gute Toleranz gegenüber erheblichen Strombelastungen;
- mögliche Gefahr für die menschliche Gesundheit.
Zur Gruppe der Wolframelektroden, in denen Thorium vorhanden ist, gehören auch Produkte der Marken WT 30 und WT 40. Aufgrund des erheblichen Gehalts dieses radioaktiven Elements in der Zusammensetzung der Elektroden wird die Verwendung von Elektroden nicht empfohlen, da deren Dämpfe die Umwelt und die menschliche Gesundheit schädigen.
Kriterien für die Auswahl einer Wolframelektrode
Bei der Auswahl von Wolframstäben müssen folgende Parameter berücksichtigt werden:
- art, chemische Zusammensetzung und Vorhandensein von Legierungszusätzen;
- durchmesser, der die Dicke des Formteils beeinflusst schweißnaht;
- die Geometrie der Spitze, die viele Eigenschaften des Schweißprozesses bestimmt;
- schärfqualität.
Die Wahl einer Elektrode einer bestimmten Marke hängt natürlich wesentlich von den Eigenschaften der zu verbindenden Teile ab: Abmessungen, Zusammensetzung des Materials usw. Bei der Auswahl von Wolframstäben können Sie sich auf Referenztabellen oder Ihre eigene Erfahrung beziehen.

Merkmale und Methoden des Schärfens
Das Schärfen von Wolframelektroden ist ein wichtiger Parameter, dem besondere Aufmerksamkeit gewidmet werden sollte. Die Form der Schärfung nicht verbrauchbarer Elektroden hängt davon ab wichtige Parameter, als Druck eines Schweißlichtbogens und Verteilung der Energie, die er an Metall der verbundenen Details überträgt. Deshalb hängt die Größe der Durchdringungszone des zu fügenden Metalls und dementsprechend die Tiefe und Breite der Schweißnaht davon ab, wie die Elektrode geschärft wird.
Die Form des Schärfens des Arbeitsendes der Elektrode wird nicht nur von den Parametern der zu verbindenden Teile, sondern auch davon, welche Art von Elektrode zum Schweißen verwendet wird, gewählt.
Bei Produkten der Marke WP verwenden WL 10, WL 20 und WL 15 daher eine sphärische Schärfung des Arbeitsendes, da die thermische Belastung nicht so groß ist. Und an den Enden der WT 20-Elektroden bilden sie im Gegensatz zu den Produkten der Marken WP, WL 10 und anderen nur eine leichte Auswölbung. Die zum Schweißen verwendete Stromart wirkt sich auch auf die Form der Schärfung aus. Sie können die genauen Parameter für das Schärfen von Wolframelektroden und Empfehlungen für ihre Auswahl in der Referenzliteratur kennenlernen.

Zum Schweißen können Elektroden verschiedener Qualitäten verwendet werden. Es hängt alles davon ab, was schweißvorrichtung verwendet werden, was eine Elektrode erfordert. Diese nicht verbrauchbaren Wolframelektroden sind von hoher Qualität. Bei der Auswahl muss darauf geachtet werden, welche Art von Markierung von Wolframelektroden vom Hersteller angebracht wird.
Bei der Auswahl von Wolframelektroden ist Folgendes zu berücksichtigen: Art der Elektrode, Durchmesser, Geometrie der Elektrodenspitze und Qualität der Schärfung und Härte.
Eigenschaften der verwendeten Elektroden
Elektroden aus Wolfram eignen sich zum Schweißen mit Argon in der Umgebung inertgas. Sie können als verwendet werden professionelle Schweißerund Anfänger. Diese Elektroden sind sicher und zeichnen sich durch höchste Qualität aus.
Gemäß internationalen Standards sind alle auf Wolfram basierenden Elektroden speziell gekennzeichnet, um Typ und Zusammensetzung anzugeben. Der erste Buchstabe in der Liste ist "W", d. H. Wolfram Die zweite bezieht sich auf das Oxidelement, das als Dotierstoff verwendet wird. Unter den Legierungsoxiden werden verwendet:
- ceroxid, bezeichnet mit dem Buchstaben "C";
- zirkoniumoxid, auf dem Etikett mit dem Buchstaben "Z" angegeben;
- lanthanoxid - der Buchstabe "L";
- thoriumoxid - "T";
- reines Wolfram, das keine Legierungszusätze enthält, ist auf der Markierung mit dem Buchstaben "P" gekennzeichnet.
Nach dem zweiten Buchstaben steht eine Zahl, die den Prozentsatz der Substanz angibt, die während des Dotierens hinzugefügt wurde. Die Zahl 20 zeigt, dass die Zusammensetzung 2% des Dotierungsmittels enthält. Der Bindestrich ist die zweite Zahl - dies ist die Länge, die in Millimetern ausgedrückt wird. Die am häufigsten verwendete Länge beträgt 175 mm, es gibt jedoch auch Werte von 50, 75 und 150 mm. Der Durchmesser der Wolframelektroden kann sich um 1, 1,6, 2, 2,4, 3, 3,2, 4, 4,8, 5,6, 6,4 mm unterscheiden.
Die Markierung enthält alle notwendigen Informationen für den Benutzer. Zum Beispiel gibt es eine Markierung WL 15-175. Das bedeutet, dass es sich um eine Elektrode mit Dotierstoffen aus Lanthan handelt, deren Gehalt 1,5% beträgt und deren Länge 175 mm beträgt. Die alphanumerische Bezeichnung ist bei weitem nicht alles, man muss auf die Farbe der Markierung achten. Heute werden Materialien zum Schweißen mit Farbmarkierung hergestellt:
- reines Wolfram - WP grün;
- in der Zusammensetzung befindet sich Ceroxid zu 2% - graues WC 20;
- lanthanoxid liegt bei 1,5% - Goldfarbe WL 15 vor;
- lanthanoxid liegt bei 2% - WL 20 blau vor;
- 0,8% Zirkoniumoxid vorhanden - WL 8 weiß;
- thoriumoxid liegt bei 1% - gelbe WL 10 vor;
- thoriumoxid ist zu 2% vorhanden - WL 20 ist rot;
- thoriumoxid liegt bei 3% - WL 30 violett vor;
- thoriumoxid liegt bei 4% - orange Farbe WL 40 vor.
![]()
Die Verwendung einer Elektrode mit der Bezeichnung WT30, 40 wird nicht empfohlen, da das Element Thorium radioaktiv ist und sein hoher Gehalt gefährlich sein kann.
Eigenschaften:
Die grüne WP-Markierung ist für das Argon-Lichtbogenschweißen mit Wechselstrom vorgesehen. Die Verwendung solcher Metalle für Arbeiten wie Aluminium und Magnesium, Nickel ist möglich.
Eigenschaften:
- die Zündung ist niedrig;
- lebensdauer ist nicht zu lang;
- er hat ausgezeichnete sicherheit.
Wc-20 mit grauen Markierungen wird zum Schweißen mit Gleichstrom mit direkter Polarität von Metallen wie Kupfer, Molybdän, Edelstahl, Titan usw. verwendet.
Die Eigenschaften sind wie folgt:
- zündung gilt als gut;
- lebensdauer ist lang;
- ihre Sicherheit ist ausgezeichnet.
WL eignet sich zum Schweißen mit Gleich- oder Wechselstrom mit direkter Polarität. Geeignet für Teile mit geringer Dicke, für hochlegierte Stähle.
Eigenschaften:
- entzündbarkeit ist zufriedenstellend;
- lange Lebensdauer;
- sicherheit ist großartig.
Es gibt andere Typen, aber es ist notwendig, Materialien sorgfältig auszuwählen, da die Qualität und Sicherheit der Arbeit davon abhängt.
Wie wählt man eine Wolframelektrode?
![]()
WP-Wolframelektroden werden zum Wechselstromschweißen von Aluminiumlegierungen mit guter Lichtbogenstabilität verwendet.
Bei dem Schweißprozess, der in einer Inertgasumgebung durchgeführt wird, werden Wolframelektroden verwendet. Dies garantiert höchste Arbeitsqualität, die Naht ist sauber und langlebig. Bei der Auswahl eines nichtschmelzenden hitzebeständigen Produkts auf Wolframbasis müssen die folgenden Kriterien beachtet werden:
- art der Wolframelektrode, ihre Zusammensetzung, das Vorhandensein von Legierungszusätzen, Parameter;
- durchmesser, mit dem Sie die Dicke der Arbeitsnaht einstellen können;
- schärfqualität, Materialdichte;
- charakteristische Geometrie der Spitze.
Beim Kauf können Sie sich auf das Etikett verlassen, das der Hersteller mit Materialien versehen hat.
Sie enthält Angaben darüber, welche Zusatzstoffe in der Zusammensetzung enthalten sind, welchen Anwendungsbereich und unter welchen Bedingungen sie verwendet werden können.
Der Effekt der Dotierung auf die Qualität der Elektrode
Bei der Auswahl sollte darauf geachtet werden, welche Additive für das Dotieren verwendet wurden. Dies ist wichtig, da die Verwendung von Materialien, deren Qualität und individuellen Eigenschaften davon abhängen. Alle Legierungszusätze erlauben es, Elektroden mit folgenden Parametern zu erhalten:

Wolframelektroden der Marke WZr 08 reduzieren aufgrund ihrer Eigenschaften das Risiko, dass Wolfram in die Schweißnaht gerät.
- WP ist ein spezieller Typ, der keine Zusätze aus reinem Wolfram enthält. Sie werden hauptsächlich zum Schweißen mit Wechselstrom (AC) verwendet. Die Lichtbogenstabilität ist gut, die Qualität der Naht ist ausgezeichnet. Wolframelektroden können bei der Verwendung nicht verwendet werden gleichstrom. Für solche Materialien sind die Markierungen grün, angezeigt durch WP-Symbole.
- E3 zeigt an, dass Additive aus Oxiden von Seltenerdelementen verwendet werden, zum Beispiel einer Mischung von Oxiden. Elektroden sind nicht schädlich, was sie von Thorium unterscheidet, sie sind nicht radioaktiv und absolut nicht umweltgefährdend. Der Umfang dieser Materialien ist umfangreich. Sie können für beliebige Prozesse und Kapazitäten mit Wechsel- oder Gleichstrom, für hochlegierte Stähle, für verschiedene Aluminiumlegierungen sowie für Kupfer, Titan und bekanntes Magnesium verwendet werden. Wolframelektroden zeichnen sich durch hervorragende Zündeigenschaften aus, sie sind die optimale Lösung für automatisierte Prozesse. Ihre Strombelastung ist größer, aber die Lebensdauer solcher Materialien ist viel höher als die von gewundenen. Die Kennzeichnung solcher Materialien wird mit WLa 10/15/20 bezeichnet.
- Lanthanierte Wolframelektroden, die für Schweißarbeiten bei Gleichstrom oder Wechselstrom verwendet werden können. Dieser Typ kann für das sogenannte Mikroplasma-Schweißen verwendet werden. Dies wurde durch die Anwesenheit von La 2 O 3 in der Zusammensetzung ermöglicht, wodurch die Fähigkeit zur besseren Zündung erhöht wird. Der Bogen wird als Ergebnis der Qualität erhalten. Ihre Lebensdauer ist niedriger als die der vorherigen. Das Vorhandensein eines solchen Legierungszusatzes macht sie weder fester noch dauerhafter - es erweitert nur den Anwendungsbereich. Die Markierung enthält mehrere Farben: Schwarz für WLa 10, Gold für WLa 15.
WCe 20 oder WZr 08?
WCe 20 sind die bekannten Wolframelektroden, zu denen Legierungszusätze wie Ceroxid (CEO 2) gehören. Die Tragfähigkeit wird um ein Vielfaches erhöht, ihre Qualität ist höher als bei den oben genannten Gruppen, aber E3 und WL sind immer noch stabiler. Der Einsatzbereich ist recht groß schweißen mit legierten, unlegierten Legierungen. Gleichstrom kann niedrig und mittel sein, das Schweißen mit Wechselstrom ist möglich.
WZr 08 sind Wolframelektroden, die Zirkonium enthalten. Sie werden eingesetzt, wenn zusätzlich ein Schutz der Schweißnaht gegen das Eindringen von Wolfram vorgesehen werden soll. Sie sind nicht für Gleichstrom geeignet, obwohl sie in einigen Fällen verwendet werden. Die Markierung ist weiß.
Danke für dein Feedback.




