Was ist eine Wolfram-v-0,5-förmige Elektrode? Markierung von Wolframelektroden
Unter den nicht schmelzenden Elektroden gibt es oft einzigartige Modelle, die für die Funktionen konzipiert sind, die andere Arten nicht können. Wolframelektroden für argon-Lichtbogenschweißen dient zur Erzeugung eines Lichtbogens der erforderlichen Leistung sowie zum Schmelzen der Haupt- und Zusatzmetalle, die als verwendet werden schweißdraht. Unter Berücksichtigung der Tatsache, dass das Schutzmedium hier Argongas ist, ist die Beschichtung für den Draht nicht erforderlich. Diese Produkte zeichnen sich durch hohe Leistung und gute Hitzebeständigkeit aus.
Wolframelektroden sind dünne Stäbe, die aus gepressten Partikeln eines gegebenen Metalls bestehen. Tatsache ist, dass Wolfram sehr feuerfest ist, dank dessen diese Produkte daraus hergestellt werden. Für die Elektroden wird kein festes Metall verwendet, sondern gepresste feine Partikel, die einer starken Wärmebehandlung unterzogen werden. In Aussehen und Eigenschaften unterscheiden sie sich nicht wesentlich von Gussmetallen. Produkte können wie mit speziellen Beschichtungen hergestellt werden, die zur Stabilisierung des Lichtbogens, zur Desoxidation der Metall-, Gas- oder Schlackebildung, zum Legieren des Metalls usw. oder ohne diese beitragen. Nichtschmelzende Wolframelektrode wird gemäß GOST 23949-80 hergestellt.
Das Schweißen mit einer Wolframelektrode in Argon hat eine viel höhere Qualität als andere Arten dieses Prozesses. Es gibt keine überschüssigen Niederschläge beim Verputzen. Das Tool selbst ist universell und verursacht keine negativen Komplikationen. Für den Heimgebrauch mag diese Methode etwas teuer erscheinen, aber in der Produktion und bei der Arbeit mit kritischen Strukturen ist sie unverzichtbar.
Arten von Wolframelektroden
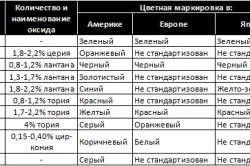
Modelle wolframelektroden unterscheiden sich in Farben:
- Grün (WP) - in diesem Modell liegt der höchste Gehalt an reinem Metall, da der Anteil an Verunreinigungen nur 0,5% beträgt. Bei Verwendung von AC bieten sie eine hervorragende Lichtbogenstabilität. Das Gleichgewicht kann durch Verwendung eines Hochfrverbessert werden. Die besten Eigenschaften zeigen sich in sinusförmigem Wechselstrom. Wolframelektroden werden zum Schweißen von Aluminium sowie seiner Legierungen und Magnesium verwendet. Aufgrund der begrenzten Wärmebelastung ist bei diesen Varianten das Ende des Werkzeugs in Form einer Kugel ausgeführt.

- In diesem Modell ist zusätzlich weißes (WZ8) - Zirkoniumoxid enthalten. In keinem Fall dürfen sich Verschmutzungen im Schweißbad befinden. Verwenden Sie vorzugsweise mit Wechselstrom. Dieser Typ bietet eine verbesserte Lichtbogenstabilität. Die Strombelastung ist höher als die Elektroden von Thorium, Lanthan und Cer. Das Schärfen der Wolframelektroden erfolgt hier in Form einer Kugel. Zum Schweißen von Nickel, Magnesium, Bronze, Aluminium sowie Legierungen dieser Metalle.

- Rotes (WT20) - Thoriumoxid ist in diesem Modell vorhanden. Rote gehören zu den häufigsten, da sie sich beim Schweißen am besten manifestieren können gleichstrom, dem Modell ohne Zusatzstoffe deutlich überlegen. Thorium selbst gehört zu den radioaktiven Metallen mit niedrigem Gehalt, so dass sie sich nicht nur auf die Umwelt, sondern auch auf die Gesundheit des Meisters negativ auswirken. Entladungen durch intermittierenden Gebrauch stellen keine Gefahr für die Gesundheit dar, aber der fortgesetzte Gebrauch kann zu Komplikationen führen. Wolframelektrode für mit Thorium manifestiert sich perfekt als Konstant- und Wechselstrom. Er kann den Schärfwinkel der Spitze ändern, da sie selbst bei hoher Stromstärke nicht an ihren dünnen Stellen schmelzen. Das Standardschärfen erfolgt in Form einer Plattform mit Vorsprüngen. Kann zum Schweißen von Kreide, Nickel, Titan, Tantal, Molybdän und Siliziumbronze geeignet sein.

- Dark Blue (WY20) ist ein Yttrated-Modell, das eine erhöhte Widerstandsfähigkeit gegen hohe Temperaturen aufweist. Legen Sie sie mit Gleichstrom und direkter Polarität an. Dient als Werkzeug zum Schweißen besonders wichtiger Strukturen. Der Oxidzusatz beträgt hier etwa 2%. Aufgrund der Yttriration erhöht sich die Stabilität des Kathodenflecks. Daher bleibt der Lichtbogen auch dann stabil, wenn der Strom über einen weiten Bereich variiert. Verwendet werden Wolfram, niedriglegierte und kohlenstoffhaltige Metalle.

- Grau (WC20) - etwa 2% Ceroxid ist in diesem Modell vorhanden. Cer ist ein sehr häufiges nichtradioaktives Seltenerdmetall. Es wirkt sich positiv auf die Emission der Elektrode aus. Dadurch wird die erste Inbetriebnahme einfacher und der aktuelle Leistungsbereich wird größer. Dies sind universelle Werkzeuge, die mit jeder Art von Strom verwendet werden können. Hier macht sich auch bei geringem Strom eine hohe Lichtbogenstabilität bemerkbar. Sie werden für Rohrleitungen und dünne Metallbleche verwendet. Bei hohen Temperaturen konzentriert sich Cer in der Spitze, was zum Nachteil wird. Sie werden verwendet, um mit Neoby, Tantal, Molybdän, Bronze und Siliziumbronze zu arbeiten.

- Gold und Blau (WL15 und WL20) - beide Marken enthalten Lanthanoxid. Dies ergibt eine gute Leistung für den ersten Start des Bogens. Mit ihnen ist es viel unwahrscheinlicher, dass ein Durchbrennmetall entsteht. Der Lichtbogen bleibt während des gesamten Vorgangs stabil. Der Unterschied bei den Noten ist, dass im Gold 1,5% der Zusatzstoffe und im Blau 2% vorhanden sind. Je mehr Lanthanoxid in der Zusammensetzung vorhanden ist, desto höher ist der Betriebsstrombereich. Hier ist es 1,5 mal mehr als bei anderen Marken. Dies wirkt sich auf den Verschleiß der Spitzenfläche aus, die als eine der dünnsten der Branche gilt. Schweißen Sie damit hochlegierten Stahl, Kupfer, Aluminium und Bronze.
![]()
Legende und Markierung
Das Markieren von Wolframelektroden ist recht einfach, da ihre Zusammensetzung nicht viele verschiedene Elemente enthält, aber es gibt nur einen Zusatzstoff oder keinen. Die Farben der Wolframelektroden entsprechen lediglich den verschiedenen Additiven. Wenn Sie sich die Bezeichnung ansehen, ist hier zum Beispiel die WL15 typisch, was als Folgendes interpretiert werden kann:
- W - Wolframelektrode;
- L ist die Gegenwart von Lanthanoxid;
- 15 - die Anwesenheit eines Zusatzstoffs (in diesem Fall Lanthanoxid) 1,5%.
Der zweite Buchstabe gibt also den Zusatzstoff und die Zahlen in hundertstel Prozent an.
Wahl einer Wolframelektrode
Die Wahl wird hinsichtlich der Nutzungsbedingungen getroffen. Wenn das Schweißen mit Wechselstrom erfolgt, ist es besser, reines Wolfram zu wählen. Zirkoniumadditive erhöhen die Lichtbogenstabilität und die maximale Gebrauchstemperatur. Das Thoriumoxid in der Zusammensetzung verbessert die Temperaturbeständigkeit, so dass solchen Elektroden jede Form gegeben werden kann. Werkzeuge aus Yttrated Wolfram sorgen für eine bessere Lichtbogenstabilisierung. Cer in der Zusammensetzung bietet vielseitige Verwendungsmöglichkeiten in allen Modi.
"Es ist wichtig! Unabhängig vom gewählten Modell müssen Sie besonders auf die Sicherheit achten, da die Arbeit bei hohen Stromwerten ausgeführt wird."
Hauptmodi und Nuancen der Anwendung
Das Hauptmerkmal bei der Verwendung dieser Werkzeuge ist die Auswahl des richtigen Strommodus in Bezug auf Typ und Polarität, da die Eigenschaften der Elektroden jeweils unterschiedlich aussehen.
Hersteller
Aufgrund ihrer Nachfrage werden solche Elektroden auf der ganzen Welt hergestellt. Folgende Marken sind auf dem Markt zu finden:
- Tungstone (Polen);
- Abicor Binzel (Deutschland);
- Jasic (China).
Die einzig richtige Wahl für das WIG-Schweißen sind Wolframelektroden & ndash. Nur sie können extremen Temperaturen beim Metallschweißen standhalten. Zusätzlich zu dieser zwingenden Eigenschaft hat Wolfram eine gute thermionische Emissions- und Erosionsbeständigkeit.
Schweißen mit inertgas Nicht schmelzende Elektroden werden mit Gleichstrom (TIG-DC) für Stähle und alternierend (TIG-AC) für Teile aus Aluminium (Al) und Magnesium (Mg) verwendet.
Im Falle von Gleichstrom müssen die Elektroden zuerst für die Arbeit vorbereitet werden. Schärfen. Je nach Schweißanforderung beträgt der zulässige Schärfwinkel 20 °. Die beste Lichtbogenstabilität wird bei Winkeln von 30 ° bis 60 ° beobachtet. (1). Abhängig von diesem Winkel variiert die Breite schweißnaht und die Schmelzkapazität der Elektrode.
Wenn im WIG-AC-Modus geschweißt wird, hat das Arbeitsende der Elektrode selbst eine Kugelform. Daher reicht es aus, die Elektrode etwas zu schleifen oder einfach die ursprüngliche Form beizubehalten (Abb. 2). 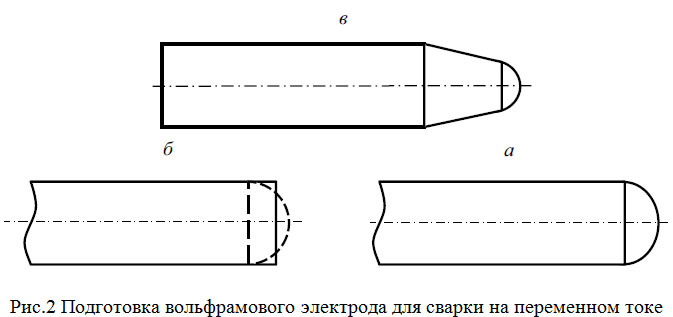
Eine erfolgreiche Praxis bestand darin, der Wolframelektrode Verunreinigungen hinzuzufügen, um deren Schweißeigenschaften zu verbessern.
Nach der Art der eingebrachten Verunreinigung unterscheiden sich folgende Wolframelektroden:
Kennzeichnung: WP
Farbcode: grün
Legierungszusatz: nein
Elektrode ohne Verunreinigungen. Es hat eine gute Leistung. lichtbogen im WIG-AC-Modus. Dabei werden üblicherweise Aluminium- und Magnesiumteile gekocht.
Kennzeichnung: WT-20
Farbcode: rot
Dotierstoff: Thorium (~ 2%)
Die beliebteste Art der Wolframelektrode. Einige halten es sogar für universell und werden für alle Aufgaben buchstäblich verwendet. Profis haben eine etwas andere Meinung & ndash. Die Zugabe von Thorium verbesserte die Fähigkeit der thermionischen Emission und machte es zum führenden Hersteller von feuerfesten Elektroden. Es wäre jedoch besser, es für die Bearbeitung von Edelstahl-, Titan- und Nickellegierungen im WIG-DC-Modus einzusetzen.
Achtung! Aufgrund der radioaktiven Natur von Thorium kann die Verwendung von WT-20-Elektroden das Auftreten schwerer Erkrankungen auslösen. Daher sollte mit ihnen unter strikter Einhaltung aller Sicherheitsanforderungen und in gut belüfteten Räumen gearbeitet werden.
Kennzeichnung: WC-20
Farbcode: grau
Legierungszusatz: Ceroxid (~ 2%)
Diese Elektrode hat eine höhere Schweißleistung als WP und gilt als die beste "reine" Alternative zu Thorium. Er bietet eine gute Lichtbogenstabilität bei niedrigen Strömen breite anwendung beim Dünnblechschweißen im WIG-DC-Modus.
Kennzeichnung: WL-15
Farbcode: golden
Legierungszusatz: Lanthanoxid (~ 1,5%)
Ein weiterer möglicher Ersatz der WT-20-Elektrode. Es bietet eine gute Leistung beim Schweißen bei allen Stromstärken und ist die beste Option für das Arbeiten mit Aluminium.
Wolframelektroden sind ein weit verbreitetes Konzept unter Schweißern und anderen an der Metallbearbeitung beteiligten Fachleuten. Sie sind kleine Stäbe, die dazu dienen, geschweißte Produkte mit Strom zu versorgen. Natürlich haben sie wie jedes Objekt ihre eigenen Sorten und Typen. Der Bequemlichkeit halber und legende aufgebrachte Kennzeichnung, die direkt anzeigt technische Eigenschaften verwendetes Schweißmaterial.

Wolframelektroden werden benötigt, um Strom auf die zu schweißenden Produkte zu übertragen.
Arten von Wolframelektroden und deren Zweck
Wolfram ist ein Metall, in dem es fast unmöglich ist, es zu treffen reine form. Häufig wird es beim Argon-Lichtbogenschweißen verwendet, da dieses Metall ziemlich feuerfest ist und daher auch beim Langzeitschweißen seine eigene Festigkeit behält. Metall Wolfram wirtschaftlich. Beim Schweißen ist die Menge vernachlässigbar.
Der größte Lieferant des Metalls ist China. Auf ihrem Territorium werden riesige Wolframreserven beobachtet. In diesem Zusammenhang beim Kauf von Wolframelektroden auf den Hersteller achten. Wenn Sie ein europäisches Land finden, können Sie sicher sein, dass Sie beim Kauf Geld überbezahlen. Europäische Länder produzieren Elektroden erst nach dem Erwerb von Metall in China.
Das Schweißmaterial ist in drei Arten unterteilt, darunter:
- AC-Elektroden. Die Hauptmaterialien, die unter Strom geschweißt werden, sind Magnesium, Aluminium und ihre Sorten, Legierungen. Die vorgestellte Version wird häufig verwendet, wenn das Schweißen vor dem Eindringen von Verschmutzungen geschützt werden muss.
- Gleichstromelektroden. Hier werden der Wolframelektrode Metalle wie Yttrium oder Thorium zugesetzt. Im letzteren Fall sollte es an seine Radioaktivität erinnert werden, die den Menschen erheblich schädigen kann drinnen. Daher werden Thoriumelektroden zum Schweißen in offenen Bereichen oder in Lagern mit zuverlässiger Belüftung verwendet. Diese Produkte werden zum Schweißen folgender Metalle verwendet:
- kupfer;
- titan;
- nickel;
- tantal;
- bronze;
- stahl, der im Betrieb keinem Rost ausgesetzt ist;
- kohlenstofflegierungen.
Hier ist die Sicherheit beim Schweißen zu beachten.
Es ist wichtig! Da einige Legierungen und Metall während des Verbrennungsprozesses giftige Substanzen abgeben können, muss der Schweißer eine Schutzmunition tragen, bei der Atmungsorgane und Augen geschlossen werden.
Es ist auch notwendig zu verwenden schutzgas Argon.
Universalelektroden. Universelle Wolframelektroden werden verwendet, wenn Produkte aus Kupfer, Aluminium, Bronze, Tantal, Nickel, Titan und fast allen Stahlsorten geschweißt werden müssen. Diese Elektroden arbeiten gut mit Wechsel- und Gleichströmen, was die Aufgabe etwas vereinfacht. Beim Pipeline-Schweißen ist eine häufige Verwendung zu beobachten, da mit ihr dünne Bleche verbunden werden können und die Naht unauffällig wird.
Die Verwendung einer bestimmten Schweißart erfordert beim Kauf die richtige Wahl. Um Schweißarbeiten durchführen zu können, müssen daher grundlegende Kenntnisse über das Verhalten und die Eigenschaften des zu schweißenden Metalls vorhanden sein. Oft professionelle Schweißer haben die entsprechende Spezialisierung und Ausbildung.
Zurück zum Inhaltsverzeichnis
Markierung von Wolframelektroden
Es ist wichtig! Die Markierung von Wolframelektroden ist für Spezialisten notwendig, da sie die gesamte Liste der Eigenschaften und Metalle enthält, die sowohl bei der Herstellung der Elektrode als auch beim Schweißen verwendet werden.
Die gängigen und akzeptierten Bezeichnungen unterscheiden sich je nach Bezeichnung und Farbe.
Die folgende Markierung wird auf Wolframelektroden angebracht:
- WP (Farbe grün) - hier besteht die Elektrode fast vollständig aus Wolfram. Sein Gehalt beträgt 99,5%. Wird zum Schweißen von Magnesium und Aluminium verwendet. Eine mögliche Verwendung der Elektrode der bereitgestellten Markierung ist ein sinusförmiges Stromschweißen. Verwenden Sie zum Schutz zwei Gasarten: Argon und Helium.
- WC-20 (grau) - 2% Ceroxid. Sie gehören zu Universalelektroden, da sie beim Schweißen mit Wechselstrom und mit positiver Polarität verwendet werden. Beteiligt an der Verbindung von Rohrleitungen in nicht drehbaren Verbindungen.
- WL-15, WL-20 (blau) - hier gibt es eine Beimischung von Lanthan, wodurch ein stabiler Lichtbogen erreicht werden kann, und eine Wiederzündung, wodurch die Elektrode dieser Marke häufig in der Industrie verwendet wird. Darüber hinaus kann die Verwendung von Lanthan in der Elektrode den Betriebsstrom erhöhen und den Verschleiß um die Hälfte reduzieren. Die durch den vorgestellten Elektrodentyp erzeugten Nähte sind langlebig und weniger kontaminiert. Um zu funktionieren, muss die Elektrode ein kugelförmiges Ende haben.
- WT-20 (rot) - Thorium ist hier enthalten. Wie bereits oben beschrieben, ist der Staub bei der Arbeit etwas gefährlich für die menschliche Gesundheit. Trotz dieser Tatsache wird die vorgestellte Markierung manchmal häufiger als Elektroden verwendet, die fast ausschließlich aus Wolfram bestehen. Dieses Merkmal wird durch die hervorragenden Eigenschaften von Thorium erklärt, das in der Lage ist, die anspruchsvollsten Metalle in Sekundenschnelle zu verbinden. Es wird empfohlen, beim Arbeiten einen Gleichstrom zu verwenden, da bei der sinusförmigen Stromnutzung der resultierende Lichtbogen über die Schweißfläche springen kann. Solche Probleme können nicht toleriert werden.
- WZ-8 (weiß) - Zirkonoxid enthält weniger als einen Prozentsatz. Während der Arbeit ist es wichtig, die Reinheit genau zu beobachten. Es wird empfohlen, Wechselstrom zu verwenden. Vor dem Gebrauch sollten Sie der Elektrode ein kugelförmiges Ende geben. Am besten zum Schweißen von Aluminium.
- WY-20 (dunkelblau) - Wolframelektroden mit einer dünnen Yttriumschicht. Sie gelten als die stabilsten Elektroden und werden daher häufig zum Schweißen wichtiger und wichtiger Strukturen verwendet.
Bei der Auswahl der Elektroden müssen das Schweißverfahren und die Eigenschaften des zu schweißenden Metalls bestimmt werden, da möglicherweise verschiedene Typen und Markierungen von Wolframelektroden erforderlich sind, um eine Konstruktion zu verbinden.
Zurück zum Inhaltsverzeichnis
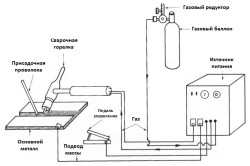
Argon-Lichtbogenschweißen: seine Eigenschaften und Technologie
Argon-Lichtbogenschweißen ist eine Verbindung von Metallen unter Argonschutz. Der vorgestellte Prozess wird auf zwei Arten durchgeführt, von denen jede im Detail betrachtet werden sollte.
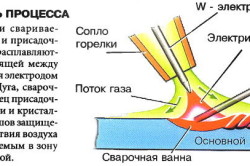
Manuelles Schweißen mit einer Wolframelektrode unter Argonschutz. Diese Methode umfasst mehrere Schritte:
- Argon und der erforderliche Strom werden dem Brenner zugeführt. Die zweite Phase des Stroms führt zur Oberfläche, wo geschweißt wird. Zwischen der am Brenner angebrachten Elektrode und der Oberfläche entsteht ein Lichtbogen. Es wird Draht als Zusatzstoff zugeführt.
- Als nächstes müssen Sie den Bogen zünden. Um dies zu erreichen, ist es besser, eine Kohlenstoffplatte zu verwenden, um die geschweißte Oberfläche nicht zu beschädigen, da ein solches Versehen zu einer Verschmutzung der Naht führen kann.
- Dann ist der Bogen aufgeregt. Hier wird häufig ein Oszillator verwendet.
- Wir folgen der Bewegung der Elektrode, da ihre Flugbahn genau entlang der Naht verlegt werden sollte. In jedem anderen Fall sollte die Arbeit gestoppt werden, da diese Störung den Beginn des Elektrodenschmelzens signalisieren kann.
Hier ist die Verwendung von Wechselstrom zulässig, da beim Schweißen ein Gleichstromanteil entsteht.
Automatisches Schweißen mit Wolframelektrode. Diese Methode wird häufig zum Schweißen von Rohrleitungen in nicht drehbaren Verbindungen verwendet.
Das automatische Schweißen wird durch spezielle Einheiten mit unterschiedlichen Konstruktionen ausgeführt, die den gesamten Schweißprozess unabhängig voneinander ausführen.
Hier tritt zwischen der Metalloberfläche und dem Drahtende ein Schweißlichtbogen auf, der als Elektrode dient.
Oft können die vorgestellten Geräte in einigen Bereichen nicht angewendet werden. Dies ist insbesondere auf die Unfähigkeit zurückzuführen, eine kurze Naht herzustellen.
Wolframelektroden für das Argon-Lichtbogenschweißen enthalten die folgenden Markierungen: WP, WZ, WT, WY. Dies liegt an ihrer Zuverlässigkeit und Vielseitigkeit im Einsatz. Viele der vorgestellten Elektrodentypen werden zum Schweißen dünner Metallbleche verwendet. In diesem Fall ist häufig eine dünne Konusschärfung der Elektrode erforderlich.
Wolframelektroden sind nicht verbrauchbare Stäbe für das Argon-Lichtbogenschweißen. Sie werden auch bei einigen Oberflächenvorgängen verwendet. plasmaschneiden Metalle, Spritzen.
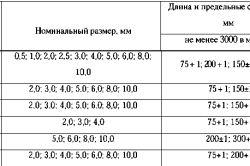
1 Beschreibung der Sorten von Wolframstäben gemäß GOST 23949–80
Die beschriebenen Schweißprodukte bestehen aus Wolfram in reiner Form sowie aus Wolfram und verschiedenen Zusätzen, die den Schweißprozess aktivieren können. Die staatliche Norm 23949 spricht über die folgenden Marken von Wolframelektroden für das Argon-Lichtbogenschweißen:
- EVT-15;
- EVI (1, 2 und 3).
Der Massenanteil an reinem Wolfram in diesen Elektroden beträgt 99,91 bis 99,95%. Verschiedene Verunreinigungen (insbesondere Molybdän, Silizium, Eisen, Aluminium, Kalzium und Nickel) können nicht mehr als 0,05–0,11% betragen. In den EVI-2- und EVI-3-Typen ist die Anwesenheit von bis zu 0,01% Tantal in der EVT-15 - 1,5 - 2% Thoriumdioxid, in der EVL - 1,1 - 1,4% Lanthanoxid erlaubt. In Produkten der Marken EVI gibt es zusätzlich 1,5 bis 3,5% Yttriumoxid.
Wolframelektroden aller Typen aufgrund des hohen Wolframsiedepunkts (etwa 5800 Grad) und der erhöhten (fast 3000 Grad) Feuerfestigkeit zeichnen sich durch sehr niedrige Flussraten beim Schweißen aus.
Ein Meter der Naht verbrachte Hundertstel Gramm Material. Durch die Zugabe von Zirkonium, Lanthan, Cer und Thorium erhalten die Wolframstäbe einzigartige Betriebsparameter.

Die fertigen Elektroden auf ihrer Oberfläche sollten keine Verunreinigungen und Einschlüsse, Oxide, Delamination, Spuren von technologischen Schmiermitteln, Risse und Löcher enthalten. Bei der Abnahme von Schweißstäben wird deren Oberfläche visuell geprüft. In einigen Fällen ist die Verwendung von Messgeräten und speziellen optischen Werkzeugen zulässig.
2 Internationale Farbmarkierung von Wolfram-Schweißstäben
Die Wahl einer bestimmten Wolframelektrodenmarke ist ziemlich einfach, sie werden alle auf die eine oder andere Weise angezeigt. So ist zum Beispiel eines der Enden von reinen Wolframprodukten grün markiert und in der internationalen Praxis mit den Buchstaben "WP" gekennzeichnet. Nach weltweiten Standards enthalten solche Elektroden 99,5% Wolfram. Sie gewährleisten eine perfekte Stabilität des Lichtbogens beim Schweißen mit Wechselstrom.
"Grüne" Stäbe sind hauptsächlich Wolframelektroden zum Schweißen von Aluminium, Magnesiumlegierungen und reinem Magnesium. Experten empfehlen den Einsatz, wenn das Schweißen in einer Atmosphäre aus Helium oder Argon mit sinusförmigem Wechselstrom erfolgt. Die Besonderheit solcher Stangen besteht darin, dass ihr Arbeitsende in Form einer Kugel ausgeführt ist. Diese Notwendigkeit ergibt sich aus der Tatsache, dass die Wärmebelastung des Produkts eine begrenzte Zahl hat.
Graue Farbe ist "WC-20". Etwa zwei Prozent aktives Seltenerden-Cer sind in ihrer Zusammensetzung vorhanden. Der angegebene Zusatzstoff bietet:
- erhöhen Sie die zulässigen Stromwerte für das Schweißen.
- entlastungsbogen Zündung;
- verbesserte (und sehr signifikante) Emissionen des Schweißstabs.
"Graue" Elektroden in einem professionellen Umfeld gelten als die vielseitigsten. Sie ermöglichen es, Strukturen aus nahezu allen heute bekannten Metalllegierungen und Stahlsorten sowohl mit Gleich- als auch mit Wechselstrom mit direkter Polarität zu verbinden. Beachten Sie, dass Cer ein nicht radioaktives Element ist. Darüber hinaus zählt es zu den gewöhnlichen Metallen der Seltenen Erdengruppe.
Der wichtige Punkt - "WC-20" bietet bereits bei minimalen Stromwerten eine hervorragende Stabilität des Lichtbogens. Aus diesem Grund wird die Verwendung zum Schweißen dünner Stahlbleche und Rohrleitungen empfohlen verschiedene Zweckesowie Rohrprodukte beliebigen Durchmessers. Es ist jedoch besser, bei der Arbeit mit "WC-20" keine hohen Stromstärken zu wählen, da sich am heißen Ende der Stange ein hoher Gehalt an Ceroxid bilden kann.
Niedriglegierte und Kupfer- und Titanprodukte sowie normalerweise mit Hilfe von "roten" Stäben mit Gleichstrom geschweißt (Markierung - "WT-20"). Diese Elektroden sind mit Thoriumdioxid (bis zu zwei Prozent) dotiert und werden am häufigsten verwendet.

Es sei darauf hingewiesen, dass Thorium ein radioaktives Metall ist. Wenn die Elektroden "WT-20" nicht systematisch verwendet werden und das Arbeitsvolumen unbedeutend ist, besteht keine Gefahr für die Gesundheit des Schweißers.Wenn ein ständiger Einsatz vorgesehen ist, ist es sehr wichtig, für eine effektive Belüftung der Schweißzone zu sorgen und dem Schweißer eine Schutzmunition (eine spezielle Maske, eine Schutzbrille usw.) zur Verfügung zu stellen.
Ruten mit roten Markierungen zu erhöhten Raten schweißstrom ändern Sie ihre Konfiguration praktisch nicht. Je nachdem, welche Aufgabe vor einem Schweißfachmann gestellt wird, können Sie den Schärfwinkel "WT-20" ändern. Im Allgemeinen ist die Wahl der "roten" Elektrode völlig gerechtfertigt, wenn ein Schweißvorgang bei konstantem Strom durchgeführt wird. In solchen Fällen ist es um ein Vielfaches wirksamer als ein Stab aus reinem Wolfram.
Beim Schweißen von Magnesium- und Aluminiumteilen mit Wechselstrom werden in der Regel "weiße" Elektroden "WZ-8" mit Zirkoniumoxid von höchstens 0,8 Prozent verwendet. Solche Stäbe haben einen einzigartigen Bogen in ihrer Stabilität: Sie verschmutzen auf keinen Fall das Schweißbad. Ihr Arbeitsende ist in Kugelform ausgeführt. Die zulässige Strombelastung des "WZ-8" ist etwas größer als bei Schweißprodukten aus Thorium, Lanthan und Cer.

Sehr verantwortungsbewusste Titan-Designs kupferlegierungenKorrosionsschutz- und Legierungen mit niedrigem Kohlenstoffgehalt werden meistens mit "WY-20" -Stäben verschweißt, die dunkelblau markiert sind und Yttriumdioxid (etwa zwei Prozent) als Legierungsverbindung enthalten. Diese Elektroden zeichnen sich durch eine hohe Stabilität des Kathodenflecks aus, wodurch der Lichtbogen bei sehr unterschiedlichen Werten des Schweißstroms stabil wird. Bis heute wird "WY-20" als das widerstandsfähigste Produkt von einer Reihe von nicht verbrauchbaren Elektroden angesehen.
Es gibt auch Schweißstäbe "WL-20" und "WL-15". Die ersten enthalten Lanthanoxid in einer Menge von etwa zwei Prozent (blau markiert), die zweiten enthalten nicht mehr als eineinhalb Prozent des angegebenen Oxids und sind in goldener Farbe angegeben. Sie werden Lanthanelektroden genannt.
Diese Produkte garantieren geringe Kontaminationen. geschweißte Verbindung und gelten als sehr langlebig. Die anfängliche Schärfung von Wolframelektroden mit Lanthanoxid bleibt lange erhalten, so dass "WL" häufig zum Schweißen von Edelstahl und konventionellen Stählen in Gleichstrompolarität verwendet wird.

Lanthan-Stäbe haben ein hohes Lagerpotential (es ist fast doppelt so groß wie ein Standardprodukt aus reinem Wolfram), eine geringe Tendenz zum Durchbrennen und eine einfache Lichtbogenzündung. Zusätzlich garantieren "WL-20" und "WL-15" minimalen Verschleiß des Arbeitsendes des Schweißstabs.
Wie Sie sehen, gibt es eine Vielzahl von Elektroden aus Wolfram und speziellen Additiven. Dies bedeutet, dass der Benutzer eine kompetente Wahl der Stange treffen kann, die sich ideal zum Verbinden von Teilen und Konstruktionen verschiedener Stahlsorten und -sorten eignet.
3 Merkmale zum Schärfen von Wolframstäben
Für die Verarbeitung der in dem Artikel beschriebenen Produkte zum Schweißen wird gewöhnlich eine spezielle Maschine zum Schärfen von Wolframelektroden verwendet. Eine solche Vorrichtung hat feinkörnige Scheiben mit hoher Härte. Das Korn muss notwendigerweise eine geringe Größe haben, da sich sonst am Ende des Stabes, wenn es geschärft wird, Rillen und kleine Grate bilden werden. Verwenden Sie das Gerät nicht zur Verarbeitung anderer Materialien, um eine Verschmutzung der Disc zu vermeiden.
Bei Bedarf wird eine Schärfmaschine für Wolframelektroden verwendet. Der Schärfwinkel und die Größe des Abstreifens des Schweißstabs sind für seine normale Verwendung von großer Bedeutung, da sie das Durchdringungspotential des Lichtbogens direkt beeinflussen. Mit einer Abnahme des Wertes für das Abstumpfen wird eine Zunahme der Eindringtiefe sowie eine Erhöhung der Stromdichte, des Lichtbogendrucks und der Wärmestromkonzentration beobachtet.
Die geometrischen Parameter und die Form der Bogensäule ändern sich, wenn der eine oder andere Winkel ausgewählt wird. Die Bogensäule wird durch eine konische Form mit Winkeln von 15 bis 75 Grad charakterisiert. In Fällen, in denen das Schärfen in einem großen Winkel ausgeführt wird, ändert der Pol seine Form in eine zylindrische Form. Bei Verwendung von AC wird das Schärfen meistens mit einem abgerundeten Ende durchgeführt. in Verarbeitung empfohlen für Fälle, in denen der Prozess bei konstantem Strom durchgeführt wird.

Die Länge des Schärfens beträgt in der Regel 0,5–2 Abschnitte des Schweißstabs. Dies hat einen erheblichen Einfluss auf die Breite und Tiefe der Naht. Mit einer Zunahme der Länge des Schärfens wird eine Abnahme der Breite des geschmolzenen Abschnitts beobachtet. Wenn eine kleine Länge gewählt wird, wird die Eindringtiefe deutlich verringert. Diese Merkmale sollten bei Verwendung einer Schärfmaschine für Wolframelektroden immer in Erinnerung bleiben.
Ich möchte auch hinzufügen, dass das stabile Brennen des Lichtbogens nach dem Schärfen von Wolframstäben von folgenden Faktoren abhängt:
- stumpfen an der Spitze der Elektrode;
- kratzer, die während des Schärfens auf dem Produkt auftreten.
Die Größe des Abstreifens wird so gewählt, dass sie dem aktuellen Index und dem Querschnitt des Schweißstabs entspricht. Die Risiken, deren Abmessungen minimal sein müssen, sind entlang der Produktachse angeordnet. Nach dem Schärfen wird empfohlen, den Stab zu polieren.

- "G-Tech" eines renommierten Herstellers ESAB: Autos verschiedener Modelle mit Diamantscheiben und Staubsammelsystem im Automatikmodus sowie große Mehrwegbehälter. Wir fügen hinzu, dass die "G-Tech" -Geräte keine separate Abgasanlage benötigen.
- "ESG Plus" von der Firma Orbitalum: Bearbeitung von Elektroden aus sechs gängigen Abschnitten, Möglichkeit der Ausführung von vier verschiedenen Winkeln und Blickrichtung auf die Spitze der Schweißstäbe;
- "EWM TGM 40230": eine kompakte Handmaschine, die eine gute Schärfqualität von 0 bis 90 Grad bietet.
Schweißen von Al, Mg und ihren Legierungen mit Wechselstrom (AC). Elektroden schweißen sorgen für eine gute Lichtbogenstabilität beim Schweißen mit Wechselstrom, symmetrisch oder unsymmetrisch, mit kontinuierlicher Hochfrequenzstabilisierung (mit einem Oszillator).
Das Argonschweißen wird mit einer nicht verbrauchbaren Wolframelektrode in einer Inertgasumgebung durchgeführt. Das Unternehmen GlobalWeldingCompany bietet die Möglichkeit, Wolframelektroden für das Argon-Bogenschweißen zu einem erschwinglichen Preis in einem Lager in Moskau zu kaufen. Wir erledigen für unsere Kunden die Lieferung in ganz Russland durch ein Transportunternehmen.
Die Verwendung von Wolframelektroden
Wenn Wolfram verwendet wird schweißarbeiten ist von Vorteil, da es bei hohen Temperaturen nicht schmilzt. Zum Verkauf stehen spezialisierte Elektroden für Aluminium-, Titan-, Kupfer- und Universalelektroden, die Sie günstig bestellen können, bei Lieferung in die Stadt oder in Russland.
Die Elektroden werden vollständig aus Wolfram oder unter Zusatz von Seltenerdmetallen hergestellt, wodurch die Stabilität des gebildeten Schweißlichtbogens erhöht wird. Je nach Gehalt an Verunreinigungen wird den Produkten eine bestimmte Marke zugeordnet.
- AC (WZ, WP)
- DC (WY, WT)
- Universal (WL, WC)






