Schweißen von Kohlenstoff- und niedriglegierten Baustählen. Wählen Sie eine Elektrode. Schweißelektroden vom Typ E46, E46a: Eigenschaften, Maße, Anwendung
/ Elektrodenklassifizierung, Elektrodenverpackung
Die Auswahl der Schweißelektroden hängt davon ab, welches Material Sie zum Schweißen verwenden möchten.
Die wichtigsten Eigenschaften von Schweißelektroden zum Schweißen von Kohlenstoff und niedrig legierten baustähle sind die mechanischen Eigenschaften des Schweißgutes und der Schweißverbindung: temporäre Zugfestigkeit, Dehnung, Schlagfestigkeit, Biegewinkel.
Schweißelektroden werden nach Art der Beschichtung in Rutil, Sauer, Basisch und Cellulose unterteilt.
Rutilbeschichtete Schweißelektroden
Die Basis für die Beschichtung von Rutilelektroden ist natürliches Rutilkonzentrat (TiO2) mit mehr als 50%. Rutilbeschichtetes Schweißgut entspricht ruhigem oder halbruhigem Stahl. Die Beständigkeit des Schweißgutes gegen Rissbildung in Rutilelektroden ist höher als bei einer sauren Beschichtung. In Bezug auf die mechanischen Eigenschaften des Schweißgutes und der Schweißverbindung sind die meisten Marken von Rutilelektroden vom Typ E42 und E46.
Rutilelektroden haben im Vergleich zu anderen Typen eine Reihe von Vorteilen: Gasemissionen beim Schweißen sind für den Schweißer weniger schädlich, sie erzeugen beim Schweißen mit Wechselstrom einen stabilen und starken Lichtbogenbrand, geringe Metallspritzerverluste, eine leichte Ablösung der Schlackenkruste und eine hervorragende Nahtbildung .
Die Elektroden Mr-3 (e-46) GOST 9467-75, GOST 9466-75, TU 1272-29900187211-2001, TU 36.23.25-007-90 werden mit Wechsel- oder Gleichstrom betrieben verpolung. Diese dienen zum Schweißen von Kohlenstoff und niedriglegierte Stähle in allen Positionen außer vertikal von oben nach unten. Das Schweißgut arbeitet bei niedrigen Temperaturen (bis zu -20 ° C). Das Schweißen mit langem Lichtbogen auf einer oxidierten, nassen, unvorbereiteten Oberfläche ist zulässig. Empfohlen zum Schweißen von Produkten aus kohlenstoffstahl (bis zu Artikel 4) Dampf- und Warmwasserleitungen der Kategorien 3 und 4, Rohrleitungen innerhalb des Kessels und der Turbine mit einem Arbeitsdruck von nicht mehr als 39 kgf / cm2 und einer Temperatur von nicht mehr als 350 ° C, Rohrleitungen von Heizflächen von Kesseln mit einem Arbeitsdruck von bis zu 50 kgf / cm2 Gasleitungen und Rohrleitungen, ausgenommen Rohrleitungen zur Regelung von Turbinen, Ölleitungen und Heizölleitungen.
Säurebeschichtete Elektroden
Die Basis dieser Art von Beschichtungselektroden sind Oxide von Eisen, Mangan und Silizium. Das Schweißgut mit säurebeschichteten Elektroden neigt verstärkt zu heißen Rissen.
Diese Gruppe umfasst auch Elektroden mit einer Ilmenitbeschichtung, die eine Zwischenposition zwischen säurebeschichteten Elektroden und Rutilelektroden einnehmen. Die Zusammensetzung der Beschichtung dieser Elektroden als Hauptbestandteil beinhaltet Ilmenitkonzentrat (natürliche Verbindung von Titandioxid und Eisen - FeTiO2) MR-3M TU 1272-303-00187211-2002.
Elektroden mit der Hauptbeschichtung
Grundlage für diese Art der Beschichtung sind Carbonate und Fluoridverbindungen. Das von Elektroden mit der Hauptbeschichtung abgeschiedene Metall entspricht nach chemischer Zusammensetzung dem ruhigen Stahl. Aufgrund des geringen Gasgehalts nichtmetallische Einschlüsse Neben schädlichen Verunreinigungen zeichnet sich das Schweißgut durch eine hohe Plastizität und Schlagzähigkeit bei normalen und niedrigen Temperaturen aus und weist auch eine erhöhte Beständigkeit gegen Heißrissbildung auf. Entsprechend den mechanischen Eigenschaften des Schweißgutes und der Schweißverbindungen mit der Hauptbeschichtung werden sie als Elektroden vom Typ Э42А, Э46А, Э50А, Э55 und Э60 bezeichnet.
Die technologischen Eigenschaften der Elektroden mit der Hauptbeschichtung sind jedoch anderen Elektrodentypen unterlegen. Sie sind sehr empfindlich gegen Porenbildung in Gegenwart von Zunder, Rost und Öl an den Rändern der zu schweißenden Teile sowie bei Benetzung und Lichtbogenverlängerung. Das Schweißen wird normalerweise durchgeführt gleichstrom Verpolung. Vor dem Schweißen müssen die Elektroden bei hohen Temperaturen (250-4200 ° C) eingebrannt werden.
UONI-Elektroden - 13/45 GOST 9466-75 (E-42A), TU 1272-175-00187211-97
Elektroden von UONI - 13/55 GOST 9466-75 (E-50A), TU 1272-174-00187211-97 arbeiten mit einem Gleichstrom mit umgekehrter Polarität / = (+) /. Für alle Schweißpositionen außer vertikal von oben nach unten.
UONI-Elektroden werden beim Schweißen besonders wichtiger Strukturen aus Kohlenstoff- und niedriglegierten Stählen eingesetzt, wenn erhöhte Anforderungen an die Duktilität und Zähigkeit des Schweißgutes gestellt werden. Es wird empfohlen: zum Schweißen von Strukturen, die bei niedrigen Temperaturen arbeiten, für Strukturen, die dynamischen Belastungen ausgesetzt sind, Druckbehälter, Metallstrukturen für den Schiffbau. Auch zum Schweißen von dicken Metallen und zum Schweißen von Gussfehlern. Das Schweißen mit diesen Elektroden sollte mit einer Kurzbogenunterstützung durchgeführt werden. Schweißkanten sollten frei von Zunder, Rost und Ölspuren sein.
Cellulose-Elektroden
Die Beschichtung dieses Typs enthält eine große Menge (bis zu 50%) organischer Komponenten, üblicherweise Cellulose. Das Metall, das durch solche Elektroden in chemischer Zusammensetzung abgeschieden wird, entspricht einem halb leisen und leisen Stahl. Gleichzeitig enthält es eine erhöhte Menge Wasserstoff. Entsprechend den mechanischen Eigenschaften der Schweiß- und Schweißnahtdaten Elektroden entsprechen den Typen E42, E46, E50. Cellulose-Elektroden zeichnen sich durch die Möglichkeit aus, vertikale Nähte von oben nach unten zu schweißen.
OZS-12 GOST 9466-75, GOST 9467-75 (E-46) Elektroden arbeiten mit Wechsel- oder Gleichstrom mit direkter Polarität / ~; = (-) /. Für alle Schweißpositionen.
OZS-12-Elektroden werden zum Schweißen von Strukturen aus Kohlenstoff- und niedriglegierten Stählen verwendet.
| Art der Deckung | Anwendungsbeschreibung | Bezeichnung |
| Sauer | Schweißen in allen räumlichen Lagen, außer vertikal von oben nach unten, Gleich- und Wechselstrom. Nicht empfohlen für Stähle mit hohem Schwefel- und Kohlenstoffgehalt. Nachteil: mögliche Risse in den Nähten, starkes Spritzen. | A |
| Rutil | Schweißen in allen räumlichen Lagen, außer Vertikal-Top-Down-, Gleich- und Wechselstrom. | R |
| Main | Schweißen durch Gleichstrom mit umgekehrter Polarität in allen räumlichen Positionen eines dicken Metalls mit Ausnahme der vertikalen von oben nach unten. | B |
| Cellulose | Schweißen in allen räumlichen Lagen mit Gleich- und Wechselstrom. Geeignet für die Installation. Überhitzung nicht zulassen. Großer Spritzerverlust. | C |
| Mischtyp | Schweißen von Konstruktionen und Rohrleitungen an allen Stellen der Naht, außer an der Decke, bei einem geringen Verbrauch von 1 kg geschmolzenem Metall. | ARJ |
Entsprechend der Dicke der Beschichtung werden die Elektroden in Abhängigkeit vom Verhältnis der Durchmesser D / d (wobei: D der Durchmesser der Beschichtung ist, d der Durchmesser des Elektrodenstabs ist) unterteilt:
| Empfohlene DC-Polarität. | Spannung im Leerlauf Filament AC, V | Bezeichnung | |
| Nominal | Vorige über tkl. | ||
| Rückmeldung | 0 | ||
| Any | 1 | ||
| Gerade | 50 | +5 | 2 |
| Rückmeldung | 3 | ||
| Any | 4 | ||
| Gerade | 70 | +10 | 5 |
| Rückmeldung | 6 | ||
| Any | 7 | ||
| Gerade | 8 | ||
| Rückmeldung | 9 | ||
| Typ | Zweck | Bezeichnung |
| 9 Typen: E38, E42, E42A, E46, E46A, E50, E50A, E55, E60 | Schweißen von Kohlenstoff- und niedriglegierten Baustählen mit einer temporären Zugfestigkeit von bis zu 600 MPa. | Haben |
| 5 Typen: E70, E85, E100, E125, E150 | Schweißen von legierten Baustählen mit einer vorübergehenden Bruchfestigkeit über 600 MPa. | L |
| 9 Typen: E09M, E09MH usw. | Schweißen von legierten hitzebeständigen Stählen. | T |
| 49 Arten: 12Х13, Э06Х13М, Э10Э17Т und andere. | Schweißen von hochlegierten Stählen mit besonderen Eigenschaften. | In |
| 44 Typen: E10G2, E11GZ, E16G2HMi usw. | Oberflächenbeschichtung von Oberflächenschichten mit besonderen Eigenschaften. | H |
Einteilung der Elektroden nach den Betriebsbedingungen des Schweißgutes
Die Gruppe für die Oberflächenbehandlung umfasst Elektroden für die manuelle Lichtbogenbehandlung von Oberflächenschichten mit besonderen Eigenschaften (ausgenommen Elektroden für die Oberflächenbehandlung von Schichten aus Nichteisenmetallen).
Stellen Sie her und liefern Sie in Übereinstimmung mit den Anforderungen von GOST 9466-75 und GOST 10051-75.
In einigen Fällen werden Schweißelektroden auch zum Auftragschweißen verwendet, beispielsweise zum Schweißen von hochlegierten korrosionsbeständigen, hitzebeständigen und hitzebeständigen Stählen.
Gemäß GOST 10051-75 werden Elektroden zur Oberflächenbeschichtung von Oberflächenschichten bei Normaltemperatur nach ihrer chemischen Zusammensetzung in 44 Typen eingeteilt (z. B. E-16G2HM-, E-110X14V13F2-, E-13X16N8M5S5G46-Elektroden).
Abhängig vom gewählten Doping-System und den Arbeitsbedingungen für das Auftauchen können sie in die folgenden 6 Gruppen unterteilt werden:
1. Gruppe.
Elektroden, die kohlenstoffarmes niedriglegiertes Metall mit hohem Widerstand unter Reibungs- und Stoßbelastungen liefern (zu diesem Zweck gehören einige Marken von Elektroden der 3. Gruppe zu dieser Gruppe).
2. Gruppe.
Elektroden bieten niedriglegiertem Metall mit mittlerem Kohlenstoffgehalt einen hohen Widerstand bei Reibungs- und Stoßbelastungen bei normalen und erhöhten Temperaturen (bis zu 600-6500 ° C).
3. Gruppe.
Elektroden bieten Kohlenstoff, legiertem (oder hochlegiertem) Schweißgut eine hohe Beständigkeit gegen abrasiven Verschleiß und Stoßbelastungen.
4. Gruppe.
Elektroden, die hochlegiertes kohlenstoffhaltiges Schweißgut mit hoher Beständigkeit unter hohem Druck und hohen Temperaturen (bis zu 650-8500 ° C) liefern.
5. Gruppe.
Elektroden, die hochlegiertes austenitisches Schweißgut mit hoher Beständigkeit unter den Bedingungen von Korrosionsverschleiß und Reibung während des Schweißens liefern erhöhte Temperaturen (bis zu 570-6000 С).
6. Gruppe.
Elektroden für dispersionsverstärktes, hochlegiertes Schweißgut mit hoher Beständigkeit bei extremen Temperatur- und Verformungsbedingungen (bis zu 950-11000 ° C).
Es ist zu beachten, dass für die Herstellung von Oberflächenbehandlungsarbeiten eine spezielle Technologie eingesetzt werden muss, die je nach chemischer Zusammensetzung die obligatorische Durchführung von Arbeitsgängen wie vorläufiges und begleitendes Erhitzen sowie Wärmebehandlung zur Erzielung der festgelegten Betriebseigenschaften der abzuscheidenden Oberfläche umfassen kann.
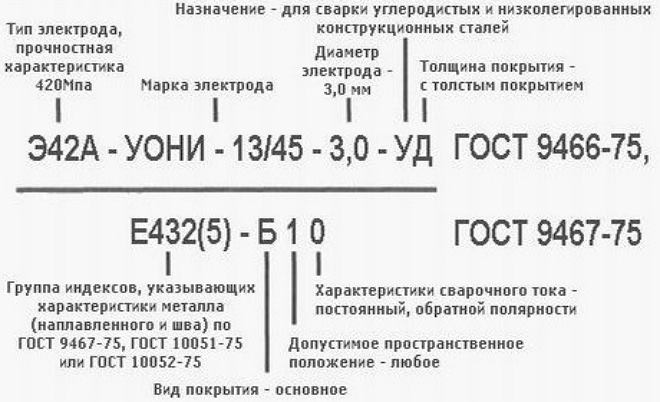
Beispiel für ein Schweißelektrodensymbol:
E46-ANO-21-3,0-UD GOST 9467-60wo:
E46 - Elektrodentyp (E - Elektrode für das Lichtbogenschweißen); 46 - die garantierte Mindestzugfestigkeit des Schweißgutes in kgf / mm 2;
ANO-21 - Marke der Elektrode;
3,0 ist der Durchmesser des Elektrodenstabs in mm;
Y - die Ernennung der Elektrode zum Schweißen von Kohlenstoff- und kohlenstoffarmen Stählen;
D - Schweißelektrode mit einer dicken Beschichtung;
GOST 9467-60 - Die Nummer des GOST, nach der die Schweißelektrode standardisiert ist.
Elektrodenverpackung
Jeder Elektrodenabschnitt wird in wasserfestes zweilagiges Papier eingelegt, anschließend in Metallboxpaletten oder großen Holzboxen mit einem Gewicht von nicht mehr als 1.100 kg oder in eine Pappschachtel gestapelt und anschließend, je nach den Anforderungen des Verbrauchers, mit Elektroden in eine Polyethylen-Schrumpffolie eingewickelt Die Kartons werden in Wellpappkartons gestapelt, die auf Holzpaletten von 800x1200 mm verpackt sind. Verwenden Sie Metallbänder, Metallpaletten oder große Holzkisten mit einem Gewicht von maximal 1100 kg.
Wir verkaufen Elektroden und versenden alle Arten von Transport ab 100 kg in alle Regionen Russlands.
Da gibt es viele schweißtechnikvon denen jeder einer bestimmten Gruppe von Stählen und Legierungen entspricht. Für die Anwendung jeder Technologie und Verwendung bestimmter Geräte: schweißmaschinen, Verbrauchsmaterialien. Es ist sehr wichtig für die Umsetzung von Qualität schweißen um nicht nur den Modus, sondern auch die Elektroden selbst zu wählen.
Beispielsweise wird das Schweißen von Kohlenstoff- und niedriglegierten Baustählen mit Elektroden durchgeführt, die zum Schweißen von Kohlenstoffstählen mit einem Kohlenstoffgehalt von bis zu 0,25% und niedriglegierten Stählen mit einer temporären Zugfestigkeit von bis zu 590 MPa bestimmt sind.
Die Charakteristik irgendwelcher Elektroden wird auf der Grundlage der erforderlichen mechanischen Eigenschaften des Metalls durchgeführt. schweißnaht (Verbindungen von Teilen nach dem Schweißen): vorübergehende Zugfestigkeit, Dehnung, Schlagfestigkeit, Biegewinkel. Diese Indikatoren bilden die Grundlage für die Klassifizierung der Elektroden nach GOST 9467-75. Mit Elektroden mit den Markierungen E38, E42, E46 und E50 schweißen sie Stähle mit einem temporären Widerstand von bis zu 490 MPa; E42A, E46A und E50A werden zum Schweißen der gleichen Stähle verwendet, wenn erhöhte Anforderungen an die relative Dehnung und Zähigkeit des Schweißgutes gestellt werden. E55 und E60 - Schweißelektroden für Stähle mit einer temporären Zugfestigkeit über 490 MPa und bis zu 590 MPa. Gleichzeitig entsprechen die beiden Zahlen hinter dem Buchstaben „E“ (Elektrode) der minimalen vorübergehenden Bruchfestigkeit des Schweißgutes oder der Schweißverbindung in kgf / mm 2. Die gleiche Norm regelt den Gehalt an Schwefel und Phosphor im Schweißgut.
Bei den Elektroden für Schweißarbeiten an Kohlenstoff- und niedriglegierten Stählen handelt es sich um Indikatoren für die Möglichkeit des Schweißens in allen räumlichen Positionen des Typs schweißstrom, die Durchführung des Prozesses, die Neigung zur Porenbildung und manchmal - der Wasserstoffgehalt im Schweißgut und die Neigung von Schweißverbindungen zur Rissbildung.
Alle diese Eigenschaften werden weitgehend durch die Art der Elektrodenbeschichtung bestimmt, die sauer, rutil, basisch, cellulosisch, gemischt ist.
Die Basis der säurebeschichteten Elektroden sind Eisen-, Mangan- und Siliziumoxide. Die Naht, die traditionell von den Elektroden E38 und E42 ausgeführt wird, ist durch eine erhöhte Neigung zu heißen Rissen gekennzeichnet. Gleichzeitig tragen solche Elektroden nicht zur Bildung von Poren bei, wenn Metall geschweißt, mit Zunder oder Rost überzogen und der Lichtbogen verlängert wird. Zum Schweißen von Gleich- und Wechselstrom geeignet.
Elektroden auf Rutilbasis basieren auf Rutilkonzentrat (natürliches Titandioxid). Hier entspricht das Schweißgut ruhigem oder halbruhigem Stahl. Die Rissbeständigkeit im Schweißgut ist höher als bei säurebeschichteten Elektroden. Die mechanischen Eigenschaften dieser Elektroden sind gekennzeichnet E42und E46.
Rutilelektroden können für einen stabilen und kraftvollen Abbrand sorgen. schweißlichtbogen Bei Arbeiten mit Wechselstrom garantieren sie eine deutliche Reduzierung des Metallverlustes durch Spritzen, eine hervorragende Schweißnahtbildung. Bei Verwendung von Rutilelektroden löst sich die Schlackenkruste leicht von den geschweißten Oberflächen. Sie reagieren wenig empfindlich auf die Bildung von Poren, wenn die Länge des Lichtbogens geändert wird, wenn nasses und rostiges Metall und die oxidierte Oberfläche geschweißt werden.
Diese Gruppe umfasst Elektroden mit Ilmenit-Beschichtung. Hauptbestandteil ist Ilmenitkonzentrat (eine in natürlichen Vorkommen abgebaute Verbindung aus Titandioxid und Eisen).
Die Basis der Elektroden mit der Hauptbeschichtung (E42A, E46A, E50A, E55 und E60) sind Carbonate und Fluoridverbindungen. Das von diesen Elektroden hergestellte Schweißmetall weist eine hohe Plastizität und Schlagfestigkeit bei normalen und niedrigen Temperaturen auf. Es weist eine erhöhte Beständigkeit gegen Heißrissbildung auf.
Elektroden mit einer Grundbeschichtung reagieren sehr empfindlich auf die Bildung von Poren in Gegenwart von Zunder, Rost und Öl an den Rändern der zu schweißenden Teile, wenn die Beschichtung benetzt und der Lichtbogen verlängert wird. Das Schweißen erfolgt durch Gleichstrom mit umgekehrter Polarität. Die Schweißtechnik erfordert das obligatorische Kalzinieren der Elektroden bei einer Temperatur von 250-420 ° C, bevor mit dem Schweißen begonnen wird.
Mit Cellulose beschichtete Elektroden enthalten eine große Menge (bis zu 50%) organischer Komponenten (Cellulose). In Bezug auf die chemische Zusammensetzung entspricht das Schweißgut einem halbruhigen oder leisen Stahl und enthält eine erhöhte Menge an Wasserstoff. Bei Verwendung der Elektroden E42, E46 und E50 ist es möglich, bei einseitiger Gewichtsschweißung eine gleichmäßige Umkehrwulst der Naht zu bilden, vertikale Nähte jedoch von oben nach unten zu schweißen.
Alle aufgeführten Elektroden müssen den Anforderungen von GOST 9466-75 und GOST 9467-75 sowie den Anforderungen der Elektrodenspezifikationen entsprechen.
Elektroden zum Schweißen von Kohlenstoff- und niedriglegierten Baustählen
| Markenelektrode | Geben Sie gemäß GOST 9467-75 ein | Durchmesser, mm | Schweißposition | Art des Schweißstroms |
| 1 | 2 | 3 | 4 | 5 |
|
variabel, konstant |
||||
|
Alles außer vertikal von oben nach unten |
variabel, konstant |
|||
|
Alles außer vertikal von oben nach unten |
variabel, konstant |
|||
|
variabel, konstant |
||||
|
variabel, konstant |
||||
|
Alles außer vertikal von oben nach unten |
variabel, konstant |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Alles außer vertikal von oben nach unten |
permanent |
||
|
variabel, konstant |
||||
|
Alles außer vertikal von oben nach unten |
variabel, konstant |
|||
|
Alles außer vertikal von oben nach unten |
variabel, konstant |
|||
|
Alles außer vertikal von oben nach unten |
variabel, konstant |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
variabel, konstant |
|||
|
Alles außer vertikal von oben nach unten |
variabel, konstant |
|||
|
Alles außer vertikal von oben nach unten |
variabel, konstant |
|||
|
UONI-13 / 55K |
Alles außer vertikal von oben nach unten |
permanent |
||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Alles außer vertikal von oben nach unten |
permanent |
||
|
UONI-13 / 55T |
Alles außer vertikal von oben nach unten |
variabel, konstant |
||
|
UONI-13 / 55G |
Alles außer vertikal von oben nach unten |
permanent |
||
|
variabel, konstant |
||||
|
Alles außer vertikal von oben nach unten |
variabel, konstant |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Alles außer vertikal von oben nach unten |
permanent |
||
|
VI-10-6 / Sv-08A |
2,0; 2,5; 3,0; 4,0; 5,0 |
Alles außer vertikal von oben nach unten |
permanent |
Elektroden der Fachrichtung für das Schweißen von Kohlenstoff- und niedriglegierten Baustählen
| Markenelektrode | Geben Sie gemäß GOST 9467-75 ein | Durchmesser, mm | Schweißposition | Art des Schweißstroms | Anwendungsgebiet |
| 1 | 2 | 3 | 4 | 5 | 6 |
|
abwechselnd |
Kippelektrodenschweißen |
||||
|
Alles außer vertikal von oben nach unten |
variabel, konstant |
Feuerverzinktes Schweißen |
|||
|
Alles außer vertikal von oben nach unten |
variabel, konstant |
Schweißen von verzinktem Stahl |
|||
|
Alles außer vertikal von oben nach unten |
permanent |
Schweißen von atmosphärisch korrosionsbeständigen Stählen vom Typ 10HNDP |
|||
|
2,5; 3,0; 4,0; 5,0 |
Alles außer vertikal von oben nach unten |
permanent |
Schweißen von Stählen, um die Kältebeständigkeit des Schweißgutes auf eine Temperatur von minus 40 ° C zu gewährleisten |
||
|
OZS / VNIIST-27 |
Alles außer vertikal von oben nach unten |
permanent |
|||
|
Alles außer vertikal von oben nach unten |
permanent |
Schweißen von Stählen, um die Kältebeständigkeit des Schweißgutes auf eine Temperatur von minus 60 ° C zu gewährleisten |
|||
|
Alles außer vertikal von oben nach unten |
permanent |
Schweißen von Stählen, um die Kältebeständigkeit des Schweißgutes bis zu einer Temperatur von minus 70 ° C zu gewährleisten |
|||
|
UONI-13 / 55U |
Alles außer vertikal von oben nach unten |
variabel, konstant |
Schweißen von Bewehrungsstäben aus Stahlbetonkonstruktionen und Schienen |
||
|
permanent |
Schweißen von Rohrverbindungen |
||||
|
Alles außer vertikal von oben nach unten |
permanent |
Schweißen von Rohrverbindungen |
|||
|
Alles außer vertikal von oben nach unten |
permanent |
Schweißen von Rohrverbindungen |
Die Erzeugung von Metallstrukturen ist eine der Hauptindustrien, in denen Elektroden verwendet werden. Es ist das Hauptverbrauchsmaterial für die Verbindung ihrer einzelnen Teile. E-42-Elektroden werden hauptsächlich für solche Zwecke verwendet. Sie eignen sich gut für kleine Strukturen, die nicht viel Gewicht aushalten müssen. Auf dem Markt ist diese Marke sehr verbreitet, da sie zum Schweißen von Produkten mit niedrigem Kohlenstoffgehalt bestimmt ist, die im technischen Bereich vorherrschen. Beim Schweißen von kohlenstoffreichen Stählen mit dieser Marke ist ein merklicher Qualitätsverlust zu verzeichnen, da es zu Rissen, Rissen und anderen Defekten kommt, die das Produkt unbrauchbar machen können. Wenn Sie jedoch alles für den vorgesehenen Zweck verwenden, ist der Prozentsatz der Bildung von Kristallisationsrissen und Poren minimal. Es wird eine normale Abdeckung verwendet, sodass ein hohes Maß an Schutz für den Lichtbogen das Warten nicht wert ist.

Schweißelektroden markiert e-42
Elektroden vom Typ E-42 werden für den Einsatz unter Installationsbedingungen empfohlen, da sie keine große Empfindlichkeit für die Oberflächenreinheit aufweisen, wie sie beim Schweißen von Aluminium und anderen schwer zu schweißenden Metallen erforderlich ist. Bei Bedarf können damit sowohl dicke als auch dünne Bleche geschweißt werden. Diese Marke kommt mit einer hohen Schweißtiefe gut zurecht und kann auch an der Nahtwurzel eine hochwertige Verbindung herstellen. Wenn Sie mit Teilen arbeiten, die dicker als 4 mm sind, müssen Sie natürlich die Kanten vorschneiden und andere vorbereitende Schritte ausführen.

Elektroden für das E-42-Schweißen
Jede Polarität des Schweißtransformators ist für Arbeiten geeignet. Der Lichtbogen entzündet sich nach Unterbrechung des Lichtbogens sowohl zum ersten als auch zum nächsten Mal gleich gut. Dies betrifft insbesondere präparierte Elektroden, die getrocknet und calciniert wurden. Beim Schweißen entsteht eine dichte Schweißschicht, die aus feinen und gleichmäßigen Flocken besteht. Das Metall der Elektrode verhält sich ziemlich viskos und breitet sich nicht aus, was zur Schaffung zuverlässiger hermetischer Nähte beiträgt. Bei der richtigen Wahl des Modus treten keine Temperaturverzerrungen auf.

Zu den Vorteilen dieser Produkte zählen jedoch ihre Verbreitung und Verfügbarkeit auf dem Markt, da die Kosten nicht so hoch sind wie die anderer Marken. Die Schlacke bildet eine gleichmäßige Schicht und es gibt keine Probleme bei ihrer Beseitigung, selbst bei einer geringen Dicke des Metalls, bei der die Polsterung die Naht selbst beschädigen könnte. Zu den Nachteilen zählen ein enger Anwendungsbereich, eine schwache Zähigkeit und das Fehlen einer hohen Duktilität, was sehr schlecht ist dünne Metalle. Hier ist es notwendig, zusätzliches Flussmittel zu verwenden, um die Unzuverlässigkeit des Beschichtungsschutzes auszugleichen und die Schweißparameter zu erhöhen. Bei Abweichungen von der Norm kann es daher zu einer sehr minderwertigen Naht kommen.
Anwendungsgebiet
Elektroden des E-42 finden sich sehr häufig im privaten Bereich sowie in der Industrie für Arbeiten mit geringer Verantwortung. Im Grunde schaffen sie mit ihrer Hilfe Stahlmetallstrukturen. Kann auch in Reparaturwerkstätten zum Reparieren von Teilen verwendet werden, da viele Dinge aus kohlenstoffarmen Metallen hergestellt werden. Es können dünne Rohre der Rohrleitung und der Wasserversorgung gebraut werden, wenn sie unter relativ geringem Druck betrieben werden.
Technische Eigenschaften
Die technischen Eigenschaften der E-42-Elektroden hängen von der Materialzusammensetzung ab. Chemische Elemente sind hier in Prozent angegeben.
Bei dieser Marke haben Elektroden mit einem Durchmesser von 4 mm e-42 bei anderen Sorten nicht nur eine identische chemische Zusammensetzung, sondern auch die gleichen mechanischen Eigenschaften. Es hilft, das Material leicht aufzunehmen, je nachdem, was genau das fertige Nahtmaterial zu bieten hat.
Größen und Sortiment
Dünne Modelle werden zum Schweißen von dünnen Stahlblechen verwendet. Dickere Elektroden, wie z. B. Elektroden mit einem Durchmesser von 6 mm e-42, werden in den schwerwiegendsten Fällen verwendet, wenn die Kanten nicht geschnitten werden und die maximale Tiefe des Garvorgangs erreicht werden muss
Oberflächenbeschichtung
Die Oberflächenbeschichtung von jedem von ihnen wird in seinem Modus ausgeführt, der für eine solche Dicke optimal geeignet ist. Es berücksichtigt nicht nur die Zeit der Expansion, sondern auch die Situation, in der die Arbeit ausgeführt wird, da in schwierigen Situationen das geschmolzene Metall einfach nach unten fließt und nicht verweilt. Um dies zu vermeiden, muss der Strom reduziert werden
Bezeichnung und Entschlüsselung
Die Kennzeichnung dieses Typs zeigt die Eigenschaft der Festigkeit, die für die Hauptanwendung einer der Hauptfaktoren ist. Dieses Beispiel zeigt, dass:
- E - Elektrode zum Lichtbogenschweißen;
- 42 - 420 MPa Festigkeitskennlinie.
Hersteller
- Vistek;
- Paton;
- Plasmatheque;
- MaxWeld;
- Frenze-Elektrode;
- Granit
E42 Schweißelektroden zum Lichtbogenhandschweißen sind vorgesehen. E42 bezieht sich auf häufig verwendete Elektroden, die in der Industrie üblich sind und häufig für Haushaltsarbeiten verwendet werden.
Dieser Typ umfasst die folgenden Marken: „Spark“, ANO-6, ANO-6M, ANO-17, WCC-4, WCC-4M, OZS-23, OMA-2. (Siehe auch Merkmale als nächstes eingeben).
Technische Eigenschaften
Metallschweißen oder Plattieren:
- Dehnung 18%
- Schlagfestigkeit 8 kgf * m / sm.kv
Elektrodenanschlüsse dünner als 3 mm:
- Temporäre Reißfestigkeit 42 kgf / mm.kv
- Biegewinkel 150 Grad
- Schwefelgehalt 0,040%
- Phosphorgehalt 0,045%
- Die Abscheiderate beträgt 10 g / Ah
- Länge 45 cm
- Verbrauch pro 1 kg Naht 1,6 kg Elektroden
Analoga als zu ersetzen
E42 austauschbar mit einer großen Anzahl von Analoga. Sie können durch Typelektroden ersetzt werden (Schweißen bildet keine Poren, wenn das Metall Spuren von Zunder aufweist. Es ist zu beachten, dass solche Nähte zu heißen Rissen neigen).
Ersatz des Typs E42 russischer Marken für ESAB-Analoga (Schweden)
Das Hauptkriterium für die Austauschbarkeit der Elektroden ist das Material des Schweißdrahtes, aus dem die Produkte hergestellt werden. Dieses Material sollte eine Zusammensetzung haben, die der Zusammensetzung der Legierung nahekommt, die beim Schweißen einer Legierung oder eines Legierungspaares entsteht. Die chemische Zusammensetzung der beim Schweißen gebildeten Schweißlegierungen hängt von ihren mechanischen und Korrosionseigenschaften ab. Für E42 gilt schweißdraht markiert Sv - 08, Sv - 08A gemäß GOST 2246–70. Von den Beschichtungen am häufigsten vorhanden (ein Mineral mit einem hohen Gehalt an Titandioxid).
Zu Ihrer Information! E42-Elektroden sind weit verbreitet, es gibt viele Hersteller, der Preis für dieses Material ist relativ gering. Daher ist die Suche nach Analoga für dieses Material ziemlich selten.
Qualitätszertifizierung
In Russland derzeit für Schweißelektroden für allgemeine Zwecke ist keine verbindliche Zertifizierung erforderlich. Der Verbraucher kann jedoch vom Hersteller ein solches Dokument anfordern.
Für das Schweißen von Materialien, die unter geeigneten Bedingungen verwendet werden, sind Bescheinigungen der See- und Flussregister erforderlich. Für Materialien, die in gefährlichen Industrien verwendet werden, ist ein Rostekhnadzor-Zertifikat erforderlich.
Die meisten Unternehmen zertifizieren ihre Produkte freiwillig.den Markt zu erweitern. Die meisten Produkte des Typs E42 werden mit Zertifikaten ausgestellt.
Durch die Verfügbarkeit von Zertifikaten können Sie die Qualität der Hersteller und Lieferanten kontrollieren. SchweißverbindungenSie tragen in der Regel eine große mechanische Belastung und daher sind alle mit dem Schweißen verbundenen Arbeiten letztendlich teuer. Daher sollten alle Verbraucher an der hohen Qualität der Schweißelektroden interessiert sein.
Beliebte Hersteller
Elektroden kaufen
Wählen Sie Hersteller und Verkäufer von Schweißelektroden aus, indem Sie auf den Link unten auf der Seite unseres Firmenkatalogs klicken.Elektroden des Typs E42 dienen zur Aufnahme von Verbindungen durch manuelles Lichtbogenschweißen. Diese Technologie ist bis heute die am weitesten verbreitete, insbesondere für Heimwerker. Dies ist darauf zurückzuführen, dass der Kauf von Geräten zum halbautomatischen Schweißen erhebliche finanzielle Kosten verursacht, und was ist der Punkt, wenn sie nur gelegentlich verwendet werden.
Wie Sie wissen, manuell lichtbogenschweißen wird mit Hilfe von Elektroden durchgeführt, bei denen es sich um Metallstäbe handelt, auf die eine spezielle Beschichtung aufgebracht wird. Die Eigenschaften dieser Produkte und ihr Anwendungsbereich hängen sowohl von der Zusammensetzung des Metalls ihres Kerns als auch von der Art der Beschichtung ab.
Eigenschaften der Elektroden dieser Marke
Elektroden der Marke E42 erfüllen die Anforderungen von zwei staatlichen Normen (9466 und 9467), die 1975 genehmigt wurden. Mit E42 können Sie Teile aus Kohlenstoff- und niedriglegierten Stählen miteinander verbinden, um Schweißnähte zu erhalten, die sich durch hohe Schlagfestigkeit und Dehnbarkeit auszeichnen.
Solche Produkte werden hauptsächlich verwendet, wenn das Metall der umzuformenden Schweißnaht eine (temporäre) Zugfestigkeit aufweisen muss, die 50 kg / mm2 nicht übersteigt. Wenn das Schweißgut einen großen Wert für diesen Parameter haben soll, dann wählen Sie einen anderen Elektrodentyp, beispielsweise für die Hausarbeit, häufig verwendete Produkte der Marke ANO 6 (Arbeitsdurchmesser beträgt 3 bis 6 mm), die mit Rutilbeschichtung bedeckt sind.
Eigenschaften der Elektrode
Elektroden der Marke E42 unterscheiden sich in den folgenden Verwendungsmerkmalen.
- Die Schweißnaht, die bei ihrer Verwendung erhalten wird, weist eine ausreichend hohe Festigkeit und Duktilität auf, die sie auch gegenüber erheblichen Bruchbelastungen widerstandsfähig macht.
- Die nach dem Erstarren der Schweißnaht gebildete Schlackenkruste kann leicht entfernt werden.
- Die sich ergebende Schweißnaht zeichnet sich durch Gleichmäßigkeit aus, da keine Poren und Lücken vorhanden sind, wenn die Schweißtechniken streng eingehalten werden.
- Selbst diejenigen, die über wenig Erfahrung verfügen, können mit E42-Elektroden ausreichend hochwertige Verbindungen herstellen.
- Bei Verwendung solcher Produkte zündet der Lichtbogen sehr leicht.
- Der mit Hilfe von E42-Elektroden verschiedener Durchmesser gezündete Lichtbogen zeichnet sich durch eine hohe Stabilität aus.
- Sparsamer Verbrauch von Elektrodenmaterial.
- Beschichtungen, die auf Produkte dieser Art aufgebracht werden, sind sehr unterschiedlich.
- Es ist möglich, mit solchen Produkten zu arbeiten, auch wenn die Oberfläche der Teile nass und mit einer Rostschicht bedeckt ist.
- Unabhängig von der Marke der verwendeten Elektroden unterscheiden sie sich in einem optimalen Preis-Leistungs-Verhältnis.
- Bei Verwendung dieser Produkte beträgt die Abscheiderate 10 g / Ah.
- Elektroden der Marke E42, deren Durchmesser 4–6 mm betragen kann, sind in Längen bis zu 45 cm erhältlich.
- Um eine 1-kg-Schweißnaht zu bilden, benötigen die E42-Elektroden 1,6 kg.
- Bei Verwendung von E42-Produkten mit verschiedenen Durchmessern (im Bereich von 4 bis 6 mm) kann man sich nicht um die Schwankungen der Lichtbogenlänge kümmern, sie können oft aufgrund von Spannungsstößen im elektrischen Netzwerk auftreten.





