Wie wählt man Schweißelektroden? Wie wählt man eine Schweißelektrode?
5. April 2017
Warum Elektrode beim Schweißen mit Inverter stecken?
Eine Vielzahl von Elektrodentypen verwirrt manchmal sogar erfahrene Personen. Es gibt ein logisches Problem, Elektroden für das Schweißen mit einem Wechselrichter auszuwählen. Welche sind dann besser? Jeder Elektrodentyp ist für das Schweißen bestimmter Werkstoffe ausgelegt. Außerdem muss er die erforderliche Beschichtung aufweisen, die nicht feucht sein sollte. Die Ursache für ein Anhaften kann ein fehlerhafter Betrieb des Geräts oder falsch eingestellte Parameter des Ausgangsstroms sowie eine zu niedrige Netzspannung sein. Wir werden über die Hauptgründe für das Anhaften von Elektroden beim Schweißen mit einem Wechselrichter berichten.
Um zu verstehen, warum die Elektrode während des Schweißens mit einem Wechselrichter klebt, müssen Sie zuerst die richtige Wahl des Schweißgeräts hinsichtlich der Bedingungen bestimmter Arbeiten treffen. Das Gerät muss bestimmte Anforderungen erfüllen, die einen optimalen Betrieb des Geräts unter realen Bedingungen gewährleisten. Ein Beispiel für ein solches Gerät, das für die russischen Verhältnisse geschaffen wurde, kann als Inverter der Neon-Linie der Nischni Nowgorod-Produktion dienen. Anhand dieser Geräte sprechen wir über die grundlegenden Anforderungen an Schweißmaschinen, die die Wahrscheinlichkeit verringern, dass die Elektroden während des Schweißens anhaften. Diese Eigenschaften lauten wie folgt:
- die Netzspannung liegt im Bereich von 160 V bis 250 V, wodurch ein Betrieb bei instabiler Stromversorgung möglich ist;
- verfügbarkeit des Schutzschalters einschließlich Überhitzung;
- PV bei einem maximalen Schweißstrom von 60%;
- spannung im Leerlauf 70 V, wodurch Sie den Lichtbogen selbst bei extremen Eingangsspannungen sicher halten können;
- es gibt eine Heißstartfunktion für die sichere Zündung eines Kurzschlusslichtbogens sowie eine Lichtbogenverstärkung;
- damit die elektrode nicht klebt, gibt es eine funktion antistik;
- garantierter stabiler Betrieb bei Umgebungstemperaturen von -40 ° C bis +40 ° C
Es sei darauf hingewiesen, dass diese Eigenschaften die Basis für die Auswahl sind, nicht das Dogma, aber ein stabiler Betrieb bei extremen Temperaturen und Netzspannungen ist für russische Bedingungen sehr wichtig. Für komfortables Arbeiten ist es sinnvoll, die Heißstartfunktion zu verwenden, die dazu beiträgt, den Prozess sicher zu beginnen und Schweißelektroden für Wechselrichter optimal zu nutzen.
Besondere Aufmerksamkeit sollte Funktionen wie Anti-Sticking oder Antistik gewidmet werden. Sein Wesen ist das zum Zeitpunkt des Haftens schweißstrom wird auf Null zurückgesetzt, wodurch sowohl die Elektrode selbst als auch der Wechselrichter intakt bleiben können. Der Nachbrenner trägt auch dazu bei, ein Anhaften zu vermeiden, wodurch der Schweißstrom bei einem Lichtbogenbruch erhöht werden kann und die Schweißnaht nicht unterbrochen werden kann, was sich positiv auf die Arbeitsqualität auswirkt.
Bei der Auswahl einer Wechselrichtereinheit ist mehr Aufmerksamkeit erforderlich russische modelleweil sie wartungsfähig sind und besser an die Bedingungen unseres Landes angepasst werden können.
Arten von beschichteten Elektroden
Viele Schweißer, besonders Anfänger, sorgen sich um die richtige Auswahl der Verbrauchsmaterialien. Welche Elektroden werden für das Inverter-Schweißen benötigt, die für unterschiedliche Materialien besser geeignet sind? Um diese Frage zu beantworten, müssen Sie über die Beschichtungsarten und die zu beschichtenden Elektroden zum Schweißen bestimmter Metalle oder Legierungen Bescheid wissen. Die Beschichtung dient folgenden Zwecken:
- Mit Hilfe von Kohlenoxiden schützt es das Schweißbad vor der Einwirkung von Luftsauerstoff.
- Stabilisiert die Bogenentladung.
- Fördert die Entfernung von Sauerstoff aus einem Metall oder einer Legierung und desoxidiert die Naht.
- Mit Hilfe von Verunreinigungen wirkt sich eine Dotierung auf die Naht aus.
Die Schichtdicke dieser Materialien ist dünn (M), mittel (C), dick (D) und sehr dick (D). Dieser Parameter wird von GOST 9466-75 reguliert und beeinflusst den Schweißprozess, wodurch die Wirkung der Beschichtung auf die Naht erhöht und ihre Eigenschaften stabilisiert werden. Entsprechend der chemischen Zusammensetzung der Beschichtung werden die Elektroden in folgende Typen unterteilt:
- für Gleichstrom wird die Hauptbeschichtung verwendet, die eine Kunststoffnaht bereitstellt;
- eisenpulver-Beschichtung zur Erhöhung der Schweißfestigkeit;
- typ mit einer sauren Beschichtung, die die Arbeitsgeschwindigkeit und die Duktilität des zu schweißenden Metalls gewährleistet;
- für vertikale Fugen ist Zellulosebeschichtung mit geringer Schlackenbildung besser geeignet;
- typ mit Rutilgehalt und Anwesenheit von Ferromangan und Magnesiumcarbonat.

Um die richtige Auswahl in Bezug auf das zu schweißende Metall zu treffen und um ein Anhaften der Elektroden zu vermeiden, müssen Sie wissen, welche davon den zu verbindenden Teilen am besten entspricht. Die technischen Eigenschaften der Beschichtung und der zum Schweißen empfohlenen Metalle und Legierungen entsprechen verschiedenen Elektrodenqualitäten, nämlich:
- für Arbeiten mit niedriglegierten Kohlenstoffstählen müssen UONI-13/55, OMA-2, OZS-30, MR-3M, We-10-6, ANO-21 und VSF-65U verwendet werden.
- legierte hochfeste Stähle sind gekocht EA-981/15, EA-395/9, NIAT-5, OZSh-1 und NIAT-3M;
- für hitzebeständige und hitzebeständige Stähle verwende ANZHR-2, TML-3U, TsL-39, IMET-10, KTI-7A und OZL-35;
- rostfreie und korrosionsbeständige Legierungen werden mit Hilfe von НЖ-13С, NIAT-1, UONI-13NZH, TsT-15 und EA-400 / 10Т geschweißt;
- heterogene Legierungen und Stähle EA-391/15, TsT-28, OZL-32, ANZhR-2, NII-48G, IMET-10, V-56U und VI-IM-1;
- oZL-44, ANV-20, EA-112/15 und NII48G eignen sich für Sonderstähle;
- roheisen wird unter Verwendung von OZZHN-1, OZCH-2, MNCH-2, TsCh-4 gekocht;
- für Aluminiumlegierungen benötigen OZA-2, OZANA-2, OZA-1 und OZANA-1;
- kupfer und seine Legierungen kochen gut ANC / OZM-2, OZB-2M (Bronze), Komsomolets-100, OZB-3;
- für Nickel und Legierungen V-56U, OZL-32 verwenden;
- metallschneiden verbringen ANR-2M, OZR-2, OZR-1.
Beim fehlerfreien Schweißen können Sie durch Ausrichten des Metalls des Werkstücks mit der Elektrodenmarke höchstwahrscheinlich ein Verkleben beim Arbeiten vermeiden wechselrichtermaschinen.
Es ist sehr wichtig, die Eigenschaften und die Bezeichnung des Metalls der Rohlinge so gut wie möglich zu kennen, da die Qualität der Schweißnaht davon abhängt.
Ursachen für das Anhaften der Elektrode beim Inverter-Schweißen
Wir haben uns mit dem Thema der Auswahl einer Schweißmaschine befasst und gelernt, wie man Elektroden für das Schweißen mit einem Wechselrichter auswählt. Nun müssen wir alle möglichen Ursachen für ein Anhaften der Elektroden und deren Beseitigung berücksichtigen. Sie können eine völlig andere Natur haben und lauten wie folgt:
- hohe Luftfeuchtigkeit der Beschichtung, beseitigt durch Kalzinierung;
- schlechte Qualität oder Unversehrtheit der Beschichtung;
- inkonsistenz des Materials des Werkstücks mit dem Elektrodentyp;
- zu geringer Schweißstrom durch instabile Netzspannung oder Verbrennungsgefahr dünnes Metall Rohlinge;
- falsche Umrichtereinstellungen;
- unregelmäßige Polarität, beispielsweise Aluminiumlegierungen und einige andere Materialien werden mit umgekehrter Polarität geschweißt;
- teilweise Kabelbruch oder instabiler Kontakt in der Halterung;
- schlechte Reinigung der Werkstückoberfläche von Rost-, Öl-, Feuchtigkeits- und Oxidschichten;
- elektrodenverschmutzung;
- geringe Qualifikation des Schweißers.
Der Ausgangsstrom wird auf der Grundlage des Wertes von 20 A - 30 A pro Millimeter Elektrodendicke berechnet, und für 2 mm liegt er im Bereich von 50 bis 60 A, für eine Dicke von 3 mm von 70 bis 120 A für 5 mm von 150 bis 220 A. Bei der Suche nach den Gründen für das Verkleben müssen Sie vom einfachsten zum komplexeren gehen und verstehen, dass es keine unerschütterlichen Schweißregeln gibt und der gewünschte Modus experimentell ausgewählt wird. Der Prozess hängt von der Marke der Elektrode, der Dicke der Werkstücke, der chemischen Zusammensetzung des Metalls oder der Legierung und der Polarität der Verbindung ab.
Es ist wichtig zu verstehen, dass während des normalen Betriebs des Geräts Anstrengungen unternommen werden sollten, um die Ursachen für das Anhaften der Elektrode zu verstehen, und wenn nötig, Rat von Fachleuten einholen.
Zusammenfassend
Wir haben die Auswahlkriterien für Schweißinverter und die Auswahl der Elektroden überprüft, um einen optimalen Schweißprozess sicherzustellen, und haben auch die möglichen Ursachen für ein Anhaften der Elektroden während der Arbeit herausgefunden. Es gibt keine umfassenden Tipps, um dieses Problem zu lösen, aber die Meinung erfahrener Leute wird Ihnen zu Hilfe kommen, und wir haben versucht, dieses Thema vollständig zu behandeln.
Für einen Schweißanfänger kann die Wahl einer Elektrode ein Problem sein: Es gibt mehr als zweihundert Marken mit unterschiedlichen Eigenschaften, Verwendungszweck und Eigenschaften. Rund 100 Marken eignen sich für das manuelle Lichtbogenschweißen mit Wechselrichtern. Über alles zu erzählen ist unmöglich, ja, und nicht notwendig. Beschreiben Sie kurz die Haupttypen und die Elektroden dafür inverter Schweißen mehr als andere sind für Anfänger geeignet. Eine weitere Frage wird sein, welchen Durchmesser man nehmen soll und wie man den Strom für das Schweißen von Metall unterschiedlicher Dicke einstellt.
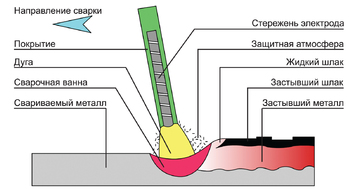
Was ist eine Elektrode und was ist die Beschichtung?
Die Elektrode ist ein Stück Metalldraht mit einer speziellen Beschichtung. Während des Schweißens schmilzt der Kern von der Temperatur des Lichtbogens. Gleichzeitig brennt und schmilzt der Gips und bildet eine Schutzgaswolke um den Schweißbereich herum - das Schweißbad. Es blockiert den Zugang zu in der Luft enthaltenem Sauerstoff. Beim Verbrennen der Beschichtung geht ein Teil davon in einen flüssigen Zustand über und bedeckt das geschmolzene Metall mit einer dünnen Schicht, wodurch es auch vor der Wechselwirkung mit Sauerstoff geschützt wird. So sorgt die Beschichtung für eine gute Nahtqualität.
Bevor mit dem Schweißen begonnen wird, wird jede Elektrode überprüft: Die Beschichtung sollte keine Späne aufweisen. Andernfalls erzielen Sie keine gleichmäßige Erwärmung und eine qualitativ hochwertige Naht. Achten Sie auch auf die Elektrodenspitze: Die Dicke der Beschichtung sollte auf allen Seiten gleich sein. Dann wird der Bogen in der Mitte ausgehen. Andernfalls wird es ausgeglichen. Für erfahrene Schweißer ist dies gut, aber für Anfänger kann es zu spürbaren Problemen kommen.
Es ist notwendig, die Feuchtigkeit der Beschichtung zu überwachen. Einige von ihnen zünden sich bei hoher Luftfeuchtigkeit sehr schlecht (z. B. SSSI). In Verbindung mit dieser "Launenhaftigkeit" der Beschichtung sollten sie trocken gelagert werden, um eine möglichst dichte Verpackung zu gewährleisten. Sie können die Schachtel in die Tasche stecken und noch ein paar Säcke Salz in Schuhkartons legen.
Sie sollten keine nassen Elektroden kaufen: Sie können natürlich getrocknet werden, ihre Eigenschaften nehmen jedoch ab. Wenn die Elektroden immer noch feucht sind, können sie in einem herkömmlichen Haushaltsofen bei niedrigen Temperaturen getrocknet werden (sie sind normalerweise auf der Verpackung angegeben). Die zweite Möglichkeit ist, lange Zeit in einem trockenen, gut belüfteten Raum zu lagern.

Beschichtungsarten und ihre Eigenschaften
Es gibt nur vier Arten von Beschichtungen:
- Der haupt
- Rutil
- Sauer
- Zellstoff
Grundlegende (UONI) und Zelluloseschichten sind nur zum Schweißen mit Gleichstrom geeignet. Sie können an kritischen Nähten verwendet werden: Erstellen Sie eine starke, elastische Naht, die Stoßbelastungen standhält.

Die anderen beiden (Rutil und sauer) können beim Schweißen mit Wechsel- und Gleichstrom arbeiten. Die saure Beschichtung ist jedoch sehr giftig: Sie können nur dann in den Räumen arbeiten, wenn arbeitsplatz mit einem Zwangsauspuff ausgestattet.
Rutilpflaster hat einen grünlichen oder blauen Farbton, die Elektroden lassen sich leicht entzünden. Sie leuchten auch dann gut, wenn der Wechselrichter eine niedrige Leerlaufspannung aufweist (für eine sichere Zündung der Hauptbeschichtung ist eine gute Spannungs-Strom-Kennlinie erforderlich). Beim Schweißen mit Rutilelektroden (MP-3) spritzt das Metall fast nicht, aber es gibt viel Schlacke und es kommt nicht leicht: Sie müssen mit einem Hammer arbeiten.
So wählen Sie Inverter-Schweißelektroden
Zunächst wird die Zusammensetzung des Kerns ausgewählt: Sie sollte der Art des zu schweißenden Metalls ähneln. Im Haushalt am häufigsten verwendet baustähle. Hier aus dem gleichen Draht und sollten Elektroden sein. Manchmal muss man Edelstahl kochen. Dann muss der Kern auch aus rostfreiem Stahl bestehen, und für hochlegierte und hitzebeständige Metallteile mit denselben Eigenschaften.
Sie können alle Haus- oder Bauarbeiten mit nur wenigen Elektrodentypen erledigen:
- SSSI 13/55
- Ano 21
- Ok 63.34
Sie werden von vielen der besten Elektroden für Anfänger erkannt, die mit ihnen arbeiten: Es ist einfacher, mit ihnen zu arbeiten, gleichzeitig ermöglichen sie es Ihnen, qualitativ hochwertige Nähte zuzubereiten, auch wenn keine große Erfahrung vorliegt. Nachfolgend sind die Eigenschaften und die allgemeine Anwendung dieser Verbrauchsmaterialien aufgeführt, die von vielen Spezialisten als gute Elektroden für den Wechselrichter angesehen werden. In jedem Fall werden sie häufig neuen Schweißern empfohlen, um Erfahrungen zu sammeln.
Rutilbeschichtete Elektroden MP 3

Dies sind möglicherweise die beliebtesten Schweißelektroden für Umrichter bei Einsteigern: UONI 13/55 (Um das Bild zu vergrößern, klicken Sie mit der rechten Maustaste darauf).
Meistens wird Anfängern geraten, mit dem Mastering zu beginnen schweißnähte mit Elektroden MR-3. Sie sind leicht zu zünden, auch wenn die Volt-Ampere-Eigenschaft des Schweißgeräts nicht sehr gut ist. Sie bietet einen guten Schutz des Schweißbades und erleichtert die Kontrolle der Position. Wenn sich die Elektrode nicht entzündet, calcinieren Sie sie 40 Minuten lang bei einer Temperatur von 150-180 ° C.
Sie werden in Geräten mit variablen (Schweißtransformatoren) und mit Gleichstrom (Schweißgleichrichter und Wechselrichter) eingesetzt. Wechselrichter sind normalerweise in umgekehrter Polarität (+ an der Elektrode) angeschlossen. Geeignet für jede Art von Naht, mit Ausnahme der vertikalen von oben nach unten.
Elektroden MP 3 nekaprizny zur Qualität der geschweißten Oberflächen. Sie können sogar an unbehandelten, rostigen und nassen Teilen arbeiten. Das Schweißen ist mittel (2-3 mm) oder kurz.
Die MP 3-Funktion ist sehr wichtig für Schweißanfänger: Sie arbeiten gut und sind leicht zu bedienen. Deshalb lieben nicht alle Profis diese Marke: Nennen Sie sie bengalische Lichter. Sie kochen zu leise: Für ein gutes Aufwärmen ist Zeitlupe notwendig. Was die Profis nicht mögen, Neuankömmlinge - was wir brauchen. Beginnen Sie mit dem Schweißen mit MP3. Du solltest Erfolg haben.
| Der Durchmesser der Elektrode LEZ MP-3, mm | Länge mm | Packgewicht, kg | Preis reiben | |
|---|---|---|---|---|
| 2,0 | 250 | 40-60 A | 1,0 | 146 |
| 2,5 | 300 | 60-100 A | 1,0 | 120 |
| 3 | 350 | 70-100 A | 1,0 | 95 |
| 4 | 450 | 80-170 A | 1,0 | 91 |
| 5 | 450 | 130-210 A | 1,0 | 91 |
UONI 13/55 mit der Hauptbeschichtung

Bevorzugte Profi-Elektroden für den Wechselrichter SSSI 13/55 (Zum Vergrößern des Bildes klicken Sie mit der rechten Maustaste darauf)
Dies sind wahrscheinlich die am weitesten verbreiteten und beliebtesten Elektroden mit der Hauptbeschichtung. Sie werden zum Schweißen von Kohle und Kohle empfohlen niedriglegierte Stähle. Geeignet für Verbindungen verantwortlicher Strukturen. Die Nähte sind widerstandsfähig gegen Stöße und Plastik und vertragen die Auswirkungen niedriger Temperaturen gut.
Der Nachteil dieser Elektroden: Sie leuchten nur mit ausreichend hohem Leerlauf im Wechselrichter (über 70 V). Der zweite große Nachteil: hohe Anforderungen an das Abisolieren und Bearbeiten von geschweißten Metallen. Wenn Rost, Staub, Öl oder andere Verunreinigungen am Rand verbleiben, ist er porös.
Die Arbeit mit SSSI 13/55 ist nur am möglich schweißmaschinen Gleichstrom, einschließlich Inverter, mit umgekehrter Polarität (+ auf der Elektrode), mit einem kurzen Bogen (halten Sie die Elektrodenspitze näher an der zu schweißenden Oberfläche). Die minimale Leerlaufspannung beträgt 65 V.
| Der Durchmesser der Elektrode UONI 13/55 (Hersteller "Mezhgosmetiz) | Elektrodenlänge, mm | Empfohlener Schweißstrom, A | Verkaufspreis einer Packung, reiben |
|---|---|---|---|
| 2,0 | 250 | 30-60 A | |
| 2,5 | 300 | 40-70 A | 127 reiben |
| 3 | 350 | 80-100 A | 116 reiben |
| 4 | 450 | 130-160 A | 111 rub |
| 5 | 450 | 180-210 A | 110 reiben |
Ano 21
Diese Art von Elektrode mit Rutil-Beschichtung ist für den Einsatz mit Kohlenstoffstählen geringer Dicke ausgelegt. () Bei Verwendung wird der Lichtbogen leicht gezündet (auch beim erneuten Zünden), die Naht wird fein (von kleinen Wellen) abgeplatzt, die Schlacke wird leicht getrennt. Die Elektroden ANO 21 können zum Schweißen von Wasser- oder Gasrohren verwendet werden.

Sie arbeiten mit Wechsel- und Gleichstrom beliebiger Polarität. Vor dem Schweißen ist eine Wärmebehandlung erforderlich: Sie werden 40 Minuten bei 120 ° C calciniert.
Elektroden an einem Edelstahl OK 63.34
Wenn Sie einen Edelstahl schweißen müssen, versuchen Sie es mit OK 63.34. Sie können auch gekocht und Baustahl sein. Dies führt zu einer feinen Wellennaht mit einem glatten Übergang zur Hauptmetalloberfläche. Die Menge an Schlacke ist gering, sie springt leicht ab.
Mit dieser Elektrode ist es gut, 6-8 mm in Metall von oben nach unten zu garen. Geeignet für das Stumpf- und Überlappschweißen mit mehreren Durchgängen. Arbeitet mit Gleich- und Wechselstrom beliebiger Polarität, die minimale Leerlaufspannung beträgt 60 V.

Für das Schweißen benötigen Sie noch eine Maske. Um die Arbeit zu erleichtern, nehmen Sie
Wie wählt man den Durchmesser der Elektrode, wie wird sie angeschlossen und wie wird die Stromstärke eingestellt?
Die Wahl der Elektrodenmarke für den Wechselrichter ist nicht alles. Auch wenn Sie sich entschieden haben, gibt es mindestens drei Fragen:
- welchen Durchmesser hat die Elektrode beim Schweißen?
- welche Strömung auszusetzen;
- an welchen Ausgang "+" oder "-" die Elektrode anschließen.
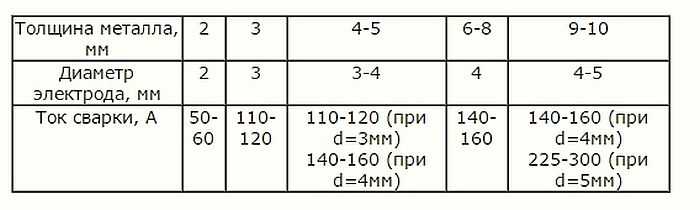
Erste Dinge zuerst. Beginnen wir mit dem Durchmesser der zum Schweißen benötigten Elektrode. Im Allgemeinen wird empfohlen, von der Dicke der zu schweißenden Metalle auszugehen: Bei kleinen Dicken wird die Elektrode mit einem Durchmesser der gleichen Größe wie das Metall verwendet. Wenn Sie das Metall mit einer Dicke von 3 mm kochen, nehmen Sie die Elektroden der gleichen Größe. Wenn Sie etwas dickeres kochen, nehmen Sie 4 mm. Für Anfänger wird es jedoch schwierig sein, mit großen Elektroden zu arbeiten. Beginnen Sie mit dem Schweißen mit einer Metalldicke von 3-4 mm. Verwenden Sie dazu die Elektroden 3 mm oder "Troika".
Informationen zum Anschließen der Ausgangselektroden. Die technischen Daten auf der Packung geben am ehesten die Polarität an, für die die Elektrode bestimmt ist. Wenn Sie wieder an den positiven Ausgang angeschlossen werden, verbinden Sie die Elektrode mit dem negativen Anschluss, der an dem Teil befestigt ist. Wenn die Polarität des Bauteils plus gelegt wird, dient an der Elektrode Minus. Wie es auf dem Schweißinverter aussieht, ist auf dem Foto dargestellt.

Was ist der Unterschied zwischen diesen beiden Verbindungstypen? Eine andere Richtung hat einen Elektronenfluss. Wie Sie wissen, bewegen sich Elektronen von "minus" nach "plus". Beim Schweißen stellt sich daher heraus, dass das Element, das mit „+“ verbunden ist, stärker erhitzt wird. Durch Ändern der Verbindungsmodi können Sie die Intensität der Metallheizung steuern.
Betrachten Sie einige Situationen. Zum Beispiel haben Sie eine Elektrode von 3 mm, Metall 2 mm. Wenn die Artikeldatei "+" ein Burnout bekommen kann. Daher ist es in diesem Fall besser zu verwenden umgekehrte Polaritätan dem sich die elektrode mehr aufheizt. Wenn Sie 6 mm Metall mit dem gleichen Dreifach verschweißen möchten, ist es besser, dies mit direkter Polarität zu tun: Auf diese Weise wird die Erhitzung des Metalls tiefer und die Naht dauerhafter.
Schweißstrom
Im Allgemeinen wird bei der Installation der Elektrode die Schweißstromstärke für den Wechselrichter abhängig vom Durchmesser der verwendeten Elektrode eingestellt. Im Allgemeinen gibt es für jede Packung Empfehlungen. Sie können jedoch auch darauf verzichten: Für jeden Millimeter Durchmesser werden 20 bis 30 Ampere Strom verbraucht. Es stellt sich heraus, dass es eine große Bandbreite gibt, aber Sie müssen sich noch überlegen, wie Sie die Naht setzen: mit oder ohne Trennung. Für das Schweißen ohne Trennung geringere Ströme, mit einer Trennung - höher.
Beispielsweise wird für eine Elektrode mit einem Durchmesser von 3 mm der berechnete Strom von 60 A bis 90 A erhalten. Tatsächlich arbeiten sie im Bereich von 30 A bis 140 A. Beim Schweißen ohne Trennen wird ein Strom von ca. 70-90 A mit einem Spalt von 90-120 A eingestellt. Diese Parameter können in beide Richtungen "laufen": Sie hängen außerdem von der Bewegungsgeschwindigkeit der Elektrodenspitze, der Güte und dem "Fließvermögen" des zu schweißenden Stahls und der Position der Naht ab (für die vertikale und horizontale Naht etwas weniger eingestellt, für die Decke noch weniger).
Im Allgemeinen sind sogar die vom Hersteller empfohlenen Ströme noch lange keine Anforderung. Beginnen Sie mit ihnen und wählen Sie dann aus, damit Sie sich beim Arbeiten wohlfühlen und die Naht sich als gut herausstellt. Sie sollten über eine gute Verbindung verfügen und das Verhältnis der aktuellen Stärke und Bewegungsgeschwindigkeit experimentell wählen. In diesem Fall lässt sich der Zustand des Schweißbads bestimmen. Sie - Ihr Hauptindikator für Qualität.
Jetzt wissen Sie nicht nur, wie Sie Elektroden für das Inverter-Schweißen auswählen, sondern auch, wie Sie sie anschließen, welchen Durchmesser Sie für diese Aufgabe benötigen und wie Sie den Strom für jeden Elektrodentyp und jede Schweißnaht auswählen. Lassen Sie uns nun ein wenig über die Halter für die Elektroden sprechen.
Elektrodenhalter
Auf einem der Schweißkabel befindet sich ein Halter (Halter), in den eingefügt wird schweißelektrode. Es gibt zwei Typen:
- mit der Auslösetaste wird die Elektrode beim Lösen der federbelasteten Taste automatisch eingeklemmt, beim Drücken der Taste losgelassen.
- gewinde - der Griff dreht und dreht sich, löst oder klemmt den eingeführten Elektrodenkern.
Welcher ist besser? Sie entscheiden, aber durch versehentliches Drücken der Taste können Sie die Elektrode während des Schweißens fallen lassen. Nichts Schlimmes passiert gleichzeitig, aber unangenehm ...
Bei der Auswahl eines Elektrodenhalters ist es wichtig, auf die Stärke des Stroms zu achten, für den er ausgelegt ist. Wählen Sie den maximalen Parameter, der für Ihr Schweißgerät verfügbar ist.
Wie man das Kabel mit einem Gewindeclip an die Halterung der Schweißelektrode anschließt, ist im Video dargestellt.
Der Nachteil des Wäscheklammerhalters ist, dass, da die Feder den Klemmelektrodenkern schwächt, der Kontakt verschlechtert wird. Wir müssen einen neuen setzen. Wie man das auf der Halter-Wäscheklammer macht, siehe im Video.
Schließen Sie den Elektrodenhalter zum Schweißen an. Es gibt nur eine Nuance: wann häufige Arbeit kabel schweißen rieb sich die Kante. Sie können das Kabel natürlich kürzen und neu laden, aber Sie möchten nicht immer nur 10 bis 20 cm schneiden. Um dies zu verhindern, suchen Sie nach einem Schlauch, dessen Innendurchmesser gleich oder etwas kleiner als der Außendurchmesser des geschweißten Kabels ist. Schneiden Sie ein kleines Stück - 15 cm - aus und schneiden Sie mit. Jetzt kann es auf das Kabel gelegt, hochgezogen und dort befestigt werden.
Die Verbindung verschiedener Metallprodukte erfolgt meistens durch Schweißen. Zu diesem Zweck wird eine spezielle Ausrüstung verwendet, die sowohl Transformator- als auch Umrichtereinheiten umfasst. Aber auch die einfachsten von ihnen können ohne Elektroden nicht funktionieren. Um eine gute Schweißnaht zu erhalten, muss der Stahlstab geschmolzen werden. Für jedes Material müssen die Elektroden für den Wechselrichter jedoch aus einer bestimmten Legierung bestehen. Nur dann können Sie ein gutes Ergebnis erzielen.
Wechselrichter und Zubehör dafür
Moderne Schweißgeräte unterscheiden sich stark von ihren Vorgängern. Sie haben kompakte Abmessungen, ein geringes Gewicht, sind bequem in Betrieb und Transport. Damit eine Naht, die durch ihre Verwendung hergestellt wird, eine hohe Qualität aufweist, ist es notwendig, richtig ausgewählte Elektroden zu verwenden. Der Erfolg der durchgeführten Schweißung hängt davon zu 90% ab.
Konstruktionsmerkmale und Spezifikationen
Was ist bei der Durchführung so wichtig? schweißen Element? Dies ist ein Stück Stahldraht mit einer Beschichtung. Es ist notwendig, einen stabilen Lichtbogen aufrechtzuerhalten und bietet außerdem:
- Metallschutz;
- Dotierungsnaht
Die Funktionsmerkmale des Elements hängen jedoch von seinem Zweck ab.
Wir schauen uns Videos, Typen und deren Hauptzweck sowie Auswahlkriterien an:
Haupt technische Merkmale Schweißelektroden für den Wechselrichter sind:
- Durchmesser und Länge der Stange;
- Material oder Legierung, aus der es besteht.
Die Länge des Produkts kann 300 bis 450 mm betragen und hängt von der Art der Dotierung der Elektrode ab. In Bezug auf den Durchmesser gibt es eine ganze Reihe von Stäben, wobei der dünnste Stab eine Größe von 1,6 mm hat und der dickste Stab 5 mm erreicht. Schweißelektroden mit einem Durchmesser von 1,6 mm werden jedoch normalerweise auf Bestellung gefertigt, da sie auf dem heimischen Markt nicht weit verbreitet sind.
Arten von Elektroden
Die Klassifizierung dieser Elemente ist in zwei Haupttypen unterteilt:
- Schmelzen;
- Nicht verbrauchbar.
Die ersten können sowohl aus Stahldraht als auch aus Sonderlegierungen bestehen, je nachdem, welche Materialien zum Schweißen verwendet werden. Normalerweise um damit zu arbeiten schweißinverter Bei Gusseisen, Kupfer werden für unähnliche Stähle Elektroden aus Legierungen verwendet.
Nicht verbrauchbare oder Wolframprodukte werden beim Argonschweißen verwendet. Je nach Anwendung können sich auch Unterschiede in der Leistung ergeben.
Elektrodenvariationstabelle
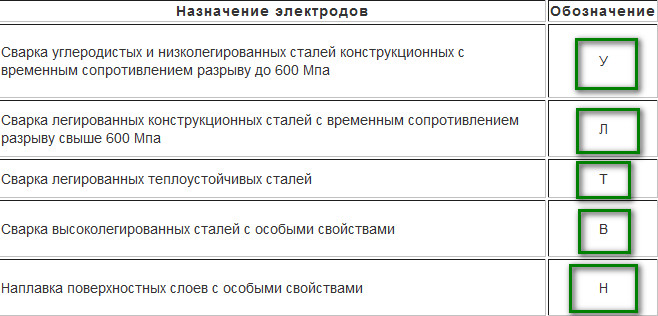
Darüber hinaus sind die Elektroden zweckmäßig in folgende Typen unterteilt:
- Für verschiedene Stähle;
- Auf Edelstahl
- Auf Aluminium;
- Nickel;
- Zur Reparatur;
- Für hartverschweißte Legierungen.
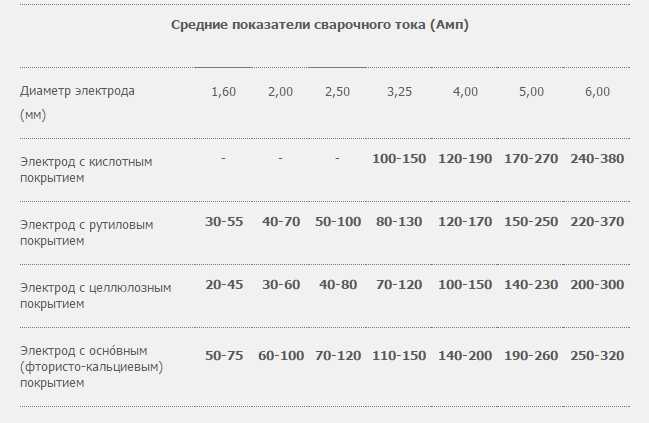
Es gibt Unterschiede in der Art der Beschichtung. Der Markt bietet Elektroden mit vier verschiedenen Varianten an, wobei die gebräuchlichsten Elektroden sind: Basis und Rutil.
Auswahlkriterien
Da dieses Verbrauchsmaterial für jede Art von Schweißarbeiten erforderlich ist, sollte es unter Berücksichtigung der spezifischen Merkmale der Ausrüstung und der Besonderheiten der durchgeführten Arbeiten erworben werden.
Videos, Ansichten und ihre Unterschiede ansehen:
Dabei sollten folgende Merkmale berücksichtigt werden:
- Durchmesser;
- Die Zusammensetzung des Materials.
Für eine qualitativ hochwertige Naht ist es notwendig, die richtigen Materialien auszuwählen. Dabei werden zunächst deren Parameter einschließlich des Durchmessers berücksichtigt. Welche Elektroden sind jedoch für einen Wechselrichter besser? Für verschiedene Stahlsorten ist es in aufgeführt regulierungsdokumente. Es ist jedoch zu beachten, dass der Nenndurchmesser den Abmessungen der inneren Stange entspricht und keinen Gips enthält.
 Die Dicke dieser Schicht ist für einen bestimmten Produkttyp individuell und mit Buchstaben gekennzeichnet:
Die Dicke dieser Schicht ist für einen bestimmten Produkttyp individuell und mit Buchstaben gekennzeichnet:
M - gibt einen kleinen Durchmesser und eine kleine Schicht der Beschichtung bis zu 1,2 mm und D - über 1,8 mm an. Sowohl inländische als auch ausländische Unternehmen halten sich an diese Kennzeichnung. Ihre Durchmesser sind jedoch unterschiedlich.
Sehen Sie sich das Video an, wie Sie die richtige Elektrode zum Schweißen auswählen:
Bei der Auswahl der Elektroden sind jedoch nicht nur die Abmessungen wichtig. Eine große Rolle spielt die Zusammensetzung der Komponenten. Da die Elektrode aus einem Stab und einem Pflaster besteht, wird auch das Material berücksichtigt, aus dem sie bestehen. Für die meisten Produkte wird kohlenstoffarmer Draht als Basis verwendet, und die Beschichtungszusammensetzung enthält verschiedene Komponenten:
- Fluorverbindungen;
- Titandioxid;
- Rutil
Die Verwendung von Elektroden des ersten Typs ermöglicht es Ihnen, eine starke und hitzebeständige Verbindung zu erreichen, die sich durch gute Duktilität auszeichnet. Produkte mit Titandioxid erzeugen einen stabilen Lichtbogen und ermöglichen eine hohe Haftfestigkeit. Rutilelektroden werden in Schweißkonstruktionen mit hoher Luftfeuchtigkeit eingesetzt. Darüber hinaus sollte die Auswahl der Elektroden die Eigenschaften des zu schweißenden Metalls berücksichtigen.
Beispielsweise werden für Kohlenstoffstähle UONI- oder MP-Stäbe verwendet. Die ersten haben eine geringe Sprühmenge, die zweite - zeichnet sich durch die schnelle Trennung von Schlacke aus. Sie können sowohl in professionellen als auch in tragbaren Geräten verwendet werden.
Hersteller - deren Produkte besser sind
Da es eine große Anzahl verschiedener Marken und Typen solcher Produkte gibt, werden wir nur die vorgesehenen Produkte berücksichtigen manuelles Schweißen. Und von ihnen wählen wir nur die Proben aus, die beim Arbeiten mit Kohlenstoff und niedrig legierten Stählen verwendet werden.
Sehen Sie sich das Video an und testen Sie verschiedene Schweißelektroden:
Wir basieren auf dem Feedback der Nutzer sowie auf Veröffentlichungen aus Fachzeitschriften. Laut diesen Quellen sind die besten Elektroden für den Wechselrichter auf dem heimischen Markt Produkte der folgenden Anlagen:
- Petersburg ESAB-SVEL;
- Tyumen;
- Kamensk-Shakhtinsky;
- Orlovsky;
- Losinoostrovsky.
Bei den ausländischen Herstellern sind die Produkte folgender Unternehmen am gefragtesten:
- Kobelco;
- Ecab,
Diese Elektroden für das Inverter-Schweißen übertreffen einheimische Produkte in vielerlei Hinsicht, obwohl sie einen recht hohen Preis haben.
Sehen Sie sich ein Video über Monolith-Produkte an:
Bei russischen Produkten verlieren sie bei den meisten Optionen, obwohl bereits einige Proben auftauchen, die auf das Niveau der ärmsten importierten Elektroden steigen. Aber selbst solche Ergebnisse konnten nur durch Joint Ventures europäischer oder asiatischer Hersteller erzielt werden.
Wir wenden uns nun der Betrachtung der Produkte selbst zu. So kosteten die Elektroden des Petersburger Werks etwa 135 Rubel pro 1 kg und sind nach Ansicht von Schweißern die besten unter den einheimischen Modellen.
Der Preis für Elektroden für das Inverter-Schweißen der Firma Tjumen ist etwas höher, obwohl sie sich hinsichtlich der Qualität praktisch nicht von der vorherigen Probe unterscheiden.
Produkte Die Kamensk-Shakhtinsky-Anlage ist hauptsächlich für den Einsatz mit entwickelt worden haushaltswechselrichter und hat einen Preis von etwa 130 Rubel. für 1 kg.
 Penza-Elektroden gelten hinsichtlich Preis und Qualität als die besten. Ihre Kosten überschreiten nicht 58 Rubel.
Penza-Elektroden gelten hinsichtlich Preis und Qualität als die besten. Ihre Kosten überschreiten nicht 58 Rubel.
Produkte des japanischen Unternehmens, obwohl es teuer ist, ermöglicht es Ihnen jedoch, hervorragende Ergebnisse beim Testen der Festigkeit zu erzielen. Experten sagen, dass diese Elektroden einen so hohen Preis rechtfertigen.
Der Schweißprozess kann nicht als einfach bezeichnet werden. Bevor Sie also mit dem Einsatz einer bestimmten Struktur beginnen, sollten Sie dies vorher üben, wenn Sie dies noch nie getan haben.
Dazu wird der Clip am Teil befestigt und die Elektrode in den Halter gefüllt. Der Strom wird dann entsprechend dem Durchmesser der Stahlstange eingestellt. Gleichzeitig sollten neue Elektroden untersucht werden - dies hilft, die Bedeutung der Arbeit besser zu verstehen.
Schauen Sie sich das Video an, grundlegende Schweißkenntnisse:
Das Erstellen eines Bogens ist wie folgt. Die Elektrode ist in einem Winkel von ca. 70 ° zum Teil installiert. Dann tragen sie sie schnell durch das Werkstück, und es sollten ein Funken Funken und ein charakteristisches Geräusch auftauchen.
Als nächstes müssen Sie die Details berühren, so dass ein Spalt von bis zu 5 mm entsteht. Zu diesem Zeitpunkt erscheint ein Lichtbogen und unter seinem Einfluss beginnt das Metall zu schmelzen. Der Spalt muss aufrechterhalten werden, indem die Elektrode beim Ausbrennen horizontal bewegt wird.
Wenn Kleben beobachtet wird, bedeutet dies, dass das Gerät eine schwache Stromstärke hat und erhöht werden muss.
Wir werden besprechen, wie man Elektroden für die manuelle Auswahl wählt lichtbogenschweißenLassen Sie uns auf die Klassifizierung der Elektroden und deren Kennzeichnung achten.
Die Elektrode ist eine Metallstange, um das zu schweißende Teil mit Strom zu versorgen. Während des Schweißens schmelzen die Kanten der geschweißten Teile und die Schweißnaht wird mit einem Elektrodenmetall gefüllt. Diese Art des Schweißens wird auch genannt überdecktes Elektrodenschweißenweil die Elektrode mit einer Flussmittelschicht bedeckt ist, die beim Schmelzen einen Gasschutz der Schweißnaht bildet.
 Die Dicke der zu schweißenden Teile bestimmt den Durchmesser der Elektrode. Bestimmen Sie deshalb zuerst das gewünschte elektrodendurchmesser.
Die Dicke der zu schweißenden Teile bestimmt den Durchmesser der Elektrode. Bestimmen Sie deshalb zuerst das gewünschte elektrodendurchmesser.
Für Schweißdicken bis 1 mm werden in Europa Elektroden mit einem Durchmesser von 1,6 mm (für echte Profis) verwendet, in Russland sind sie nur unter der Bestellung zu finden. In der Regel wird in diesem Fall das manuelle Lichtbogenschweißen nicht verwendet, und es wird mit Argon oder halbautomatisch geschweißt.
Wenn Sie mit minimalem Aufwand eine zuverlässige und schöne Naht erhalten möchten, kaufen Sie zuerst gute Elektroden! Abholung manuelle Schweißelektroden (sie werden auch angerufen einwegelektroden) entsprechend der chemischen Zusammensetzung der geschweißten Teile.
Elektroden können in mehrere bedingte Gruppen unterteilt werden:

- durchmesser (2-6 mm);
- beim Markieren;
- vom hersteller.
Elektrodenmarken
Betrachten Sie nur die beliebtesten Beschriftungen und analoga von Elektroden.
SSSI— gleichstromelektroden mit Grundbeschichtung. Für kritische Konstruktionen aus allen Stahlsorten.
Ozs— rutil-Elektrodenuniversell für Arbeiten sowohl mit Gleichstrom als auch mit Wechselstrom. Im Vergleich zu SSSIs benötigen sie weniger Schweißstrom und bilden weniger Schlacke.
MP3-Elektroden auch mit Rutil-Beschichtung zum Schweißen mit Wechsel- und Gleichstrom.
ANO-4 ist eine weitere beliebte Universalelektrode. Meist werden sie in kleinen Packungen von 1 kg verkauft, was sehr praktisch ist. Und wenn Sie bei der Datscha plötzlich nur noch etwas greifen mussten und dafür 2-3 Elektroden benötigen, brauchen Sie keine große Packung mit 5-6 kg zu kaufen, die dann während der Lagerung noch feucht sein kann, aber das reicht. Bequem und sparsam.
TsU-5 - spezialisiert rohrschweißelektroden(Klempnerarbeit).
ESAB OK 53.70 - bedeckte Elektroden zum Schweißen von Wasserrohren, analog TsU-5.
TsCh-4 - elektroden aus Gusseisen.
ESAB OK 92.18 - für Gusseisen, analog TsCh-4.
TsL-11 - zum Schweißen von Edelstahl.
ESAB OK 61.30 - elektroden aus EdelstahlAnalog des CL-11.
ESAB OK 96.20 - schweißelektroden aus Aluminium.
KOBELKO LB-52U - beliebte japanische Elektroden für kritische Strukturen. Kann sogar zum Schweißen von Wasser- und Gasleitungen verwendet werden. Das beste und das teuerste.
Hersteller von Elektroden
Sprechen wir über die Hersteller von Elektroden, da sich dies meistens in ihrer Qualität widerspiegelt.
KOBELCO - Japan. Beste Elektrodenaber auch das teuerste. Hervorragende Ergebnisse beim Testen der Haltbarkeit.

ESAB - eSAB-Elektrodenhohe qualität. In den meisten Geschäften werden diese Elektroden zu einem relativ hohen Preis angeboten. Aber! Diese Elektroden sind es wirklich wert.

"Losinoostrovsky-Anlage" - Elektroden, Durchschnitt in Preis und Qualität.
 "Kamensky-Pflanze" - zuverlässige Elektroden mit gutem Preis-Leistungs-Verhältnis.
"Kamensky-Pflanze" - zuverlässige Elektroden mit gutem Preis-Leistungs-Verhältnis.
 "Uralpflanze" - Meistens sind es die billigsten Elektroden. Erwarten Sie keine exzellente Qualität von ihnen. Im Allgemeinen werden sie die Struktur schweißen und behalten.
"Uralpflanze" - Meistens sind es die billigsten Elektroden. Erwarten Sie keine exzellente Qualität von ihnen. Im Allgemeinen werden sie die Struktur schweißen und behalten.
Elektrodenlagerung
Bewahren Sie die Elektroden nur an vorbereiteten Orten auf. Achten Sie beim Kauf auf die Haltbarkeit. Überfällige Elektroden ermöglichen kein komfortables Schweißen und keine zuverlässige Verbindung der Teile!
Es ist besser, die Elektroden in einem speziellen Fall zu lagern, der das Eindringen von Feuchtigkeit verhindert. Das Federmäppchen dient auch zum Transport der Elektroden zur Schweißstelle. Wenn die Elektroden noch feucht sind, hilft das Trocknen der Elektroden und das Kalzinieren der Elektroden. Verwenden Sie dazu einen Ofen zum Kalzinieren von Elektroden, der bis zu 400 erhitzt. Wenn die Elektroden nach dem Erhitzen in einem Ofen noch heiß sind, bleibt die Wärme lange erhalten.
Nicht alle Schweißanfänger wissen, dass es sich bei Schweißelektroden um mehr als 200 Typen handelt, von denen etwa 100 beim Handschweißen verwendet werden. Sie müssen nicht alles wissen, aber es ist notwendig, Informationen über einige der beliebtesten und am häufigsten verwendeten Informationen zu erhalten. Daher wenden wir uns der Wahl der Elektroden für das Lichtbogenhandschweißen zu.
Eine Elektrode ist ein Draht, der mit einer speziellen Verbindung, der so genannten Beschichtung, beschichtet wird. Beim Schweißen schmilzt der Draht (Kern) unter der Wirkung eines elektrischen Stroms hoher Leistung und füllt den Raum zwischen den geschweißten Metallprodukten. Die Beschichtung schmilzt ebenfalls, wodurch im Verbrennungsprozess Gas freigesetzt wird. Letzteres umgibt die Schweißzone und verhindert, dass Sauerstoff in das Innere eindringt.
Der zweite Zweck der Beschichtung besteht darin, die Schweißschicht selbst zu schützen. Beim Schmelzen wird ein Teil des Beschichtungsmaterials flüssig und deckt sich ab schweißnaht. Dieser dünne Film schützt ihn vor den negativen Einflüssen von Sauerstoff. Warum ist dieser Schutz notwendig?
- Beim Schmelzen von Metall nimmt Sauerstoff einen Teil der Energie für sich auf, sodass der elektrische Strom für das Schweißen möglicherweise nicht ausreicht.
- Bei Kontakt mit Sauerstoff bei niedriger Luftfeuchtigkeit tritt Oxid auf Metallen auf, wodurch seine Qualitätseigenschaften beeinträchtigt werden.
Arten der Beschichtung
Derzeit werden vier Arten von Beschichtungen verwendet.
- Haupt gekennzeichnet mit "B".
- Sauer - "A".
- Pulpe - "C".
- Rutil - "P".
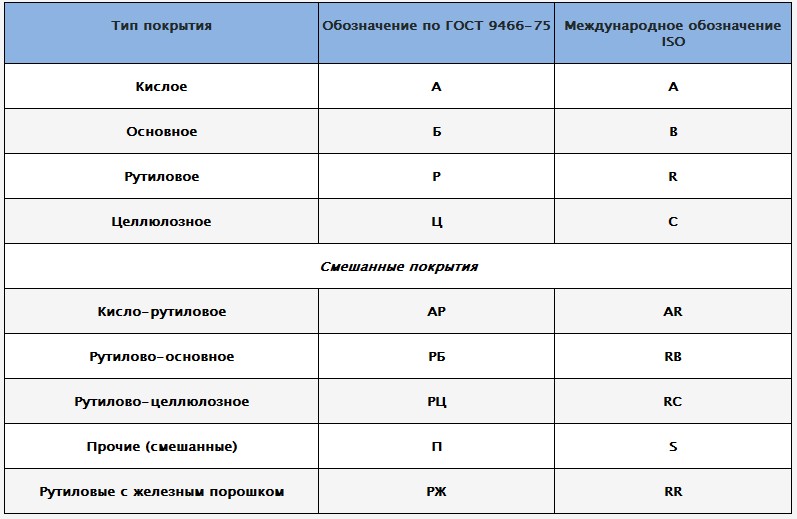
Es gibt Mischtypen, beispielsweise AR - saures Rutil, RB - Rutil - basisch, GJ - Rutil, gemischt mit Eisenpulver und RC - Rutilcellulose.
Für das manuelle Schweißen mit einem Wechselrichter werden meist Schweißelektroden mit einer Grund- oder Rutilbeschichtung verwendet. Die erste Kategorie umfasst die Elektrodenmarke UONI. Sie werden normalerweise in Fällen verwendet, in denen Sie eine Schweißnaht von hoher Qualität benötigen. Das heißt, die Naht muss hohe Festigkeit, Zähigkeit und hohe Duktilität erfüllen. Gleichzeitig sorgen die Schweißnähte der geschweißten Elektrode von UONI dafür, dass sich im geschweißten Material keine Risse vom Kristalltyp bilden, und Elektroden dieses Typs unterliegen keiner Alterung. Experten empfehlen daher den Einsatz zum Schweißen kritischer Strukturen, die in rauen Umgebungen eingesetzt werden.

UONI hat seine negativen Seiten. Feuchtigkeit an den Elektroden, Rost am Ende des Drahts, Öl- oder Fettflecken auf der Beschichtung, Rost an den verbundenen Metallprodukten - all dies garantiert, dass Schalen in der Schweißnaht sichtbar werden, was deren Qualität beeinträchtigt. Außerdem ist es möglich, mit diesen Elektroden nur mit Gleichstrom mit umgekehrter Polarität zu arbeiten.
Rutilbeschichtete Schweißmaterialien werden vorwiegend zum Zusammenfügen von Teilen eingesetzt kohlenstoffstahl. Ihr prominenter Vertreter ist die Marke MR. Hier sind die positiven Eigenschaften dieser Kategorie.
- Kann sowohl mit Gleichstrom als auch mit Wechselstrom arbeiten.
- Metallspritzen ist minimal.
- Mit derartigen Elektroden lassen sich in jeder Lage der Werkstücke qualitativ hochwertige Schweißnähte herstellen.
- Schlacke hinterlässt nach dem Schweißen leicht.
- Mit Hilfe von MP können Sie rostende Produkte kochen und sogar stark verschmutzen.
- Einfache Zündung auch bei niedriger Anzeige der Wechselstrom-Spannungskennlinie.
Wenn ein Neuling vor der Frage steht, wie er die richtige Elektrode zum Schweißen auswählen soll, ist die Marke MP die beste Option für ihn.
Rutil-Beschichtungen umfassen ANO-Marken. Sie dienen zum Verbinden von Produkten aus Kohlenstoffstahl, zum Beispiel zum Schweißen von Rohrleitungen. Alle anderen Eigenschaften stimmen genau mit dem MP überein.
Warum verwenden erfahrene Schweißer keine gern mit Rutil beschichteten Elektroden? Erstens nennen sie sie bengalische Lichter. Zweitens ist es weich und schnell zu schweißen, und für eine gute Erwärmung des Metalls ist ein langsames Schweißen erforderlich. Daher haben Profis eine negative Einstellung zu ihnen, aber für Anfänger ist dies genau richtig.
Andere Auswahlmöglichkeiten
Einige weitere Parameter, die die Auswahl der Elektroden zum Schweißen bestimmen. Ein von wichtigste Indikatoren - Dies ist die Polarität der Verbindung und dementsprechend die Stromart.
Wenn ein Wechselrichter zum Schweißen verwendet wird, muss verstanden werden, dass er einen Typ mit konstantem Strom erzeugt. Daher kann die Verbindung der Elektrode zum Schweißen nach zwei Schemata hergestellt werden.
- Die Polarität ist gerade. Das Schema sieht wie folgt aus: Das Minus ist an die Schweißelektrode angeschlossen, zuzüglich der Masse.
- Die Polarität ist umgekehrt. Hier ist das Gegenteil: minus Gewicht plus derzhak.
Was ist die Besonderheit jedes Verbindungsschemas? Es hängt alles von der Stärke der Provarki-Metalle ab. Bei direkter Polarität werden geschweißte Metallprodukte starker Hitze ausgesetzt. Bei umgekehrter Polarität ist die Heiztemperatur nicht so hoch. Wenn zwei Bleche mit geringer Dicke verschweißt werden müssen, ist es daher besser, eine umgekehrte Polarität zu verwenden, die einen Schutz gegen Durchbrennen bietet. Außerdem wird beim Schweißen von Produkten aus hochlegierten Stählen die umgekehrte Polarität verwendet. Sie sind empfindlich gegen hohe Temperaturen.
Es gibt drei weitere Indikatoren, auf die Sie achten müssen.
Schweißdicke
Der Durchmesser der Elektrode muss mit der Dicke der zu schweißenden Teile verbunden werden. Das heißt, diese beiden Parameter stehen miteinander in Beziehung. Hier sind einige Beziehungen.
Die Auswahl des Elektrodendurchmessers ist wichtig. Je größer dieser Indikator ist, desto schlechter ist die Nahtdichte, wenn man die Verhältnisse in der Tabelle berücksichtigt. Außerdem führt die falsche Auswahl zu Instabilität lichtbogen, Verschlechterung der Durchdringung, Vergrößerung der Breite der Naht.
Eine weitere Abhängigkeit des Durchmessers der Schweißelektrode. In diesem Fall die Stromstärke.
Es stellt sich heraus, dass drei Parameter: die Stromstärke, die Dicke der zu schweißenden Metalle und der Durchmesser der Elektroden miteinander verbunden sind. Daher muss bei der Beantwortung der Frage, welche Elektroden zu wählen sind, diese Beziehung berücksichtigt werden. Wir weisen jedoch darauf hin, dass der Strom in jeder Kategorie leicht von den in der Tabelle angegebenen Werten abweichen kann. Elektroden MP mit einem Durchmesser von 2 mm können mit einem Strom von 40 A kochen. UONI bei 30 A. Wählen Sie daher die Elektroden aus und studieren Sie deren Eigenschaften, die vom Hersteller auf der Verpackung des Schweißmaterials angegeben sind.
Arten von geschweißten Metallen
Es ist nicht immer einfach, Schweißmaterialien für die benötigten Metalle auszuwählen, da per Auge nur Stahl, Edelstahl, Gusseisen oder Nichteisenmetall bestimmt werden kann. Es ist klar, dass außer stahlkonstruktionenBei Verwendung der oben beschriebenen Elektroden werden in allen anderen Fällen spezielle Schweißprodukte verwendet: für Gusseisen, für Edelstahl, für Aluminium usw.
Bei Stahlerzeugnissen gibt es je nach Definition des Stahls bestimmte Schwierigkeiten. Wenn Sie sich jedoch damit befassen, ist die Frage nach der Auswahl der Elektroden einfacher zu beantworten.
- Zum Schweißen von kochenden Stählen können Sie jede Marke mit jeder Beschichtung verwenden. Zu diesen Stählen gehören: kohlenstoffarmer und geringer Oxidation
- Zum Schweißen von leisen Stählen sind Elektroden mit Rutil- oder Grundputz besser zu verwenden.
- Für Schweißkonstruktionen aus geräuscharmem Stahl, die hohen dynamischen Belastungen ausgesetzt sind und bei relativ niedrigen Minustemperaturen betrieben werden, ist es besser, Sorten mit einer Grundbeschichtung zu verwenden.
Die Qualität der Naht wird auch durch die Stabilität des Bogens beeinflusst. Daher muss die von Ihnen gewählte Elektrode der verwendeten Stromart entsprechen. Nur zum Schweißen von Materialien mit Grundbeschichtung gleichstromFür andere Typen können Sie sowohl Konstante als auch Variable verwenden. Bei Elektroden mit Rutil-, Zellulose- und Säurebeschichtung, die mit Schweißtransformatoren arbeiten, dh bei Wechselstrom, brennt der Lichtbogen stetig. Dies bedeutet, dass die Naht von hoher Qualität ist.

In Bezug auf die Schweißrichtung sind die Elektroden mit Zellulosebeschichtung gut und senkrecht eingekocht. Da diese Elektroden ziemlich viskose Schlacke erzeugen und das Metall des Drahts mit kleinen Tropfen in die Naht überführt wird, können Sie die Verbindung zwischen den Metallteilen gleichmäßig ausfüllen. In dieser Hinsicht ist die Schweißnaht an den Elektroden mit der Hauptbeschichtung am schlechtesten ausgebildet.
Wenn es darum geht, dickwandige Produkte zu schweißen, bestimmt die Technologie die aufgebrachte mehrlagige Naht. Daher wird bei der Auswahl der Elektroden ein Parameter wie eine gute Schlackentrennbarkeit der Hauptparameter. In dieser Hinsicht verlieren die Elektroden mit der Hauptbeschichtung wieder. Hier fügen wir hinzu, dass Schweißprodukte dieses Typs eine gewisse Reinheit der zu schweißenden Metalle erfordern.
Schlussfolgerung zum Thema
Das Schweißmaterial in jeder Hinsicht aufzunehmen, ist nicht einfach. Viele Nuancen müssen berücksichtigt werden. Es wird daher empfohlen, die obigen Tabellen sowie Informationen zu verwenden, die den Zweck der Elektroden selbst angeben.




