Какви електроди се използват в аргонова среда. Маркиране на волфрамови електроди
Волфрамовите електроди са нетрайни пръти за аргоно-дъгова заварка. Те се използват и при някои операции по напластяване, плазмено рязане на метали, пръскане.
1 Описание на сортовете волфрамови пръчки по ГОСТ 23949-80
Описаните продукти за заваряване са изработени от волфрам чиста формакакто и волфрам и различни добавки, които могат да активират процеса на заваряване. Държавен стандарт 23949 говори за следните марки волфрамови електроди за аргонова заварка:
- EVT-15;
- EVI (1, 2 и 3).
Масовата фракция на чист волфрам в тези електроди варира от 99.91 до 99.95%. Различни примеси (в частност, молибден, силиций, желязо, алуминий, калций и никел) в тях не могат да бъдат повече от 0,05 - 0,11%. В класовете EVI-2 и EVI-3 се допуска наличието на до 0.01% тантал, в EVT-15 - 1.5–2% от ториевия диоксид, в EVL - 1.1-1.4% от лантановия оксид. В продуктите от класове EVI, освен това има от 1,5 до 3,5% итриев оксид.
Волфрамови електроди от всички видове, дължащи се на високата (около 5800 градуса) температура на кипене на волфрам и повишената му (почти 3000 градуса) огнеустойчивост се характеризират с много ниски дебити по време на заваряване.
Един метър от шва е изразходван стотни от един грам материал. И добавянето на цирконий, лантан, церий, торий дава на волфрамовите пръчки наистина уникални работни параметри.

Готовите електроди на повърхността им не трябва да съдържат замърсяване и никакви включвания, оксиди, разслояване, следи от смазващи технологични материали, пукнатини и дупки. В процеса на приемане на заваръчни пръти, повърхността им се проверява визуално. В някои случаи е позволено използването на измервателни устройства и специални оптични инструменти.
2 Международна цветна маркировка на волфрамови заваръчни пръти
Изборът на определена марка волфрамов електрод е съвсем прост, всички те са посочени по един или друг начин. Например, един от краищата на чисти продукти от волфрам е отбелязан в зелено и е отбелязан в международната практика с буквите "WP". Според световните стандарти такива електроди съдържат от 99,5% волфрам. Те гарантират перфектна стабилност на електрическата дъга при извършване на заваръчна операция на променлив ток.
"Зелените" пръчки са предимно волфрамови електроди за заваряване на алуминий, сплави на основата на магнезий и чист магнезий. Експертите препоръчват използването им при заваряване в атмосфера на хелий или аргон на синусоидален променлив ток. Особеността на такива пръти е, че работният им край е направен във формата на топка. Тази необходимост се дължи на факта, че топлинният товар върху продукта е ограничен.
Сивият цвят е "WC-20". Около 2% от активния редкоземен церий присъства в техния състав. Посочената добавка осигурява:
- увеличаване на допустимите токови стойности за заваряване;
- запалване на релефна дъга;
- подобрени (и много значими) емисии на заваръчната пръчка.
„Сивите” електроди в професионална среда се считат за най-гъвкави. Те правят възможно свързването на конструкции от почти всички познати днес метални сплави и марки стомани, освен това с директен и променлив ток на пряка полярност. Имайте предвид, че церий е нерадиоактивен елемент. В допълнение, той се нарежда сред общите метали на групата на редкоземните.
Важен момент - "WC-20" дори при минимални токови стойности осигурява отлична стабилност заваряване дъга, Поради тази причина използването му се препоръчва за заваряване на тънки листове, тръбопроводи за различни цели, както и тръбни изделия с всякакъв диаметър. Но по-добре е да не се избират високи нива на ток при работа с "WC-20", тъй като на горещия край на пръта може да се образува високо съдържание на цериев оксид.
Нисколегирани и, продукти от мед и титан, както и обикновено заварени на постоянен ток с помощта на "червени" пръти (маркировка - "WT-20"). Тези електроди се допират с ториев диоксид (до два процента) и се използват най-често.

Заслужава да се отбележи, че торийът е радиоактивен метал. Ако електродите "WT-20" не се използват систематично и обемът на извършената работа е незначителен, няма заплахи за здравето на заварчика.При тяхната постоянна употреба е много важно да се осигури ефективна вентилация на зоната на заваряване и да се осигури на заварчика защитни боеприпаси (специална маска, очила и др.).
Пръчки с червени маркировки при повишени стойности заваръчен ток практически не променят конфигурацията си. В зависимост от задачата да се постави пред специалист, изпълняващ заваряване, можете да промените ъгъла на заточване "WT-20". Като цяло изборът на "червения" електрод е напълно оправдан при извършване на заваръчна операция при постоянен ток. В такива случаи тя е много пъти по-ефективна от пръчка от чист волфрам.
При заваряване на магнезиеви и алуминиеви части с променлив ток, обикновено се използват "бели" електроди "WZ-8" с циркониев оксид не повече от 0,8%. Такива пръти имат уникална дъга в тяхната стабилност, те абсолютно не замърсяват заваръчната вана. Работният им край е изработен в сферична форма. Допустимото токово натоварване на "WZ-8" е малко по-голямо, отколкото при торийни, лантанови и цериеви заваръчни продукти.

Много отговорен титанов дизайн, медни сплавиАнтикорозионните и нисковъглеродните сплави най-често са заварени с пръчки “WY-20”, които са маркирани в тъмно синьо и съдържат итриев диоксид като допинг съединение (около два процента). Тези електроди се характеризират с висока стабилност на катодното петно, поради което дъгата става стабилна при много различни стойности на заваръчния ток. Към днешна дата, "WY-20" е признат за най-устойчивия продукт на редица електроди от неопитен тип.
Има и заваръчни пръти "WL-20" и "WL-15". Първите съдържат лантанов оксид в количество от около 2% (отбелязано в синьо), а вторите съдържат не повече от един и половина процента от посочения оксид и са показани в златист цвят. Те се наричат лантанови електроди.
Тези продукти гарантират ниски нива на замърсяване. заварена връзка и се считат за много трайни. И първоначалното заточване на волфрамовите електроди с лантанов оксид се поддържа дълго време, затова "WL" често се използва за заваряване на "неръждаема стомана" и конвенционални стомани в полярност на постоянен ток.

Лантановите пръчки имат висок потенциал на лагера (почти два пъти по-голям от потенциала на стандартен продукт от чист волфрам), малка склонност към прогаряне и лесно запалване на дъгата. В допълнение, "WL-20" и "WL-15" гарантират минимално износване на работния край на заваръчния прът.
Както можете да видите, има много разновидности на електроди, изработени от волфрам и специални добавки. Това означава, че потребителят може да направи компетентен избор на пръта, който е идеален за свързване на части и конструкции от различни марки и видове стомана.
3 Характеристики за заточване на волфрамови пръчки
За обработка на описаните в изделието заваръчни продукти обикновено се използва специална машина за заточване на волфрамови електроди. Такова устройство има финозърнести дискове. Зърното трябва непременно да има малък размер, тъй като в противен случай, в края на пръта, когато се заточва, ще се образуват жлебове и малки разрохквачи. За да се избегне замърсяване на диска, е забранено използването на машината за обработка на други материали.
При необходимост се използва машина за заточване на волфрамови електроди. Ъгълът на заточване и размерът на затъмняване на заваръчния прът са от голямо значение за нормалното му използване, тъй като пряко засягат проникващия потенциал на електрическата дъга. С намаляване на стойността на притъпяване се наблюдава увеличаване на дълбочината на проникване, както и увеличаване на плътността на тока, налягането на дъгата и концентрацията на топлинния поток.
Геометричните параметри и формата на колоната на дъгата се променят, когато е избран един или друг ъгъл. Стрела на електрическата дъга ще се характеризира с конична форма под ъгъл от 15 до 75 градуса. А в случаите, когато заточването се извършва под голям ъгъл, полюсът ще промени формата си в цилиндрична форма. При използване на AC заточване най-често се прави със заоблен край. в обработката се препоръчва за случаите, когато процесът се извършва при постоянен ток.

Дължината на заточването, като правило, е 0,5–2 секции на заваръчната пръчка, има значително въздействие върху ширината и дълбочината на шва. С увеличаване на дължината на заточване се наблюдава намаляване на ширината на разтопената част. Ако се избере малка дължина, дълбочината на проникване е значително намалена. Тези характеристики трябва винаги да се помнят, когато се използва машина за заточване на волфрамови електроди.
Бих искал също да добавя, че стабилното изгаряне на електрическата дъга след заточване на волфрамови пръчки зависи от:
- притъпяване на върха на електрода;
- драскотини, които се появяват на продукта по време на заточване.
Количеството на затъмняване се избира така, че да съответства на текущия индекс и напречното сечение на заваръчния прът. А рисковете, чиито размери трябва да бъдат минимални, се поставят по оста на продукта. След заточване се препоръчва полиране на пръчката.

- "G-Tech" от реномиран производител ESAB: автомобили от различни модели с диамантени дискове и система за събиране на прах в автоматичен режим, както и обемни резервни резервоари. Добавяме, че устройствата "G-Tech" не се нуждаят от отделна изпускателна система;
- "ESG Plus" от компанията Orbitalum: обработка на електроди от шест популярни секции, възможност за изпълнение на четири различни ъгли и обърнати към върха на заваръчните пръти;
- "EWM TGM 40230": компактна ръчна машина, която осигурява достойно качество на заточване от 0 до 90 градуса.
Волфрамови електроди се използват за TIG аргонно-дъгова заварка. Тези електроди са огнеупорни: тяхната точка на топене е по-висока в сравнение с процесите на заваръчни събития, Важно е тяхната консумация да е много по-малка: на метър от готовия шев се консумира само няколко десетки милиграма.
Волфрамовият електрод е волфрамов прът. Някои модели имат лигирани добавки на редки метали в състава, което позволява значително удължаване на техния живот.
Маркировката на волфрамови електроди се извършва според вида добавки, включени в състава им:
- WL15. Компонентът на такива електроди е лантанов оксид. Електродите имат златна повърхност. Те осигуряват мигновено свиване (първоначално и многократно), са много устойчиви на изгаряне и осигуряват стабилно горене. Има възможност за заваряване на всякакви видове метали с директен и променлив ток.
- WY20. TIG заварени елементи с висока устойчивост на топене и тъмно син цвят. Използва се за производство на най-важните съединения при работа с неръждаема стомана, въглеродни и нисколегирани материали, както и мед и титан. Заваряването се извършва при постоянен заваръчен ток.
- WC20. Електроди в присъствието на цериев оксид в състава. Притежава повишени емисии. Осигурява бързо издухване и предпазва от превишаване на допустимия заваръчен ток. Оцветени в сиво. Използва се за работа с всички видове стомана, подходящи за заваряване с променлив и постоянен ток.
- WZ8. Съставът на тези електроди е циркониев оксид. Цирконийът допринася за стабилността на горенето и значително увеличаване на тока по време на текущата работа. Повърхността на електрода е бяла. Нанесете WZ8 в заваръчни работи върху алуминий и магнезий. Работата се извършва на променлив ток, при което се изключват нежелани частици в заваръчната вана.
- WT20. Електроди в присъствието на ториев оксид в състава. Торият значително подобрява производителността и удължава живота. Електродите са боядисани в червено. С тяхна помощ можете да заварявате продукти с голяма дебелина от мед, титан, неръждаема стомана, въглерод и нисколегирана стомана, Прилагат се при работа на постоянен ток.
- WL20. Лантановият оксид в състава им допринася за бързото запалване на дъгата, намалява вероятността от изгаряне, увеличава стабилността на горенето. Цветът на електрода е син. Те са универсални и могат да работят както по директен, така и с променлив ток. Използва се за работа с почти всички видове сплави и стомани.
- WP. Различават се в присъствието на волфрам в неговия състав. Повърхността на електрода е боядисана в зелено. Осигурява повишена стабилност на заваръчната арка. Тези електроди са заварени с магнезий и алуминий. Изпълнението на работата се извършва на променлив ток.
В процеса на избор на волфрамови електроди обърнете внимание на следните ключови параметри:
- Опаковка. Електродите се доставят в пластмасови закачалки от пластмаса или в кутии. В комплект, като правило, 10 броя. Тази сума обикновено е достатъчна за голям брой заваръчни работи.
- Размер. Обикновено дължината на електродите е 175 mm. Електродите се различават само по диаметър, който се избира въз основа на дебелината на работния материал и силата на тока, разрешена за конкретни работи. Диаметърът на различните електроди може да бъде 2-4 мм. Цената може да има някои вариации в зависимост от дебелината на пръта.
Купете волфрамови електроди в Москва на достъпна цена в онлайн магазина "Вистек". Предлагаме на нашите клиенти богат избор от висококачествени волфрамови електроди за най-добра цена. От вас само трябва да определите целите и особеностите на планираната работа. Нашите квалифицирани консултанти ще ви помогнат да направите правилния избор и да направите поръчка.
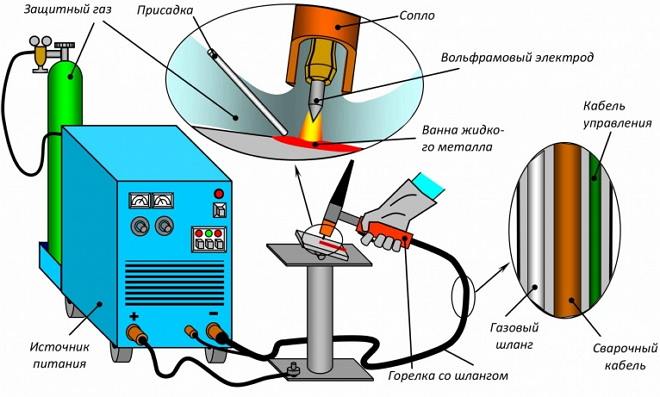
Волфрамовия електрод намира приложение в околната среда на защитни газове (хелий, аргон). По-рядко се използва кога плазмено рязане и напластяване.
Волфрамовите електроди за аргонова дъгова заварка имат висока огнеустойчивост (3000 градуса). Произвежда се чрез пресоване на прах. В допълнение към волфрам (точка на кипене 5800 градуса) в състава, в зависимост от марката на продукта, съществуват оксиди:
- церий;
- торий;
- итрий;
- лантан;
- цирконий.
За удобство на заварчиците, непотребителните електроди са с цветен код.
1) WP (зелен връх) - съдържание на волфрам 99,5%, за заваряване с магнезий (сплави), алуминий. Високото съдържание на волфрам увеличава стабилността на дъгата с променлив ток в хелий и аргон. Работната зона на електрода е направена във формата на растяща топка.
2) WT-20 (червен код) - добавен е ториев диоксид (2%).

DC връзка: мед, титан и неръждаема стомана, нисколегирани, въглеродна стомана, Марката е търсена, но торийът е радиоактивен материал, при смилане на торирани електроди, прахът е вреден за човешкото здраве. Работната зона на заварчика се нуждае от добра вентилация. WT-20 запазва формата на електрода при всякаква сила на тока, а ъгълът на заточване се променя за нуждите на заваряването.
3) Добавя се WС-20 (сив връх) - цериев диоксид (2%).

Марката се използва за заваряване на стомани и сплави в директен и променлив ток. Цериевият деоксид (нерадиоактивен елемент) подобрява стартирането на дъгата и увеличава толеранса на тока. WC-20 се използва за заваряване на тънколистова стомана, тръбопроводи и орбитални тръби. Липсата на цериеви продукти в концентрацията на оксид в работната зона на електрода.
4) WY-20 (тъмно син връх) с добавка на итриев диоксид (2%).

Мед с постоянен ток, титан (сплави) и стомана - неръждаема, въглеродна, нисколегирана. Yttrated добавката подобрява стабилността на дъгата във всички текущи режими.
5) WZ-8 (бяла маркировка) - циркониев оксид (0.8%).

За заваряване на променлив ток от алуминий, магнезий и сплави. Работната площ на електродите с цирконий под формата на сфера надвишава сегашното натоварване на други продукти.
6) Волфрамови електроди за аргонова дъгова заварка с включване на лантанов оксид:
WL-15 (златист цвят), 1,5% лантанов оксид;
WL-20 (код е син), 2% лантан;
WR-2 (тюркоазен връх) - лантанов оксид (1.4%).

Продуктите с лантанов оксид имат лесен старт и стабилна дъга, металните изгаряния са минимални, намалено износване на работната зона на електрода. Използва се за всички видове стомана и сплави.
Размери и цени за електроди:
- дължина - 175 mm;
- диаметър от 1 до 5 mm.
Най-популярните диаметри са 1,6-2,5 мм.
Цената на волфрамовите изделия зависи от производителя, марката и диаметъра на електрода.
Цената на WL-15 от Китай (1.0 mm, универсален) - 40 рубли. Германският продукт TBi D (3,0 мм, червен за неръждаема стомана) ще струва 340 рубли. За китайски WT-20 (5.0 мм, червено за неръждаема стомана) ще трябва да плати 900 рубли.
Как да се изострят волфрам продукти
Преди да започнете работа с електродите заваряване с аргон заточени. За да се получи правилната дължина на заточване, експертите от аргон препоръчват проста формула: умножете диаметъра на електрода с 2,5.
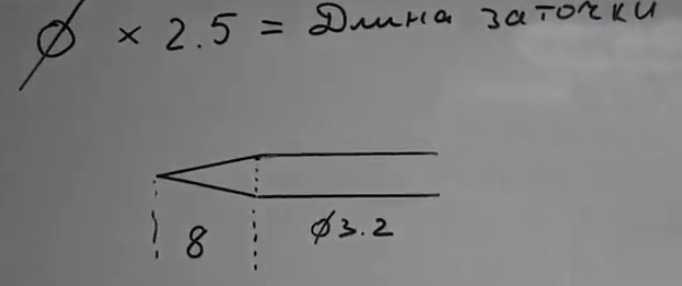
Например, диаметър от 3,2 мм се умножава по 2,5 и получаваме заострена дължина от 8 мм (снимка по-горе).
Когато на променлив ток, топката на волфрам продукт се формира от CAM. Специално тъп електрод, който прави полусфера - не е необходимо.
Електродът се смила заедно като молив. Ако сте заострени, рисковете от абразив ще създадат пречки за стабилна дъга.
Можете да заточите шкурка или мелница, като въртите продукта в ръцете си. За равномерно заточване можете да затегнете пръта в патронника на отвертката или електрическата бормашина, като зададете малка скорост на въртене.
От съображения за безопасност носете маска, за да предпазите дихателните си органи от прах.
Заточване на автоматизацията на процеса
Продават се специални машини за заточване на волфрамови електроди за заваряване с аргон. В опаковката е включен - удароустойчив куфар за съхранение на устройството, електрическа машина, устройството за закрепване на електрод в държача.
Устройството за пишеща машина включва:
- едностранно абразивен диамантен диск;
- регулиране на броя на оборотите;
- филтър за фина прах от волфрам;
- регулиране на ъгъла на заточване от 15 до 180 градуса.
Тези, които желаят да закупят това устройство за домашни нужди.
Послепис В процеса на практикуване ще предпочитате предпочитаните марки електрода, които ще използвате най-често.
Както е добре известно на всеки специалист, волфрамови електроди, които са категоризирани като ненужни, се използват за заваряване в аргон. Те се отличават с голямо разнообразие от видове, като всяка от тях се определя от маркировката, приложена към тези продукти по време на производствения процес.
Разбиране на характеристиките на волфрамови електроди
Волфрамовите електроди са огнеупорни пръти, които образуват електрическата дъга, необходими за стопяване на ръбовете на частите, които трябва да се съединят, и материала за пълнене по време на процеса на заваряване. Такива електроди се използват главно за заваряване в защитна среда от аргон. С тяхна помощ, извършване на заваряване на различни структури, включително тръбни. Волфрамът за тази цел изобщо не беше избран случайно, защото той е най-огнеупорен метал от всички налични в природата.
Изискванията за маркиране, прилагани към прътите от волфрам в процеса на тяхното производство, са определени в международните стандарти, което позволява класифицирането на тези продукти до определен тип, в която и да е страна по света, в която се произвеждат. Съгласно тези изисквания, маркирането на електрода трябва да отразява не само неговия тип, но и неговия химичен състав.
Волфрамовите електроди могат да бъдат определени чрез първата буква "W" (волфрам), включена в тяхното обозначение. В състава на повечето от тези решетки има малко количество легиращи добавки. Последните се подобряват технически характеристики продукти и увеличаване на срока на експлоатация. От вида на легиращия елемент, който се съдържа в волфрамовия електрод, се казва втората буква в етикета.
При обозначаването на волфрамови пръчки могат да бъдат намерени следните букви, които показват някои легиращи добавки.
С (цериев оксид)Волфрамовите електроди, съдържащи тази легираща добавка, са универсални продукти, те се използват за заваряване с всякакъв вид ток, те поддържат стабилно запалване на дъга дори при малки стойности.
Електроди от волфрам, съдържащи цериев оксид, се използват за заваряване, извършвано на променлив ток. Когато ги прилагате, трябва да сте много внимателни, че заваръчната вана не е изложена на минимално замърсяване. Създадената с помощта на такива пръти дъга се отличава със стабилност и висока мощност. В сравнение с други видове продукти, волфрамови електроди с циркониев оксид могат да издържат на значителни токови натоварвания.
L (лантанов оксид)Продуктите, съдържащи тази легираща добавка, осигуряват лесно запалване на заваръчната дъга и нейната висока стабилност, както и бързо повторно запалване. Когато се използват такива пръти, рискът от изгаряне на свързаните части се намалява, работният ток се увеличава значително. Тези електроди са издръжливи, те замърсяват заваръчната вана по-малко в сравнение с чистите волфрамови продукти.
Волфрамовите електроди, съдържащи в състава си оксид на тория, са много популярни, защото имат много предимства. Най-често такива продукти се използват за свързване на заготовки от неръждаема стомана, произведени от постоянен ток. Междувременно тези волфрамови електроди имат редица недостатъци. Когато се използва за заваряване затворени стаи и когато заточването трябва да бъде оборудвано на работното място изпускателната вентилация, тъй като торийът е радиоактивен метал, дим и прах, които могат да имат отрицателно въздействие върху човешкото здраве. В допълнение, когато заваряването с такива електроди се извършва на променлив ток, дъгата може да скочи върху изпъкналите повърхности, което води до влошаване на качеството на оформеното съединение.
Y (итрий)Продуктите от този вид се считат за най-стабилни от всички волфрамови електроди, поради което се използват за заваряване на особено важни конструкции. Заваряването с тяхната употреба се извършва на постоянен ток.
P (чист волфрам)Тази буква, която се съдържа в маркировката, показва, че продуктът е изработен от волфрам с 99,5%. Волфрамовите електроди, които не съдържат в състава си легиращи добавки, осигуряват стабилност на дъгата по време на заваряване, извършвано на променлив ток. Такива пръти се използват за алуминиеви части.
За да може специалистът да получи по-пълна информация за волфрамови електроди, цифровите знаци също присъстват в тяхното маркиране.
Първите цифри след буквите показват точния процент на добавката. Така, фигура 20 означава, че материалът на електрода съдържа 2,0% от съответната добавка, цифрата 15 - 1,5% и т.н. Вторият знак в обозначението на лентата, отделен от първия с тире, показва дължината на продукта, изразена в милиметри.
Най-често срещаната дължина е 175 мм, но се произвеждат и електроди 50, 75 и 150 мм. Части с различни геометрични параметри се приготвят с волфрамови електроди с различни напречни сечения, чиято стойност може да бъде 1; 1.6; 2; 2.4; 3; 3.2; 4; 4.8; 5.6; 6,4 mm.
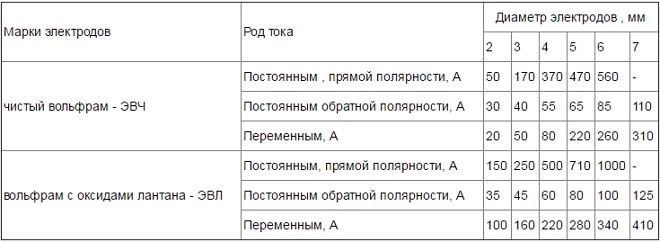
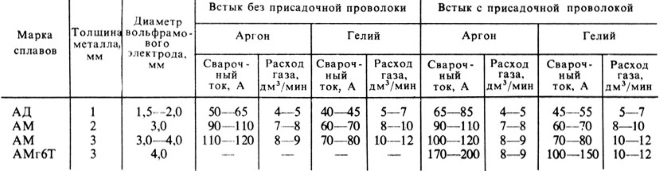
Таблица за избор на диаметър на волфрамов електрод за заваряване в аргон, като се вземат предвид якостта и вида на тока
Например, да дешифрираме маркировката на електрода WL 10-75. В допълнение към волфрама, той съдържа 1,0% лантанов оксид. Дължината на този продукт според предназначението му е 175 мм.
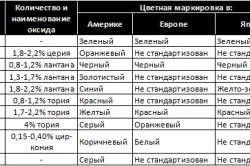
Така че с един поглед е възможно да се определи какъв вид е волфрамов електрод и за какво може да се използва, краищата на продуктите от различни марки са боядисани в различни цветове. Такива маркери могат да се прилагат в един от следните цветове:
- зелени - продукти от чист волфрам, обозначени с буквите WP;
- сив - WC 20 електроди, които съдържат 2% цериев оксид;
- злато - продукти WL 15, съставът им се допълва с 1,5% лантанов оксид;
- черен - пръчки WL 10, към които е добавен 1% лантанов оксид;
- синьо - WL 20, в такива електроди има 2% лантанов оксид;
- бял - WZ 8 електроди, чийто състав е обогатен с 0.8% циркониев оксид;
- жълто - WT 10 електроди, съдържащи 1% ториев оксид;
- червени - WT 20 пръчки, които съдържат 2% ториев оксид;
- виолетови - електроди WT 30, съдържащи 3% ториев оксид;
- оранжево - WT 40 продукти, включително 4% ториев оксид;
- тъмно синьо - WY 20 волфрамови електроди, които съдържат 2% итрий.

Сфери на използване на волфрамови електроди от различни марки
Волфрамовите електроди, принадлежащи към всеки тип, имат отличителни характеристики, които определят областта на тяхното приложение.
WP - зелен връхЕлектродите, изработени от чист волфрам (WP), се използват главно за заваряване с променлив ток, което се извършва в аргон. С тяхна помощ се произвеждат изделия от алуминий, алуминиев бронз (медно-алуминиева сплав), магнезий, никел и техните сплави.
Електродите от този тип имат такива характеристики като:
- лошо запалване на дъгата;
- кратък експлоатационен живот;
- лоша толерантност към значителен токов товар;
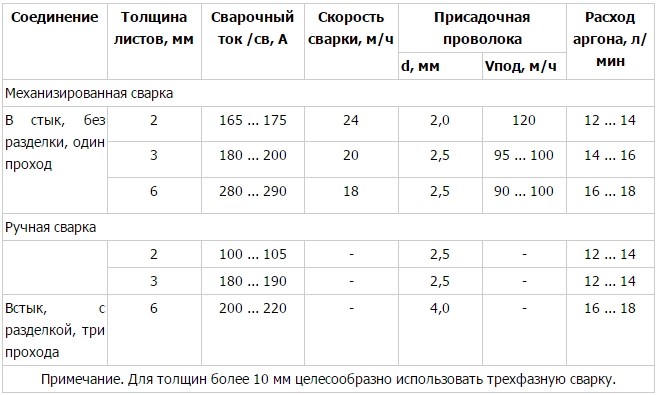
Медни заваряващи режими волфрамов електрод (за челни свръзки върху медна водно охлаждане, облицовка или на помпата)
WC 20 - сив връхИзползват се също така и топлообменници 20, но с тяхна помощ се получават съединения на части от високолегирани, включително неръждаеми стомани, високо легиращи метали (молибден, тантал и др.), Мед, никел, титан и техните сплави. Заваряването на такива пръти се извършва на постоянен ток, свързан с права полярност.
Изброяваме характеристиките на волфрамови електроди от този тип:
- задоволително запалване на дъгата;
- дълъг експлоатационен живот;
- безопасност на човешкото здраве.
Електродите WZ 8 (върха бели) се използват за заваряване на променлив ток в аргон. С тях се извършва аргоно-дъгова заварка на изделия от алуминий, алуминиеви сплави (алуминиев бронз), магнезий, никел и сплави на тези метали.
Отличителните характеристики на волфрамовите продукти на тази марка включват:
- задоволително запалване на заваръчната дъга;
- добър толеранс на товара;
- безопасност на човешкото здраве.
Продуктите, маркирани с WT 20, се използват за електродъгово заваряване с постоянен ток (използва се директна полярност). Такива продукти сваряват заготовки от високолегирани стомани, високоплавни метали, мед, никел, титан и техните сплави.
Характеристики на волфрамови електроди от този тип:
- добро запалване на заваръчната дъга;
- достатъчно дълъг експлоатационен живот;
- добра поносимост към значителни токови натоварвания;
- опасност за човешкото здраве.
Групата волфрамови електроди, в които присъства торий, включва и продукти от марките WT 30 и WT 40. Поради значителното съдържание на този радиоактивен елемент в състава на електродите, те не се препоръчват да се използват, парите от тях причиняват вреда на околната среда и човешкото здраве.
Критерии за избор на волфрамов електрод
При избора на волфрамови пръчки е необходимо да се съсредоточи върху такива параметри като:
- вид, химичен състав и наличие на легиращи добавки;
- диаметър, който влияе на дебелината на формования заварен шев;
- геометрията на върха, която определя много характеристики на процеса на заваряване;
- качество на заточване.
Естествено, изборът на електрод от определена марка се влияе значително от характеристиките на частите, които трябва да се съединят: размери, състав на материала и т.н. При избора на волфрамови пръчки можете да се обърнете към референтни таблици или на собствен опит.

Характеристики и методи за заточване
Заточването на волфрамови електроди е важен параметър, на който трябва да се обърне специално внимание. Формата на заточване на ненужния електрод зависи от това важни параметрикато налягане на заваръчна дъга и разпределение на енергията, която прехвърля към метала на свързаните детайли. Ето защо размерът на зоната на проникване на метала е свързан и съответно дълбочината и ширината на заваръчната връзка зависят от това как електродът се заточва.
Формата на заточване на работния край на електрода се избира в зависимост не само от параметрите на съединяващите се части, но и от това какъв тип електрод се използва за извършване на заваряване.
Така че, за продуктите от марката WP, WL 10, WL 20 и WL 15 се използва сферично заточване на работния край, тъй като термичното натоварване върху него не е толкова значително. И в краищата на електродите WT 20, за разлика от продуктите на марките WP, WL 10 и други, те правят само леко изпъкналост. Видът на тока, използван за заваряване, също влияе върху формата на заточване. Можете да се запознаете с точните параметри на заточване на волфрамови електроди и препоръки за нейния избор в референтната литература.

За заваряване могат да се използват електроди с различни качества. Всичко зависи от това какво заваръчна машина ще се използва електрод. Популярни волфрамови електроди, които не се консумират, те са с високо качество. При избора е необходимо да се обърне внимание на какъв тип маркировка на волфрамовите електроди се прилага от производителя.
Изборът на волфрамови електроди е необходимо да се вземат предвид: вида на електрода, диаметъра, геометрията на върха на електрода и качеството на заточване и твърдост.
Характеристики на използваните електроди
Електродите от волфрам са приложими за заваряване с аргон в околната среда инертен газ, Те могат да се използват като професионални заварчиции начинаещи. Тези електроди са безопасни и се отличават с най-високо качество.
Съгласно международните стандарти, всички електроди на основата на волфрам са специално обозначени за посочване на вида и състава. Първата буква в списъка е „W“, т.е. волфрам. Вторият се отнася до оксидния елемент, който се използва като добавка. Сред легиращите оксиди се използват:
- цериев оксид, означен с буквата "С";
- циркониев оксид, обозначен на етикета с буквата "Z";
- лантанов оксид - буквата "L";
- ториев оксид - "Т";
- чист волфрам, който не съдържа никакви добавки за легиране, се отбелязва върху маркировката с буквата "P".
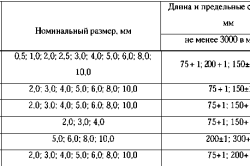
След втората буква е число, което показва процента на веществото, добавено по време на допинга. Числото 20 показва, че съставът включва 2% от добавката. Тирето е второто число - това е дължината, която се изразява в милиметри. Най-често използваната дължина е 175 мм, но има и стойности от 50, 75 и 150 мм. Диаметърът на волфрамовите електроди може да бъде различен от 1, 1.6, 2, 2.4, 3, 3.2, 4, 4.8, 5.6, 6.4 mm.
Маркировката съдържа цялата необходима информация за потребителя. Например, има маркировка WL 15-175. Това означава, че е електрод с добавки от лантан, чието съдържание е 1,5%, а дължината му е 175 mm. Буквено-цифровото обозначение е далеч от всичко, необходимо е да се обърне внимание на цвета на маркировката, Днес се произвеждат материали за заваряване с цветна маркировка:
- чист волфрам - WP зелен;
- в състава има цериев оксид с 2% - сив WC 20;
- лантановият оксид присъства в 1.5% - WL 15 златен цвят;
- лантановият оксид присъства при 2% - WL 20 синьо;
- 0,8% присъстващ циркониев оксид - WL 8 бял;
- ториевият оксид присъства в 1% - жълт WL 10;
- ториевият оксид присъства при 2% - WL 20 е червен;
- ториевият оксид присъства при 3% - WL 30 пурпурен;
- ториевият оксид присъства в 4% - оранжев цвят WL 40.
![]()
Използването на електрод с маркировка WT30, 40 не се препоръчва, тъй като елементът торий е радиоактивен, неговото високо съдържание може да бъде опасно.
Характеристики:
WP зелената маркировка е предназначена за аргонова дъгова заварка с променлив ток. Възможно е използването на такива метали за работа като алуминий и магнезий, никел.
Характеристики:
- запалването е ниско;
- експлоатационният живот не е твърде дълъг;
- той има отлична сигурност.
Wc-20 със сиви маркировки се използва за заваряване с постоянен ток с директна полярност на метали като мед, молибден, неръждаема стомана, титан и т.н.
Характеристиките са следните:
- запалването се счита за добро;
- експлоатационният живот е дълъг;
- тяхната сигурност е отлична.
WL е подходящ за заваряване с директен или променлив ток с пряка полярност. Подходящ за части с малка дебелина, за легирана стомана.
Характеристики:
- запалимостта е задоволителна;
- дълъг експлоатационен живот;
- сигурността е голяма.
Има и други видове, но е необходимо внимателно да се избират материали, тъй като от нея зависи качеството и безопасността на работата.
Как да изберем волфрамов електрод?
![]()
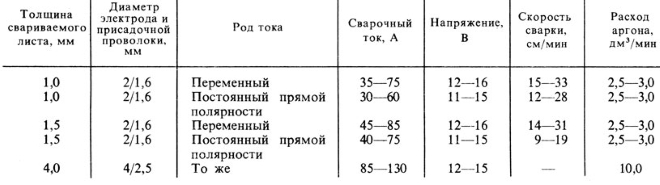
WP волфрамови електроди се използват за заваряване на променлив ток (АС) на алуминиеви сплави с добра стабилност на дъгата.
В процеса на заваряване, който се провежда в среда на инертен газ, се използват волфрамови електроди. Това осигурява най-високо качество на работа, шева е чист и издръжлив. При избора на нетопим термоустойчив продукт на базата на волфрам, е необходимо да се обърне внимание на следните критерии:
- тип волфрамов електрод, неговия състав, наличието на легиращи добавки, параметри;
- диаметър, който ви позволява да регулирате дебелината на работния шев;
- качество на заточване, плътност на материала;
- характерна геометрия на върха.
Когато купувате, можете да разчитате на етикета, който производителят поставя върху материалите.
Той съдържа данни за това кои добавки са включени в състава, какъв е обхватът на приложение, при какви условия може да се използва.
Ефектът от допинга върху качеството на електрода
При избора трябва да се обърне внимание на кои добавки за допинг са били използвани. Това е важно, тъй като използването на материали, тяхното качество и индивидуални характеристики зависят от това. Всички легиращи добавки позволяват да се получат електроди със следните параметри:

Поради своите свойства волфрамовите електроди от марката WZr 08 намаляват риска от попадане на волфрам в заваръчния шев.
- WP е специален тип, който не включва никакви добавки, изработени от чист волфрам. Използват се предимно за заваряване с променлив ток. Стабилността на дъгата е добра, качеството на шва е отлично. Волфрамови електроди не могат да се използват при използване постоянен ток, За такива материали маркировките ще бъдат зелени, обозначени с WP символи.
- Е3 показва, че се използват добавки от оксиди на редкоземни елементи, например смес от оксиди. Електродите не са вредни, което ги отличава от торирани, не са радиоактивни, абсолютно не са опасни за околната среда. Обхватът на тези материали е обширен. Те могат да се използват за всякакви процеси и мощности с променлив или постоянен ток, за високолегирани стомани, за различни сплави от алуминий, както и за мед, титан, добре познат магнезий. Волфрамовите електроди се характеризират с отлични запалителни качества, те са оптималното решение за автоматизирани процеси. Тяхното настоящо натоварване е по-голямо, но експлоатационният живот на такива материали е много по-висок от този на обикновените. Маркирането на материали от този тип е обозначено с WLa 10/15/20.
- Лантанови волфрамови електроди, които могат да се използват за заваръчни работи при постоянен ток или променлив ток. Този тип може да се използва за така наречената микроплазмена заварка. Това стана възможно благодарение на присъствието в състава на La 2 O 3, което увеличава способността за по-добро възпламеняване. Дъгата се получава като резултат от качеството. Техният експлоатационен живот е по-нисък от предишния. Наличието на такава легираща добавка не ги прави по-силни или по-трайни - само разширява зоната на употреба. Маркировката съдържа няколко цвята: черен за WLa 10, злато за WLa 15.
WCe 20 или WZr 08?
WCe 20 е добре познатите волфрамови електроди, които включват легиращи добавки като цериев оксид (CEO 2). Товароносимостта се увеличава няколко пъти, качеството им е по-високо от това на горните групи, но E3 и WL са все още по-стабилни. Областта на използване е доста широка, тя включва заваръчни работи с легирани, нелегирани сплави. Ток може да бъде нисък и среден, възможно е заваряване с променлив ток.
WZr 08 са волфрамови електроди, които включват цирконий. Те се използват, когато е необходимо допълнително да се осигури защита на заварката срещу влизането на волфрам в нея. Те не са подходящи за постоянен ток, въпреки че в някои случаи се използват. Маркировката е бяла.
Благодарим Ви за отзивите.




