Аргоново дъгово заваряване на мед на пътя. Заваряване на медни тръби. Характеристики на заваряване на медни сплави.
Медта има редица уникални свойства, включително: висока електрическа и топлопроводимост, пластичност, устойчивост на корозия. Чисто техническите предимства допринасят и за високата естетика на метала, което отговаря на големите изисквания за здравина като декоративен материал.
За всичко ще се погрижат медиите по-широко използванев самите различни региони. Запояването и заваряването са операции, с които всеки майстор, който обича да работи с метал, ще трябва да се справи отрано. Смес от технически чиста мед и широка гама от сплави: бронз и месинг.
Варимост на меда и някои особености
Варимостта на меда трябва да се запази поради неговата химическа чистота: колкото по-малко вредни вещества има в него - сяра, фосфор, олово и др. - по този начин е по-добре да се вари. Разглеждат се фактори, които оказват негативно влияние върху производството на храни:- Гъвкавостта на меда преди окисление. Комбинацията с киселина и образуването на огнеупорни оксиди води до образуване на сухожилни зони и пукнатини в зоната на термична обработка.
- Високият коефициент на линейно разширение (1,5 пъти по-висок от този на стоманата) причинява голямо свиване по време на закаляване, което води до развитие на горещи пукнатини.
- Твърдостта на метала преди отстраняването на газовете в разтопената мелница от огъня (главно киселина и вода) също е много негативно посочена върху метала заварен шев. Водата веднага, в момента на кристализацията на метала, се свързва с киселия хидроксид и създава водна пара, което води до заздравяване на пукнатините.
- Способността да се отглежда зърно, докато сухожилните структури се появят в зоната на термичен приток.
- Високият коефициент на топлопроводимост (7 пъти по-висок от този на стоманата) генерира нагревателен елемент с високо напрежение и концентрация на енергия в зоната на топене. Чрез добавяне на топлина се подобрява оформянето на шева, увеличава се якостта до появата на нови дефекти - разрези, запълвания и др.
- Високата течливост на водата на средата (2-2,5 пъти по-голяма от тази на стоманата) не позволява заваряването да се клати върху вазата с едностранно заваряване, пълно проникване на ръбовете и добро формиране на шева от обратната страна. За челни шевове може да е необходимо да се използва подложка от противоположната страна, монтирана към заварения метал. Големият воден поток на меда също затруднява готвенето във вертикално и особено в изправено положение.
- При температури над 200 ° C, стойността на медта намалява с незабавни промени в пластичността (за разлика от други метали, като стомана, които имат намаление на стойността, когато повишена температурасвързано с повишена пластичност). В температурния диапазон от 250-550 ° C, когато пластичността на медта достигне минимални стойности, могат да се появят пукнатини. Връзката с тази писта е с уникални твърди закрепвания. Не се препоръчва да се плетат шевове на два прохода, тъй като първият пас вече създава по-здраво закопчаване. Държачите трябва да бъдат заменени с леки закопчалки.
При кипене на месинг цинкът може да се изпари (точката му на кипене е 907 ° C, което е по-ниско от точката на топене на медта), което трябва да се извърши, докато точката на кипене завърши. Цинкова пара, комбинирайки се с киселина, създава цинков оксид, който, подобно на самата пара, е остър и се появява под формата на наситен бял облак. Когато се комбинира с изпарен и изгорен цинк, концентрацията му в заваръчния метал се променя. Нагряването напред на метала и увеличаването на течливостта на процеса на заваряване позволява да се намали изпарението на цинка. Загалом, ръчна изработка Dugove zvaryuvannyaМесингът рядко застоява и изисква непрекъсната циркулация на газ.
Най-добре се готви деоксидирана мед (M-1p, M-2p, M-3p), в която киселинността не надвишава 0,01%.
За завършване на трудни процеси на заваряване, технологията за заваряване на мед прехвърля газ или флюс от заваръчната вана, за да въведе дезоксидиращи агенти: силиций, алуминий, манган и други към електрода и съхранението на добавките.
Методи за готвене на мед
когато се подготви заварени конструкцииот мед се извършват различни видове заваряване - без сухи газове с покрити електроди, без сухи газове, неразтопени и разтопени (с изстрел) с електроди, под флюс и др. Има два най-общи вида: ръчно електродъгово заваряване с покрити метални електроди и заваряване с волфрамови електроди в сухи газове.Подобно на други цветни метали, медта изисква внимателно почистване преди заваряване. На първо място, трябва да потърсите всички неприятности, ацетон и други разбойници, които са били пощенски началници на евтини къщи, особено олово и кисело. Могат да се смесват с масла и охлаждащи течности, мазнини, масла и фарби.След това оксидната стопилка се отстранява напълно - с метална четка или мрежа от неръждаема стомана, или с абразивен инструмент - чрез полиране на детайла до блясък.


Почистването на частта е много важна стъпка, която пряко влияе върху здравината на заваръчния шев. Без него е невъзможно да се премахне хубав и красив шев.
Когато дебелината на стените е 5 mm, заваряването се извършва с предната част на предварително нагряване до 300-700 ° C. Предварителното нагряване е особено важно за масивни части, като по-голямата част е по-вероятно да бъде подложена на нагряване.
Заваряване на мед с покрити метални електроди (режим MMA)
След покриване на електродите, сварете медта до дебелина около 2 mm. Метал до 4-5 mm може да се заварява без да се счупват ръбовете, за по-големи материали е необходимо да се заварява V-образен или X-образен ръб с разрез от 60-70 °. Процесът на варене се извършва на постоянен ток с обратна полярност. Ориентационни стойности на диаметъра на електрода и zvaryuvalnogo strumaС течение на времето, моля, вижте следната таблица.| Дебелина midi, мм | Диаметър на електрода, мм | Strum zvaryuvannya midi, A |
| 2 | 2-3 | 100-120 |
| 3 | 3-4 | 120-160 |
| 4 | 4-5 | 160-200 |
| 5 | 5-6 | 240-300 |
| 6 | 5-7 | 260-340 |
| 7-8 | 6-7 | 380-400 |
| 9-10 | 6-8 | 400-420 |
В процеса на заваряване на тънка ламарина може да се наложи промяна на частта от монтираната конструкция - чрез нагряване на детайли и във връзка с опасност от изгаряне.
За заваряване на средата се използват следните електроди: Komsomolets-100, ANTs / OZM-2, ANTs / OZM-3, ANTs / OZM-4, OZB-2M (за бронз) и др. Препоръчително е да изпържите електрода преди да го използвате.
Електродните покрития за заваряване на мед не могат да осигурят същата якост на заваръчния шев като заваряването в аргон. важност Zvarnogo z'êdnannya, от тези източници, се крие в различни фактори: правилния избор на марка електрод, най-новата необходима технология (ефективност на почистване, предварително загряване, оптимален режим на ток) и, очевидно, вида на квалификацията на тази пивоварна.

Заваряване с волфрамов електрод в аргонова среда (режим DC / AC TIG)
От гледна точка на резултата този метод е най-добрият. Шевовете, изрязани в режим TIG, са високо ценени и прецизни. Заваряването е оформено волфрамов електродот друга страна postynomu strumaправа полярност. Размерът на заваръчната струя се избира въз основа на дебелината на заварения метал и диаметъра на електрода.В смес от сухи газове се комбинират аргон, хелий, азот или тяхната смес. Тези газове са раздразнени от техните технологични сили, като по някакъв начин преобръщат това, което според мен си дават един на друг. Азот, zokrema, извлича по-малък поток за варене в ниво с аргон, але шевове, vikonan с yogo vikoristannyam, измийте deyak с умение, докато не е готов. Освен това, при други равни умове, загубата на азот надвишава загубата на аргон. Следователно, поради своята универсалност, последният се използва по-често от другите газове.
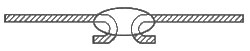
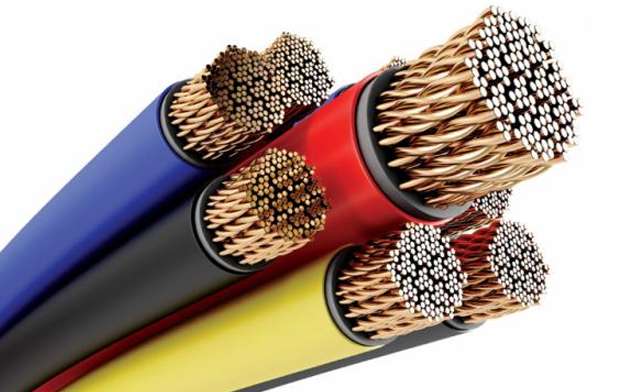
В контейнера с пълнежен материал се смесват пръти от midi (M1, M2, M3) или бронз (Br KMts3-1 и др.). На практика хората често живееха с електрически кабели и жици. Bazhano, уверете се, че температурата на топене на добавката е по-ниска от температурата на топене на основния метал. За къс шев прътът трябва да се постави пред щифта, а не зад него (разр. Друга снимка). Медни листове с дебелина до 4 mm могат да се варят с фланец без допълнителен материал.

За да се премахне замърсяването на волфрамовия електрод, когато дъгата падне, остатъкът може да се натроши върху въглеродна или графитна плоча, след което да се прехвърли във вибратора.
Уплътнението може да бъде заварено в долната и вертикална позиция на шева.
![]()
Вместо алуминий, който може да се готви без напречни сечения, варенето на средата изисква манипулиране на пръст, за да се образува шев и да се закрепи между стените. Металът трябва да бъде "зашит" с кръгли или зигзагообразни ръбове на ботуша.

Заварката на кратера трябва да се вибрира чрез натискане на дъгата със стъпаловидни вмъквания на щифта, в този случай, като апарат за готвенеНяма специална функция за „пълнене на кратер“.
Полуавтоматично заваряване (MIG режим)
Медта може да се заварява и заварява автоматично в режим MIG в постоянен поток с обратна полярност с аргон, азот или хелий в реактор. Технологията на заваряване при този тип, в основата си, не се различава от заваряването на стомана.Ако решите да замените този сайт, е необходимо да поставите активни съобщения на този сайт, видими за търговци и роботи за търсене.
Заваряването на мед с аргон е най-ефективното свързване на медни сплави.
Всеки любител на металообработването се е сблъсквал с медни вируси при запояване и заваряване. В тази статия нека да разгледаме как да варим мед с аргон!
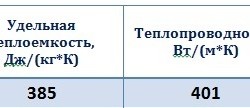
Медта и нейните сплави (бронз и никел), с оглед на електрическата и топлопроводимостта, са антикорозионно викоризирани в богати галузи. Точката на топене на материала е хиляда осемдесет и три ° C. Топлопроводимостта на чистата мед е 2 пъти по-голяма от тази на алуминия, поради което при заваряване с аргон е необходимо добро нагряване на метала.
И топлопроводимостта на медната сплав е по-ниска, което означава, че няма нужда от повишено нагряване.
Медта и сплавите са разделени на няколко степени. За извличане на кисела варена смес е по-добре да се използва подкиселена или безкиселинна мед, те съдържат малко киселинност.
Основните резервоари за добавки за заваряване с аргон са представени в таблицата.
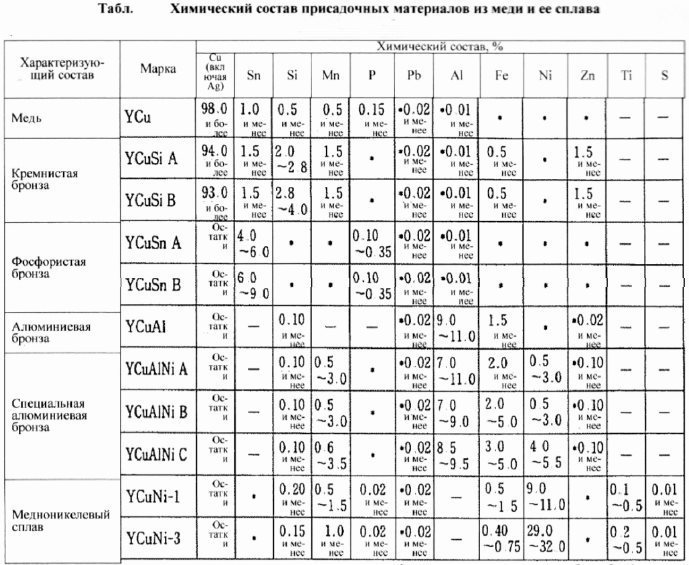
Но на практика очаквайте подобни метали да се продават зад склада (който може да се намери в магазина за дома ви).
Освен това, за да се изсветли стопилката и металната сплав, прътите са запечатани с тънко покритие от флюс върху топката.
Подготовка на материала (почистване)
Заваряването на мед с аргон не може да бъде завършено без цялостно почистване на материала. Вземете какъвто и да е абразивен инструмент и почистете цялото място, докато стане безупречно. След това с помощта на всеки специалист материалът се обезмаслява.

Подготовката на материала е важна процедура
Изчакайте възможно най-дълго, докато средата се почисти - това ще увеличи киселинността на сместа.
За да избегнете дефекти (липса на топене, включвания на шлака), първо загрейте материала до температура от 350-600 ° C. Разликата в температурата е между основния метал, пълнежния метал и ръбовете. Явява се като последен път.
Видео:Как да подготвим пукнатина в газов меден радиатор за заварени роботи.
Заваряване с аргон (TIG режим)
Тази технология, според сертифицираните заварчици, е най-добрата, шевовете излизат чисти и чисти. Заваряването на мед с аргон се извършва с волфрамов електрод върху неподвижна струя. А оста, със сплав от алуминиев бронз, е по-вероятно да бъде свързана на струя от смола.
Настройките за потока на устройството се избират въз основа на вида на устройството и диаметъра на електрода. Полезна таблица:
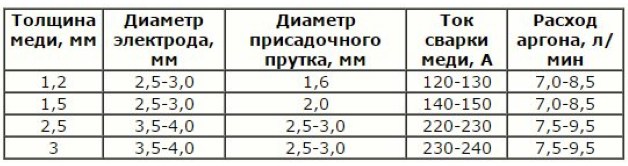
В допълнение към аргона е възможно да се извличат азот, хелий и техните смеси в хранилище за сух газ. Всички свръхдоставени газове имат своите плюсове и минуси. Уви, аргон, все още има повече изисквания за заваръчни роботи.
Седалковите пръти се избират зад склада за материали. Ale zazvichay, в домашния майстор, се заби медени дартснаправени от електрически кабели или трансформатор. Първо, медната жилка се почиства преди лака с шкурка и се обезмаслява с тенекия.
Добре е, ако добавката е направена с по-ниска точка на топене, тя ще се приготви, докато вирибът се свари.
Дела в името на старите пивоварни:
- добавете добавката първо преди облицовката;
- Варенето с аргон за плътна мед може да бъде завършено без добавка;
- Препоръчва се щифтът да се движи на зигзаг, за да се гарантира, че металът ще получи добро покритие;
- тънък материал, за да се избегнат изгаряния, е необходимо да се заваряват с къси шевове периодично;
- Ако устройството няма функцията „пълнене на кратер“, тогава върхът трябва да се вкара стъпаловидно (с помощта на дъга);
- заваряването с аргон се извършва във вертикално и хоризонтално положение на шева.
Видео:нагряване и свързване на мед.
Заваряване на медни тръби
Когато медните тръби са свързани с аргон, се подава малък ток. Заваряването се извършва слой по слой, с дебели шевове, с припокриване от най-малко 1/3. Местата за сядане се изкрояват с помощта на руното на козината. Принципът на прошката.
Заваряване на мед с аргон. Видео в края на публикуваната статия, напр инструкции за отчитанеСлед приключване на работата той работи за допълнителна помощ производство на аргонова дъга. Този тип заваряване ще осигури създаването на ясен и надежден шев. Броят на различните къщи, които могат да бъдат поставени в заварения материал, означава, че това е перфектен начин за свързване на конструкцията. Например, за заваряване на чиста мед се използват добавки и волфрамови електроди. Средата за сушене на аргон позволява промяна на дъговия разряд и това е особено важно за тънки конструкции.
Как да готвя с аргон - основни правила.
Заваряването с аргонова дъга се използва широко за производството на заварени медни конструкции. За да премахнете висококачествен шев, е необходимо да използвате сухи газове, включително висококачествен аргон или смес от хелий и аргон (останалото количество е не по-малко от 50-75 стотин). В домакинствата кипящата среда най-често се вибрира с помощта на волфрамов електрод. Ролята на добавката се играе от профилиран, тесен дистанционер или капе и образува пръчка. Аргоновата мед, заварена с нетопим волфрамов електрод, се характеризира с отлична устойчивост на дъга. Този тип заваряване ще замръзне при свързване на тънки елементи (до няколко милиметра) или на критично достъпни места.
Медни части с дебелина до шест милиметра могат да бъдат заварени без отчупване на ръбове. Тъй като дебелината на медните детайли е два до три милиметра, тогава основният метал не трябва да се нагрява. Техниката на аргоново заваряване на мед, която надвишава много милиметри, ще изисква нагряване на материала до 400C. Технологията за заваряване на цветни метали (както и мед) позволява замяна на топими електроди.
Как да извършим готвенето на мед в дома - принципът на науката за готвенето.
В съзнанието на дома има нужда от заваряване на медни части при инсталиране на водопроводи или системи за изгаряне. Медта е отличен материал за водопроводни тръби, тъй като материалът има гладка, гладка повърхност, не се поддава на корозия, осигурява достатъчен воден поток, не седи в зоните за съхранение на отпадъчни води, не обраства различни вложки и също така има чудотворни бактерицидни сили. Водопроводните тръби от средата могат да издържат повече от петдесет години. Въпреки това технологията варене на меде чрез процес на сгъване.
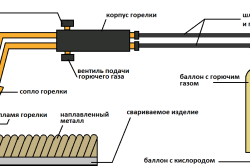
Заваряване на мед у дома по газовия метод.
След като всички са доволни, тогава медта се готви добре за помощ газови бутилки, Пълен с ацетилен. След правилното заваряване и изковаване на шева ще се получи висококачествена фуга. Стойността на заваръчния шев е 17-22 kgf на квадратен милиметър. Медните фрагменти могат да имат висока топлопроводимост (пет пъти по-висока от топлопроводимостта на пълнителя), тогава за заваряване е необходимо да се използва полувисоко напрежение. След като съставките са готови, ги изпечете в две тави за печене.
За да промените долния и горния вход на топлина, завареният материал трябва да бъде облицован с азбестови листове. При направата на домашен мед се препоръчва оригиналната половина да се замразява, така че сърцевината да е ориентирана към металните ръбове, всъщност под директния разрез. За да промените образуването на меден оксид и да предотвратите образуването на горещи пукнатини, трябва да въведете кипене възможно най-бързо, без прекъсвания. Не забравяйте да сте в крак със спестяванията си всеки ден.
Необходимо е да се увеличи топлината при кипене, така че течността да се разтопи първо в края на средата. В този случай пълнежният материал ще бъде насочен към краищата на топене. Керамични фаски на арки, повече от три милиметра на парче, трябва да се нагреят до 45 градуса. Точно преди заваряване почистете ръбовете на следата до ярък блясък или ги ецвайте с допълнителен азот и изплакнете с вода.
"Аврора 180" е автоматична машина от инверторен тип. Заваряване на алуминий-мед с тази машина.
Устройството "Аврора 180" е предназначено за дъгова дъга, механизирано заваряванеС помощта на електрически електродът (или стрелата) се топи в средата на активен или инертен сух газ. В този случай допълнителното гориво се подава автоматично. Vikonano се захранва от най-новите инверторни технологии. Тази машина за заваряване се характеризира с надеждна, стабилна и изключително ефективна работа, при заваряване на вина има ниско ниво на шум. Aurora 180 може да се използва за производство на:
- неръждаема стомана и въглеродна стомана,
- всички стоманени сплави,
- алуминий и мед,
- Особености при варенето на мед
- Варене на газ на медни вируси
- Аргонно-дъгово топене на среди
- Ръчно варене на кълнове от мед
Медта и нейните сплави (месинг, бронз и др.) се използват широко в различни области на промишлеността (особено в електротехниката и в производството на тръби) като конструктивни материали.

Медта се използва широко в индустрията поради факта, че е добър проводник на топлина и поток.
Медта провежда добре електричество и топлина, издържа добре на корозия, има висока пластичност и естетика. Кожен, който често трябва да се занимава с метали, отговаря за благородството в това как да готви мед.
Особености при варенето на мед
Процесът на работа с медни вируси съдържа много неща, които могат да бъдат намерени в складовете на различни къщи (олово, сяра и др.). Колкото по-малко стотици такива къщи са поставени в метал, толкова по-вероятно е да бъдат сварени. При работа с лекарства е необходимо да се вземат предвид следните особености:
- Повишено окисление. По време на термичната обработка на този метал с киселина се появяват пукнатини и сухожилни зони в зоната на заваряване.
- Полирането на газовете в мелницата за разтопена мед се извършва, докато се създаде слаб шев. Например, водата, комбинирайки се с киселина по време на кристализацията на метала, създава водна пара, в резултат на което в зоната на термична обработка се появяват пукнатини и пори, променяйки надеждността на шева.
- Голяма топлопроводимост. Силата на медта води до факта, че нейното заваряване трябва да се извърши поради стагнацията на съда, нагряването на налягането под налягане и високата концентрация на топлинна енергия в областта на заваръчния шев. Благодарение на добавянето на топлина, интензивността на образуване на шевове намалява и се увеличава възможността за създаване на нови пълнители, разфасовки и др.
- Високият коефициент на линейно разширение се дължи на свиването на метала по време на втвърдяване, което може да доведе до горещи пукнатини.
- Когато температурата се повиши над 190 ° C, стойността и пластичността на меда се променят. При други метали при повишени температури настъпва намаляване на стойността с незабавно увеличаване на пластичността. При температури от 240 до 540 ° C пластичността на медта достига най-ниското си ниво, в резултат на което на повърхността й могат да се появят пукнатини.
- Големият поток на влага затруднява извършването на ясно едностранно заваряване във висящо положение. За целта е необходимо допълнително да отстраните уплътненията от обратната страна.
Върнете се към списъка
Изливане на къщата върху вряща вода
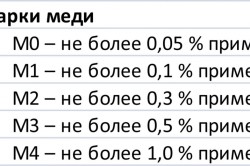
Къщите, които са в средата на света, оказват различно влияние върху своите характеристики на готвене и ефективност. Тези стъпки ще улеснят процеса на заваряване и ще увеличат здравината на заваръчния шев, а тези стъпки ще го намалят. За производството на различни зародиши от мед най-популярната е листова мед от класове M1, M2, M3, която се смесва със заквасена сметана, олово, желе и др. В малко количество.
Най-голямото отрицателно влияние върху процеса на заваряване има O2: колкото повече е, толкова по-важно е да се достигне до киселинния шев. За медни арки M2 и M3 се допуска концентрация на O2 не повече от 0,1%.
Ниската концентрация на олово при нормални температури не оказва отрицателно влияние върху характеристиките на метала. При по-високи температури наличието на олово на същото ниво увеличава червената крехкост.
Бисмутът (Bi) практически не се разпада в твърд метал. Виното покрива зърната със сухожилиста обвивка, в резултат на което заваръчният шев става хрупкав както при горещи, така и при студени условия. Следователно промяната във висмута може да бъде не повече от 0,003%.
Най-слабият източник на киселинност е сярата, тъй като тя създава сулфид, който, когато присъства върху нишките на зърната, значително променя експлоатационните характеристики на средата и намалява нейната крехкост. По време на термичната обработка на меда с висока концентрация на сяра, той влиза в химическа реакция за получаване на кисел газ, който при охлаждане прави шева порест.
Фосфорът е един от най-важните дезоксидиращи агенти. Това обаче не само намалява стойността на шева в медния детайл, но и го подобрява. В този случай масовата част не трябва да надвишава 0,1%, така че в други случаи медта става крещеща. Това трябва да се има предвид при избора на пълнежен материал. Фосфорът също променя силата на абсорбцията на газ и увеличава неговата течливост и може да увеличи течливостта на заваръчните роботи.
Върнете се към списъка
Можете да готвите мед по различни начини, най-популярните от които са:
- производство на газ;
- автоматичен под поток;
- аргонова дъга;
- ръчно сварено.
Независимо от метода на приготвяне, е необходимо правилно да подготвите повърхностите за готвене преди готвене. Преди заваряване на мед, бронз, месинг и други сплави е необходимо да се заварят ръбовете и фитингите, да се почистят от примеси и окисление до метален блясък и след това да се обезмаслят. Ръбовете се почистват с метални четки или шкурка. В този случай не се препоръчва използването на груба шкурка.
Гравирането на ръбове и сърцевини може да се извърши с помощта на киселини:
- sirchanoy - 100 cm 3 на 1 литър вода;
- азот - 75 cm 3 на 1 литър вода;
- солна киселина - 1 cm 3 на 1 литър вода.
След процедурата по ецване детайлите се измиват във вода и в горещ сух въздух. Ако дебелината на детайла е повече от 1 см, тогава той трябва първо да се нагрее с газов пламък, в дъга или по друг начин. Използвайте ръкавици за готвене, за да свържете пръчките преди готвене. Разстоянието между уплътнителните елементи е еднакво през целия процес.
Върнете се към списъка
Варене на газ на медни вируси
Ще ви помогна с варенето на мед варене на газИ с напреднала технология е възможно да се изреже ярък шев с добри експлоатационни характеристики. При което максималната стойност на връзката става близо до 22 kgf / mm 2.
Поради факта, че медта има голяма топлопроводимост, за заваряване е необходимо да се предотврати появата на загуба на газ:
- 150 l/година при съдържание на влага не повече от 10 mm;
- 200 l/година с дебелина над 10 mm.
За да се намали процесът на подкисляване на меда и да се предпази вирусът от причиняване на горещи пукнатини, процесът на заваряване трябва да се извърши бързо и без прекъсване. Добавките се смесват с електротехническа мед или мед вместо силиций (не повече от 0,3%) и фосфор (не повече от 0,2%). Диаметърът на отвора трябва да се увеличи приблизително с 0,6 пъти дебелината на заваръчните листове. В този случай максималният допустим диаметър е 8 мм.
При готвене е необходимо да се разпредели топлината, така че добавката да се стопи малко преди детайла.
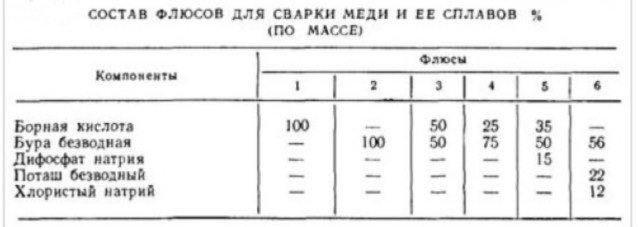
За дезоксидиране на метала и почистването му от шлаки в заваръчната вана се добавят потоци. Те също така покриват краищата на стрелата и ръбовете на заваръчните плочи от двете страни. За да подобрите зърната на отложения метал и да увеличите стойността на заваръчния шев след завършване, изковайте го. Ако дебелината на детайла е не повече от 5 mm, коването се извършва в студена мелница, а за дебелини по-големи от 5 mm - при температура приблизително 250 ° C. След коване шевовете се отгряват при температура от 520-540 ° C в течно охладена вода.
Върнете се към списъка
Автоматично пържене с флюс
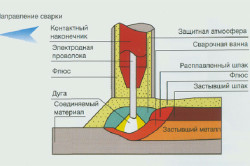
Този метод на заваряване се извършва със стандартна заваръчна машина на постоянен поток с обратна полярност. Ако се обработва керамичен флюс, той може да се обработва и върху променяща се повърхност. За да приготвите мед с дебелина не повече от 1 см, можете да използвате оригиналния поток. Ако дебелината е повече от 1 cm, тогава е необходимо да се използват сухи гранулиращи потоци.
В повечето случаи цялата работа е завършена в 1 проход, застоявайки от технически носители. Тъй като шевът не е отговорен за високата си топлинна ефективност, тогава за да увеличите стойността му, използвайте бронзови електроди в средата. За да се предотврати топенето на метала и при оформянето на шев от страната на вратата на детайла, се използват флюсови подложки и графитни облицовки.
Заваряването на месинг се извършва при ниско напрежение, така че с намаляване на якостта на дъгата се променя изпарението на цинка. Заваряването на бронз вибрира на постоянен поток с обратна полярност. Височината на потока трябва да бъде разделена или да се използва поток с висока гранулация (до 3 mm).
Ако Розмов говори за варенето на мед, тогава е необходимо да се разбере, че този метал има уникални сили. И самата: отлична пластичност, висока топлопроводимост и електрическа проводимост, висока устойчивост на корозия. Плюс прекрасна естетическа изящност. Ето защо днес медта побеждава в най-различни сфери. И тъй като всеки трябва да общува с нея често, има голям страх, че голям брой хора ще бъдат увредени от процеса на заваряване на този метал. Затова е питателна, а ако можете да варите мед в дома си, днес ще сте богати.
Необходимо е да се отбележи фактът, че колкото по-чиста е медта, толкова по-добре се вари. Освен това длъжностните лица от по-ниско ниво също допринасят за процеса.
- Тъй като е богата на цветни метали, когато се комбинира с киселина, медта започва да се окислява. Оксидът е тънка гореща стопилка, която е от съществено значение за заваряване на медни заготовки. Следователно, на етапа на подготовка, оксидната стопилка се отстранява по различни начини.
- Медта вече е чудесен фактор при линейното разширение. Виното отново е в пъти по-голямо, по-ниско стоманено. Следователно, когато се охлади, се получава силно свиване. Този фактор влияе отрицателно върху здравината на шева, когато се появят пукнатини по време на свиване.
- На етапа на нагряване медта става глина и вода и се вкисва. Първото нещо в средата на метала, след охлаждане, затваря порите. Друг оксид е на повърхността.
- При бързо нагряване и охлаждане структурата на метала се променя. Дребнозърнестото вино се превръща в едрозърнесто. И това води до увеличаване на хрупкавостта в зоната за готвене.
- Коефициентът на топлопроводимост на медта този път е по-висок от този на стоманата. Така че, когато се нагрява, металът бързо се топи, но при ниска температура става твърд. Рязък преход от един етап към друг причинява създаването на дефекти в средата.
- Дължината на средата. Тази цифра е 2,5 пъти по-голяма, по-ниска от стоманата. При високо нагряване и същото количество топлина, необходимо за заваряване на дебели детайли, пълното разтопяване от едната страна е практически невъзможно. Следователно заваряването на мед и сплави се извършва по двупосочна технология. Ако се извърши пълен заваръчен шев от едната страна, а заваръчният шев остава оформен от задната страна. Преди да говорим, самата плоскост на средата усложнява заваряването във вертикално и вертикално положение.
- Преди да готвите мед, е необходимо да разберете, че силата и пластичността на материала намалява с повишаване на температурата. До +200 индикаторите са все още нормални, а оста с техните стойности рязко намалява. Например при нагряване между 500-550C пластичността на практика пада до нула. Ето защо в средата се появиха високи нива на доверие уплътнителен шевпукнатини. Когато налягането е високо, не е възможно да се запълни двойно празнината между заварените детайли, тъй като частите ще причинят много работа. Трябва да се опитате да спечелите всичко с едно преминаване.
Както вече беше казано, най-лесният начин е да се вари чиста мед без добавки или подкисляване, в която киселинността е само 0,01%. И тъй като такава мед рядко се заварява, главно в промишлеността, се използват викоризирани сплави, препоръчва се заваряването да се извършва в сухи газове или потоци с добавки, които включват дезоксиданти. И същото: силиций, манган, алуминий и други добавки. Преди речта може да се извърши и заваряване на средата с електроди (топене). Едно нещо е, че дезоксидантите трябва да бъдат включени в подстригването, за което научихме.
Ръчно дъгово заваряване на медни сплави
Всъщност електродъговото отопление се използва често, особено в домакинствата. Продължителността на процеса на втвърдяване се дължи на течливостта на процеса. В този случай можете да изберете да готвите на полуавтоматична или автоматична машина.
Технологията за варене на мед напредва.
- Ръбовете на фугите се почистват, за да се отстранят замърсяванията, поради което всеки професионалист трябва да бъде победител.
- След това оксидната стопилка се почиства с гладки четки, шкурка или други абразивни инструменти.
- След това се извършва процесът на заваряване с електрода.
Ако разнообразието от медни части може да варира значително, тогава самият режим на заваряване ще варира. Например, за да съедините 6-12 мм заготовки, е необходимо да отрежете краищата така, че да създадете V-образна празнина. В този случай разрезът между ръбовете се дължи на бути в диапазона от 60-70 °. Ако се използва двустранно заваряване, може да се промени до 50 °. Пролуката между частите се създава чрез изрязване на детайлите, така че между тях да се създаде празнина от 2,5% ширина до самия заваръчен шев.
Ако частите не са отстранени, тогава е необходимо да ги закрепите. Захващането се извършва чрез плитко заваряване на ръбовия шев 30 mm през кожата 300 mm. В този случай трябва да се поддържа празнина от 2-4 mm. При заваряване от инвертора, достигайки халс, е необходимо да го отстраните, като го ударите с ударен инструмент. Тъй като недоварената мед води до промяна в структурата и нарушаване на нормалната работа в средата на заваръчния шев.
Ако завареният метал има дебелина повече от 12 mm, тогава е по-добре да заварявате X-образните ръбове и следователно двустранно заваряване. Ако по някаква причина е невъзможно да се използват данните, тогава е възможно да се използват по V-подобен начин. Вярно е, че ще трябва напълно да запълните празнината, което изисква повече електроди и час.
- По-добре е да готвите заварения метал върху подложки, което ще понижи температурата в зоната на заваряване и ще предотврати изтичането на метала през пролуката. Тук можете да изберете стоманени, медни, графитни и други облицовки. Ширината на хастара е 40-50 мм.
- Преди заваряване на електрода краищата трябва да се нагреят до 300-400C.
- Нарязването на електродите, които се използват за заваряване на медни сплави, трябва да се подготви от мед или бронз с легиращи добавки (силиций, манган и др.).
Ръчно аргонно-дъгово заваряване
Заваряването на мед с аргон е друга възможност за свързване на медни детайли. За тази цел се използва постоянна струя с директна полярност, волфрамов нетопим и адитивен материал от мед, бронз или медно-никелова сплав на марката MNZHKT.
Преди започване на кочана краищата на клечката се загряват до 800С. Заваряването се извършва отдясно наляво, пълнежният прът е пред облицовката. Дъгата е къса.
Заваряване с въглеродни и графитни електроди
Това разнообразие от заварени медни сплави рядко остава в застой. Товарните електроди се викоризират при свързване на детайли с дебелина до 15 мм, графитните са по-големи от тази стойност. Режим на варене:
- Strum е стабилен.
- Полярността е права.
- Не потапяйте ножицата за кацане във ваната за варене. Изправете се 5-6 мм.
- Процесът се извършва в сух флюс. Нанесете го върху допълнителната прическа, която първо се нанася на тънък слой.
- Разстоянието е 0,5 мм.
- Облицовката е азбестова или графитна.
- Гответе мед с дебелина до 5 mm без допълнително нагряване.
- Варенето трябва да се извърши наведнъж.
Заваряване на мед и алуминий
Два метала могат да бъдат сготвени по два начина: контактни животнии връзки със замъци. В първата фаза е необходимо да се гарантира, че алуминиевият материал има ниска точка на топене, по-ниска от медта. Следователно при натискане на алуминиевия детайл е необходимо по-голямо налягане за коригиране на топенето.
При варене се препоръчва зоната за варене да се обдухва с азот. Не можете да се върнете тук, веднага ще създадете стопилка от оксид. Ако се варят медни и алуминиеви тръби, те трябва да се поставят на ножица, разположени в една точка.
Заключваща връзка - когато върху плочата зад алуминия се постави плоска част от средата. В този случай медната заготовка е заварена около периметъра. В този случай ширината на шева зависи от дебелината на медната облицовка. Процесът се извършва с помощта на графитни вложки, които ще образуват фугата.
Заваряване между мед и стомана
Трудно е да се готви мед върху стомана, но е възможно. За тази цел се използват всички същите методи при заваряване на две стоманени заготовки. Единственото нещо, което трябва да се вземе предвид, е точката на топене на металите. Следователно, когато се формоват ръбове, е необходимо да се направи стоманеният ръб по-дълъг (3,5 пъти) и по-тънък, така че по време на заваряване тънък металшвидшето започна да се топи.
Ако заваръчният материал се вибрира от въглеродни електроди, процесът се извършва в постоянен поток с директна полярност. Дължината на дъгата е 14-20 мм, напрежението е 40-55 волта, а мощността на дъгата е 300-550 ампера. Заваряването се извършва в сух флюс, което е точно същото като при заваряване на медни сплави. Самият поток цвърчи в пролуката между детайлите.
Понякога ситуациите стават по-сложни, когато е необходимо да се заварява меден щифт към стоманена част. За да се постигне това, е необходимо да се стабилизира обратната полярност, самият процес се извършва под поток без предварително загряване на краищата. Стоманените шпилки са слабо заварени към медните части, така че върху шпилката се притиска меден пръстен, който след това се заварява към медния детайл.
Това са методите за заваряване на медни сплави и заготовки, които днес се използват в промишлеността и домашните занаяти. Важно е да гледате видеоклипа, публикуван от тази страна на сайта.




