Волфрамът в 0.5 с формата на електрод е какъв ток. Маркиране на волфрамови електроди
Сред нетопящите се електроди често съществуват уникални модели, които са предназначени за тези функции, за които не са способни други видове. Волфрамови електроди за аргонова дъгова заварка се използват за създаване на електрическа дъга с необходимата мощност, а също и за топене на основните и пълнежните метали, които се използват като заваръчна тел, Като се има предвид факта, че тук защитната среда е газ от аргон, тогава покритието за телта не е необходимо. Тези продукти се характеризират с висока производителност и добра устойчивост на топлина.
Волфрамовите електроди са тънки пръти, изработени от пресовани частици от даден метал. Факт е, че волфрамът е много огнеупорен, благодарение на който тези продукти са произведени от него. За електродите се използва не твърд метал, а пресовани фини частици, които са подложени на силна топлинна обработка. По вид и свойства те не се различават много от леките метали. Продуктите могат да се произвеждат със специални покрития, които допринасят за стабилизиране на дъгата, деоксидация на метала, образуване на газ или шлака, сплавяне на метала и т.н., или без него. Нетопим волфрамов електрод се произвежда съгласно ГОСТ 23949-80.
Заваряването с волфрамов електрод в аргон е много по-добро от другите разновидности на този процес. Няма излишни валежи от мазилки. Самият инструмент е универсален и не дава никакви негативни усложнения. За домашна употреба този метод може да изглежда малко скъп, но в производството и при работа с критични структури става незаменим.
Видове волфрамови електроди
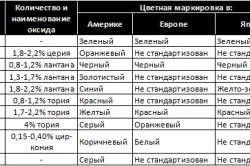
модел волфрамови електроди се различават по цвят:
- Green (WP) - в този модел, най-високото съдържание на чист метал, тъй като делът на примесите е само 0,5%. Когато се използва AC, те осигуряват отлична стабилност на дъгата. Балансът може да бъде подобрен чрез използване на високочестотен стабилизационен осцилатор. Най-доброто от всички свойства се проявяват в синусоидален променлив ток. Волфрамовите електроди се използват за заваряване на алуминий, както и на неговите сплави и магнезий. Поради ограниченото топлинно натоварване, в тези разновидности краят на инструмента е направен във формата на топка.

- Белият (WZ8) - циркониев оксид допълнително присъства в този модел. В никакъв случай не трябва да има замърсяване в заваръчната вана. Използвайте за предпочитане с променлив ток. Този тип осигурява повишена стабилност на дъгата. Текущото натоварване е по-високо, ако торийните, лантановите и цериевите електроди могат да издържат. Заточване на волфрамови електроди тук е направено под формата на сфера. Използва се за заваряване на никел, магнезий, бронз, алуминий, както и на сплави на тези метали.

- Червен (WT20) - ториевият оксид присъства в този модел. Червените са едни от най-често срещаните, тъй като те най-добре могат да се проявят при заваряване постоянен ток, значително по-добър от модела без добавки. Самият торий принадлежи към ниско радиоактивни метали, така че те дават отрицателен депозит не само върху околната среда, но и върху здравето на капитана. Изхвърлянията от интермитентна употреба не поставят здравето на голям риск, но продължителната употреба може да доведе до усложнения. Волфрамовият електрод за торий перфектно се проявява като постоянен и променлив ток. Той може да променя ъгъла на заточване на върха, тъй като дори при висок ток те не се топят на тънките си места. Стандартното заточване се извършва под формата на платформа с издатини. Може да се използва за заваряване на креда, никел, титан, тантал, молибден и силициев бронз.

- Тъмно син (WY20) е итрирал модел, който има повишена устойчивост на високи температури. Приложете ги при постоянен ток с директна полярност. Служи като инструмент за заваряване на особено важни конструкции. Тук оксидната добавка е около 2%. Благодарение на изсушаването, стабилността на катодното петно се увеличава, следователно, дори когато токът варира в широк диапазон, дъгата остава стабилна. Използват се волфрам, нисколегирани и въглеродни метали.

- Сив (WC20) - около 2% цериев оксид присъства в този модел. Церий е много често срещан нерадиоактивен метал с редкоземни елементи. Той има положителен ефект върху излъчването на електрода. Поради това първоначалното пускане става по-лесно и обхватът на работа над тока става по-широк. Това са универсални инструменти, които могат да се използват с всякакъв вид електричество. Висока стабилност на дъгата се забелязва и при нисък ток. Използват се за тръбопроводи и тънки метални листове. При високи температури церият се концентрира във върха, което е недостатък. Използват се за работа с опиум, тантал, молибден, бронз, силициев бронз.

- Злато и синьо (WL15 и WL20) - и двете марки съдържат лантанов оксид. Това дава добра производителност за първоначалното пускане на дъгата. С тях е много по-малка вероятността да изгори метал. Дъгата остава стабилна по време на цялата операция. Разликата в знаците е, че в златото има 1,5% от добавките, а в синьото - 2%. Колкото повече лантанов оксид има в състава, толкова по-голям е работният диапазон на тока. Тук тя е 1,5 пъти повече, отколкото в други марки. Това се отразява на износването на повърхността на върха, което се счита за едно от най-тънките в индустрията. С него се заварява стомана с високо легиращо, медно, алуминиево и бронзово покритие.
![]()
Легенда и маркиране
Маркирането на волфрамови електроди е съвсем просто, тъй като съставът им не съдържа много различни елементи, но има само 1 добавка или изобщо няма. Цветовете на волфрамовите електроди просто съответстват на различните добавки. Ако погледнете обозначението, WL15 например ще бъде типично тук, което може да се тълкува като:
- W - волфрамов електрод;
- L е присъствието на лантанов оксид;
- 15 - наличие на добавка (в случая лантанов оксид) 1,5%.
Така втората буква показва добавката, а числата - съдържанието им в стотни от процента.
Избор на волфрамов електрод
Изборът се прави относно условията на употреба. Ако заваряването се извършва на променлив ток, по-добре е да се избере чист волфрам. Циркониевите добавки увеличават стабилността на дъгата и максималната температура на използване. Ториевият оксид в състава подобрява устойчивостта на температура, така че тези електроди могат да получат всякаква форма. Инструментите, изработени от иттриран волфрам, осигуряват по-добра стабилизация на дъгата. Церий в състава осигурява гъвкавост във всички режими.
"Важно е! Независимо от избрания модел, трябва да обърнете специално внимание на безопасността, тъй като работата се извършва при високи текущи стойности."
Основни режими и нюанси на приложение
Основната характеристика на използването на тези инструменти е изборът на правилен токов режим, по отношение на неговия вид и полярност, тъй като характеристиките на електродите във всеки случай изглеждат по различен начин.
производители
Поради търсенето си такива електроди се произвеждат по целия свят. На пазара могат да се намерят следните марки:
- Tungstone (Полша);
- Abicor Binzel (Германия);
- Jasic (Китай).
Единственият правилен избор за TIG заваряване са волфрамови електроди & ndash. само те могат да издържат на екстремни температури по време на заваряване на метал. В допълнение към това задължително свойство, волфрамът има добра термоионна емисия и устойчивост на ерозия.
Заваряване с инертен газ електродите се използват за постоянен ток (TIG-DC) за стомани, и за променливо (TIG-AC) за части, изработени от алуминий (Al) и магнезий (Mg).
В случай на постоянен ток, електродите трябва първо да бъдат подготвени за работа. заточване. В зависимост от изискванията за заваряване, допустимият ъгъл на заточване от 20 °. до 90 °, и най-добра стабилност на дъгата се наблюдава при ъгли от 30 ° до 60 °. (Фиг.1). В зависимост от този ъгъл, ширината варира заварен шев и капацитета на топене на електрода.
Когато се заварява в режим TIG-AC, работният край на самия електрод има сферична форма, поради което е достатъчно да се смила малко или просто да се запази първоначалната форма (фиг.2). 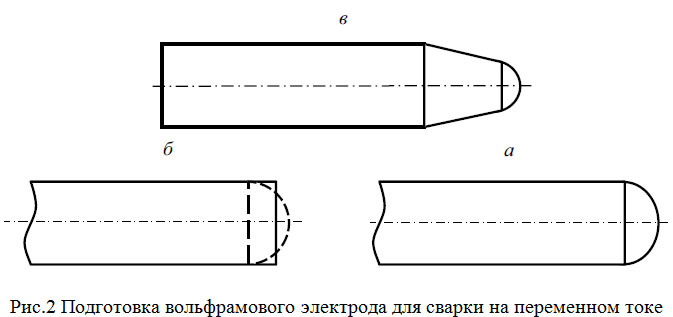
Успешна практика е добавянето на примеси към волфрамовия електрод за увеличаване на неговите заваръчни характеристики.
От вида на внесените примеси се различават следните волфрамови електроди:
Маркиране: WP
Цветен код: зелен
Легирана добавка: не
Електрод без примеси. Той има добро представяне. заваряване дъга в режим TIG-AC. С него обикновено се варят алуминиеви и магнезиеви части.
Маркиране: WT-20
Цветен код: червен
Допант: торий (~ 2%)
Най-популярният тип волфрамов електрод. Някои дори го смятат за универсална и буквално използват за всякакви задачи. Професионалистите имат малко по-различно мнение & ndash. Добавянето на торий е подобрило способността на термоионната емисия и го направи лидер по отношение на огнеупорни електроди, но би било по-добре да се използва за работа с неръждаема стомана, титан и никелови сплави в режим TIG-DC.
Внимание! Поради радиоактивния характер на тория, използването на електроди WT-20 може да причини сериозни заболявания. Ето защо работата с тях трябва да се извършва в най-строго съответствие с всички изисквания за безопасност и в помещения с добра вентилация.
Маркиране: WC-20
Цветен код: сив
Легираща добавка: цериев оксид (~ 2%)
Този електрод има по-висока производителност на заваряване в сравнение с WP и се счита за най-добрата "чиста" алтернатива на тория. Той осигурява добра стабилност на дъгата при ниски токове, така че той намери широко приложение в заваряване на тънък лист в режим TIG-DC.
Маркиране: WL-15
Цветен код: златен
Легираща добавка: лантанов оксид (~ 1.5%)
Друга възможна замяна на WT-20 електрод. Той има добра производителност при заваряване на всякакъв ток и е най-добрият вариант за работа с алуминий.
Волфрамовите електроди са широко разпространена концепция сред заварчиците и други специалисти, занимаващи се с металообработване. Те са малки пръчки, предназначени за подаване на ток към заварени изделия. Разбира се, като всеки обект, те имат свои собствени разновидности и видове. За удобство и символ приложена маркировка, която директно показва технически характеристики използван заваръчен материал.

Волфрамови електроди са необходими за прехвърляне на ток към заваръчните продукти.
Видове волфрамови електроди и тяхното предназначение
Волфрамът е метал, който е почти невъзможно да се срещне чиста форма, Често се използва в процеса на аргоно-дъгова заварка, тъй като този метал е доста огнеупорен, така че е в състояние да запази собствената си сила дори при дългосрочно заваряване. Метален волфрам икономичен. При заваряване неговото количество е незначително.
Най-големият доставчик на метал е Китай. На тяхна територия се наблюдават огромни запаси от волфрам. Във връзка с този факт, закупуване в магазина волфрамови електроди, обърнете внимание на производителя. Ако намерите европейска държава, можете да сте сигурни, че ще плащате пари, когато купувате. Европейските страни произвеждат електроди едва след придобиването на метал в Китай.
Заваръчният материал е разделен на три типа, които включват:
- Електроди за променлив ток. Основните материали, които са заварени при излагане на ток са магнезий, алуминий и техните разновидности, сплави. Представената версия е широко използвана в случаите, когато е необходимо да се осигури заваряване срещу проникване на замърсители.
- DC електроди. Тук към волфрамовия електрод се добавят метали като итрий или торий. В случая с последния трябва да се знае радиоактивността, която може значително да навреди на хората на закрито, Следователно, ториевите електроди се използват за заваряване на открити площи или в складове, където има надеждна вентилация. Тези продукти се използват за заваряване на следните метали:
- мед;
- титан;
- никел;
- тантал;
- бронз;
- стомана, която не е подложена на ръжда по време на работа;
- въглеродни сплави.
Тук трябва да се отбележат мерките за безопасност при заваряване.
Важно е! Тъй като някои сплави и метал могат да отделят токсични вещества по време на процеса на горене, заварчикът трябва да носи защитни боеприпаси, където дихателните органи и очите ще бъдат затворени.
Също така е необходимо да се използва защитен газ аргон.
Универсални електроди. Универсалните волфрамови електроди се използват, когато е необходимо да се заваряват продукти от мед, алуминий, бронз, тантал, никел, титан и практически всички видове стомана. Тези електроди работят добре на променливи и постоянни токове, което донякъде опростява задачата. Честа употреба може да се наблюдава при заваряване на тръбопроводите, тъй като те могат да се използват за свързване на тънки метални листове и правят невидимата заварка.
Използването на специфичен вид заваряване изисква правилния избор при покупка. Следователно, за да се извърши заваряване, е необходимо да има основни познания за поведението и свойствата на заварения метал. често професионални заварчици имат подходяща специализация и образование.
Обратно към съдържанието
Маркиране на волфрамови електроди
Важно е! Маркировката на волфрамови електроди е необходима за специалистите, тъй като тя съдържа целия списък с характеристики и метали, използвани както при производството на електрода, така и при заваряване.
Установената и приета маркировка за удобство се различава по предназначение и цвят.
На волфрамовите електроди се прилага следната маркировка:
- WP (зелен) - тук електродът се състои почти изцяло от волфрам. Съдържанието му е 99.5%. Използва се за заваряване на магнезий и алуминий. Едно възможно използване на електрода на предвидената маркировка е синусоидално токово заваряване. За защита се използват два вида газ: аргон и хелий.
- WC-20 (сив) - 2% цериев оксид. Те принадлежат към универсални електроди, тъй като се използват при заваряване с променлив ток и използване на положителна полярност. Участва в свързването на тръбопроводи в не-въртящи се съединения.
- WL-15, WL-20 (син) - тук има добавка на лантан, която позволява да се постигне стабилна дъга и повторно запалване, което прави електродът на тази марка често използван в промишлеността. В допълнение, използването на лантан в електрода може да увеличи работния ток и да намали износването наполовина. Шевовете, произведени от представения вид електрод, са трайни и по-малко замърсени. За да работи електродът, е необходимо да се даде сферичен край.
- WT-20 (червен) - Торият е включен тук. Както вече беше описано по-горе, неговият прах по време на работа е малко опасен за човешкото здраве. Въпреки това, представената маркировка понякога се използва по-често от електродите, които са почти изцяло съставени от волфрам. Тази функция се обяснява с отличните свойства на тория, който е в състояние да комбинира най-претенциозните метали за секунди. По време на работа се препоръчва да се използва постоянен ток, тъй като при синусоидално използване на тока получената дъга може да скочи над заварената повърхност. Такива проблеми не могат да бъдат толерирани.
- WZ-8 (бял) - има по-малко от процент циркониев оксид. По време на работа е необходимо внимателно да се следи чистотата. Препоръчително е да се използва променлив ток. Преди употреба сферичният край трябва да бъде прикрепен към електрода. Най-добре се използва за заваряване на алуминий.
- WY-20 (тъмно синьо) - волфрамови електроди с тънко покритие от итрий. Те се считат за най-стабилните електроди, така че често се използват за заваряване на важни и важни конструкции.
При избора на електроди е необходимо да се вземе решение за метода на заваряване и свойствата на заваръчния метал, тъй като за свързването на един проект може да се наложи няколко вида и маркировка на волфрамови електроди.
Обратно към съдържанието
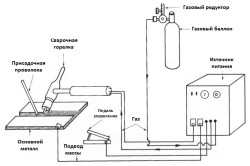
Аргонова дъгова заварка: нейните характеристики и технология
Аргонова дъгова заварка е съединение на метали под защита на аргон. Представеният процес се осъществява по два начина, всеки от които трябва да бъде разгледан подробно.
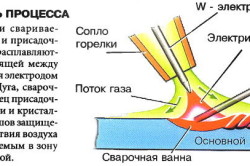
Ръчно заваряване с волфрамов електрод под аргонова защита. Този метод включва няколко стъпки:
- Аргон и необходимия ток се подават към горелката. Втората фаза на тока води до повърхността, където ще бъде заваряване. Между електрода, прикрепен към горелката и повърхността, възниква дъга. В него се подава проводник за добавка.
- След това трябва да запалите дъгата. За тази цел е по-добре да се използва въглеродна плоча, за да не се развалят заварените повърхности, тъй като подобен пропуск може да доведе до замърсяване на шва.
- След това дъгата се възбужда. Тук често се използва осцилатор.
- Следваме движението на електрода, тъй като неговата траектория трябва да бъде поставена точно по протежение на шева, във всеки друг случай работата трябва да бъде спряна, тъй като тази неприятност може да сигнализира началото на топенето на електрода.
Тук е позволено използването на променлив ток, защото по време на заваръчните работи ще се образува постоянен компонент.
Автоматично заваряване с волфрамов електрод. Този метод често се използва за заваряване на тръбопроводи в не-въртящи се съединения.
Автоматичното заваряване се извършва от специални единици с различен дизайн, които самостоятелно извършват целия процес на заваряване.
Тук между металната повърхност и края на телта, която е електрод, възниква дъга на заваряване.
Често представените устройства не могат да се прилагат в някои области. По-специално, това се дължи на невъзможността да се направи кратък шев.
Волфрамовите електроди за аргонова дъгова заварка съдържат следните маркировки: WP, WZ, WT, WY. Това се дължи на тяхната надеждност и гъвкавост при употреба. Много от представените електроди се използват за заваряване на тънки метални листове. В този случай често се изисква тънко заточване на електрода.
Волфрамовите електроди са нетрайни пръти за аргоно-дъгова заварка. Те се използват и при някои операции по настилка, плазмено рязане метали, пръскане.
1 Описание на сортовете волфрамови пръчки по ГОСТ 23949-80
Описаните заваръчни продукти са изработени от волфрам в чиста форма, както и от волфрам и различни добавки, които могат да активират процеса на заваряване. Държавен стандарт 23949 говори за следните марки волфрамови електроди за аргонова заварка:
- 15 EVT;
- EVI (1, 2 и 3).
Масовата фракция на чист волфрам в тези електроди варира от 99.91 до 99.95%. Различни примеси (в частност, молибден, силиций, желязо, алуминий, калций и никел) в тях не могат да бъдат повече от 0,05 - 0,11%. Допуска се до 0.01% тантал в класовете EVI-2 и EVI-3, 1.5–2% от торийния диоксид в EVT-15, 1.1-1.4% от лантановия оксид в EVL. В продуктите от класове EVI, освен това има от 1,5 до 3,5% итриев оксид.
Волфрамови електроди от всички видове, дължащи се на високата (около 5800 градуса) температура на кипене на волфрам и повишената му (почти 3000 градуса) огнеустойчивост се характеризират с много ниски дебити по време на заваряване.
Един метър от шва е изразходван стотни от един грам материал. И добавянето на цирконий, лантан, церий, торий дава на волфрамовите пръчки наистина уникални работни параметри.

Готовите електроди на повърхността им не трябва да съдържат замърсяване и никакви включвания, оксиди, разслояване, следи от смазващи технологични материали, пукнатини и дупки. В процеса на приемане на заваръчни пръти, повърхността им се проверява визуално. В някои случаи е позволено използването на измервателни устройства и специални оптични инструменти.
2 Международна цветна маркировка на волфрамови заваръчни пръти
Изборът на определена марка волфрамов електрод е съвсем прост, всички те са посочени по един или друг начин. Например, един от краищата на чисти продукти от волфрам е отбелязан в зелено и е отбелязан в международната практика с буквите "WP". Според световните стандарти такива електроди съдържат от 99,5% волфрам. Те гарантират перфектна стабилност на електрическата дъга при извършване на заваръчна операция на променлив ток.
"Зелените" пръчки са предимно волфрамови електроди за заваряване на алуминий, сплави на основата на магнезий и чист магнезий. Експертите препоръчват използването им при заваряване в атмосфера на хелий или аргон на синусоидален променлив ток. Особеността на такива пръти е, че работният им край е направен във формата на топка. Тази необходимост се дължи на факта, че топлинният товар върху продукта е ограничен.
Сивият цвят е "WC-20". Около 2% от активния редкоземен церий присъства в техния състав. Посочената добавка осигурява:
- увеличаване на допустимите токови стойности за заваряване;
- запалване на релефна дъга;
- подобрени (и много значими) емисии на заваръчната пръчка.
„Сивите” електроди в професионална среда се считат за най-гъвкави. Те правят възможно свързването на конструкции от почти всички познати днес метални сплави и марки стомани, освен това с директен и променлив ток на пряка полярност. Имайте предвид, че церий е нерадиоактивен елемент. В допълнение, той се нарежда сред общите метали на групата на редкоземните.
Важен момент - "WC-20" дори и при минимални токови стойности осигурява отлична стабилност на заваръчната дъга. Поради тази причина използването му се препоръчва за заваряване на тънки листове, тръбопроводи за различни цели, както и тръбни изделия с всякакъв диаметър. Но по-добре е да не се избират индекси с висок ток, когато се работи с "WC-20", тъй като при червения край на пръта може да се образува високо съдържание на цериев оксид.
Нисколегирани и, мед и титанови продукти, както и обикновено заварени в постоянен ток с помощта на "червени" пръчки (маркировка - "WT-20"). Тези електроди се допират с ториев диоксид (до два процента) и се използват най-често.

Заслужава да се отбележи, че торийът е радиоактивен метал. Ако електродите "WT-20" не се използват систематично и обемът на извършената работа е незначителен, няма заплахи за здравето на заварчика.При тяхната постоянна употреба е много важно да се осигури ефективна вентилация на зоната на заваряване и да се осигури на заварчика защитни боеприпаси (специална маска, очила и др.).
Пръчки с червени маркировки при повишени стойности заваръчен ток практически не променят конфигурацията си. В зависимост от задачата да се постави пред специалист, изпълняващ заваряване, можете да промените ъгъла на заточване "WT-20". Като цяло изборът на "червения" електрод е напълно оправдан при извършване на заваръчна операция при постоянен ток. В такива случаи той е много по-ефективен от пръчка от чист волфрам.
При заваряване на магнезиеви и алуминиеви части с променлив ток, обикновено се използват "бели" електроди "WZ-8" с циркониев оксид не повече от 0,8%. Такива пръти имат уникална дъга в тяхната стабилност, те абсолютно не замърсяват заваръчната вана. Работният им край е изработен в сферична форма. Допустимото токово натоварване на "WZ-8" е малко по-голямо, отколкото при торийни, лантанови и цериеви заваръчни продукти.

Много отговорен титанов дизайн, медни сплавиАнтикорозионните и нисковъглеродните сплави най-често са заварени с пръчки “WY-20”, които са маркирани в тъмно синьо и съдържат итриев диоксид като допинг съединение (около два процента). Тези електроди се характеризират с висока стабилност на катодното петно, поради което дъгата става стабилна при много различни стойности на заваръчния ток. Към днешна дата, "WY-20" е признат за най-устойчивия продукт на редица електроди от неопитен тип.
Има и заваръчни пръти "WL-20" и "WL-15". Първите съдържат лантанов оксид в количество от около 2% (отбелязано в синьо), а вторите съдържат не повече от един и половина процента от посочения оксид и са показани в златист цвят. Те се наричат лантанови електроди.
Тези продукти гарантират ниски нива на замърсяване. заварена връзка и се считат за много трайни. И първоначалното заточване на волфрамовите електроди с лантанов оксид се поддържа дълго време, затова "WL" често се използва за заваряване на "неръждаема стомана" и конвенционални стомани в полярност на постоянен ток.

Лантановите пръчки имат висок потенциал на лагера (почти два пъти по-голям от потенциала на стандартен продукт от чист волфрам), малка склонност към прогаряне и лесно запалване на дъгата. В допълнение, "WL-20" и "WL-15" гарантират минимално износване на работния край на заваръчния прът.
Както можете да видите, има много разновидности на електроди, изработени от волфрам и специални добавки. Това означава, че потребителят може да направи компетентен избор на пръта, който е идеален за свързване на части и конструкции от различни марки и видове стомана.
3 Характеристики за заточване на волфрамови пръчки
За обработка на описаните в изделието заваръчни продукти обикновено се използва специална машина за заточване на волфрамови електроди. Такова устройство има финозърнести дискове. Зърното трябва непременно да има малък размер, тъй като в противен случай, в края на пръта, когато се заточва, ще се образуват жлебове и малки разрохквачи. За да се избегне замърсяване на диска, е забранено използването на машината за обработка на други материали.
При необходимост се използва машина за заточване на волфрамови електроди. Ъгълът на заточване и размерът на затъмняване на заваръчния прът са от голямо значение за нормалното му използване, тъй като те пряко засягат проникващия потенциал на електрическата дъга. С намаляване на размера на затъпяване се наблюдава увеличаване на дълбочината на проникване, както и увеличаване на плътността на тока, налягането на дъгата и концентрацията на топлинния поток.
Геометричните параметри и формата на колоната на дъгата се променят, когато е избран един или друг ъгъл. Стрела на електрическата дъга ще се характеризира с конична форма под ъгъл от 15 до 75 градуса. А в случаите, когато заточването се извършва под голям ъгъл, полюсът ще промени формата си в цилиндрична форма. При използване на AC заточване най-често се прави със заоблен край. в обработката се препоръчва за случаите, когато процесът се извършва при постоянен ток.

Дължината на заточването, като правило, е 0,5–2 секции на заваръчната пръчка, има значително въздействие върху ширината и дълбочината на шва. С увеличаване на дължината на заточване се наблюдава намаляване на ширината на разтопената част. Ако се избере малка дължина, дълбочината на проникване е значително намалена. Тези характеристики трябва винаги да се помнят, когато се използва машина за заточване на волфрамови електроди.
Бих искал също да добавя, че стабилното изгаряне на електрическата дъга след заточване на волфрамови пръчки зависи от:
- притъпяване на върха на електрода;
- драскотини, които се появяват на продукта по време на заточване.
Количеството на затъмняване се избира така, че да съответства на текущия индекс и напречното сечение на заваръчния прът. А рисковете, чиито размери трябва да бъдат минимални, се поставят по оста на продукта. След заточване се препоръчва полиране на пръчката.

- "G-Tech" от реномиран производител ESAB: автомобили от различни модели с диамантени дискове и система за събиране на прах в автоматичен режим, както и обемни резервни резервоари. Добавяме, че устройствата "G-Tech" не се нуждаят от отделна изпускателна система;
- "ESG Plus" от компанията Orbitalum: обработка на електроди от шест популярни секции, възможност за изпълнение на четири различни ъгли и обърнати към върха на заваръчните пръти;
- "EWM TGM 40230": компактна ръчна машина, която осигурява достойно качество на заточване от 0 до 90 градуса.
Заваряване Al, Mg и техните сплави на променлив ток (AC). Заваръчни електроди осигуряват добра стабилност на дъгата при заваряване с променлив ток, балансиран или небалансиран, с непрекъсната високочестотна стабилизация (с осцилатор).
Аргонното заваряване се извършва с неоползотворен волфрамов електрод в среда на инертен газ. Компанията GlobalWeldingCompany предлага да купи на едро от склад в Москва волфрамови електроди за аргоно-дъгова заваряване на достъпни цени. За удобство на нашите клиенти извършваме доставка в цяла Русия от транспортна компания.
Използването на волфрамови електроди
Използвайте волфрам, когато заваръчни работи е предимство, тъй като не се топи при високи температури. Предлагат се специализирани електроди за алуминиеви, титанови, медни и универсални електроди, които можете да поръчате евтино, с доставка в града или в Русия.
Електродите са изработени изцяло от волфрам или с добавка на редкоземни метали, осигуряващи повишена стабилност на образуваната заваръчна дъга. В зависимост от съдържанието на примеси, на продуктите се присвоява определена марка.
- AC (WZ, WP)
- DC (WY, WT)
- Универсален (WL, WC)






