Електроди зварювальні нержавіючі. Характеристика електродів по нержавійці
Під час проведення зварювальних робіт досить актуальною проблемою є забезпечення високоякісного зварного з'єднання. Вирішити цю проблему можна при використанні електродів, які передбачають покриття на основі спеціальної обмазки.
Остання використовується для створення шлаку, що має металеві оксиди, а також з метою забезпечення захисту металу шва на випадок його взаємодії з повітрям під час виконання зварювання. На додаток до цього користь обмазки полягає в усуненні елементів, що вигоряють в дузі.
До того ж завдяки їй шов збагачується новими елементами. Ще одним позитивним якістю обмазки є надання більшої стійкості горіння дуги. Поява шлакового покриву дозволяє металу довше зберігати високу температуру нагрівання, на тлі чого створюються сприятливі умови для виділення з нього газу, що дозволяє отримати більш міцний шов.
різновиди електродів
 Пропоновані сьогодні електроди, призначені для виконання зварки, можуть бути класифіковані на дві групи:
Пропоновані сьогодні електроди, призначені для виконання зварки, можуть бути класифіковані на дві групи:
- плавляться;
- плавляться.
Як матеріал для створення неплавких електродних стрижнів використовують вольфрам, електротехнічний вугілля або синтетичний графіт. Вугільні і графітові стрижні відрізняються перетином, Яке може становити від 4 до 18 мм, а в довжину вони можуть досягати 250 і 700 мм. Відмінною особливістю графітових електродів є підвищений коефіцієнт електропровідності, а також стійкість до окислювальних процесів в умовах високих температур. За цими показниками вони перевершують вугільні стрижні.
Види і застосовність електродів
Всі електроди, що представляють категорію плавящихся, можна розділити на кілька груп:

Як матеріал для них використовують зварювальні дроту. Найбільшого поширення набули сталеві електроди, для створення стрижнів яких використовують електродний дротіву, що має діаметр від 1,6 до 12 мм, і досягає в довжину від 150 до 450 мм.
Металеві електроди з покриттям, призначені для ручного електродугового наплавлення стали, можуть бути представлені у відео наступних груп, для кожної з яких характерна своя маркування:
В - застосовують для роботи з високолегованої сталі, що володіють особливими властивостями;
Л - застосовують для роботи з легованими конструкційними сталями, Що характеризуються тимчасовим опором розриву 600 МПа;
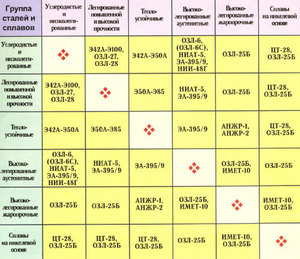 Т - використовують для роботи з легованими теплостійкими сталями;
Т - використовують для роботи з легованими теплостійкими сталями;
У - використовують для роботи з вуглецевими і низьколегованими конструкційними сталями, що відрізняються тимчасовим опором розриву;
Н - з їх допомогою виконується наплавка поверхневих шарів, які мають особливі властивості.
Залежно від типу електроди можна виконуватися в наступних варіантах:
Е-38, Е-42, Е-46, Е-50. Вони служать для роботи з вуглецевими і низьколегованими конструкційними сталями, що характеризуються тимчасовим опором розриву до 500 МПа. Число, яке присутнє в позначенні типу електрода, відповідає мінімальному який гарантується тимчасового опору розриву, який може демонструвати метал шва в кгс / мм 3.
Е-42А, Е-46А, Е-50А. Ці електроди використовують для роботи з вуглецевої і низьколегованої сталлю на випадок, якщо метал зварного шва повинен відрізнятися високими характеристиками пластичності і ударної в'язкості.
Чому так важливо правильно вибрати електроди для зварювання нержавійки?
 Серед представлених матеріалів, використовуваних для зварювальних робіт, досить популярним є нержавіюча сталь. На її основі створюють велику кількість різних агрегатів, споруд, металоконструкцій і різноманітного обладнання.
Серед представлених матеріалів, використовуваних для зварювальних робіт, досить популярним є нержавіюча сталь. На її основі створюють велику кількість різних агрегатів, споруд, металоконструкцій і різноманітного обладнання.
Високий інтерес до подібного металу пов'язаний в першу чергу з його технічними параметрами, Серед яких найбільш актуальними є стійкість до корозії, тривалий термін служби і ін. В той же час вона привертає до себе увагу за рахунок своїх естетичних властивостей. Під час виконання зварювання нержавійки необхідна велика увага приділяється особливостям цього матеріалу: тут важливо пам'ятати про те, що нержавіюча сталь не володіє ідеальними характеристиками зварюваності.
Цю здатність можна описати як схильність сталевих заготовок утворювати між собою міцні з'єднання за допомогою зварювання. Якщо розглядати більш детально свариваемость металу нержавіючого класу, то у нього можна виділити наступні особливості:
 Цей матеріал володіє невеликим коефіцієнтом теплопровідності, за яким він в 2 рази поступається звичайній стали з низьким вмістом вуглецю. Подібна особливість призводить до підвищенню проплавления матеріалу на зварюваної ділянці. Звідси можна зробити висновок, що для уникнення шлюбу бажано виконувати зварювання струмом, мають менші значення. Оптимально вибирати показник, який менше на 15-20% звичайного значення.
Цей матеріал володіє невеликим коефіцієнтом теплопровідності, за яким він в 2 рази поступається звичайній стали з низьким вмістом вуглецю. Подібна особливість призводить до підвищенню проплавления матеріалу на зварюваної ділянці. Звідси можна зробити висновок, що для уникнення шлюбу бажано виконувати зварювання струмом, мають менші значення. Оптимально вибирати показник, який менше на 15-20% звичайного значення.
Якщо доводиться зварювати масивні вироби на основі нержавіючої сталі, то необхідно подбати про наявність досить великого зазору між ними. Нехтування цією порадою може призвести до виникнення мікротріщин. Природно, що конструкція, що має настільки низьку якість зварного з'єднання, не може бути використана за своїм призначенням.
Під час зварювання використовуються стрижні піддаються надмірному нагріванню на ділянці, де виконується з'єднання. Причина цього обумовлена високим показником опору. Про цю особливість необхідно пам'ятати і використовувати електроди, спеціально призначені для зварювання нержавіючих виробів. Підказкою тут може виступати марка стрижнів, за якими можна зрозуміти, які можна застосовувати для подібних робіт, а від яких краще відмовитися.
 У той же час важливо правильно працювати зварювальним апаратом і знати, який температурний режим буде оптимальним для створення того чи іншого з'єднання. Якщо зробити прорахунок з будь-яким з цих параметрів, то це може привести до значного зниження антикорозійного стійкості нержавійки і самого електрода. Мовою фахівців подібне явище має спеціальну назву - межкристаллитная корозія.
У той же час важливо правильно працювати зварювальним апаратом і знати, який температурний режим буде оптимальним для створення того чи іншого з'єднання. Якщо зробити прорахунок з будь-яким з цих параметрів, то це може привести до значного зниження антикорозійного стійкості нержавійки і самого електрода. Мовою фахівців подібне явище має спеціальну назву - межкристаллитная корозія.
Характерною його особливістю є утворення на кордоні шва карбідів заліза і хрому, що сприяють виникненню яких фактором є високі температури обробки. Вони-то і є основною причиною виникнення іржі і тріщин на поверхні виробів з нержавіючої сталі. На поточний момент комплекс засобів, що дозволяють боротися з межкристаллитной корозією, досить обмежений: для цього слід використовувати відповідні стрижні для зварювання, забезпечити швидке охолодження ділянки з'єднання та ін.
Як правильно варити вироби з нержавійки електродом?
 Грунтуючись на вищевикладених моментах, стає ясно, що на отримання якісного з'єднання під час зварювання нержавіючих виробів великий вплив робить рівень підготовки фахівця, який буде виконувати роботи, а також використання відповідних електродів.
Грунтуючись на вищевикладених моментах, стає ясно, що на отримання якісного з'єднання під час зварювання нержавіючих виробів великий вплив робить рівень підготовки фахівця, який буде виконувати роботи, а також використання відповідних електродів.
Разом з тим потрібно розуміти, в чому полягає відмінність між вуглецевою сталлю і нержавіючої. Це в подальшому допоможе уникнути навіть найменших неприємностей при виконанні зварювання заготовок з таких матеріалів.
Технологія виконання зварювання залежить від того, де саме вона проводиться: в домашніх умовах або в цеху підприємства. Скажімо, якщо доводиться мати справу з виробами, досягають в товщину не менше 1,5 мм, То найчастіше вибір зупиняється на зварюванні, що проходить в атмосфері газів з інертними властивостями, які не передбачають використання вольфрамового стержня. Використання подібної технології забезпечує найкращий результат в разі, якщо доводиться з'єднувати:
- корпусу певних пристроїв і агрегатів;
- листи нержавіючої сталі;
- труби, що використовуються для подачі води.
 Подібні роботи можна проводити в напівавтоматичному, повністю автоматичному і ручному режимах. Варто зауважити, що при зварюванні виробів, товщина яких перевищує 3 мм, бажано працювати електродугової зварюванням
, Яка передбачає перенесення електродного металу струменем. Якщо ж доводиться з'єднувати листи товщиною від 1,5 до 3 мм, то зазвичай використовують короткодуговую зварювання.
Подібні роботи можна проводити в напівавтоматичному, повністю автоматичному і ручному режимах. Варто зауважити, що при зварюванні виробів, товщина яких перевищує 3 мм, бажано працювати електродугової зварюванням
, Яка передбачає перенесення електродного металу струменем. Якщо ж доводиться з'єднувати листи товщиною від 1,5 до 3 мм, то зазвичай використовують короткодуговую зварювання.
Якщо виникла задача по зварюванню труб з нержавіючої сталі, за допомогою яких буде здійснюватися подача газів і рідини в умовах певної навантаження, то найкраще використовувати зварювальні стрижні для аргоновой середовища, для чого застосовують інвертор. Особливістю подібного зварювального процесу є використання дроту, що має високий рівень легування, на яку покладається функція присадочного матеріалу. Якщо ж зупинитися на важливих особливостях инверторной зварювання, то її слід проводити на позитивній полярності постійним або змінним струмом.
Вдаватися до використання аргоновой зварювання для з'єднання нержавіючих виробів бажано в тих ситуаціях, коли необхідно забезпечити високу якість шва металу, А також в разі зварювання дуже тонких листів стали. Для з'єднання заготовок, товщина яких становить 2-60 мм, можна застосовувати метод зварювання під флюсом. плазмова зварювання є оптимальним варіантом для будь-яких виробів з нержавіючої сталі.
Під час виконання зварювання нержавійки слід мати на увазі, що використовуються вольфрамові електроди не потрібно піддавати різким коливальним рухам, що є обов'язковим при зварюванні стандартних сталей, що не володіють антикорозійними властивостями. Якщо робити такі рухи під час зварювання нержавіючих сталей, то в більшості випадків це призводить до руйнування захисної області зварювання, а це вже підвищує ризик окислення шва.
Електроди для нержавійки: маркування і особливості
 Настала пора розібратися з тим, які ж електроди слід використовувати для зварювання нержавійки. Спершу підведемо невеликий підсумок про те, яким вимогам вони повинні відповідати:
Настала пора розібратися з тим, які ж електроди слід використовувати для зварювання нержавійки. Спершу підведемо невеликий підсумок про те, яким вимогам вони повинні відповідати:
- високий рівень опору повзучості (термічної);
- низький коефіцієнт температурного розширення;
- високі показники пружності;
- високі характеристики зносостійкості і теплопровідності.
 Подібними характеристиками володіють наступні плавляться електроди з вольфраму, Діаметр яких становить 3-5 мм, призначені для зварювання конструкцій з нержавіючої сталі:
Подібними характеристиками володіють наступні плавляться електроди з вольфраму, Діаметр яких становить 3-5 мм, призначені для зварювання конструкцій з нержавіючої сталі:
- «ЦТ-15»;
- «ОЗЛ-8»;
- «ЗІО-8»;
- «ЕА400 / 10У»;
- «НЖ-13»;
- «АНВ-13»;
- «ЦЛ-51»;
- «ОЛЗ-17У»;
- та ін.
У нашій країні найчастіше вибір зупиняють на зварювальних стрижнях, які пропонує виробник ESAB. В їх рамках можна виділити такі різновиди, які мають своє особливе призначення:
 ОК 61.30. Представляють вироби універсального призначення, які призначені для зварювання хромонікелевих матеріалів, не схильних до корозійних процесів.
ОК 61.30. Представляють вироби універсального призначення, які призначені для зварювання хромонікелевих матеріалів, не схильних до корозійних процесів.
ОК 61.35. За допомогою цих електродів можна зварювати елементи, що входять до складу найбільш відповідальних конструкцій.
ОК 67.45. Ці вироби підходять для з'єднання нержавіючих сталей, що володіють вкрай низьким показником зварюваності.
ОК 63.30. Особливістю цих стрижнів є надзвичайно низький рівень вмісту вуглецю.
висновок
 Сварка деталей з нержавійки передбачає свої особливості в плані з'єднання цих матеріалів. Відмінність полягає в характеристиках, якими володіють ці вироби. Саме з урахуванням їх і необхідно вибирати електроди для зварювання. З огляду на, що електродів на ринку представлено багато, необхідно враховувати маркування, по якій можна дізнатися багато корисної інформації щодо їх використання.
Сварка деталей з нержавійки передбачає свої особливості в плані з'єднання цих матеріалів. Відмінність полягає в характеристиках, якими володіють ці вироби. Саме з урахуванням їх і необхідно вибирати електроди для зварювання. З огляду на, що електродів на ринку представлено багато, необхідно враховувати маркування, по якій можна дізнатися багато корисної інформації щодо їх використання.
Зварювання деталей з нержавіючої сталі - це складний і трудомісткий високотехнологічний процес, який потребуватиме від виконавців відповідної кваліфікації, застосування спеціального обладнання та правильного вибору електродів. У розплавленому стані нержавіюча сталь стає рідкою, немов вода, що істотно ускладнює формування правильного валика шва. Використовувані для подібної зварювання електроди повинні мати склад сплаву, максимально наближений до складу основних металів. Однією з особливостей такої зварювання нержавіючої сталі є неможливість виконання даних робіт в вертикальному і стельовому положенні.

Електроди по нержавіючій сталі
Складність виконання полягає також в тому, що після температурної обробки метал втрачає антикорозійні властивості, а це призводить до появи іржі в сполучному шві. Щоб виключити подібне електроди для нержавійки містять численні легирующие матеріали, які підвищують антикорозійні властивості з'єднання. Якщо ж використовувати дешеві електроди, які не містять у своєму складі легуючих матеріалів, це призводить до погіршення якості виконуваних робіт. Найбільшу популярність при роботі з нержавейкой отримали зварювальні апарати, Які працюють з постійним струмом, тоді як при використанні змінного струму істотно страждає якість з'єднання.

Особливо складно працювати з тонкими елементами з нержавіючої сталі, де потрібно правильно підбирати використовувані електроди і грамотно виконувати всю роботу. В даному випадку існує небезпека пропалювання металевих елементів, що в подальшому буде потрібно складної наплавлення.
Слід сказати, що, незважаючи на складність роботи з нержавіючої сталлю, цей матеріал знайшов широке застосування в промисловості та побуті. Пояснюється подібна поширеність нержавійки її відмінними експлуатаційними характеристиками і міцністю. Зварювальні роботи можуть виконуватися при ремонті трубопроводів, зварюванні металоконструкцій, з'єднанні металоконструкції і при різних ремонтних роботах. Всі вимоги до електродів для нержавіючої сталі обумовлюються в Гості, що дозволяє дещо спростити вибір.
Електроди по нержавіючій сталі маркування
Найбільшою популярністю на ринку користуються електроди від шведської компанії ESAB, представлені в широкому асортименті і відрізняються чудовою якістю виконання.
- ОК61.30. Універсальні стрижні для зварювання нержавійки, які відмінно підходять для сплавів з добавками нікелю і хрому. Отриманий наплавлений сплав відрізняється стійкістю до корозії.
- ОК6135. Ця марка призначена для зварювання деталей з нержавійки, які мають підвищені вимоги до якості матеріалу. Наплавлення виходить особливо міцною, що дозволяє витримувати підвищені навантаження. Можна використовувати такі електроди для з'єднання різних навантажених конструкцій і відповідальних споруд.
- ОК67.45. Цей різновид електродів відрізняється підвищеними властивостями зварювання, тому їх можна порекомендувати для використання в складних умовах роботи.
- ОК63.30. Стрижні цієї марки містять мінімум вуглецю, що дозволяє використовувати їх для низьковуглецевих сталевих нержавіючих сплавів. Забезпечують відмінну міцність з'єднання.
- З вітчизняних різновидів нержавіючої сталі можна виділити наступні:
- ЦТ15. Мають підвищену температурної стійкістю, стійкістю до агресивної хімічної середовищі і дозволяють отримати з'єднання відмінної якості.
- ОЗЛ8. Цей різновид стрижнів відрізняється тривалим терміном експлуатації, що дозволяє зварювати деталі з високою міцністю. З'єднання володіє відмінними показниками антикорозійної стійкості.
- ОЗЛ6. Універсальна різновид, яка відмінно підходить для чистої нержавіючої сталі. Можливо також з'єднання нержавійки з чорним металом.
Хімічний склад стрижнів
Хімічний склад таких електродів включає різні метали, вуглець і водень з фосфором. Необхідно сказати, що вибираючи такий наплавочні матеріал для зварювання, необхідно враховувати хімічний склад самого стрижня і з'єднується металу.

Властивості зварювальні електроди по нержавіючій сталі безпосередньо залежать від їх складу. Відзначимо підвищену міцність, пластичність і температурну стійкість. При цьому більшість таких стрижнів в розплавленому стані має підвищену плинністю, що слід враховувати при виконанні зварювальних робіт.
Якими електродами варити нержавійку?
Необхідно сказати, що від правильності вибору залежить якість з'єднання, його довговічність і відмінні показники антикорозійної стійкості. Будь-яке навіть незначне відхилення в хімічному складі електродів і основного металу призведе до істотного погіршення міцності з'єднання. Саме тому питанням вибору слід приділити максимум уваги.
Одним з найважливіших параметрів є діаметр стержня, який залежить від товщини основного металу. Фахівці рекомендують вибирати діаметр стержня рівний товщині зварюваного металу. У той же час слід пам'ятати, що при зварюванні нержавійки товщиною в 3 міліметри і менше слід дотримуватися максимальної акуратність, так як існує небезпека проварити матеріали навіть при низьких показниках робочого потоку.
Переважно вибирати довгі електроди, які дозволять виконати шов без переривання зварювання, а, отже, таке з'єднання буде максимально міцним і довговічним. У поширених в даний час марок стрижнів довжина може коливатися від 5 до 10 сантиметрів. В окремих випадках для виконання довгих швів можна використовувати спеціальні електроди, розміром в 45 сантиметрів і більше.
Як варити нержавійку електродом?
Однією з особливостей роботи з нержавейкой є висока температура плавлення і підвищена швидкість виконання робіт. Саме тому слід діяти гранично акуратно і в той же час швидко. Для формування правильного валика шва необхідно виробити спеціальну техніку, в іншому випадку можна буде отримати безформну масу з наплавленого металу. Для попередження появи холодних тріщин рекомендується до закінчення обов'язково підігрівати і підтримувати його високу температуру. Для зварювання необхідно використовувати пальники та інвертори з можливістю регулювання температури.

Зварювання металу в будівництві займає особливе місце, оскільки дуже важливо з'єднати сталеві конструкції, особливо якщо мова йде про нержавійці. І тут постає питання про те, якими ж електродами варити нержавійку. Виробники електродів пропонують великий і багатий вибір зварювальних електродів для будівельної промисловості. Найбільш популярними стали електроди, ЦЛ-11, ЦТ-15, ОЗЛ 6 (8).
Ці моделі були розроблені спеціально для зварювання нержавійки електродами, для тих сталей, які працюють при різких перепадах тиску і температури. Всі ці електроди були піддані легування сплавами і металом, за допомогою яких утворюється міцний шов, що не залежить від впливів агресивності робочого середовища, восьми бальних землетрусів, природних катаклізмів (цунамі, смерчі)
Склад зварювальних електродів по нержавійці представлений флоорітно-кальцієвих типом.
Головні вимоги до електродів по нержавіючої сталі полягають в наступному:
По-перше, це утворення стійкого впливу від негативної середовища зварювального шва. У свою чергу зварювальний шов повинен обов'язково відповідати всім характеристикам зварювальних сталей. Електроди для зварювання нержавійки піддаються, як правило, перевірці, в ході якої виявляється відповідність невідповідність хімічного складу. Всі електроди комплектуються і поставляються в спеціально для цього створеній, влагоупорние упаковці. Крім іншого, зварюючи високолеговану сталь, електроди сприяють утворенню рівного шва. Саме тому виробники особливо уважно підходять до питання за цими видами електродів.

Електроди для зварювання нержавіючої сталі були створені безпосередньо в цілях зварювання нержавіючих і стійких з хімічної сторони сталей. Вироби з цих сталей здатні витримувати робоче середовище на рівні найвищих температур. Щоб підвищити характеристики стрижні електродів роблять їх хромонікелевого сплаву. Даний вид матеріалу відрізняється від інших своїм антикорозійним властивістю на стадії освіти початкового шару шва. Крім того, сам шов стійкий в ході утворення тріщин, що є важливим моментом в зварюванні сложносваріваемих сталей.
Як вже було сказано раніше, найбільш затребуваною маркою є електроди сімейства ЦЛ 11.
Призначені для зварювання корозійно стійких хромонікелевих сталей. Йдеться про сталях таких марок, як 08Х18Н12Б, 08Х18Н12Т і іншим, аналогічним їм. У цьому випадку, до зварювального шву пред'явлені досить жорсткі вимоги. Можлива сварка в будь-якому положенні в просторі. Виняток складається лише вертикальне положення у напрямку зверху-вниз з наявністю постійного струму і загальної полярністю. Електроди серії ЦЛ 11 застосовують в зварюванні вузлів машинобудування, енергомашинобудування, в нафтовій промисловості та хімічної промисловості.


Переваги електродів ЦЛ 11
- Стійкий метал шва по відношенню до міжкристалітної корозії
- Високий ступінь ударної в'язкості швів. Навіть в умовах зниженої температури.
- Зниження схильність до Состаріваніє швів.
- Неподатливість до утворення гарячих тріщин
- Низька ступінь розбризкування матеріалу
- Солідність товарного вигляду
Параметри сили струму в ЦЛ 11

У процентному співвідношенні:
Однією з поширених марок електродів по нержавійці також є Avesta. Вони використовуються в гнучкою зварюванні і у всіх положеннях шва.
Положення шва в просторі:
Застосовуючи даний тип електродів по нержавійці, ви забезпечуєте якісну зварюваність і стійку дугу. У вас не виникнуть проблеми, пов'язані з відділенням шлаків. Після відділення шлаку утворюється акуратний шов, що є показником хорошої зварювання. Вони відмінно підходять для таких сталей, як аустенитная нержавіюча сталь, до складу якої може входити молібден або відсутні, а також дуплексная і вуглецева сталь.
Нержавіючі сталі - це легований метал, в основу якого додають хром, що сприяє підвищеній стійкості до корозії. Але такий склад вимагає і особливих технологій при обробці, зокрема зварюванні. Саме для цього виробники випускають спеціальні електроди по нержавіючій сталі.
У цій статті ми розберемо причини застосування спеціальних матеріалів для варіння нержавіючої сталі і якими електродами варити нержавійку. А також рекомендації щодо їх використання в зварювальному процесі.
Особливості зварювання нержавіючих сталей
Головна проблема сталевих виробів - це поява корозії внаслідок окислення. Надалі цей процес призводить до порушення структури і руйнування конструкцій з такого матеріалу.
Нержавійка стала проривом у виробництві. А сьогодні з неї виготовляють різні вироби як побутового плану, так і промислових масштабів.
Основний легуючий елемент - хром, який протистоїть окислювальним процесам. Також до складу входять багато інших антикорозійні добавки, в тому числі титан, молібден, нікель і багато інших. Це зробило нержавійку стійкою до руйнування, але ускладнило її обробку, зокрема, зварювання. У чому виникає проблема? Адже ці метали плавляться, як і інші, під впливом високих температур?
Часто можна побачити неякісні зварні шви на виробах з нержавіючої сталі. У місцях з'єднання з'являються плями іржі, які призводять до подальшого руйнування.
Основні елементи нержавійки: залізо і хром. Коли вони піддаються впливу високої температури (близько 5000 °), то в зварюваної деталі утворюються такі елементи як карбіди. Такі сполуки заліза і хрому досить тугоплавкі, але вони піддаються іржі. До того ж, вони більш крихкі, ніж сама нержавіюча сталь.
Згодом зварений шов починає окислюватися, з'являється корозія і тріщини. Подальше використання деталі призведе до руйнування з'єднання. Саме тому зварювальний процес деталей з нержавійки вимагає використання специфічних технологій.
Технологія зварювання нержавіючої сталі
Для якісного зварного з'єднання частин з нержавіючої сталі були розроблені свої способи. Їх декілька:
- Аргонова зварювання.
- Напівавтоматичне зварювання в аргонової середовищі.
- Сварка з використанням електродів.
Аргонова середовище за зварювальному процесі захищає плавлення від доступу кисню і не дозволяє утворюватися окислам металу. Але такий спосіб більш дорогий через застосування спеціальних витратних матеріалів.
Ще простіше - це инверторная зварювання нержавійки з використанням електродів для нержавіючої сталі.
Як варити нержавійку електродом
Найчастіше роботи з такими сталями роблять при постійному струмі, Використовуючи електроди для зварювання нержавійки.
Для освіти якісного шва не потрібно, щоб він перегрівався, тобто потрібно по мінімуму його проплавлять. Потужність повинна бути приблизно на 20% менше, ніж при роботі з звичайними сталями.
Як варити нержавійку електродами? Технологічно процес схожий на звичайне зварювання металів.
- Підготовка деталей до зварювання (зачистка і очищення).
- Підключення маси до матеріалів.
- Запалювання дуги (якщо є гарячий старт, то краще скористатися ним).
- Освіта зварювальної ванни і ведення шва. При цьому власник розташовують під кутом до поверхні в 30-60 градусів.
- Після закінчення потрібно забезпечити швидке охолодження шва. Це роблять або обдуванням за допомогою повітря, або, якщо нержавейка хромонікелева, використовують воду.
- Потім потрібно видалити шлак.
У процесі ведення шва потрібно контролювати відстань електрода від поверхні (контроль дуги). При занадто близькому розміщенні кінчика електрода шов спливе і не з'єднує деталі, а якщо відстань велика, то метал просто не прогріється і не розплавитися.
Якщо ви новачок, то варто потренувати правильність ведення шва: кут нахилу електрода і його відстань. Зварювання нержавіючої сталі вимагає досвіду.
Яким електродів варити нержавійку? Вони складаються з двох частин: стрижня і обмазки. Для нержавіючих сталей в складі електродів великий відсоток нікелю і хрому - основних легуючих елементів.
Обмазка - рутилового. Вона в своєму складі має більше 50% двоокису метану. Це підвищує лужність розплаву і не дозволяє утворюватися тріщин при варінні.
Саме рутилове покриття дозволяє зварювати нержавіючу сталь при змінному струмі (тобто звичайним інвертором ММА). При цьому утворюється менше бризок, а електрична дуга більш стабільна.
Для зварювання на постійному струмі можна використовувати витратні матеріали, які мають покриття з магнію і карбонатів кальцію.
Вольфрамовим електродом користуються для зварювальних робіт в аргонової середовищі.
електроди ЕСАБ
Шведський концерн ESAB - це найбільший світовий виробник зварювальних матеріалів і устаткування. Пропоновані ними електроди найбільш популярні серед споживачів.
Витратні матеріали від компанії ESAB проводитися для зварювання різних металів, в тому числі і нержавіючої сталі.
Які електроди вибрати від цих виробників.
- OK 46.00 ESAB - ці витратні матеріали вітчизняного виробництва дозволяють проводити зварювання як на змінному, так і на постійному струмі, часто їх називають універсальними або електродами для стали.
- OK 61.30 ESAB - такі застосовні тільки для зварювання нержавіючої сталі (хромонікелевих антикорозійних типів).
- ОК 67.45 - для з'єднання деталей зі сталі з низькими показниками зварювання.
- ОК 63.30 - такі електроди мають в складі стержня низький відсоток вуглецю.
- ОК 67.62, ОК 67.60 - більш універсальні, вони підходять для варіння як нержавійки, так і звичайних сталей.
І ще часто пропонують електроди від шведських виробників з маркуванням OK 68.81 або OK 68.82. Вони використовуються, якщо неможливо встановити марку і склад матеріалу.
Матеріали від ЕСАБ для нержавіючої сталі мають набагато більше видів. Маркування починається від OK 61.20 і до OK 69.63. Різниця між ними в складі обмазки і стрижня, що дозволяє підібрати той електрод, який найбільш підходить для конкретної нержавіючої сталі і різних режимів і технологій.
Щоб отримати якісний при роботі з нержавіючими сталями, можна застосовувати як спеціальне обладнання (аргонову зварювання), так і звичайні інвертори в режимі ММА. Але при цьому обов'язково використання спеціально призначених для цього електродів.
Зварювання нержавіючої сталі характеризується значними особливостями, в тому числі і правильними налаштуваннями в подачі струму.
Якщо ви вирішили навчитися варити нержавіючу сталь, то краще за все звернутися до професіонала з досвідом такої роботи. Ніщо не замінить поради фахівця, який знає всі нюанси і тонкощі.
Для обговорення даного матеріалу рекомендуємо Вам перейти до коментарів. При наявності досвіду, поділіться ним. Яким чином ви проводили зварювальні роботи по нержавійці, що використовували при цьому. Наскільки складно виконати процес зварювання такий стали в побутових умовах. Ваші поради будуть важливі, так як (як було сказано вище) ніщо не замінить накопичений досвід.
Зварювання нержавіючої сталі є одним з найбільш складних моментів, які зустрічаються на практиці у майстрів. Вся проблема полягає в поведінці металу в розплавленому стані, яке помітно відрізняється від інших сортів стали. Він стає в рідкому стані не в'язким, а подібним воді, так що швидко розтікається і з нього складно сформувати нормальний валик шва. Електроди по нержавіючій сталі володіють такими ж властивостями, так як в них міститься той же склад, що і в основному металі. Все це вимагає від зварника не тільки добре підготовленою технічної бази, а й практичних умінь поводження з металом. Саме з цієї причини електроди для зварювання нержавійки практично не застосовуються в стельовому або вертикальному положенні.
Це далеко не єдина проблема, яка виникає під час процесу. Нерідко після температурної обробки шов втрачає свої антикорозійні властивості. Це дуже поширена проблема, тому, електроди для містять додаткову кількість легуючих матеріалів, що відповідають за антикорозійні властивості. Вони повинні компенсувати ту частину, яка випаровується під час зварювання. Це дуже важливий момент вибору, пропуск якого може призвести до браку. Для цієї мети можуть також використовуватися флюси як добавки. Як правило, використовуються зворотної полярності, так як при змінному якість з'єднання буде сильно страждати.

Обмазка хоч і повинна забезпечувати безпеку зварювальної дуги, А також ванни розплавленого металу, але не завжди з цим добре справляється. являє собою особливо складного процесу. Для цього потрібно підбирати тонкі електроди, Що також ускладнює процес проведення зварювання через ризик запису.
Область застосування даних матеріалів досить широка, так що не дивлячись на всі незручності, доводиться шукати рішення проблем шляхом поліпшення властивостей витратних матеріалів. Вони використовуються в ремонтних майстернях, для з'єднання металоконструкцій, в ливарному виробництві, для зварювання металопрокату, створення корпусів виробів і інших речей. зварювальні електроди по нержавійці є невід'ємною частиною ремонту трубопроводів, виконаних з даного металу. Електроди для зварювання нержавіючої сталі створюються по ГОСТ 9466-75.
Види електродів для нержавійки
Досить поширеними є шведські марки від компанії ESAB, які представлені в широкій лінійці різними варіантами з дещо відмінними властивостями.
- ОК61.30 - це універсальні електроди для нержавіючої сталі, які можуть застосовуватися для багатьох сплавів. Особливо добре вони підходять для виробів з добавками у вигляді хрому і нікелю. Наплавлений метал виходить досить стійким до корозії.
- ОК6135 - дана марка призначена для зварювання нержавійки з підвищеними вимогами до якості. Наплавлений метал виходить досить міцним, так що може витримувати сильні навантаження. З його допомогою зварюють відповідальні споруди і конструкції.
- ОК67.45 - ця марка електродів для зварювання нержавіючої сталі володіє підвищеними властивостями зварюваності, так що її рекомендується застосовувати для найскладніших ситуацій, коли умови не зовсім придатні для з'єднання.
- ОК63.30 - в даній марці стрижні мають відносно низьким вмістом вуглецю, тому, підходять для тих металів, в яких вміст даного металу також знаходиться на низькому рівні.

Серед вітчизняних марок також є представники, які часто використовуються в промисловості і приватній сфері:
- ЦТ15 - цей електроди для зварювання нержавіючої сталі 12х18н10т. Вони володіють високою температурною стійкістю і можуть витримати великі перевантаження по даному параметру. Також вони виявляються стійкими до хімічних середовищ.

- ОЗЛ8 - наплавочні матеріали, які мають досить тривалим терміном експлуатації і служать для створення з'єднань високої міцності. Вони зберігають антикорозійні властивості навіть після температурної обробки.

- ОЗЛ6 - універсальна марка, яка може застосовуватися як для зварювання чистої нержавіючої сталі, так і для.

Фізико-хімічний склад
Як правило, такі типи електродів мають досить багатим хімічним складом, який включає в себе безліч хімічних елементів, що служать для створення антикорозійного ефекту, а також інших корисних речей. Природно, що при виборі якими електродами варити нержавійку, слід враховувати, щоб ці елементи забезпечували потрібні для експлуатації властивості. На прикладі однієї з марок видно, що може міститися в високолегованої сталі:
Технічні характеристики
Механічні властивості залежать від того, що саме входить в метал. Фахівці підбирають конкретну марку згідно з тим, якими характеристиками володітиме наплавлений метал. Марки електродів по нержавійки дають досить високі параметри фортеці, пластичності і температурної стійкості. Незважаючи на те, що в кожному разі вони будуть відрізнятися, на прикладі однієї з марок можна зрозуміти загальну картину:
Позначення та маркування
На прикладі марці ОЗЛ 6 можна зрозуміти розшифровку. Це, розроблені компанією «СпецЕлектрод». Вони мають основне покриття і призначені для нержавіючих сталей.
вибір
Підбірка електродів для нержавіючої сталі є дуже відповідальним процесом, так як тут слід враховувати безліч нюансів, щоб домогтися максимально якісного результату. Адже тут навіть при стандартних умовах виникають складності, але якщо зробити неправильний вибір, то все буде ще гірше. При виборі основний упор робиться на склад. В марці повинні міститися такі ж елементи, як і в основному металі. Тоді з'єднання матиме більш високу якість. На багатьох марках є позначення, для яких саме сталей вони призначаються, що полегшує підбір.
Розмір діаметра стрижня також відноситься до важливим параметрам. Чим товщі основний метал, тим товщі повинні бути електроди. Величина їх повинна бути, приблизно, однаковою. Допускається різниця в 0,5-1 мм, але це можливо тільки якщо товщина від 3 мм, так як тонкі аркуші нержавійки потрібно зварювати дуже акуратно і перевищення величини діаметра, а відповідно і зварювального струму, Може привести до утворення дірок в місці з'єднання.
«Важливо! При виборі слід завжди звертати увагу на аналоги, які можуть стати хорошою заміною вітчизняним маркам ».
Електроди також повинні бути досить довгими, щоб вести шов без переривань. У різних марках довжина може варіюватися від 5 до 10 см, так що для створення довгих швів можуть знадобитися вироби довжиною 45 см. Але в більшості випадків шви робляться короткими, так що тут не має великого значення довжина. Не варто забувати про покриття. Його часто підбирають під стрижень, але якщо мають бути нестандартні умови застосування, то саме покриття може вплинути на надійність проведення процесу.
Основні режими і нюанси застосування
Одним з головних нюансів використання є висока швидкість плавлення, яка перевищує показники стандартних сталевих електродів. Це вимагає більш швидких і акуратних рухів. Також тут низька в'язкість розплавленого металу, так що потрібно виробити особливу техніку формування валика шва, інакше вийде безформна маса наплавленого металу. Після закінчення процесу шов потрібно підігрівати, щоб у нього не виникли холодні тріщини. Для цього можна використовувати газовий пальник або інші підігрівають інструменти з регулюванням температури.
Виробники
- СпецЕлектрод;
- ESAB;
- Еком-Плюс;
- Vadis-M;
- Фрунзе-Електрод.




