УОНИ 13 55 для якої зварювання. Електроди для инверторной зварювання: що потрібно знати
Зварювальні електроди «УОНИ-13/55» з основним покриттям широко застосовуються для зварювання відповідальних конструкцій. Зварювані вироби повинні бути виготовлені з низьколегованих і вуглецевих сталей (Наприклад: стали марок 10ХСН2Д, 48КС і ін.), Які експлуатуються при знакозмінних навантаженнях і негативних температурах. Допускається зварювання наступних матеріалів:
- сталей: БСт3, 09Г2, 10Г2С1Д-35, 10ХСНД, МС-1, Ст3с і т. п .;
- поковок з дисперсно-зміцнених і вуглецевих сталей, а також поковок і лиття між собою.
Зварювальні електроди «УОНИ-13/55» забезпечують найкращий захист зварювальної ванни, що особливо важливо при роботі на відкритому просторі. Тому, зварювальні електроди «УОНИ-13/55» широко використовуються будівельниками мостів.
Опис цих зварювальних електродів є в статті, тому сьогодні ми зупинимося тільки на технічних характеристиках.
Технічні характеристики зварювальних електродів «УОНИ-13/55»
Розглянемо основні технічні характеристики зварювальних електродів «УОНИ-13/55»:
- загальна характеристика електродів;
- механічні властивості металу зварювального шва;
- хімічний склад металу зварювального шва;
- просторові положення зварювального шва;
- величина зварювального струму;
- середня кількість електродів в 1 кг.
Загальна характеристика електродів «УОНИ 13/5»
Загальна характеристика електродів включає в себе наступні параметри:
- покриття зварювальних електродів: основне;
- коефіцієнт наплавлення, г / А год: 9,5;
- продуктивність наплавлення електродів (для діаметра 4,0 мм), кг / год: 1,4;
- витрата електродів на 1 кг наплавленого металу, кг: 1,7.
Механічні властивості металу зварювального шва
Зварювальний шов, створений електродами «УОНИ-13/55», має такі механічні характеристики:
- межа текучості, МПа - 420;
- межа міцності, МПа - 540;
- відносне подовження,% - 22;
- ударна в'язкість (KCV), Дж / кв. см:
- при Т = + 20 ° С - 130;
- при Т = -40 ° С - 80;
- при Т = -60 ° С - 50.

Хімічний склад металу зварювального шва
У хімічному складі зварних швів є наступні елементи:
- вуглець (С): ≥ 0,07%;
- кремній (Si): ≥ 0,5%;
- марганець (Mn): ≥ 1,35%;
- фосфор (P): ≥ 0,025;
- сірка (S): ≥ 0,025.
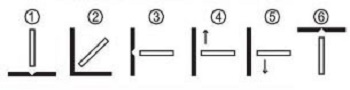
Просторові положення зварювального шва
При зварюванні допускаються наступні просторові положення зварювального шва: 1,2,3,4,6.
Величина зварювального струму електродів «УОНИ-13/55»
При зварюванні, в залежності від діаметра електрода і просторового положення шва, рекомендується встановлювати величини зварювального струму (А), зазначені в таблиці.
| Діаметр, мм / положення швів | Нижня | вертикальне | стельове |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | — |
Середня кількість зварювальних електродів «УОНИ-13/55» в 1кг
Середня кількість електродів в 1 кг в залежності від їх діаметра зазначено в таблиці.
Технологічні особливості зварювання електродами «УОНИ-13/55»
Допускається звичайна дугова зварювання металоконструкцій і стрижнів арматури. Таку зварювання виробляють у всіх просторових положеннях шва постійним струмом (при зворотній полярності) на короткій дузі.
Зварювані кромки повинні бути ретельно очищені від бруду, масла і окалини.
Перед зварюванням обов'язкове прогартовує зварювальних електродів УОНИ 13/55 при температурі Т = 250 ... 300 ° С протягом 1 години.
Де купити електроди різних марок
Вибирайте виробників і продавців зварювальних електродів, перейшовши за посиланням нижче на сторінку нашого каталогу фірм.питання:
Вичитав в літературі, що УОНИ 13 55 - хороші зварювальні електроди, тому вирішив їх купити і спалити, спробувати на практиці, чи правду пишуть? На ділі ж все пішло не так, як малюють в теорії. Поясніть, будь ласка, при зварюванні на зворотній полярності, доводиться додавати ток більш ніж. А УОНИ все-одно залипає, і дуга обривається. Після декількох спроб підпалюєш-таки знову дугу, проходиш десяток-два міліметри і електрод знову гасне. Ніяк не збагну, як працювати цим «дивом», може бути потрібно струм ще додати? Метал шва радує якістю, хороший, шлакового сміття мало. Що я роблю не так?
Читайте на сайті статтю: |
відповідь:
Якщо ви тільки починаєте варити ручного дугового зварювання, то дані електроди не дуже підходять для навчання. Для роботи з УОНИ потрібна певна вправність. Спробуйте спочатку варити МР-3 або АНО-21, як тільки почне виходити ними, тільки тоді переходите на УОНИ 13 55 для відповідальних конструкцій.
Ось кілька нюансів, які можуть вам допомогти:
Деякі виробники можуть випускати просто-напросто неякісні електроди. Потрібно придбати і поварити електродами різних виробників, потім самі зрозумієте, яким віддати перевагу. Навіть в одній упаковці один електрод може варити нормально, а інший - бракований, не кажучи вже про різні упаковках!
Обов'язково перед роботою електроди потрібно просушити або, в крайньому випадку, прожарити (на цю тему)
Справа ще може бути в тому, що вихідний струм вашого інвертора може відрізнятися від того, який показує індикатор або ручка плавного регулювання. Виміряйте зварювальний струм де-факто за допомогою кліщів.
Пробуйте зварювати без відриву, втупившись у покриття і підтримуючи мінімальну дугу.
- Варіть кутом назад, в такому випадку шлак буде лягати на вже заварений ділянку
- В умовах низької напруги електромережі або його просадках дешевий китайський апарат не будуть варити електродами з основним обмазкой. Вирішити проблему можна: а) підключивши в схему дросель;
б) купити професійний сварочник
в) знайти хорошу електромережу.
- Не забувайте так само, що УОНИ 13 55 створювалися для зварювання особоответственних навантажених металоконструкцій, які збирають в цеху. Тому під них обов'язкова ретельна попередня підготовка поверхні сталевих заготовок. Забруднення і корозію, вологу вони не переносять.
- Зварювального струму багато давати не треба. Те що добре для рутилового електрода, для основного застосовувати не можна. Форсування процесу знизить якість шва.
При занадто великому струмі важко контролювати зварювальну ванну, випаровування металу інтенсивне, велика кількість бризок. Збільшуються викривлення в слідстві високої термічного впливу. При зварюванні стелі і проходженні вертикальних швів метал буде витікати з ванни.
Орієнтуйтеся на наступні режими при зварюванні трьохміліметрового електродом в залежності від положення:
а) нижня 80-100А
б) вертикальне 60-80А
в) стельове 70-90А
Для електродів Лосиноостровського заводу ток давати трохи нижче зазначеного вище.
P.S УОНИ 13 55 можна взяти з собою в магазин перед покупкою інвертора для його тестування.
Спалити електрод потрібно не відриваючи дугу повністю, підключивши інвертор цей подовжувач 30м перетином 1,5 кв.мм. Якщо дуга згасне, а електрод НЕ прихопить до металу, значить сварочник якісний.
Побільше паліть основні електроди і з часом все у вас вийде!

питання:
Я людина в зварюванні новий, але допитливий. Ніяк не можу зрозуміти, через що УОНИ не рекомендують варити на прямий полярності? В інтернеті, в інструкціях і відеоуроку йдеться прямо - не варять. Але, ось, недавно натрапив на відео, на якому було наочно показано, що різниці при зварюванні УОНІІ 13/55 на прямий і зворотній полярності немає. Якість швів однакове в першому і другому випадку, як при візуальному огляді не зачищених швів, так і після зачистки болгаркою з «волохатим» кругом. Так що, як то я не вірю всім цим письменникам. А питання, власне, наступний:
Роз'ясніть фізику процесу, будь ласка, як обгрунтування неможливості варити на прямий полярності електродами УОНИ.
відповідь:
Насправді, фраза «Зварювання електродами УОНИ 13/55 проводять на струмі DC зворотної полярності" не придумана любителями що-небудь таке «запостити» на просторах мережі інтернет. Це рекомендація виробників, з якої ви може ознайомитися на відповідних сайтах або, по придбанню, прочитати на упаковці.
Що відбувається з УОНИ де-факто при зварюванні на прямій полярності?
Вихідні умови: електроди прожарити, все як годиться.
Результат: Дуга гасне на перший погляд безпричинно. Загоряється тільки при торканні ще не отверділого шлаку. По-іншому її запалити неможливо.
Електрод залипає, і флюсова покриття плавиться з працею. Дуга гасне від того, що стрижень електрода вигорає всередині не розплавився покриття на пару міліметрів.
Тобто, не вистачає температури для розплавлення обмазки, захист зварювальної ванни відсутня.
При зварюванні на зворотній полярності все по-іншому.
Фізику процесу де-юре вам докладно пояснять, можливо, інженери-технологи, зайняті на електродних виробництвах ... Тут ми викладемо коротко своє бачення процесу з точки зору теорії.
Для того, щоб зрозуміти, що заважає варити електродами УОНИ на прямий полярності, потрібно знати, як впливає.
При дотриманні рекомендованої виробником зворотної полярності на електроді ми отримуємо знак «плюс», на виробі знак «мінус». Але, специфіка фізичних процесів як раз і полягає в тому, що при зварюванні на зворотній полярності на електроді утворюється анодне пляма, а на виробі -катодное. Відповідно, потік електронів направлений від катода до анода і нагрівається більше електрод. Виникає температура, достатня для протікання нормального зварювального процесу. Чого в звичайних умовах не спостерігається при зварюванні на прямій полярності.
Використання універсальних електродів дозволяє обійти цю проблему.
Для дуже відповідальних з'єднань застосовуються електроди УОНІ. Вони підходять для зварювання вуглецевих і низьколегованих сталей, навантажених конструкцій, ємностей під тиском, товстих листових матеріалів, деталей, що піддаються динамічним навантаженням і низьких температур. Шов повинен відповідати підвищеним вимогам по пластичності і в'язкості.
Особливості
Вироби виконуються відповідно до вимог ГОСТ 9466-75 зі сталевих прутків з основним покриттям (в хімічний склад входять різні елементи, наприклад, C, Mn, P, S, Si). Діаметр випускаються електродів УОНИ становить від 2 до 6 мм, а довжина - від 300 до 450 мм. Для них характерний легкий розпал, стабільне горіння дуги і мінімальне розбризкування металу.
Найбільш поширені вироби
- з маркуванням 13/45 - застосовуються для роботи зі сталлю литтям і поковками, шви мають прийнятну ударну в'язкість і пластичність, в складі є нікель і молібден,
- з маркуванням 13/55 - служать для таврових і стикових швів, роботи з високовуглецевими і низьколегованими сталями, До складу покриття входять марганець, кремній, вуглець, сірка, для них характерна висока швидкість формування шва і його стійкість до утворення тріщин при кристалізації.
застосування
Електроди використовуються для ручної дугового зварювання на постійному струмі зворотної полярності. Можлива робота в усіх просторових положеннях, крім ведення зверху вниз. Для отримання якісного шва необхідно зачистити поверхню металу. Сварка здійснюється на короткій дузі. Отриманий шов легко очищається від шлаків.
У нашому інтернет-магазині ви можете замовити електроди УОНІ фасуванням від 1 до 6 кг. У картках товарів містяться технічні характеристики, ціна і докладні описи виробів для більш легкого вибору.