Вольфрамовий v 0.5 подібний електрод який струм. Маркування вольфрамових електродів
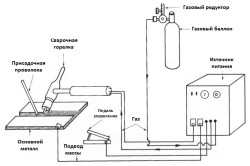
Серед неплавких електродів часто зустрічаються унікальні моделі, які призначені для тих функцій, на які не здатні інші різновиди. Вольфрамові електроди для аргонодугового зварювання використовуються для того, щоб створювати електричну дугу потрібної потужності а також плавити основний і присадний метал, в якості якого застосовується зварювальний дріт. З урахуванням того, що тут захисної середовищем виступає газ аргон, то покриття для дроту і не потрібно. Дані вироби відрізняються високими експлуатаційними характеристиками і хорошою термостійкістю.
Вольфрамові електроди для представляють собою тонкі стрижні, які зроблені з пресованих частинок даного металу. Справа в тому, що вольфрам є дуже тугоплавким, завдяки чому саме з нього і робляться дані вироби. Для електродів використовується не цілісний метал, а пресовані дрібні частинки, які піддаються сильній температурній обробці. За зовнішнім виглядом і властивостями вони мало чим відрізняються від литих металів. Вироби можуть випускатися як зі спеціальними покриттями, які сприяють стабілізації дуги, раскислению металу, газо- або Шлакообразованіе, легування металу і так далі, або без нього. Чи не плавиться вольфрамовий електрод здійснюється згідно з ГОСТ 23949-80.
Зварювання вольфрамовим електродом в середовищі аргону набагато якісніша, ніж інші різновиди даного процесу. Тут немає зайвих опадів від обмазки. Сам інструмент є універсальним і не дає будь-яких негативних ускладнень. Для домашнього використання такий метод може здатися дещо дорогим, але в виробництві і при роботі з відповідальними конструкціями він стає незамінним.
Види вольфрамових електродів
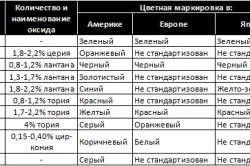
моделі вольфрамових електродів розрізняються за кольорами:
- Зелені (WP) - в даній моделі найвищий вміст чистого металу, так як частка домішок становить всього 0,5%. При використанні змінного струму вони дають відмінну стабільність горіння дуги. Баланс може бути поліпшений за допомогою високочастотної стабілізації осциллятором. Найкраще властивості проявляють себе при синусоидальном змінному струмі. Використовуються вольфрамові електроди для зварювання алюмінію, а також його сплавів, і магнію. Унаслідок обмеженою теплового навантаження, в даних різновидах кінець інструменту виконаний у вигляді кульки.

- Білі (WZ8) - в даній моделі додатково присутній оксид цирконію. Тут ні в якому разі не повинно бути присутнім будь-яке забруднення в зварювальної ванні. Використання переважно на змінному струмі. Цей різновид забезпечує підвищену стабільність дуги. Струмовий навантаження є більш високою, яку можуть витримати торієві, лантановую і церієву електроди. Заточка вольфрамових електродів тут виконана у вигляді сфери. Використовується для зварювання нікелю, магнію, бронзи, алюмінію, а також сплавів цих металів.

- Червоні (WT20) - в даній моделі присутня оксид торію. Червоні є одними з найпоширеніших, так як змогли краще всіх проявити себе під час зварювання на постійному струмі, Істотно перевершуючи моделі без добавок. Сам торій відноситься до радіоактивних металів низького рівня, тому вони дають негативний осад не тільки на навколишнє середовище, але і на здоров'я майстра. Виділення при періодичному використанні не піддають здоров'я великому ризику, але постійне використання може дати ускладнення. Вольфрамовий електрод для з торієм відмінно проявляється себе як на постійному, так і на змінному струмі. У нього можна змінювати кут заточування наконечника, так як навіть при високій силі струму вони не плавляться в своїх тонких місцях. Стандартна заточка робиться у вигляді площадки з виступами. Можуть підходити для зварювання мілині, нікелю, титану, танталу, молібдену і кремнієвої бронзи.

- Темно-сині (WY20) - це ітрировані модель, яка володіє підвищеною стійкістю до дії високих температур. Застосовують їх при постійному струмі з прямою полярністю. Служить інструмент для зварювання особливо відповідальних конструкцій. Оксидна добавка тут становить близько 2%. Завдяки іттрірованію підвищується стабільність катодного плями, тому, навіть при зміні струму в широкому діапазоні дуга залишається стабільною. Використовуються вольфрамові, низьколегованих і вуглецевих металів.

- Сірі (WC20) - в даній моделі присутні близько 2% оксиду церію. Церію є досить поширеним рідкоземельних нерадіоактивним металом. Він позитивно впливає на емісію електрода. Завдяки цьому початковий запуск стає легше, а діапазон роботи по току ширшає. Це універсальні інструменти, які можуть застосовуватися при будь-якому роді електрики. Тут помітна висока стабільність дуги навіть при невеликому струмі. Вони використовуються для трубопроводів і тонких листів металу. При високих температурах церій концентрується в наконечнику, що стає недоліком. Їх застосовують для роботи з необ, танталом, молібденом, бронзою, кремнієвої бронзи.

- Золотисті і сині (WL15 і WL20) - обидві марки містять в собі оксид лантану. Це дає хороші показники для початкового запуску дуги. З ними набагато нижча ймовірність зробити пропал металу. Дуга залишається стійкою протягом усього часу експлуатації. Відмінності в марках полягає в тому, що в золотистих є 1,5% добавок, а в синіх - 2%. Чим більше оксиду лантану в складі, тим вище діапазон робочого струму. Тут він в 1,5 рази більше, ніж в інших марках. Це впливає на знос поверхні наконечника, який вважається одним з найбільш тонких в цій галузі. З його допомогою зварюють стали високого легування, мідь, алюміній і бронзу.
![]()
Позначення та маркування
Маркування вольфрамових електродів є досить простий, так як їх склад не містить в собі масу різноманітних елементів, а є всього 1 добавка, або ж її немає зовсім. Кольори вольфрамових електродів якраз відповідають різним добавкам. Якщо дивитися на позначення, то типовим тут буде, наприклад, WL15, що розшифрує як:
- W - електрод вольфрамовий;
- L - наявність оксиду лантану;
- 15 - наявність добавки (в даному випадку оксиду лантану) 1,5%.
Таким чином, друга буква позначає добавку, а цифри, зміст її в сотих частках відсотка.
Вибір вольфрамового електрода
Вибір проводиться щодо умов застосування. Якщо зварювання проходить на змінному струмі, то краще вибирати чисто вольфрамові. Цирконієві добавки збільшують стабільність горіння дуги і максимальну температуру використання. Оксид торію в складі покращує опір температурі, так що таким електродів можна надавати будь-яку форму. Інструменти з ітрировані вольфраму дають кращу стабілізацію дуги. Церій в складі забезпечує універсальність застосування при будь-яких режимах.
«Важливо! Незалежно від обраної моделі потрібно особливо ретельно звертати увагу на техніку безпеки, так як робота проводиться при високих значеннях струму.»
Основні режими і нюанси застосування
Основною особливістю використання даних інструментів є підбір правильного режиму струму, щодо його роду і полярності, так як характеристики електродів в кожному випадку проявляються по-різному.
Виробники
Завдяки своїй затребуваності такі електроди виготовляються в усьому світі. На ринку можна зустріти такі марки:
- Tungstone (Польща);
- Abicor Binzel (Німеччина);
- Jasic (Китай).
Єдино вірним вибором для зварювання TIG є електроди з вольфраму & ndash. тільки вони здатні витримувати граничні температури при зварюванні металу. Крім цього обов'язкового властивості, вольфрам володіє хорошими показниками термоелектронної емісії і стійкості до ерозії.
Зварювання з застосуванням інертного газу і неплавких електродів використовують на постійному струмі (TIG-DC) для сталей, а на змінному (TIG-AС) для деталей з алюмінію (Al) і магнію (Mg).
У випадку з постійним струмом, електроди попередньо повинні пройти підготовку до роботи & ndash. заточку. Залежно від вимог зварювання, допустимий кут заточки від 20 & deg. до 90 & deg., а найкраща стабільність дуги спостерігається при кутах 30 & deg.-60 & deg. (Рис.1). Залежно від цього кута, змінюється ширина зварювального шва і проплавляющей здатність електрода.
При роботі зварювання в режимі TIG-AC робочий кінець електрода самостійно приймає сферичну форму, тому його досить лише трохи обточити, або просто зберегти первісну форму (Рис.2). 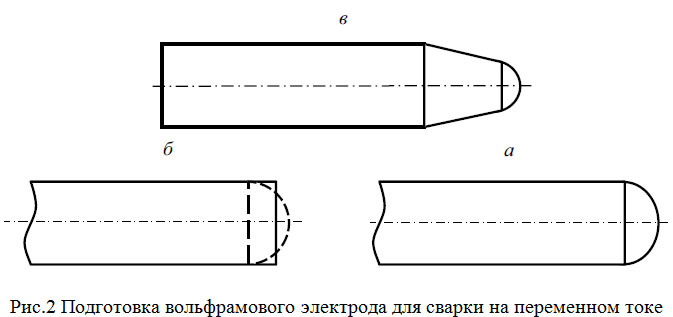
Успішною практикою стало додавання в вольфрамовий електрод домішок, для підвищення його зварювальних характеристик.
По виду внесеної домішки, розрізняють наступні вольфрамові електроди:
Маркування: WP
Кольоровий код: зелений
Легіруюча добавка: немає
Електрод без домішок. Має хороші показники зварювальної дуги в режимі TIG-AC. З його допомогою зазвичай варять алюмінієві і магнієві деталі.
Маркування: WT-20
Кольоровий код: червоний
Легіруюча добавка: торій (~ 2%)
Найпопулярніший тип вольфрамового електрода. Деякі взагалі вважають його універсальним і використовують буквально для будь-яких завдань. Професіонали ж дотримуються дещо іншої думки & ndash. добавка торію дійсно поліпшила здатність термоелектронної емісії і зробила його лідером за показниками серед тугоплавких електродів, але найдоцільніше його використовувати для робіт по нержавійці, титану і нікелевим сплавів в режимі TIG-DC.
Увага! Через радіоактивної природи торію, використання електродів WT-20 може спровокувати виникнення серйозних захворювань. Тому робота з ними повинна проходити в суворій відповідності з усіма вимогами техніки безпеки і в приміщеннях з хорошою вентиляцією.
Маркування: WC-20
Кольоровий код: сірий
Легіруюча добавка: оксид церію (~ 2%)
Цей електрод має більш високі показники роботи зварювання, в порівнянні з WP і вважається найкращою "чистої" альтернативою торієвого. Він забезпечує хорошу стабільність дуги при низькому струмі, тому знайшов широке застосування в зварюванні тонколистого металу в режимі TIG-DC.
Маркування: WL-15
Кольоровий код: золотистий
Легіруюча добавка: оксид лантану (~ 1,5%)
Ще одна можлива заміна електрода WT-20. Має хороші показники при зварюванні на будь-якому струмі і є найкращим варіантом для роботи з алюмінієм.
Вольфрамові електроди - широко поширене поняття серед зварювальників та інших фахівців, пов'язаних з роботою по металу. Являють собою невеликі стрижні, призначені для підведення струму до звареним виробам. Звичайно ж, як і будь-який предмет, вони мають свої різновиди і види. Для зручності і умовного позначення застосовується встановлена маркування, яка безпосередньо вказує на технічні характеристики використовуваного зварювального матеріалу.

Вольфрамові електроди необхідні для передачі струму до зварювальних виробів.
Типи вольфрамових електродів і їх призначення
Вольфрам - метал, який практично неможливо зустріти в чистому вигляді. Найчастіше його застосовують в процесі аргонодугового зварювання, оскільки цей метал досить тугоплавкий, тому він здатний утримати власну міцність навіть при тривалій зварюванні. Метал вольфрам економічний. Під час зварювання його використовується кількість мізерно мало.
Найбільшим постачальником представленого металу є Китай. Саме на їх території спостерігаються величезні запаси вольфраму. У зв'язку з цим фактом, набуваючи в магазині вольфрамові електроди, зверніть увагу на виробника. Якщо ви виявите європейську країну, значить, можете бути впевнені, що при покупці ви переплатите грошові кошти. Європейські країни випускають електроди тільки після придбання металу в Китаї.
Зварювальний матеріал підрозділяється на три типи, в число яких входять:
- Електроди змінного струму. Основними матеріалами, які зварюються при впливі струму, є магній, алюміній і їх різновиди, сплави. Представлена різновид широко застосовується у випадках, коли необхідно убезпечити зварювання від потрапляння забруднень.
- Електроди постійного струму. Тут в вольфрамовий електрод додають такі метали, як ітрій або торій. У випадку з останнім слід пам'ятати про його радіоактивності, яка може істотно зашкодити людям, що знаходяться в закритому приміщенні. Тому електроди із застосуванням торію використовують для зварювання на відкритих місцевостях або в складських приміщеннях, де є надійна діюча вентиляція. Ці вироби застосовуються для зварювання наступних металів:
- мідь;
- титан;
- нікель;
- тантал;
- бронза;
- сталь, не схильна до іржі в процесі експлуатації;
- вуглецеві сплави.
Тут слід зазначити техніку безпеки при зварюванні.
Важливо! Оскільки деякі сплави і метал можуть в процесі горіння виділяти отруйні речовини, зварник повинен надягати захисну амуніцію, де будуть закриті органи дихання і очі.
Також необхідно використовувати захисний газ аргон.
Універсальні електроди. Універсальні вольфрамові електроди застосовуються в разі, коли необхідно зварити вироби з міді, алюмінію, бронзи, танталу, нікелю, титану і практично всіх типів стали. Ці електроди відмінно працюють на змінному та постійному струмі, що дещо спрощує завдання. Часте застосування можна спостерігати в зварюванні трубопроводу, оскільки з їх допомогою можна з'єднати тонкі листи металу і зробити шов непомітним.
Використання певного типу для зварювання вимагає правильного вибору при покупці. Тому, щоб здійснити зварювання, необхідно мати базові знання про поведінку і властивості зварюваного металу. найчастіше професійні зварювальники мають відповідну спеціалізацію і освіту.
Повернутися до списку
Маркування вольфрамових електродів
Важливо! Маркування вольфрамових електродів необхідна фахівцям, оскільки містить в собі весь перелік характеристик і використовуваних металів як при виготовленні електрода, так і відповідних для зварювання.
Встановлена і прийнята маркування для зручності різниться по позначенню і кольором.
До вольфрамовим електродів застосовується таке маркування:
- WP (колір зелений) - тут електрод практично повністю складається з вольфраму. Його зміст становить 99,5%. Застосовують для зварювання магнію і алюмінію. Можливе використання електрода представленої маркування полягає в зварюванні синусоїдальним струмом. Для захисту використовують два види газу: аргон і гелій.
- WC-20 (сірий) - на 2% складається з оксиду церію. Відносяться до універсальних електродів, оскільки використовуються в зварюванні зі змінним струмом і з застосуванням позитивної полярності. Задіюються в з'єднанні трубопроводів в неповоротних стиках.
- WL-15, WL-20 (синій) - тут є домішка лантану, яка дозволяє домогтися стійкої дуги, і повторний розпал, що робить електрод цієї марки часто використовуються в промисловості. Крім того, застосування в електроді лантану здатне збільшити робочий струм і зменшити знос вполовину. Шви, вироблені за допомогою представленого виду електрода, довговічні і менш забруднені. Для роботи електроду необхідно надати сферична форму кінця.
- WT-20 (червоний) - тут до складу входить торій. Як вже було описано вище, його пил при роботі кілька небезпечна для здоров'я людини. Незважаючи на цей факт, представлену маркування іноді використовують частіше, ніж електроди, практично повністю складаються з вольфраму. Ця особливість пояснюється відмінними властивостями торію, здатного за лічені секунди з'єднати самі "вибагливі» метали. При роботі рекомендується використовувати постійний струм, оскільки при синусоидальном використанні струму отримана дуга може стрибати по зварюваної поверхні. Такі неприємності допускати не можна.
- WZ-8 (білий) - тут є менш відсотка оксиду цирконію. При роботі необхідно уважно стежити за чистотою. Рекомендується використовувати змінний струм. Перед використанням слід надати електроду сферичну форму кінця. Краще застосовувати для зварювання алюмінію.
- WY-20 (темно-синій) - вольфрамові електроди з тонким покриттям ітрію. Їх прийнято вважати найбільш стійкими електродами, тому застосовують їх часто для зварювання відповідальних і важливих конструкцій.
При виборі електродів необхідно визначитися з методом зварювання і властивостями зварюваного металу, тому як для з'єднання однієї конструкції можуть знадобитися кілька типів і маркувань вольфрамових електродів.
Повернутися до списку
Аргонодуговая зварювання: її особливості та технологія
Аргонодуговая зварювання являє собою з'єднання металів під захистом аргону. Здійснюється представлений процес двома способами, кожен з яких слід розглянути детально.
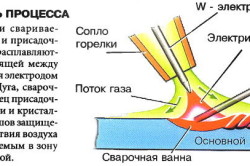
Сварка ручним способом вольфрамовим електродом під захистом аргону. Цей метод включає в себе кілька етапів:
- До пальнику підводять аргон і необхідний струм. Другу фазу струму призводять до поверхні, де і буде зварювання. Між електродом, прикріпленим до пальника, і поверхнею виникає дуга. До неї подається дріт для присадки.
- Далі необхідно запалити дугу. Для цього краще використовувати вугільну пластину, щоб не зіпсувати зварює поверхность, оскільки подібна помилка може призвести до забруднення шва.
- Потім дугу збуджують. Тут часто використовують осцилятор.
- Стежимо за рухом електрода, оскільки його траєкторія повинна прокладатися рівно по шву, в будь-якому іншому випадку слід припинити роботу, тому як ця неприємність може сигналізувати про початок плавлення електрода.
Тут допускається застосування змінного струму, тому як під час зварювальних робіт буде утворюватися складова постійного струму.
Автоматичне зварювання вольфрамовим електродом. Цей метод часто використовується для зварювання трубопроводів в неповоротних стиках.
Автоматичне зварювання здійснюється спеціальними агрегатами, що мають різні конструкції, які самостійно проводять весь процес зварювання.
Тут зварювальний дуга виникає між поверхнею металу і кінцем дроту, в якості якої виступає електрод.
Найчастіше представлені апарати неможливо застосувати в деяких сферах. Особливо це пов'язано з неможливістю зробити короткий шов.
Вольфрамові електроди для аргонодугового зварювання містять наступну маркування: WP, WZ, WT, WY. Це пов'язано з їх надійністю і універсальністю у використанні. Багато з представлених типів електродів застосовують для зварювання тонких листів металу. У цьому випадку часто потрібно тонка конусна заточка електрода.
Електроди вольфрамові представляють собою не плавляться стрижні для виконання аргонодугового зварювання. Вони використовуються також в деяких операціях наплавлення, плазмового різання металів, напилення.
1 Опис марок вольфрамових стрижнів по ГОСТ 23949-80
Описувані зварювальні вироби виготовляються з вольфраму в чистому вигляді, а також з вольфраму і різних добавок, які здатні активувати процес зварювання. Державний стандарт 23949 говорить про наступних марках вольфрамових електродів для аргонодугового зварювання:
- ЕОТ-15;
- Еві (1, 2 і 3).
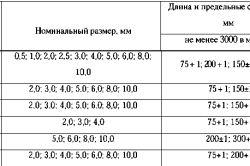
Масова частка чистого вольфраму в зазначених електродах становить від 99,91 до 99,95%. Різних домішок (зокрема, молібдену, кремнію, заліза, алюмінію, кальцію і нікелю) в них не може бути більше 0,05-0,11%. У марках Еві-2 і Еві-3 допускається наявність до 0,01% танталу, в ЕОТ-15 - 1,5-2% двоокису торію, в ЕВЛ - 1,1-1,4% окису лантану. У виробах марок Еві, крім того, є від 1,5 до 3,5% окису ітрію.
Електроди вольфрамові всіх видів за рахунок високої (близько 5800 градусів) температури кипіння вольфраму і його підвищеної (майже 3000 градусів) тугоплавкости характеризуються дуже малою витратою під час здійснення зварювання.
На один метр шва витрачаються соті частини грама матеріалу. А добавка цирконію, лантану, церію, торію надає стержнів з вольфраму по-справжньому унікальні експлуатаційні параметри.

Готові електроди на своїй поверхні не повинні містити забруднень і будь-яких включень, окислів, розшарувань, слідів мастильних технологічних матеріалів, тріщин і раковин. У процесі приймання зварювальних стрижнів їх поверхню оглядається візуально. У деяких випадках допускається використання вимірювального пристосувань і спеціальних оптичних засобів.
2 Міжнародна кольорове маркування вольфрамових зварювальних стрижнів
Вибір конкретної марки електрода з вольфраму досить простий, вони все позначаються тим чи іншим кольором. Так, наприклад, один з кінців виробів з чистого вольфраму позначається зеленим кольором і маркується в міжнародній практиці літерами "WP". Такі електроди за світовими стандартами містять від 99,5% вольфраму. Вони гарантують ідеальну стійкість електродуги при виконанні зварювальної операції на змінному струмі.
"Зелені" стрижні - це, перш за все, вольфрамові електроди для зварювання алюмінію, сплавів на базі магнію і чистого магнію. Фахівці рекомендують використовувати їх в тих випадках, коли ведеться зварювання в атмосфері гелію або аргону на синусоидальном змінному струмі. Особливість таких стрижнів полягає в тому, що їх робочий кінець виготовляється у формі кульки. Подібна необхідність виникає через те, що теплове навантаження на виріб має обмежений показник.
Сірим кольором виконується "WС-20". У їх складі присутні близько двох відсотків активного редкоземельного церію. Зазначена добавка забезпечує:
- підвищення дозволених величин струму для зварювання;
- полегшення розпалювання дуги;
- поліпшення (і вельми істотне) емісії зварювального стрижня.
"Сірі" електроди в професійному середовищі вважаються найбільш універсальними. Вони дозволяють з'єднувати конструкції майже з усіх відомих в наші дні металевих сплавів і марок сталі, причому, як на постійному, так і змінному струмі прямої полярності. Відзначимо, що церій є нерадіоактивним елементом. Крім того, він зараховується до поширених металів рідкоземельної групи.
Важливий момент - "WС-20" навіть при мінімальних величинах струму забезпечує відмінну стійкість зварювальної дуги. Саме з цієї причини рекомендовано його застосування для зварювання тонких сталевих листів, трубопроводів різного призначення, А також трубних виробів будь-яких діаметрів. А ось високі показники струму при роботі з "WС-20" краще не вибирати, так як на розпеченому торці стрижня може утворитися високий вміст оксиду церію.
Низьколеговані і, вироби з міді і титану, а також зазвичай зварюються на постійному струмі за допомогою "червоних" стрижнів (маркування - "WT-20"). Дані електроди легується діоксидом торію (до двох відсотків) і використовуються найчастіше.

Варто відзначити, що торій є радіоактивним металом. Якщо електроди "WT-20" використовуються не систематично, а обсяги виконуваних робіт незначні, ніяких загроз здоров'ю зварника не існує.Якщо ж передбачається їх постійне застосування, дуже важливо подбати про ефективну вентиляції зварювальної зони і про забезпечення зварника захисної амуніцією (спеціальна маска, окуляри і так далі).
Стрижні з червоною маркуванням при підвищених показниках зварювального струму практично не змінюють своєї конфігурації. Залежно від того, яке завдання ставиться перед фахівцем, який виконує зварювання, можна змінювати кут заточки "WT-20". В цілому вибір "червоного" електрода повністю обгрунтований при виконанні зварювальної операції на постійному струмі. У подібних випадках він в рази ефективніший, ніж стрижень з чистого вольфраму.
При зварюванні магнію і деталей з алюмінію на змінному струмі зазвичай використовують "білі" електроди "WZ-8" з оксидом цирконію не більше 0,8 відсотків. Такі стрижні мають унікальну за своєю стабільності дугу, вони абсолютно не забруднюють зварювальну ванну. Їх робочий кінець виконаний в сферичній формі. Дозволена навантаження струму на "WZ-8" трохи більше, ніж на торієві, лантановую і церієву вироби для зварювання.

Дуже відповідальні конструкції з титану, мідних сплавів, Антикорозійних і низьковуглецевих сплавів найчастіше зварюються стрижнями "WY-20", які маркуються темно-синім кольором і містять в якості легуючого з'єднання діоксид ітрію (близько двох відсотків). Ці електроди характеризуються високою стійкістю катодного плями, за рахунок чого дуга стає стабільною при самих різних величинах зварювального струму. На сьогоднішній день "WY-20" визнається найстійкішим виробом з ряду електродів не плавиться типу.
Також існують зварювальні стрижні "WL-20" і "WL-15". Перші містять оксид лантану в кількості близько двох відсотків (маркуються синім кольором), другі містять не більше півтора відсотків зазначеного оксиду і позначаються золотистим кольором. Їх називають лантановую електродами.
Дані вироби гарантують низький рівень забруднення зварного з'єднання і вважаються вельми довговічними. А первісна заточка вольфрамових електродів з оксидом лантану зберігається тривалий час, тому "WL" часто застосовуються для зварювання "нержавійки" і звичайних сталей на прямому по полярності постійному струмі.

Лантановую стрижні мають високий несе потенціал (він майже в два рази більше, ніж потенціал стандартного вироби, виготовленого з чистого вольфраму), малу схильність до прожогам, простий розпал дуги. Крім того, "WL-20" і "WL-15" гарантують мінімальний знос робочого торця зварювального стрижня.
Як бачимо, різновидів електродів, зроблених з вольфраму і спеціальних добавок, чимало. А це означає, що користувач може зробити грамотний вибір того стержня, який ідеально підійде для з'єднання деталей і конструкцій з різних марок і видів сталей.
3 Особливості заточування вольфрамових стрижнів
Для обробки описуваних в статті виробів для зварювання зазвичай використовується спеціальна машинка для заточування вольфрамових електродів. Такий пристрій має дрібнозернистими дисками високої твердості. Зерно обов'язково повинно мати невеликий розмір, так як, в іншому випадку, на торці стрижня при його заточуванні будуть формуватися борозенки і невеликі задирки. Щоб уникнути забруднення диска заборонено використовувати машинку для обробки будь-яких інших матеріалів.
Машинка для заточування вольфрамових електродів застосовується в міру необхідності. Кут заточування і величина притуплення зварювального стрижня мають величезне значення для нормального його застосування, так як вони безпосередньо впливає на проплавляющей можливості електродуги. При зниженні величини притуплення спостерігається підвищення глибини проплавлення, а також збільшення щільності струму, тиску дуги і концентрації теплового потоку.
Геометричні параметри і форма стовпа дуги змінюється при виборі того чи іншого кута заточки. Стовп електродуги буде характеризуватися конічною формою при кутах від 15 до 75 градусів. А в тих випадках, коли заточка проводиться під великим кутом, стовп буде модифікувати свою форму в циліндричну. При використанні змінного струму заточку найчастіше виконують з округлим торцем. в обробка рекомендована для випадків, коли процес здійснюється на постійному струмі.

Довжина заточки, як правило, становить 0,5-2 перетину зварювального стрижня, вона робить істотний вплив на ширину і глибину шва. З підвищенням довжини заточування спостерігається зменшення ширини проплавляющей ділянки. Якщо ж вибирається невелика довжина, глибинапроплавлення істотно зменшується. Про ці особливості завжди потрібно пам'ятати, коли використовується машинка для заточування вольфрамових електродів.
Також хочеться додати, що стабільне горіння електродуги після заточування вольфрамових стрижнів залежить від:
- притуплення на кінчику електрода;
- рисок, які з'являються на виробі в процесі заточки.
Величина притуплення підбирається таким чином, щоб вона відповідала показнику струму і перетину зварювального стрижня. А ризики, розміри яких повинні бути мінімальними, розміщують уздовж осі виробу. Після виконання заточування рекомендується проводити полірування стрижня.

- "G-Tech" від відомого виробника ESAB: Машинки різних моделей з алмазними дисками і системою уловлювання пилу в автоматичному режимі, а також місткими поворотними ємностями. Додамо, що пристроїв "G-Tech" не потрібна окрема система витяжки;
- "ESG Plus" від компанії Orbitalum: Обробка електродів шести популярних перетинів, можливість виконання чотирьох різних кутів і торцювання вістря зварювальних стрижнів;
- "EWM TGM 40230": компактний ручний верстат, що забезпечує гідне якість заточки під кутом від 0 до 90 градусів.
Сварка Al, Mg і їх сплавів на змінному струмі (AC). зварювальні електроди забезпечують хорошу стійкість дуги при зварюванні на змінному струмі, збалансованому або не збалансований з безперервною високочастотної стабілізацією (з осцилятором).
Аргонная зварювання виконується неплавким вольфрамовим електродом в середовищі інертного газу. Компанія GlobalWeldingCompany пропонує купити оптом зі складу в Москві вольфрамові електроди для аргонодугового зварювання за демократичними цінами. Для зручності наших клієнтів здійснюємо доставку по всій Росії транспортною компанією.
Застосування вольфрамових електродів
Використання вольфраму при зварювальних роботах є перевагою, оскільки він не плавиться при високих температурах. У продажу представлені спеціалізовані електроди для алюмінію, титану, міді і універсальні електроди, які ви можете замовити недорого, з доставкою по місту або по Росії.
Електроди виробляються повністю з вольфраму або з добавками рідкісноземельних металів, що забезпечують підвищення стабільності утвореною зварювальної дуги. Залежно від змісту домішок виробам надають певну марку.
- Змінного струму (WZ, WP)
- Постійного струму (WY, WT)
- Універсального (WL, WC)






