Як підібрати зварювальні електроди. Як вибрати зварювальний електрод?
Квітень 5, 2017
Чому прилипає електрод при зварюванні інвертором?
Різноманітне кількість типів електродів часом ставить у скрутне становище навіть досвідчених людей. Виникає закономірна проблема вибору електродів для зварювання інвертором, так які краще? Кожен тип електрода призначений для зварювання певних матеріалів, крім того він повинен володіти потрібним покриттям, яке не повинно бути сирим. Причиною залипання може бути некоректна робота апаратури, або невірно виставлені параметри вихідного струму, а також знижений напруга в електромережі. Ми розповімо про основні причини прилипання електродів при зварюванні інвертором.
Щоб зрозуміти, чому залипает електрод при зварюванні інвертором, потрібно спочатку зробити правильний вибір зварювального апарату з урахуванням умов конкретних робіт. Агрегат повинен відповідати певним вимогам, які будуть забезпечувати оптимальну роботу пристрою в реальних обставинах. Прикладом такого апарату, створеного для російських умов, можуть служити інвертори лінійки «Неон» нижегородського виробництва. На основі цих приладів ми і розповімо про основні вимоги до зварювальних апаратів, які зменшать ймовірність залипання електродів при зварюванні. Ці властивості полягають в наступному:
- мережеве напругу живлення знаходиться в межах від 160 В до 250 В, що цілком дозволяє працювати в умовах нестабільного енергоживлення;
- наявність автоматичного вимикача захисту, в тому числі і від перегріву;
- ПВ при максимальному зварювальному струмі 60%;
- напруга холостого ходу 70 В, що дозволяє впевнено тримати дугу навіть при екстремальних вхідних напругах;
- є функція гарячого старту для впевненого розпалювання дуги короткого замикання, а також форсаж дуги;
- щоб електрод не прилипав, існує функція антістік;
- гарантована стабільна робота при температурі навколишнього середовища від -40 ° C до +40 ° C.
Необхідно відзначити, що ці характеристики служать основою для вибору, а не догмою, але стабільна робота при екстремальних температурах і напрузі в мережі дуже важлива для російських умов. Для комфортної роботи корисно користуватися функцією гарячого старту, яка допомагає впевнено починати процес і оптимально використовувати зварювальні електроди для інверторів.
Особливу увагу необхідно приділити такої функції, як антизалипания або антістік. Суть її полягає в тому, що в момент залипання зварювальний струм скидається до нуля і це дає зберегти в цілості як сам електрод, так і інвертор. Усунути прилипання також допомагає форсаж, що дозволяє збільшити зварювальний струм при ризику обриву дуги і не дає перервати зварений шов, що благотворно позначається на якості робіт.
Важливо при виборі інверторного апарата більшу увагу приділяти російським моделям, Оскільки вони ремонтопрігодни і краще пристосовані до роботи в умовах нашої країни.
Види покритих електродів
Багатьох, особливо початківців, зварювальників хвилюють проблеми правильного підбору витратного матеріалу. Так які ж потрібні електроди для зварювання інвертором, які краще підходять для різних матеріалів? Щоб відповісти на це питання потрібно розповісти про типах покриттів і про те, які саме вибрати електроди для зварювання конкретних металів або сплавів. Покриття служить для таких цілей:
- За допомогою оксидів вуглецю захищає зварювальну ванну від дії атмосферного кисню.
- Стабілізує дугового розряд.
- Сприяє видаленню кисню з металу або сплаву, розкисла шов.
- За допомогою домішок надає легуючих вплив на шов.
За товщиною покриття ці матеріали бувають тонкими (М), середніми (С), товстими (Д) і особливо товстими (Г). Цей параметр регламентується ГОСТ 9466-75 і впливає на процес зварювання, посилюючи вплив покриття на шов і стабілізуючи його властивості. За хімічним складом покриття електроди поділяються на такі типи:
- для постійного струму використовується основне покриття, яке забезпечує пластичний шов;
- покриття з залізним порошком, що збільшує міцність зварювання;
- тип з кислим покриттям, що забезпечує швидкість робіт і тягучість зварювального металу;
- для вертикальних швів більш підходить целюлозне покриття з малим утворенням шлаку;
- тип з рутиловим змістом і наявністю феромарганцю і карбонату магнію.

Для здійснення правильного підбору стосовно до зварюваного металу і щоб уникнути залипання електродів, потрібно знати які з них найбільш відповідають з'єднуються заготівлях. Технічні характеристики покриття і рекомендовані для зварювання метали і сплави відповідають різним маркам електродів, а саме:
- для роботи з конструкційними низьколегованими, вуглецевими сталями необхідно використовувати УОНИ-13/55, ОМА-2, ОЗС-30, МР-3М, Ві-10-6, АНО-21 і ВСФ-65У;
- леговані високоміцні сталі варять ЕА-981/15, ЕА-395/9, НИАТ-5, ОЗШ-1 і НИАТ-3М;
- для теплостійких і жароміцних сталей використовують АНЖР-2, ТМЛ-3У, ЦЛ-39, ІМЕТ-10, КТІ-7А і ОЗЛ-35;
- нержавіючі і корозійностійкі сплави зварюють за допомогою НЖ-13С, НИАТ-1, УОНИ-13НЖ, ЦТ-15, і ЕА-400 / 10Т;
- різнорідні сплави і стали варять ЕА-391/15, ЦТ-28, ОЗЛ-32, АНЖР-2, НДІ-48Г, ІМЕТ-10, В-56У і ВІ-ІМ-1;
- для спецсталей підходять ОЗЛ-44, АНВ-20, ЕА-112/15 і НІІ48Г;
- чавун вариться за допомогою ОЗЖН-1, ОЗЧ-2, МНЧ-2, ЦЧ-4;
- для алюмінієвих сплавів потрібні ОЗА-2, ОЗАНА-2, ОЗА-1 і ОЗАНА-1;
- мідь і її сплави добре варяться АНЦ / ОЗМ-2, ОЗБ-2М (бронза), Комсомолець-100, ОЗБ-3;
- для нікелю і сплавів використовують В-56У, ОЗЛ-32;
- різання металу проводять АНР-2М, ОЗР-2, ОЗР-1.
При безпомилкової зварюванні, погодивши метал заготовки з маркою електрода, ви, швидше за все, зможете уникнути залипання при роботі з інверторними апаратами.
Дуже важливо знати якомога докладніше властивості і найменування металу заготовок, тому що від цього залежить якість свариваемого шва.
Причини залипання електрода при инверторной зварюванні
Ми висвітлили тему вибору зварювального апарату і дізналися, як підібрати електроди для зварювання інвертором, а тепер необхідно розглянути всі можливі причини залипання електродів і як від них позбавитися. Вони можуть мати абсолютно різний характер і полягають у наступному:
- висока вологість покриття, усувається прокаливанием;
- погана якість або порушена цілісність покриття;
- неузгодженість матеріалу заготовок з типом електрода;
- занадто низький зварювальний струм, обумовлений нестабільним мережевим напругою або боязню пропалити тонкий метал заготовки;
- помилковими настройками інвертора;
- неправильної полярністю, наприклад, сплави алюмінію і деякі інші матеріали зварюються при зворотній полярності;
- частковий обрив кабелю або нестійкий контакт в тримачі;
- погана очистка поверхні заготовок від іржі, масла, вологи і оксидного шару;
- забруднення електрода;
- низька кваліфікація зварника.
Що стосується вихідного струму, то він розраховується, виходячи з величини 20 А-30 А на один міліметр товщини електрода, і для 2 мм буде перебувати в межах від 50 до 60 А, для товщини 3 мм від 70 до 120 А, для 5 мм від 150 до 220 А. При пошуку причин залипання потрібно йти від самого простого до складнішого і необхідно розуміти, що не існує непорушних правил зварювання і потрібний режим підбирається експериментальним шляхом. Хід процесу залежить від марки електрода, товщини заготовок, хімічного складу металу або сплаву і полярності підключення.
Важливо розуміти, що при нормальній роботі апаратури потрібно докласти зусиль для розуміння причин прилипання електрода і в разі необхідності звернутися за консультацією до професіоналів.
підводимо підсумки
Ми розглянули критерії вибору зварювальних інверторів і підбір електродів для забезпечення оптимального процесу зварювання, а також з'ясували можливі причини залипання електродів при проведенні робіт. Немає вичерпних порад, які допомагають усунути цю проблему, але вам на допомогу прийде думка більш досвідчених людей, а ми постаралися всебічно висвітлити цю тему.
Для початківця зварника вибір електрода може стати проблемою: є більше двохсот марок з різними властивостями, призначенням і характеристиками. Причому близько 100 марок підходять для ручного дугового електрозварювання інверторними апаратами. Розповісти про всі неможливо, так, для початку, і не потрібно. Просто коротко охарактеризуємо основні типи і про те, які електроди для инверторной зварювання більше інших підходять новачкам. Ще мова піде про те, який діаметр брати і який виставляти струм для зварювання металу різної товщини.
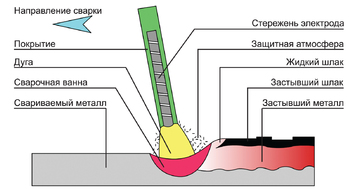
Що таке електрод і для чого обмазка
Електрод - це шматок металевого дроту зі спеціальним покриттям - обмазкой. Під час зварювання сердечник плавиться від температури дуги. Одночасно горить і плавиться обмазка, що створює навколо області зварювання - зварений ванни - захисне газова хмара. Воно перекриває доступ кисню, що міститься в повітрі. У процесі горіння обмазки частина її переходить в рідкий стан і тонким шаром покриває розплавлений метал, також захищаючи його від взаємодії з киснем. Так що обмазка забезпечує хорошу якість шва.
Будь-електрод перед початком зварювання оглядають: покриття не повинно мати відколів. В іншому випадку однорідного прогріву і якісного шва ви не досягнете. Ще зверніть увагу на кінчик електрода: товщина обмазки повинна бути однаковою з усіх боків. Тоді дуга буде виходити по центру. В іншому випадку вона буде зміщена. Для зварювальників з досвідом це нестрашно, а ось для новачків може створити відчутні проблеми.
Необхідно стежити за вологістю обмазки. Деякі з них при підвищеній вологості запалюються дуже погано (наприклад, УОНИ). У зв'язку з такою «примхливістю» обмазки, зберігати їх потрібно в сухому місці, забезпечивши по можливості герметичну упаковку. Можна коробку укладати в пакет, а ще туди класти кілька пакетиків з сіллю, що бувають в взуттєвих коробках.
Купувати вологі електроди не варто: їх можна, звичайно, висушити, але їх характеристики при цьому знизяться. Якщо все-таки сталося так, що електроди відсиріли, їх висушити можна в звичайній побутовій духовці при невеликих температурах (вони вказуються зазвичай на упаковці). Другий спосіб - покласти на тривалий термін в сухе добре провітрюється.

Види обмазки і їх характеристики
Розрізняють всього чотири види покриттів:
- Основне.
- Рутилове.
- Кисле.
- Целюлозне.
Основне (УОНИ) і целюлозне покриття підходить тільки для зварювання на постійному струмі. Вони використовуватися можуть на відповідальних швах: створюють міцний, еластичний шов, стійкий до ударних навантажень.

Два інших (рутилове і кисле) - можуть працювати при зварюванні і змінним, і постійним струмом. Але кисле покриття дуже токсична: працювати в приміщеннях можна тільки якщо робоче місце обладнано примусовою витяжкою.
Рутилового обмазка має зеленуватий або синій відтінок, електроди відрізняються легким розпалом. Вони добре запалюються навіть якщо інвертор має низьку напругу холостого ходу (для впевненого розпалювання основний обмазки потрібна хороша вольт-амперна характеристика,). При зварюванні рутиловими електродами (МР-3) метал майже не бризкає, зате шлаку буває багато і відходить він непросто: доводиться працювати молотком.
Як вибрати електроди для инверторной зварювання
В першу чергу підбирають склад сердечника: він повинен бути подібним до типу зварюваного металу. У домашньому господарстві найчастіше використовуються конструкційні стали. Ось з такою ж дроту і повинні бути електроди. Іноді ще доводиться варити нержавійку. Тоді сердечник теж повинен бути з нержавійки, причому для високолегованих і жаростійких роблять з металу з такими ж характеристиками.
Виконати всі роботи по дому або на будівництві можна з використанням всього декількох марок електродів:
- УОНИ 13/55
- АНО 21
- ОК 63.34
Вони визнані багатьма кращими електродами для новачків, які працюють з: з ними працювати простіше, в той же час, вони дозволяють варити якісні шви навіть при відсутності значного досвіду. Нижче наведені характеристики і загальне застосування тих витратних матеріалів, які багато фахівців вважають хорошими електродами для інвертора. У всякому разі, їх часто рекомендують початківцям сварщикам для напрацювання досвіду.
Електроди з покриттям рутилу покриттям МР 3

Це, мабуть, найпопулярніші серед новачків зварювальні електроди для інверторів: УОНИ 13/55 (Щоб збільшити розмір картинки клацніть по ній правою клавішею мишки)
Найчастіше новачкам радять починати освоєння зварних швів з електродами МР-3. Вони легко розпалюються, навіть при не дуже хорошій вольт-амперної характеристики зварювального апарату, дають хороший захист зварної ванни, дозволяють досить легко контролювати її стан. Якщо електрод не розпалювати, прожарити його при температурі 150-180 ° протягом 40 хвилин.
Застосовуються в апаратах зі змінним (зварювальні трансформатори) і з постійним струмом (зварювальні випрямлячі і інвертори). До інверторів зазвичай підключаються на зворотній полярності (+ на електроді). Підходять для будь-якого типу шва, крім вертикального зверху-вниз.
Електроди МР 3 некапризним до якості поверхонь, що зварюються. Ними можна працювати навіть на необроблених, покритих іржею і вологих деталях. Сварка ведеться середньої (2-3 мм) або короткою дугою.
Дуже важлива для початківців зварників особливість МР 3: вони добре «тримають» дугу, працювати ними просто. За це не всі професіонали люблять цю марку: називають їх бенгальськими вогнями. Занадто м'яко вони варять: для гарного прогріву необхідні повільні рухи. Що профі не до смаку, новачкам - те, що треба. Спробуйте почати навчання зварюванні саме з МР3. У вас все повинно вийти.
| Діаметр електрода ЛЕЗ МР-3, мм | Довжина, мм | Маса пачки, кг | Ціна, руб | |
|---|---|---|---|---|
| 2,0 | 250 | 40-60 А | 1,0 | 146 |
| 2,5 | 300 | 60-100 А | 1,0 | 120 |
| 3 | 350 | 70-100 А | 1,0 | 95 |
| 4 | 450 | 80-170 А | 1,0 | 91 |
| 5 | 450 | 130-210 А | 1,0 | 91 |
УОНИ 13/55 з основною обмазкою

Яким надається перевага професіоналами електроди для інвертора УОНИ 13/55 (Щоб збільшити розмір картинки клацніть по ній правою клавішею мишки)
Це самі, мабуть, широко поширені і популярні електроди з основним покриттям. Вони рекомендовані для зварювання вуглецевих і низьколегованих сталей. Підходять для з'єднань відповідальних конструкцій. Шви виходять міцними до ударних навантажень і пластичними, добре переносять вплив низьких температур.
Недолік цих електродів: вони добре розпалюються тільки при достатньо великому значенні холостого ходу у інвертора (вище 70 В). Другий істотний недолік: високі вимоги до зачистки і обробки металів, що зварюються. Якщо на кромці залишиться іржа, пил, масло або інші забруднення, буде пористим.
Працювати з УОНИ 13/55 можна тільки на зварювальних апаратах постійного струму, в тому числі і з інверторами, при зворотній полярності (+ подають на електрод), причому короткою дугою (тримати кінчик електрода ближче до зварюваної поверхні). Мінімальна напруга холостого ходу 65 В.
| Діаметр електрода УОНІ 13/55 (виробник "Межгосметіз) | Довжина електрода, мм | Рекомендований зварювальний струм, А | Роздрібна ціна пачки, руб |
|---|---|---|---|
| 2,0 | 250 | 30-60 А | |
| 2,5 | 300 | 40-70 А | 127 руб |
| 3 | 350 | 80-100 А | 116 руб |
| 4 | 450 | 130-160 А | 111 руб |
| 5 | 450 | 180-210 А | 110 руб |
АНО 21
Цей тип електродів з покриттям рутилу покриттям призначений для роботи з вуглецевими сталями невеликої товщини. () При їх використанні дуга розпалюється легко (в тому числі і при повторному розпаленні), шов виходить мелкочешуйчатого (з хвиль невеликого розміру), шлак відділяється легко. Електроди АНО 21 можна використовувати для зварювання водопровідних або газових труб.

Працюють як зі змінним так і постійним струмом будь-якої полярності. Перед зварюванням необхідна термічна обробка: їх прожарюють при температурі 120 ° C протягом 40 хвилин.
Електроди по нержавіючій сталі ОК 63.34
Якщо вам необхідно зварити нержавійку, спробуйте ОК 63.34. Ними ж можна варити і конструкційні стали. При цьому виходить шов з дрібної хвилею з плавним переходом до основної поверхні металу. Кількість шлаку невелике, відбивається легко.
Цим електродом добре варити а металі 6-8 мм, проходячи зверху-вниз. Підходить для багатопрохідної зварювання стикових і нахлестних з'єднань. Працює з постійним і змінним струмом будь-якої полярності, мінімальна напруга холостого ходу - 60 В.

Для зварювання вам ще знадобиться маска. Щоб простіше було працювати, беріть
Як вибрати діаметр електрода, як його підключити і яку виставити силу струму
Вибрати марку електродів для інвертора ще не все. Навіть якщо ви визначилися, залишаються, як мінімум, три питання:
- який діаметр електрода використовувати при зварюванні;
- який струм виставити;
- до якого виходу «+» або «-» підключити електрод.
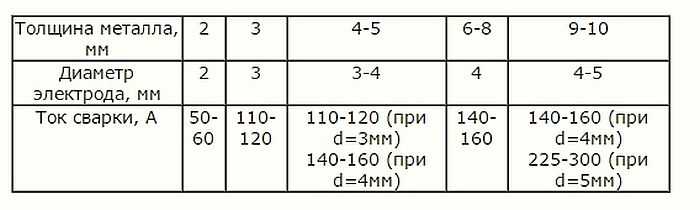
Про все по порядку. Почнемо з того, який діаметр електрода необхідний для зварювання. Загалом рекомендують виходити з товщини зварювальних металів: при невеликих товщинах електрод беруть з діаметром того ж розміру, що і метал. Якщо ви варите метал 3 мм товщини, то і електроди берете аналогічного розміру. Якщо варите щось більш товсте, відповідно берете 4 мм. Але великими електродами новачкам працювати буде складно. Починайте освоювати зварювання з товщини металу 3-4 мм. Для цього використовуйте електроди 3 мм, або як кажуть «трійку».
Щодо того, як якого виходу підключати електроди. У технічних характеристиках на пачці, швидше за все, зазначено, для якої полярності призначений електрод. При зворотному підключенні до позитивного виходу підключають електрод, до негативного затиск, який чіпляють на деталь. При прямій полярності на деталь садять плюс, на електрод подають мінус. Як це виглядає на зварювальному инвертор, показано на фото.

Чим відрізняються ці два типи підключення? Різне напрямок має потік електронів. Як відомо, електрони рухаються від «мінуса» до «плюса». Тому при зварюванні виходить, що той елемент, який підключений до «+» гріється сильніше. Змінюючи режими підключення можна управляти інтенсивністю нагрівання металу.
Розглянемо кілька ситуацій. Наприклад, у вас електрод 3 мм, метал 2 мм. Якщо на деталь подати «+» може вийти прогар. Тому в цьому випадку краще використовувати зворотну полярність, при якій буде більше грітися електрод. Якщо ви тієї ж трійкою хочете зварити 6 мм метал, краще це робити на прямий полярності: так розігрів металу буде більш глибоким і шов вийде більш міцним.
Сила струму при зварюванні
У загальному випадку при установці електрода сила зварного струму для інвертора виставляється в залежності від діаметра використовуваного електрода. Взагалі, на кожній пачці є рекомендації, але можна обійтися і без них: на кожен міліметр діаметра беруть 20-30 Ампер струму. Виходить досить широкий діапазон, але далі потрібно ще врахувати як будете класти шов: з відривом або без. Для зварювання без відриву ставлять нижчі струми, з відривом - вищі.
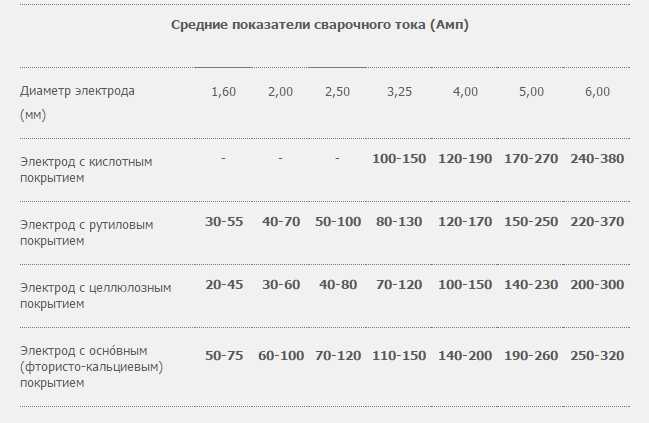
Наприклад, для електрода діаметром 3 мм розрахунковий струм виходить від 60 А до 90 А. Реально працюють в діапазоні від 30 Ампер до 140 Ампер. При зварюванні без відриву виставляють струм порядку 70-90 А, з відривом - 90-120 А. Ці параметри можуть «гуляти» в обидві сторони: залежить ще від швидкості руху кінчика електрода, від марки і «плинності» зварюваної сталі, від положення шва (для вертикального і горизонтального шва ставлять трохи менше, для стельового - ще менше).
Загалом, навіть рекомендовані виробником струми - це далеко не вимога. Починайте з них, а потім підбирайте так, щоб вам було зручно працювати і шов виходив хороший. У вас повинно вийти якісне з'єднання, а співвідношення сили струму і швидкості руху ви підберете експериментальним шляхом. При цьому орієнтуйтеся на стан зварної ванни. Вона - ваш головний показник якості.
Тепер ви знаєте як, як вибрати електроди для инверторной зварювання, а й як їх підключити, якого діаметру вони вам потрібні для цієї роботи, і як для кожного типу електрода і шва підібрати струм. Тепер поговоримо трохи про власників для електродів.
Тримачі для електродів
На одному з зварювальних кабелів є власник (держак), в який вставляється зварювальний електрод. Вони є двох типів:
- з клавішею-курком, в них затискається електрод автоматично при відпуску Підпружинені клавіші, звільняється при натисканні на неї;
- різьбові - рукоятка закручується і розкручується, звільняючи або затискаючи вставлений сердечник електрода.
Який з них краще? Вирішувати вам, але випадково натиснувши на клавішу, можете упустити електрод під час зварювання. Нічого страшного не відбувається при цьому, але неприємно ...
При виборі електродного держака головне звертати увагу на силу струму, на яку він розрахований. Вибираєте по максимальному параметру, який доступний для вашого зварювального апарату.
Як підключати кабель до утримувача зварювального електрода з нарізним затискачем показано у відео.
Недоліком держателя-прищіпки є те, що із часом пружина, підтискає сердечник електрода послаблюється, контакт погіршується. Доводиться ставити новий. Як це робити на держаку-прищіпки дивіться у відео.
Підключити тримач електрода для зварювання нескладно. Тільки є один нюанс: при частій роботі зварювальний кабель перетирається його краєм. Можна, звичайно, вкоротити кабель і перезаделать його, але не завжди хочеться відрізати навіть 10-20 см. Щоб цього не відбувалося, знайдіть шланг, внутрішній діаметр якого збігається або трохи менше, ніж зовнішній діаметр зварного кабелю. Відріжте невеликий його шматок - сантиметрів 15-і розрізати вздовж. Тепер його можна надіти на кабель, підтягнути вгору і там закріпити.
З'єднання різних металевих виробів найчастіше виконується за допомогою зварювання. Для цього використовується спеціальне обладнання, до якого відносяться як трансформаторні, так і інверторні агрегати. Але навіть найпростіший з них не може працювати без електродів. Адже для того, щоб отримати якісно виконаний шов необхідно розплавити сталевий стрижень. Але для кожного матеріалу електроди для інвертора повинні бути виконані з певного сплаву. Тільки в тоді можна домогтися гарного результату.
Інвертори і комплектуючі для них
Сучасні зварювальні агрегати дуже сильно відрізняються від своїх попередників. Вони мають компактні габарити, невелику вагу, зручні в експлуатації і транспортуванні. Але для того, щоб виконаний з їх застосуванням шов був якісним необхідно використовувати правильно підібрані електроди. Від цього на 90% залежить успішність виконуваної зварювання.
Конструктивні особливості і технічні характеристики
Що ж являє собою такий необхідний при виконанні зварювальних робіт елемент? Це відрізок сталевого дроту, що має покриття. Воно необхідне для підтримки стабільного горіння дуги, а також забезпечує:
- Захист металу;
- Легування шва.
Однак функціональні особливості елемента залежить від його призначення.
Дивимося відео, види і їх основні призначення, а також критерії вибору:
основними технічними характеристиками зварювальних електродів для інвертора є:
- Діаметр і довжина стержня;
- Матеріал або сплав з якого він виготовлений.
Довжина виробу може бути від 300 до 450 мм і залежить від характеру легування електрода. Що стосується діаметру, то існує ціла лінійка стрижнів, де найтонший стрижень має розмір 1,6 мм, а самий товстий досягає 5 мм. Але електроди для зварювання діаметром 1,6 мм зазвичай виробляються по замовлення, тому що не знаходять широкого поширення н вітчизняному ринку.
види електродів
Що стосується класифікації цих елементів, то вони поділяються на два основних типи:
- плавляться;
- Неплавкі.
Перші можуть виконуватися як із сталевого дроту, так і спеціальних сплавів в залежності від того для зварювання яких матеріалів будуть застосовуватися. Зазвичай для роботи з використанням зварювального інвертора з чавуном, міддю, різнорідними сталями використовують електроди, виконані зі сплавів.
Неплавкі або вольфрамові вироби використовуються в аргонової зварюванні. Вони також можуть мати відмінності в характеристиках залежно від застосування.
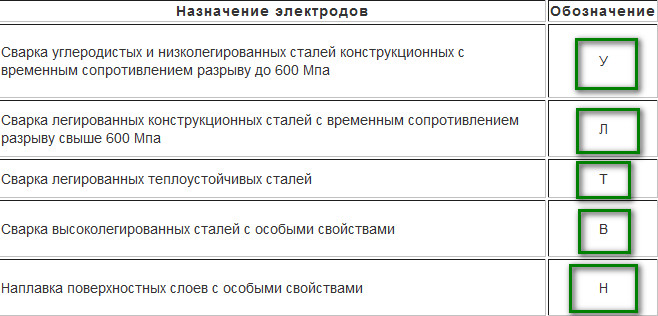
Таблиця різновидів електродів
Крім цього електроди поділяються за призначенням на наступні види:
- Для різних сталей;
- За нержавійці;
- За алюмінію;
- нікелеві;
- Для ремонту;
- Для важко зварюються сплавів.
Є відмінності і в типі покриттів. На ринку представлені електроди з чотирма різновидами, причому найпоширенішими є: основне і рутилове.
критерії вибору
Оскільки цей витратний матеріал є необхідним для будь-якого виду зварювання, то купувати його слід з урахуванням особливостей обладнання і специфіки виконуваних робіт.
Дивимося відео, види і їх відмінності:
При цьому повинні враховуватися такі характеристики, як:
- Діаметр;
- Склад матеріалу.
Для якісного виконання шва необхідно правильно вибирати витратні матеріали. І в першу чергу враховуються їх параметри і в тому числі діаметр. І все ж якісь електроди краще для інвертора? Для різних марок сталей він вказаний в нормативних документах. Але слід враховувати, що номінальний діаметр відповідає розмірам внутрішнього стрижня і не включає в себе глину.
 Товщина цього шару індивідуальна для певного типу вироби і маркується літерами:
Товщина цього шару індивідуальна для певного типу вироби і маркується літерами:
М - позначає малий діаметр і невеликий шар обмазки до 1,2 мм, а Д - понад 1,8 мм. Такий маркування дотримуються як вітчизняні, так і зарубіжні компанії. Однак діаметри у них будуть різними.
Дивимося відео, як правильно вибрати потрібний електрод для зварювання:
Але не тільки розміри важливі при виборі електродів. Велику роль відіграє і склад компонентів в ньому. Оскільки електрод складається з стрижня і обмазки, то враховується і матеріал з якого вони виконані. Для більшості виробів за основу береться низьковуглецевий дріт, а склад покриття входять різні компоненти:
- Сполуки фтору;
- Діоксид титану;
- Рутил.
Використання електродів першого типу дозволяє домогтися міцного і термостійкого з'єднання, що відрізняється хорошою пластичністю. Вироби з діоксидом титану створюють стабільну дугу і дозволяють добитися високої міцності з'єднання. Рутилові електроди застосовують при зварюванні конструкцій з підвищеною вологістю. Крім того, при виборі електродів повинні враховуватися і характеристики зварюваного металу.
Наприклад, для вуглецевих сталей використовують стрижні УОНИ або МР. Перші мають невеликий рівень розбризкування, другі - відрізняються швидким відділенням шлаку. Вони можуть застосовуватися як в професійному, так і портативному обладнанні.
Виробники - чия продукція краще
Оскільки існує велика кількість різних марок і типів таких виробів, то розглянемо тільки ті, які призначені для ручного зварювання. Причому з них виберемо тільки зразки, які використовуються при роботі з вуглецевими і низьколегованими сталями.
Дивимося відео, тест різних зварювальних електродів:
Ґрунтуватися будемо на відгуках, залишених користувачами, а також публікаціях із спеціалізованих журналів. Згідно з цими джерелами кращими електродами для інвертора на вітчизняному ринку є вироби наступних заводів:
- Петербурзького ЕСАБ-СВЕЛ;
- Тюменського;
- Каменськ-Шахтинського;
- Орловського;
- Лосиноостровського.
Серед зарубіжних виробників найбільшим попитом користується продукція компаній:
- Kobelco;
- Ecab,
Ці електроди для инверторной зварювання за багатьма параметрами перевершують вітчизняну продукцію, хоча і мають досить високу ціну.
Дивимося відео про продукцію Моноліт:
Що стосується російських виробів, то вони в більшості опцій програють, хоча вже і з'являються деякі зразки, які піднімаються до рівня самих благеньких імпортних електродів. Але і то таких результатів змогли досягти тільки спільні підприємства, що належать європейським або азіатським виробникам.
Тепер перейдемо до розгляду самої продукції. Так електроди Петербурзького заводу стоять близько 135 рублів за 1 кг і на думку зварників є кращими серед вітчизняних моделей.
На електроди для инверторной зварювання тюменської компанії ціна трохи вища, хоча за якістю вони практично не відрізняються від попереднього зразка.
Продукція Каменськ-Шахтинського заводу в основному розрахована на використання з побутовими инверторами і має ціну близько 130 руб. за 1 кг.
 Пензенські електроди вважаються кращими в співвідношенні ціни і якості. Їх вартість не перевищує 58 руб.
Пензенські електроди вважаються кращими в співвідношенні ціни і якості. Їх вартість не перевищує 58 руб.
Продукція Японської компанії хоча і коштує дорого, але дозволяє домагатися відмінних результатів при перевірці на міцність. Фахівці стверджують, що ці електроди цілком виправдовують таку високу ціну.
Процес зварювання не можна назвати простим, тому перш ніж приступати збірці певної конструкції з його застосуванням варто попередньо потренуватися, якщо ви раніше ніколи цим не займалися.
Для цього затиск кріпиться до деталі, а в утримувач заправляється електрод. Потім встановлюється струм, згідно діаметру сталевого прута. При цьому вчитися слід на нових електродах - це допоможе краще зрозуміти сенс роботи.
Дивимося відео, базові навички зварювальних робіт:
Створення дуги виконується наступним чином. Електрод встановлюється під кутом близько 70 ° до деталі. Потім швидко проводять їм по заготівлі, при цьому повинен з'явитися сніп іскор і характерний звук.
Далі потрібно доторкнутися до деталі, таким чином, щоб з'явився зазор до 5 мм. В цей час з'являється дуга і під її впливом метал почне плавитися. Зазор потрібно підтримувати, зрушуючи електрод по горизонталі в міру того, як він буде вигоряти.
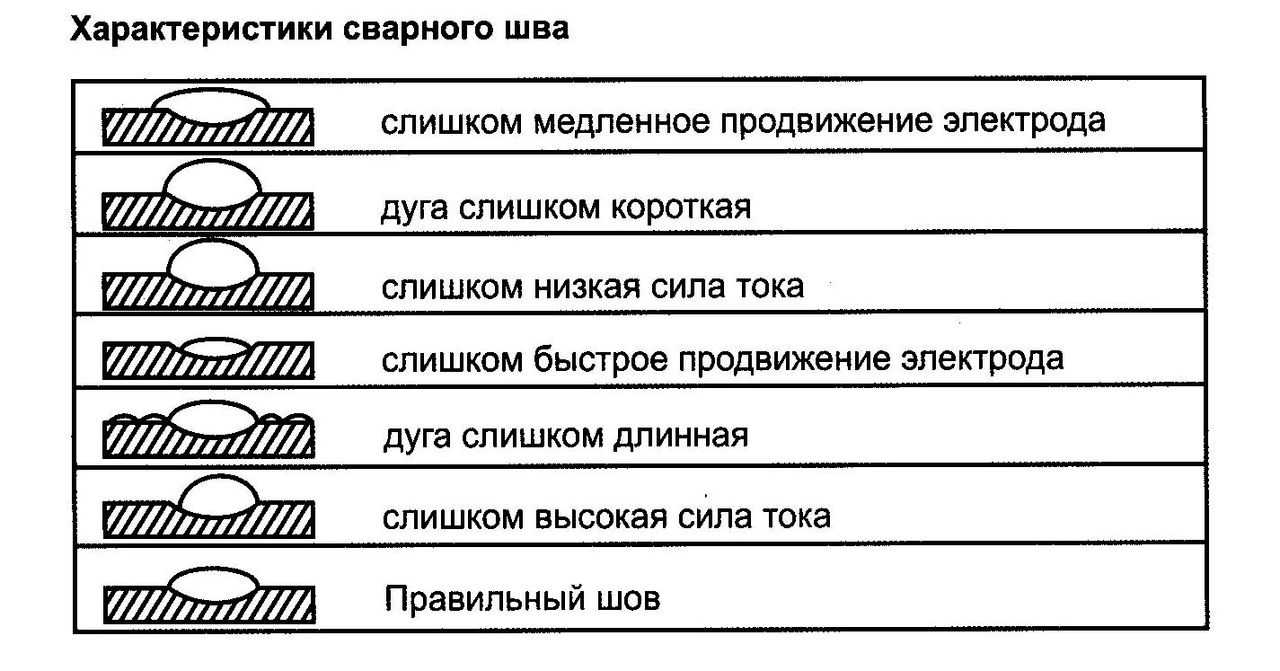
Якщо спостерігається прилипання, значить, на приладі виставлена слабка сила струму і її потрібно збільшити.
Обговоримо як вибрати електроди для ручної дугового зварювання, Приділимо увагу класифікації електродів і їх маркування.
Електрод - це металевий стрижень для підведення струму до деталі, що зварюється. Під час зварювання відбувається розплавлення кромок зварних деталей і заповнення шва металом електрода. Цей вид зварювання називають ще зварювання покритими електродами, Так як електрод покритий шаром флюсу, який при розплавленні утворює газову захист зварного шва.
 Товщина деталей, що зварюються опледеляет діаметрелектрода. Тому спочатку визначте потрібний діаметрелектрода.
Товщина деталей, що зварюються опледеляет діаметрелектрода. Тому спочатку визначте потрібний діаметрелектрода.
Для зварювання товщини до 1 мм в Європі використовують електроди діаметром 1,6 мм (для справжніх професіоналів), в Росії їх можна знайти тільки під замовлення. Як правило, в цьому випадку метод ручного дугового зварювання не застосовується, а використовують зварювання аргоном або напівавтоматом.
Якщо ви хочете отримати надійний і красивий шов з мінімальними зусиллями, то перш за все купите хороші електроди! підбирайте електроди для ручного зварювання (Їх ще називають одноразові електроди) Відповідно до хімічним складом зварювальних деталей.
Електроди можна розділити на кілька умовних груп:

- по діаметру (2-6 мм);
- за маркуванням;
- по виробнику.
марки електродів
Розглянемо тільки найпопулярнішу маркування та аналоги електродів.
УОНИ— електроди для постійного струму з основним покриттям. Для відповідальних конструкцій з усіх видів стали.
ОЗС— рутилові електроди, Універсальні, для роботи як на постійному, так і змінному струмі. У порівнянні з УОНИ вимагають менший зварювальний струм і утворюють менше шлаку.
МР3 - електроди так само з рутиловим покриттям, для зварювання на змінному і постійному струмі.
АНО-4 - ще одні популярні універсальні електроди. Найчастіше вони продаються в маленьких упаковках по 1 кг, що буває дуже зручно. І якщо на дачі вам раптом знадобилося лише щось прихопити і для цього потрібні 2-3 електрода, то у вас не буде необхідності купувати велику пачку на 5-6 кг, яка потім ще може відволожитися, поки зберігається, а досить цієї невеликої. Зручно і економічно.
ЦУ-5 - спеціалізовані електроди для зварювання труб(Водопровідних).
ESAB ОК 53.70 - покриті електроди для зварювання водопровідних труб, аналог ЦУ-5.
ЦЧ-4 - електроди по чавуну.
ESAB ОК 92.18 - по чавуну, аналог ЦЧ-4.
ЦЛ-11 - для зварювання нержавійки.
ESAB ОК 61.30 - електроди по нержавіючій сталі, Аналог ЦЛ-11.
ESAB ОК 96.20 - електроди для зварювання алюмінію.
KOBELKO LB-52U - популярні японські електроди, для відповідальних конструкцій. Можна використовувати навіть для зварювання водопровідних і газових труб. Найкращі і дорогі.
Виробники електродів
Поговоримо про виробників електродів, так як найчастіше саме це відбивається на їхній якості.
KOBELCO - Японія. Кращі електроди, Але і найдорожчі. Відмінні результати при перевірці на міцність.

ESAB - електроди ESABвисокої якості. Найчастіше в магазинах ви знайдете ці електроди за досить високою ціною. Але! Ці електроди дійсно варті цього.

«Лосіноостровскій завод» - електроди, середні за ціною і якістю.
 «Каменський завод» - надійні електроди з хорошим співвідношення ціни і якості.
«Каменський завод» - надійні електроди з хорошим співвідношення ціни і якості.
 «Уральський завод» - найчастіше це найдешевші електроди. Не чекайте від них чудової якості. В цілому, вони зварять і тримати конструкцію будуть.
«Уральський завод» - найчастіше це найдешевші електроди. Не чекайте від них чудової якості. В цілому, вони зварять і тримати конструкцію будуть.
зберігання електродів
Зберігайте електроди тільки в підготовлених місцях. При покупці звертайте увагу на термін придатності. Прострочені електроди не дадуть комфортної зварювання і надійного з'єднання деталей!
Зберігати електроди краще в спеціальному пеналі, який запобігатиме потраплянню вологи. Пенал служить також для транспортування електродів до місця зварювання. Якщо електроди все ж відсиріли, то допоможе просушка електродів і прогартовує електродів. Для цього використовуйте піч для розжарювання електродів , Яка розігрівається до 400 ℃. Якщо в пенал покласти електроди ще гарячими, після прогріву в печі, то він збереже тепло на довгий час.
Не всі початківці зварювальники знають, що електроди для зварювання - це більше 200 видів, з яких близько ста видів використовуються в ручному зварюванні. Знати їм все немає необхідності, але про деякі найпопулярніших і часто використовуваних отримати інформацію треба. Тому перейдемо до вибору електродів для ручного дугового зварювання.
Електрод - це дріт, яка зверху обмазана спеціальним складом, що називається обмазкой. У процесі зварювання дріт (сердечник) плавиться під дією електричного струму високої потужності, заповнюючи собою простір між звареними металевими виробами. Плавиться також і обмазка, яка в процесі горіння виділяє газ. Останній обволікає зону зварювання, не даючи кисню проникнути всередину.
Друге призначення обмазки - це захист самого зварного шару. У процесі плавлення частина обмазувального матеріалу стає рідкою і покриває собою зварювальний шов. Ця тонка плівка захищає його від негативного впливу кисню. Чому необхідна дана захист.
- У процесі плавки металу кисень буде забирати частину енергії на себе, тому електричного струму може не вистачити на саму зварювання.
- При зіткненні з киснем при невеликій вологості на металах з'являється оксид, що знижує його якісні характеристики.
види обмазки
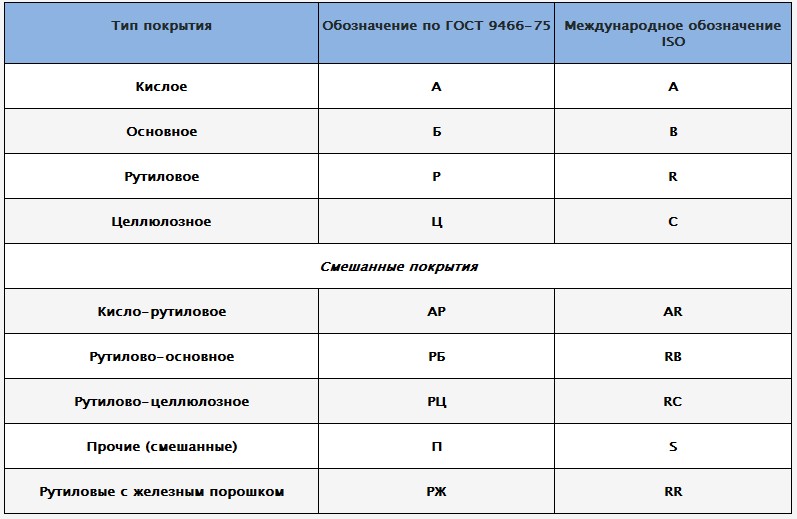
В даний час застосовуються чотири види обмазки.
- Основне з маркуванням «Б».
- Кисле - «А».
- Целюлозне - «Ц».
- Рутилове - «Р».
Є змішані види, наприклад, АР - кисло-рутилове, РБ - рутилово-основне, РЖ - рутилове змішане з залізним порошком і РЦ - рутилово-целюлозне.
Найчастіше для ручного зварювання інвертором використовують зварювальні електроди з основним або рутиловим покриттям. До першої категорії відносяться електроди марки УОНІ. Їх зазвичай використовують в тих випадках, коли потрібно отримати зварювальний шов високої якості. Тобто, шов повинен відповідати високій міцності, ударної в'язкості і високому показнику пластичності. При цьому шви з зварного електроду УОНИ гарантують, що всередині зварного матеріалу не будуть утворюватися тріщини кристалічного типу, плюс електроди даного типу не схильні до старіння. Тому фахівці рекомендують їх застосовувати для зварювання відповідальних конструкцій, які будуть експлуатуватися в жорстких умовах.

Є у УОНИ і свої негативні сторони. Волога на електродах, іржа на торці дроту, масляні або жирні плями на обмазці, іржа на з'єднуються металевих виробах - все це гарантія появи всередині зварювального шва раковин, які знижують його якість. До того ж працювати з цими електродами можна тільки на постійному струмі зі зворотним полярністю.
Зварювальні матеріали з рутиловим покриттям використовуються в основному для з'єднання деталей з низько вуглецевої сталі. Їх яскравим представником є марка МР. Ось позитивні характеристики даної категорії.
- Можуть працювати як на постійному, так і на змінному струмі.
- Розбризкування металу мінімальне.
- За допомогою електродів даного типу можуть виходити високоякісні зварювальні шви, зроблені в будь-якому положенні заготовок.
- Шлаки після зварювання легко відходить.
- За допомогою МР можна варити і іржаві вироби, і навіть сильно забруднені.
- Легкий розпал навіть при низькому показнику вольт-амперної характеристики інвертора.
Коли перед новачком стоїть питання, як правильно вибрати електрод для зварювання, то оптимальний для нього варіант - це марка МР.
До рутиловим покриттям відносяться марки АНО. Їх використовують для з'єднання виробів з вуглецевої сталі, наприклад, для зварювання трубопроводів. Всі інші характеристики точно такі ж, як і у МР.
Чому досвідчені зварники не люблять користуватися електродами з рутиловим обмазкой? По-перше, вони їх називають бенгальськими вогнями. По-друге, це м'яка і швидка зварювання, а для гарного прогріву металу потрібна повільна зварювання. Тому професіонали негативно ставляться до них, а для новачків - це в самий раз.
Інші параметри вибору
Ще кілька параметрів, що визначають вибір електродів для зварювання. Один з найважливіших показників - це полярність підключення, а відповідно і рід струму.
Якщо для зварювання використовується інвертор, то необхідно розуміти, що він видає струм постійного типу. Тому підключення електроду для зварювання може проводитися за двома схемами.
- Полярність пряма. Схема така: мінус підключається до зварювального електроду, плюс до маси.
- Полярність зворотна. Тут навпаки: мінус до маси, плюс до держаком.
У чому особливість кожної схеми підключення. Все залежить від сили проварки металів. При прямій полярності металеві зварюються вироби піддаються високому нагріванню. При зворотній полярності температура нагріву не настільки висока. Тому, коли потрібно зварити два металевих листа невеликої товщини, то краще використовувати зворотну полярність, що забезпечить захист від прожога. До того ж зворотну полярність використовують, коли зварюють вироби з високолегованих сталей. Вони чутливі до високих температур.
Є ще три показника, на які необхідно звертати увагу.
Товщина зварювального вироби
Діаметр електрода необхідно пов'язати товщиною деталей, що зварюються. Тобто, ці два параметри взаємопов'язані між собою. Ось деякі співвідношення.
Вибирати електрод по діаметру важливо. Вся справа в тому, що чим більше цей показник, тим гірше щільність шва, при обліку співвідношень в таблиці. До того ж неправильний підбір призводить до нестійкості зварювальної дуги, Погіршення проварена, збільшення ширини самого шва.
Ще одна залежність діаметра зварювального електрода. В даному випадку від сили струму.
Виходить так, що три параметра: сила струму, товщина зварювальних металів і діаметри електродів взаємопов'язані. Тому, відповідаючи на питання, які електроди вибрати, необхідно враховувати цей взаємозв'язок. Правда, відзначимо, що сила струму в кожній категорії може трохи відрізнятися від представлених в таблиці. Електроди МР діаметром 2 мм можуть варити і при силі струму в 40 А. УОНИ при 30 А. Тому обов'язково перед тим як вибрати електроди, вивчіть їх характеристики, які вказуються виробником на упаковці зварювального матеріалу.
Типи зварювальних металів
Підбирати зварювальні матеріали під необхідні метали не завжди просто, тому що на око можна визначити лише сталь, нержавійку, чавун або цветмет. Зрозуміло, що крім сталевих конструкцій, де використовуються вищеописані електроди, у всіх інших випадках використовуються спеціальні зварювальні вироби: для чавуну, для нержавіючої сталі, для алюмінію і так далі.
Що стосується сталевих виробів, то тут є певні труднощі, що залежать від визначення типу стали. Але якщо з цим розібратися, то на питання, як правильно вибрати електроди, стане простіше відповідати.
- Для зварювання сталей киплячого типу можна використовувати будь-які марки з будь-обмазкой. До таких сталей відносяться: низьковуглецевий і слабораскісленная.
- Для зварювання напівспокійних сталей краще використовувати електроди з рутиловим або основний обмазкой.
- Для зварювання конструкцій з спокійної сталі, які піддаються високим динамічним навантаженням, і які експлуатуються при досить низьких мінусових температурах, краще використовувати марки з основною обмазкою.
На якість шва буде впливати і стабільність горіння дуги. Тому обраний вами електрод повинен відповідати типу використовуваного струму. Для зварювальних матеріалів з основною обмазкою потрібно тільки постійний струм, Для інших типів можна використовувати і постійний, і змінний. У електродів з покриттям рутилу, целюлозної і кислої обмазкой, які працюють від зварювальних трансформаторів, тобто на змінному струмі, дуга горить стабільно. А значить, і шов виходить якісний.

Що стосується напрямку зварювання, то в нижньому положенні і вертикально добре варять електроди з целюлозним покриттям. Тому що у цих електродів виходить досить вузькому шлак і плюс метал дроту переноситься на шов дрібними краплями, що дозволяє рівномірно заповнити стик між металевими деталями. В цьому плані гірше всіх формується зварювальний шов у електродів з основним покриттям.
Коли стоїть питання зварювання товстостінних виробів, то технологія визначає багатошаровість наноситься шва. Тому такий параметр, як хороша отделяемость шлаку, стає основною при виборі електродів. В цьому плані електроди з основним обмазкой знову програють. Сюди ж додамо, що зварювальні вироби даного типу вимагають певної чистоти зварюваних металів.
Висновок по темі
Підібрати зварювальний матеріал за всіма параметрами непросто. Доведеться враховувати багато нюансів, тому рекомендується взяти на озброєння таблиці, розташовані вище, а також інформацію, яка позначає призначення самих електродів.




