Welder plasmă. Plasma de sudura - ceea ce este și cum funcționează. Trăsături distinctive ale sudurii în plasmă.
Conectarea suprafețelor la sudarea plasmei! Plasma de sudura - o metodă care este radical diferită de toate tehnologiile tradiționale de sudura existente.
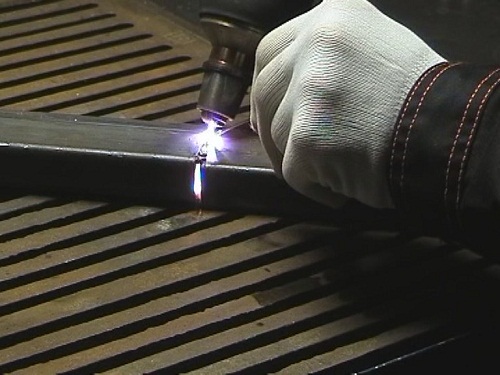
Aparat de sudare cu plasmă
Acest lucru se manifestă prin avantajele existente ale sudării în plasmă:
- Siguranța procesului pentru sudor;
- O oportunitate unică de economisire a energiei electrice;
- Nivelul ridicat de performanță care caracterizează nivelul corespunzător mașină de sudură;
- Oferind rezultate de înaltă calitate ale sudării sau tăierii.
În nucleul său, sudarea cu plasmă este un proces inovator pentru îmbinarea planelor metalice. Astăzi, acest tip este utilizat în mod activ în anumite industrii: inginerie, producție de instrumente, întreprinderi de aviație etc.
Densitate mai mare, tăiere mai bună
Doi factori în tăierea cu plasmă cu apă azotată pot contribui la astfel de tăieturi netede. în vederea tăiere cu plasmăca tăiere cu laser, este de a atinge cea mai mare densitate de energie, care poate penetra efectiv placa. Strângerea și stabilizarea comune tuturor proceselor plasmei sunt realizate cu ajutorul unui mic diametru al duzei în combinație cu mișcarea de vârtej a gazului formând plasmă. În funcție de schimbarea procesului, se poate obține o contracție suplimentară utilizând apa ca material de protecție.
Plasarea prin sudură este utilizată atunci când este necesar să se obțină o sudură de înaltă rezistență. Este caracteristic faptul că echipamentul pentru sudarea plasmei nu necesită cilindri de oxigen.
Tehnologia este ecologică, deoarece în timpul sudării metalului nu există nici o eliberare de substanțe și gaze nocive. În plus, prin intermediul echipamentelor din plasmă este posibilă nu numai sudarea, ci și tăierea metalelor și a aliajelor (trebuie doar să obțineți tăietorul adecvat).
Alte mecanisme pot fi utilizate pentru a îngusta și stabiliza arcul, cum ar fi materialele cu conductivitate termică ridicată pentru o duză pentru a evacua căldura radiată de un arc comprimat sau chiar câmpuri magnetice intense. Cu toate acestea, în prezent, costul acestor sisteme va compensa orice creștere a calității și a vitezei de tăiere.
Utilizarea tehnologiei de tăiere depinde de cerințele aplicației. Dar cu cele corecte amestec de gazeAvansată de proiectarea corectă a tortei, sistemele de tăiere cu plasmă pot curăța rapid tăieturile și pot ușura viața pentru sudor. Cu toate acestea, prin poziționarea electrodului în carcasa arzătorului, arcul de plasmă poate fi separat de carcasă gaz de protecție. Apoi, plasma este împinsă printr-o duză de cupru fin, care comprimă arcul. Trei moduri de funcționare pot fi obținute prin modificarea diametrului orificiului și a debitului gazului plasmatic.
Mai multe despre procesul de sudare
Pentru o înțelegere corectă a tehnologiei procesului de sudare, este important să se aprofundeze în esența sa. Din punct de vedere al fizicii, în timpul sudării cu plasmă, gazul ionizat (adică, plasmă) este direcționat către suprafața pieselor care urmează să fie sudate cu ajutorul unei duze. Pentru formarea plasmei, este necesar să se asigure încălzirea gazului de lucru la o temperatură ridicată. Acest lucru este realizat de un curent electric puternic.
Deși debitul de gaz al plasmei poate fi mărit pentru a îmbunătăți penetrarea cusătură de sudurăExistă riscul de penetrare a aerului și a gazului de protecție datorită turbulențelor excesive în scutul gazos. Datorită creșterii curent de sudare iar fluxul de gaze plastice creează un fascicul de plasmă foarte puternic, care poate asigura o penetrare completă în material, ca și cu un laser sau cu laser sudura cu fascicul de electroni. În timpul sudării, gaura trece treptat prin metal, cu piscina de sticlă topită care curge din spate pentru a forma o sudură sub acțiunea tensiunii superficiale. Acest procedeu poate fi folosit pentru sudarea materialului mai gros într-o singură trecere.
- Arcul microplasmatic poate funcționa la curenți de sudare foarte mici.
- Arcul coloanei este stabil chiar și atunci când lungimea arcului este schimbată la 20 mm.
- Gura de fund: mai mult de 100A.
Procesul de plasmă
Puteți utiliza dispozitivul corespunzător pentru a vă conecta:
- Tuburi cu pereți subțiri;
- Diferite tipuri de recipiente subțiri;
- Piese din folie;
- Separate bijuterii.
Adunarea automată a mașinii de sudură
Dispozitivul pentru sudarea în plasmă, precum și pentru tăierea metalelor necesită doar aer comprimat și electricitate pentru funcționarea sa. Când se utilizează echipamentul de compresor, dispozitivul va necesita numai electricitate. Drept urmare, sudarea necesită înlocuirea electrozilor, precum și duza tortei de plasmă.
Arc regenerarea este dificil atunci când există un lung electrod la o distanță de partea și plasma este comprimat. Mai mult decât atât, încălzirea excesivă a electrodului în timpul perioadei de repaus pozitive conduce la înfundarea vârfului vârfului, ceea ce poate perturba stabilitatea arcului.
Prin dezechilibrarea formei de undă pentru a reduce durata polarității pozitive a electrodului, electrodul este menținut suficient de răcit pentru a menține vârful ascuțit și pentru a atinge stabilitatea arcului. Acest arc "pilot" este ținut în corpul torței până când este necesar pentru sudare și apoi transferat pe piesa de prelucrat.
Designul independent al unei mașini de sudat cu plasmă necesită o muncă grea.
Mai întâi de toate, trebuie să faceți dezvoltarea circuitului de alimentare cu energie. Din astfel de blocuri depinde funcționarea completă a aparatului.
Pentru lucrare vor fi necesare:
- Scurgeți de la aparatul obișnuit de sudură. Acest element este necesar pentru stabilizarea tensiunii. Dacă stabilitatea nu este asigurată, supratensiunile vor diminua plasma, ceea ce este atât de necesar pentru sudare și tăiere;
- Tiristor trifazat redresor. Incluziunea sa în circuit este explicată de necesitatea limitării curentului în regiunea de 50 amperi;
- Începător auto normal. Acest element este necesar pentru a oferi incendiere automată. Cu toate acestea, este posibil și utilizarea unui distribuitor convențional. Toate acestea vor elimina necesitatea incendierii manuale.
Atunci când se creează o mașină de sudat cu plasmă, trebuie acordată, bineînțeles, o atenție deosebită corpului. În prezența tuturor materialelor necesare și a bunelor mașini de prelucrare a metalelor, producția independentă a tuturor elementelor principale nu va cauza dificultăți.
Electrodul utilizat pentru procedeul cu plasmă este toriul de tungsten-2%, iar duza de plasmă este cupru. Diametrul canalului duzei de plasmă este critic și diametrul de deschidere este prea mic pentru nivelul curent, iar debitul gazului plasmatic va duce la eroziunea excesivă a duzei sau chiar la topire. Este rezonabil să folosiți cel mai mare diametru al găurii pentru nivelul curentului de funcționare.
Notă: o gaură care este prea mare poate provoca probleme de stabilitate și poate menține o gaură de cheie. Combinația normală de gaz este argonul pentru gazul plasmatic, cu argon plus de la 2 până la 5% hidrogen pentru gazul de protecție. Heliu poate fi folosit pentru gaze cu plasmă, dar deoarece este mai fierbinte, el reduce curentul nominal al duzei. O masă mai mică de heliu poate împiedica, de asemenea, modul keyhole.
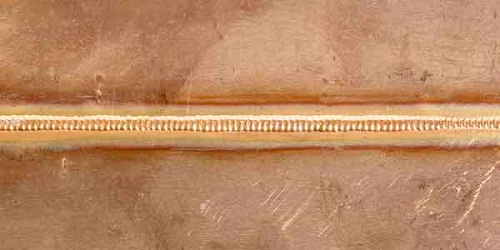
Cusătura după conectarea pieselor prin sudură cu plasmă
Pentru o imagine completă a ceea ce arata mașină asamblată pentru sudură și tăiere, vă sugerăm să explorați o mare varietate de scheme pe Internet.
Un element cheie pentru sudare și tăiere este lanterna cu plasmă. Designul său este astfel încât este, de fapt, un mâner convenabil, în care sunt amplasate anodul și catodul.
Microplasma a fost folosită în mod tradițional pentru sudarea foilor subțiri, precum și a secțiunilor de sârmă și sârmă. Un arc rigid, similar acului, minimizează arcul și distorsiunea. Avantajele sunt o penetrare mai profundă și o rezistență sporită la contaminarea suprafeței, inclusiv acoperirile. Principalul dezavantaj este vuietul tortei, ceea ce face ca sudarea manuală să fie dificilă. În cazul sudării mecanizate, ar trebui acordată mai multă atenție menținerii tortei pentru a asigura funcționarea stabilă.
Acest lucru are câteva avantaje care pot fi utilizate: penetrarea profundă și viteza mare de sudare. Metodele convenționale sunt utilizarea unui modul cu cheie cu gaură de umplere pentru a asigura un profil neted al sudurii. Cu o grosime de până la 15 mm, se utilizează un preparat comun cu o suprafață de rădăcină de 6 mm. Se utilizează o tehnică de două treceri, iar aici prima trecere este autogenă, iar a doua trecere este efectuată în modul topit cu adăugarea de umplutură.
Anodul, fiind simultan o duză, este realizat din cupru. În timpul procesului de sudare se răcește cu apă. Tungsten (inclusiv lanthanated) este, de asemenea, folosit ca un catod.
Aceste două elemente nu sunt în contact, deoarece sunt izolate cu materiale speciale. De regulă, prin azbest.
Pentru apariția unui arc de plasmă între anod și catod este folosit curent continuuavând o tensiune de 100 V. Acest arc permite gazului să se încălzească la temperatura ridicată necesară. Sudarea începe să funcționeze: apare un flux de plasmă în care sunt plasate piesele care trebuie sudate (sau este tăiat metalul).
Caracteristici de design ale arzătoarelor
Ca parametri de sudare, consumul de gaze din plasmă și adaosul de umplutură trebuie să fie echilibrați cu atenție pentru a menține stabilitatea gaură și sudură, această metodă este adecvată numai pentru sudare mecanizată. Deși poate fi utilizat pentru sudarea pozițională, de obicei cu curent pulsatoriu, se utilizează de obicei pentru sudura de mare viteză a materialului din tablă mai groasă într-o poziție plană. La sudarea țevilor, este necesar să se controleze cu atenție înclinația curentului și a gazului plasmatic pentru a închide gaura de chei fără a părăsi orificiul.
Astfel, designul independent al aparatului pentru sudarea cu plasmă este destul de real. Rezultatul va fi posibilitatea unei conexiuni de înaltă calitate a diferitelor piese metalice. Un dispozitiv auto-asamblat va fi util în multe cazuri; sudarea în plasmă cu propriile mâini va fi deosebit de convenabilă atunci când se repară o mașină personală.
A fost actualizată, astfel încât pagina web nu mai reflectă exact versiunea tipărită. Plasma de sudură are caracteristici unice de performanță de la proiectarea tortei. Cu toate acestea, în flacăra cu plasmă, electrodul este amplasat în spatele unei mici duze de cupru. Prin declanșarea arcului prin duză, se formează un flux de coloane caracteristic sau o plasmă caracteristică.
Ce este sudarea cu plasmă directă?
În timpul sudării, arcul din plasmă îndepărtează metalul, formând o gaură de chei, în timp ce bazinul de sudare topit curge în jurul găurii pentru a forma o sudură. În acest mod de funcționare se realizează o penetrare profundă și o viteză ridicată de sudură. Se generează o plasmă de arc foarte puternică, similară cu un fascicul laser. . Echipamente plasmă disponibilă alternativ concepute special pentru utilizare.
Pentru sudarea structurilor din oțeluri inoxidabile, aliaje neferoase și metale diferite, precum și la sudarea metalelor cu nemetale, cu o grosime de până la 15 mm, se utilizează un tip special de sudură - plasmă.
Acest tip de sudare se realizează cu ajutorul unui arc de plasmă la temperaturi înalte (până la 50000 0С), obținut cu ajutorul unui echipament special, care permite obținerea unui jet de plasmă sau a unui arc. În plus, jetul cu plasmă este utilizat pentru tăierea, lipirea, pulverizarea și suprafața multor metale neferoase și refractare. Se știe că plasma este un gaz care este încălzit într-o stare de ionizare și conducere a curentului electric.
Echipamente de protectie. . Procesul de plasmă funcționează de obicei cu polaritate negativă a electrodului pentru a minimiza căldura generată de electrod. Cu toate acestea, există arzătoare speciale pentru lucrul cu electrozi de polaritate pozitivă, care se bazează pe o răcire eficientă pentru a împiedica topirea electrodului. Pentru sudarea aluminiului se folosește o pistă cu electrod pozitiv, care necesită ca catodul să fie pe material pentru a îndepărta pelicula de oxid.
Masina de sudat Gorynych
Problemele cu regenerarea arcului sunt asociate cu o îngustare a duzelor, un lung electrod la distanță de piesa de prelucrat și împachetarea cu electrozi, cauzate de perioadele alternante de polaritate a electrodului pozitiv. Arcul pilot format între electrod și duza de cupru este transferat automat pe piesa de prelucrat atunci când este necesar pentru sudare.
Sudarea cu plasmă este utilizată în industria aviatică, aerospațială, inginerie, industria automobilelor, electrică, alimentară și în alte sectoare ale economiei, unde structurile sunt supuse unor cerințe ridicate asupra calității fabricării lor.
Esența sudării - căldura cu arc electric comprimat forțat, topește marginea părților și a formelor cusătură de sudură. Sudarea poate fi efectuată în moduri manuale sau automate. Indiferent de modul de execuție, cusăturile sunt de înaltă calitate și cu dimensiuni geometrice date, în timp ce structurile nu suferă deformări.
În cazul unui design convențional al arzătorului, electrodul este amplasat în spatele duzei de cupru răcită cu apă. Deoarece puterea arcului plasmatic este determinată de gradul de îngustare a duzei, este necesar să se ia în considerare alegerea diametrului orificiului față de nivelul curentului și debitul de gaz al plasmei. Pentru plasmă "moale", folosită în mod obișnuit pentru modurile de funcționare cu micro și mediu, este recomandat un orificiu cu diametru relativ mare pentru a minimiza eroziunea duzelor.
Microplasma de sudura: unele caracteristici ale procesului
În modul de tăiere cu plasmă înaltă, diametrul orificiului duzei, debitul de gaz din plasmă și nivelul curentului sunt alese pentru a produce un arc de mare comprimare care are suficientă putere pentru a tăia materialul. Fluxul de gaz din plasmă este esențial pentru a crea un arc plasmatic profund penetrant și pentru a preveni eroziunea duzei; debitul prea scăzut al gazului pentru diametrul găurii și nivelul curentului va duce la un arc dublu în flare și la topirea duzelor.
Avantajele și dezavantajele sudurii în plasmă
Avantajele sudării includ:
- concentrație mare de căldură cu o zonă minimă de expunere la căldură, care elimină deformarea pieselor în timpul procesului de sudare și, prin urmare, elimină necesitatea editării lor;
- stabilitatea arcului;
- viteza mare de sudare (până la 50 m / h), care îmbunătățește productivitatea;
- penetrarea metalului la adâncimea completă, ceea ce face posibilă efectuarea tăierii marginilor înainte de sudare;
- limitele largi de reglare a arcului de sudare;
- lipsa stropii de metal in timpul lucrului;
- eficiență;
- calitatea înaltă a îmbinării sudate;
- posibilitatea unei automatizări complete a procesului de sudare.
Dezavantajele includ:
Sudare cu plasmă înaltă
Având în vedere punctul de pornire propus pentru stabilirea debitului de gaz plasmatic și a nivelului de curent pentru o gamă de diametre ale găurilor și diferite moduri de funcționare. Electrodul este un tungsten cu adăugarea a 2 până la 5% toriu pentru a ajuta la inițierea arcului. De regulă, vârful electrodului este legat la un unghi de 15 grade pentru sudarea cu microplasme. Unghiul vârfului crește cu nivelul curentului și cu un curent înalt, cu sudură cu plasmă cu cheie, este recomandat un unghi de 60 până la 90 de grade. Pentru niveluri ridicate de curent, vârful este de asemenea tăiat la aproximativ 1 mm.
- complexitatea întreținerii anumitor tipuri de echipamente;
- necesitatea de a se conforma siguranței.
Aparat de sudura cu plasmă
O mașină de sudat cu plasmă constă dintr-o torță specială (torță cu plasmă) și o sursă de alimentare.
Lanterna cu plasmă este formată din următoarele părți principale:
- carcasa exterioară;
- cochilii PTFE;
- ansamblu de electrozi;
- mecanismul de control al fluxului de aer;
- bucșe izolate;
- electrod;
- bucșe izolate;
- duză;
- duze de duș.
Proiectul prevede o alimentare pentru gaze (plasma-forming și de protecție) și furnizarea de apă sau de răcire cu aer. Gazul de formare a gazului este argon pur sau argon cu adăugare de hidrogen sau heliu, iar amestecurile de aer, azot, hidrogen sau gaz pot fi, de asemenea, utilizate. Gazul de protecție este cel mai adesea argon. Electrozii sunt fabricați din tungsten, activat de toriu, lantan sau ytriu și sunt, de asemenea, fabricați din hafniu și cupru. Apa sau aerul sunt necesare pentru răcirea pereților duzei.
Unghiul de vârf nu este de obicei critic. manuale de sudura. Cu toate acestea, pentru aplicațiile mecanizate, starea vârfului și duzei determină forma arcului și profilul de penetrare al penetrării sudurii, astfel încât trebuie acordată o atenție deosebită măcinării vârfului. De asemenea, este necesar să se verifice periodic starea vârfului și duzei, iar pentru componentele critice se recomandă verificarea stării tortei între suduri.
Cum este procesul de sudare în plasmă în poziția jos?
Pentru a asigura coerența, este important să mențineți o poziție constantă a electrodului în spatele duzei; Ghidajul electrozilor și sculele speciale sunt furnizate de producătorul de lanternă. Curentul nominal maxim al fiecărei duze este setat pentru poziția maximă a electrodului și debitul maxim al gazului în plasmă. Valorile scăzute ale debitului de gaz din plasmă pot fi utilizate pentru a înmuia un arc de plasmă cu un curent nominal maxim al duzei care reduce distanța de la electrod.
Fluxul de gaz, care trece prin duza, limitează dimensiunea arcului și împinge arcul departe de pereții duzelor. Astfel, stratul de gaz este izolat de duza. O evacuare cu arc care poate apărea între un electrod și un produs care urmează să fie sudat (sudare cu arc direct) sau între un electrod și o duză (sudare cu arc indirect) trece în partea centrală a orificiului situat în duza.
O combinație tipică de gaze este argonul pentru gazul de plasmă și argonul de la 2 la 8% H2 pentru gazul de protecție. Indiferent de materialul sudat, utilizarea argonului pentru gazul plasmatic dă cea mai mică rată de eroziune a electrodului și duzei. Heliul oferă un arc mai fierbinte; totuși, utilizarea sa pentru gazele din plasmă reduce debitul curent al duzei și face dificilă formarea unei gafe de chei.
Producători de mașini de sudat cu plasmă
Amestecuri de heliu și argon, de exemplu. 75% heliu - 25% argon, folosit ca gaz de protecție pentru materiale precum cuprul. Debitul gazului plasmatic trebuie să fie precis definit, deoarece controlează penetrarea piscinei de sudură, dar debitul gazului de protecție nu este critic.
Principiul de funcționare al mașinii de sudat cu plasmă este următorul: un oscilator (generator de tensiune înaltă) creează un potențial electric, care este necesar pentru apariția unei descărcări scantei și aprinderea unui arc electric. Există un arc obligatoriu, care în contact cu produsul sudat îl închide și, astfel, intră în funcțiune. Debitul de gaze care formează plasmă în formă de filare stabilizează și comprimă coloana arcului de lucru. Acest lucru vă permite să nu atingeți pereții duzelor de pistoale cu plasmă.
Tipuri de sudare
Sarma cu plasmă, în funcție de echipamentul utilizat, poate fi efectuată:
- arc penetrant și nepătat;
- pe curentul de orice polaritate;
- să fie punct și impuls;
- fără fir de umplere și sârmă de umplere;
- manual, cu ajutorul mașinilor semi-automate și automate.
Sudarea poate fi efectuată pe următoarele curenți:
În funcție de rezistența curentului de sudură, există 3 tipuri de sudare cu plasmă:
- mici (de la 0, 1 la 25 A);
- mediu (de la 25 la 150 A);
- mare (peste 150 A).
Sudarea cu curent mic se numește microplasmă și se utilizează cel mai des. Se utilizează pentru fabricarea structurilor cu o grosime de cel mult 1,5 mm. În mod obișnuit, aceste tipuri de sudură produc containere și țevi cu pereți subțiri, sugerează piese subțiri pentru cele masive, fac bijuterii în industria bijuteriilor, conectează părți din folie în fabricarea termocuplurilor.
În cazul în care sudarea se efectuează folosind sârmă de umplere, se utilizează de obicei sârmă fără sudură sau un tip special de sârmă - pulbere.
Principalii parametri ai sudării plasmei:
- amperaj măsurat în amperi (A);
- tensiune măsurată în volți (V);
- Ø duza de canal (indicată în mm);
- Ø electrod (indicat în mm);
- consumul de gaz plasmatic (indicat în m / h);
- consumul de gaz de protecție (indicat în m / h).
Tehnologia de sudare cu plasmă
Aparatele pentru sudura cu plasmă, fabricate de diferiți producători, sunt, de regulă, universale. Cu ajutorul lor, puteți efectua diferite lucrări în toate pozițiile spațiale: inferior, tavan, vertical, orizontal, înclinat. Procesul tehnologic al structurilor de fabricație constă în pregătirea produsului pentru sudare, selectarea unui material de umplutură, dacă se face sudarea cu acesta și pregătirea echipamentului.
Partea din fața sudării trebuie degresată, curățată și asigurată cu atenție. În timpul procesului de sudare, sudorul trebuie să protejeze ochii de radiații, să utilizeze toate metodele și mijloacele de protecție pentru a preveni arsurile termice și, de asemenea, să utilizeze un sistem de ventilație de evacuare la sudarea în interior.
Astăzi, în rețeaua comercială puteți achiziționa diverse modele de dispozitive pentru sudarea cu plasmă, atât pe piața internă, cât și pe cea străină. Printre aparatele domestice, aparatul cu plasmă mobilă "PLAZAR", "GORYNYCH", "MULTIPLAZ" este foarte popular.
De exemplu, GORYNYCH reprezintă un dispozitiv portabil multifuncțional format dintr-un generator de plasmă și o unitate de alimentare și control. Se utilizează pentru o gamă largă de sudare, tăiere și lipire a metalelor. Este alimentat de la rețeaua de 220 V. Este compact și ușor de utilizat, este deosebit de popular pentru sudori. Ca lichid de lucru, în funcție de tipul de lucru efectuat, se utilizează fie apă distilată, fie o soluție de alcool etilic în aceeași apă. Un astfel de dispozitiv este utilizat cu succes nu numai în producție, construcții, dar și în viața de zi cu zi.
În rândul producătorilor străini, se acordă o atenție deosebită dispozitivelor fabricate în Germania și Italia. Modelele de mașini de sudat și de tăiat cu plasmă de la MERKLE Schweißanlagen-Teshnik GmbH sunt bine cunoscute în diferite părți ale lumii. Compania a fost specializată în fabricarea de echipamente și componente pentru producția de peste 50 de ani sudare. Modele profesionale mașini cu plasmă P 421 DC-PT11, P 601 DC-PT11 și P 601 AC / DC-PT11 sunt utilizate de companii bine-cunoscute VOLKSWAGEN, MERCEDES-BENZ și altele pentru fabricarea produselor lor, cunoscute în multe țări.
Producător din Italia Telwin este specializat în producerea de dispozitive moderne de sudare cu plasmă, de asemenea, mai mult de 50 de ani. Modelele Plasma Technica, Plasma Tehnologică, Superplasma și altele sunt dotate cu supratensiune, protecție redusă și curentă ridicată, protecție termică, realizează răcirea automată a plasmatronului și au un sistem de alarmă cu privire la tensiunea din arzător. Ele se disting prin dimensiuni mici, greutate și sunt foarte convenabile de utilizat.




