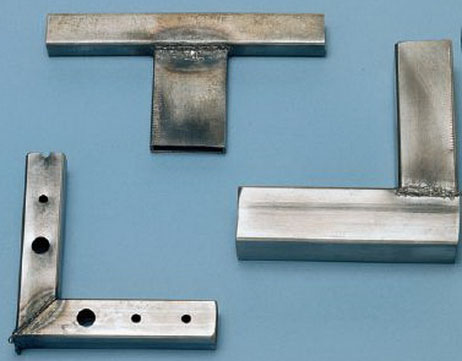
Welds și locația acestora. Articulații și cusături sudate
Un sudic novice care are doar mașină de sudură, întotdeauna întrebat ce fel cusături de sudură există și cum se pot conecta cele mai bune suprafețe metalice. Prin urmare, considerăm oportun să analizăm îmbinările de sudură, subdivizându-le în tipuri. Dar mai întâi trebuie să înțelegeți definițiile cusăturilor și îmbinărilor, diferențele dintre ele.
defini
O sudură este un metal cristalizat care se află în procesul de lucru în stare topită. În ceea ce privește îmbinările de sudură, acestea sunt zone limitate. constructii metaliceconținând una sau mai multe cusături de sudură.
Tipuri de cusături și îmbinări
Clasificarea sudurilor și îmbinărilor conform următoarelor criterii:
În funcție de tipul de sudură se pot distinge următoarele cusături:
- Arc sudare;
- Arc sudare în gaz de protecție;
- Automată, semi-automată;
- Nituri electrice;
- Sudarea electrosugurilor;
- Articulații spiralate;
- Contactați sudarea electrică.
Clasificarea gradului de convexitate:
- normale;
- concave;
- Convex.
Clasificare spațială:
- inferior;
- vertical;
- orizontal;
- Plafonul.
În funcție de mărime:
- solid;
- Discontinuă.
Tipuri de cusături de sudură (în funcție de formă):
- Articulații articulate - tip de cusături de legătură;
- Colțar - tip de cusături de fixare unghiulară, în formă de T sau suprapusă;
- Chei - tipul de cusături obținute ca urmare a penetrării complete a foilor superioare, în cazuri rare, a foilor ulterioare, precum și a foii inferioare.
Tipuri de compuși (în funcție de natura conjugării suprafețelor metalice):
- cap la cap;
- T-bar;
- corner;
- Îmbinări;
- Mecanice.
îmbinare
Având în vedere principalele tipuri de conexiuni, merită luate în considerare cele mai frecvente tipuri de conexiuni - îmbinările cap la cap. Având în vedere tipurile de conexiuni, varianta cap la cap trebuie acordată o atenție deosebită, deoarece este o legătură între două elemente metalice care sunt adiacente una față de cealaltă de suprafețele de capăt, sunt plasate pe aceeași suprafață sau în același plan. 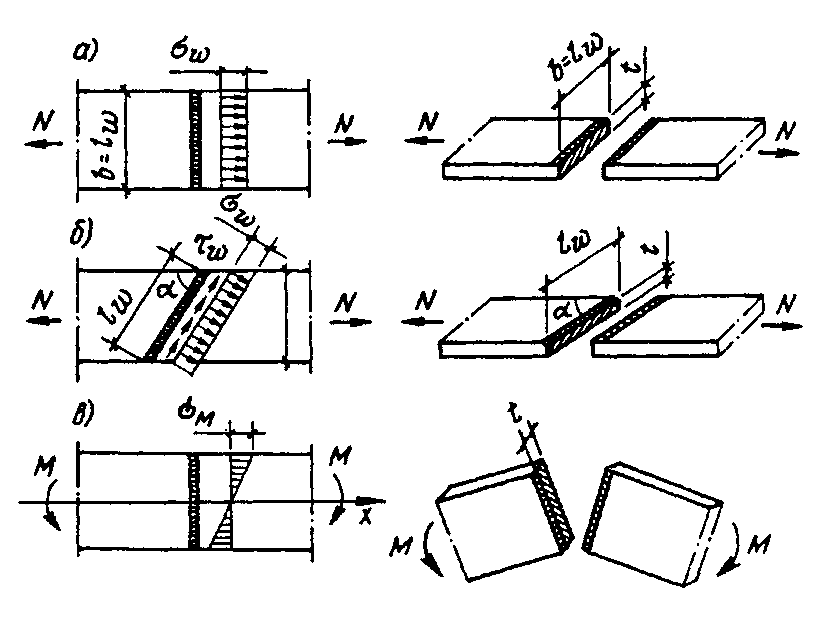
În funcție de locația cusăturii pot fi:
- o singură față;
- Bilateral.
Diferă în pregătirea locului pentru sudură, pe baza grosimii produselor:
- Cu muchii tăiate;
- Fără margini înguste.
Îmbinarea unilaterală a suprafețelor fără marginile tăietoare implică lucrul cu foi de grosime de 4 milimetri, în timp ce față-verso fără marginile tăietoare sunt făcute în procesul de sudare a foilor de metal de până la 8 milimetri. Ambele variante ale îmbinărilor asigură realizarea unui mic decalaj între piesele cu o grosime de 1-2 milimetri pentru a asigura o muncă de înaltă calitate.
Fasciculul părților de margine ale părții cu fixare unilaterală este de dorit să se efectueze pentru diametre de la 4 la 25 milimetri. Trebuie remarcat faptul că sudarea cu înclinarea în formă de V este foarte populară. Fixarea în formă de U a metalelor se bucură de o popularitate mai mică printre sudori. Se recomandă să se efectueze, de asemenea, mutarea neuniformă a margini. Dacă există grosimi de 12 milimetri sau mai mult, sudarea pe ambele fețe necesită o tăiere în formă de "X".
Tees
Metoda de sudare T este numită astfel de elemente de fixare metalice, în care suprafața de capăt a unui element metalic este adiacentă la un unghi, atașat la suprafața laterală a altui element metalic.
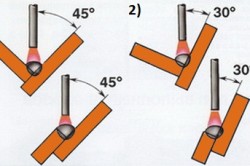
În timpul punerii în aplicare a celor în formă de T cu un material relativ gros, este de dorit să se mențină unghiul de înclinare a electrodului în raport cu cusăturile astfel încât să fie aproximativ 60 de grade.
Tot felul sudare pot fi simplificate daca sunt stivuite "in barca". Astfel, devine posibil să lucrați în principal în poziția inferioară, sporind în același timp viteza de lucru, iar probabilitatea de subcotare este redusă semnificativ. Având în vedere tipurile de îmbinări ale suprafețelor metalice, merită să știți că versiunea în formă de T cel mai adesea permite lipsa de penetrare și alte defecte.
Există tipuri specializate de procese de sudare care sporesc penetrarea. Folosind aceste metode la locul de muncă, sudarea cu o singură parte a pieselor cu diametre semnificative devine posibilă, cu o fuziune bună, precum și formarea unei rola prelucrată pe cealaltă parte.
colț
Principalele tipuri de compuși au tipuri unghiulare de lipire a suprafețelor metalice. Îmbinarea colțurilor metalice - un tip de compus din două elemente metalice, care sunt plasate sub un unghi, sunt conectate în zona de joncțiune a părților extreme. Ca și alte tipuri de elemente de fixare, acest tip poate fi realizat și cu teșitura părților de margine ale piesei, precum și fără ea, pe baza diametrului produsului. În acest caz, partea se fierbe din interior.
splice
Vederea suprapusă a îmbinărilor este o legătură a elementelor metalice care sunt aranjate în paralel, suprafețele parțial suprapuse. În acest caz, tehnica implică utilizarea unor părți suficient de groase, ale căror diametru poate ajunge la 1 centimetru.
Merită să știți că este necesar să lipiți foi de material pe ambele părți. Urmați această recomandare pentru a reduce probabilitatea de umiditate între ele. De asemenea, trebuie să știți că numărul de cusături de sudură este de 2 și, prin urmare, trebuie să creșteți timpul de lucru, precum și consumabilele.
Capătul capului
Tipurile de cusături au o vedere finală a lipirii suprafețelor metalice. Sudarea la capăt se numește cele în care suprafețele laterale ale pieselor metalice sunt adiacente unul altuia.
Proprietăți ale compușilor de suprafețe metalice
Indicatorii calitativi ai muncii depind de mulți factori, care includ sudabilitatea suprafețelor metalice, oxidabilitatea, sensibilitatea la efectele termice. În acest sens, pentru a satisface cusăturile la una sau la alta dintre condițiile de funcționare, este necesar să se țină seama de toate criteriile importante.
Aderența metalelor și a aliajelor se determină în funcție de capacitatea materialelor sau aliajelor individuale de a forma compuși în condițiile unei prelucrări tehnologice adecvate, care va satisface parametrii necesari. Acest indicator este influențat de calitățile fizice, chimice ale materialelor, prezența impurităților, structura rețelei cristaline, cantitatea de dopaj etc. Legătura dintre metale poate fi atât tehnologică, cât și fizică.
Izolarea fizică este proprietatea unui material pentru a crea o legătură de înaltă calitate și durabilă cu o legătură chimică stabilă. În ceea ce privește sudabilitatea fizică a suprafețelor de lucru, aceasta se realizează prin utilizarea metalelor pure, a aliajelor tehnice, precum și a altor combinații de materiale cu nemetale. Izolarea tehnologică a pieselor este o reacție a metalului la sudare.
În concluzie, merită spus că partea de calitate a lucrării determină nu numai disponibilitatea echipamentelor de înaltă tehnologie, ci și cunoașterea însuși a sudorului. Nu trebuie neglijat cunoștințele profesionale, crezând că știți totul, dar ascultați sfaturi practice.
Ele sunt folosite ca și în construcții joase, și în construcția de case mari, birouri și centre sportive. Utilizând sudarea, conectați 2 sau mai multe părți în 1. În același timp, se formează o cusătura puternică și fiabilă, care poate dura o perioadă lungă de timp fără a deranja și a cauza deteriorarea piesei în ansamblu.
În plus, îmbinările și cusăturile sudate pot fi utilizate atât pentru îmbinarea pieselor metalice dintr-un tip uniform de oțel, cât și pentru elemente din aliaje diferite. Cu o astfel de lucrare complexă este necesar să alegem tehnologia potrivită pentru sudură, amperaj, consumabile (electrozi). În plus, sudorul trebuie să aibă suficientă experiență și abilități pentru a preveni arderea piesei, pentru a evita tensiunile inutile și deformarea în funcționarea ulterioară.
Clasificarea îmbinării prin sudură
Toate îmbinările sudate sunt standardizate prin documentația specială care definește conceptele, zonele și locurile de sudare. Terminologia descrisă este aplicabilă documentației tehnice, care este atașată la sfârșitul cusăturilor. Aceleași concepte sunt indicate și în educație și educație manuale metodologicepentru care sunt pregătiți sudurații, precum și formarea continuă și îmbunătățirea calificărilor acestora.
Clasă de sudură.
Utilizând abrevieri general acceptate, chiar și în absența documentației privind marcarea articulației sau specificația generală, este posibil să se determine care articulație de sudură specială a fost făcută într-un loc sau altul. construcția de clădiri. Următoarele convenții sunt adoptate: sudurile de cap sunt de obicei indicate prin litera "C"; atunci când se suprapun o cusătura, ele indică "H", dacă sunt furnizate îmbinări T, atunci specificația este marcată "T";
fundamental conexiuni de sudare și cusăturile să accepte împărțirea pe mai multe motive:
Prin forma finală a secțiunii transversale:
- Butt, adică, piesele sudate au același plan.
- Angular, când piesele metalice sunt unghi unii față de celălalt, în timp ce valoarea lor nu contează.
- Welt, dacă părțile superimpuse între ele, se topesc reciproc. În acest caz, una dintre părți (partea superioară) este complet topită, iar cealaltă parte a îmbinării sudate (inferioară) este doar parțial. Cusătura însăși este un nit. Această conexiune este denumită și electro-nituire.
Prin configurație la sudare:
- caracter drept;
- vedere curbilinie;
- tip inel.
Pentru durata îmbinării sudate:
- Conexiuni realizate prin cusătura continuă. Lungimea lor variază între 300 mm și 1 m și mai mult.
- Care sunt efectuate intermitent. În acest caz, amplasarea cusăturii poate fi într-un lanț, într-un mod eșalonat, în funcție de caracteristicile de proiectare ale piesei și de cerințele.
Prin metoda tehnologiei de sudare folosită:
- arc de sudură fără utilizarea unor fonduri suplimentare (gaz, flux);
- sudarea efectuată într-un mediu cu prezența gazului (de exemplu, argon).
Prin numărul de elemente de sudare aplicate:
- o singură față;
- conexiune în două direcții;
- multistrat.
Prin cantitatea de metal care a fost formată ca rezultat al fuziunii:
- normale;
- a crescut;
- slăbit.
De obicei, nu există o separare strictă pentru toate tipurile de clasificări. Când se lucrează, îmbinările sudate pot fi întărite drept. Adică, combinațiile pot fi foarte diverse, în funcție de complexitatea structurii metalice, cerințele de rigiditate și fiabilitate, disponibilitatea consumabilelor și abilitățile sudorului.
Caracteristicile îmbinărilor sudate

Principalele tipuri de îmbinări sudate.
În funcție de rezultat, este necesar să se țină cont de particularitățile implementării sale și de tehnologia de execuție.
Suturile de prindere reprezintă conexiunea pieselor prin fuziune. Detaliile sunt plasate în același plan, iar cel mai adesea este sudarea prin arc. Mai mult decât atât, aceste cusături pot fi utilizate pentru a uni piesele cu muchii diferite. Procesarea marginilor pentru sudare depinde de grosimea plăcii. Dacă în cursul lucrărilor este necesar să se conecteze părți de grosime diferită, atunci marginea mai groasă trebuie tăiată la dimensiunea celei mai mici. Oferă o cusătura sigură.
Prin tipurile de muchii care sunt implicate în sudură, sudurile cap la cap pot fi împărțite în:
- părți care nu au o muchie ascuțită. Acestea ar trebui să aibă o grosime de 3-5 mm;
- elemente care au o muchie curbată;
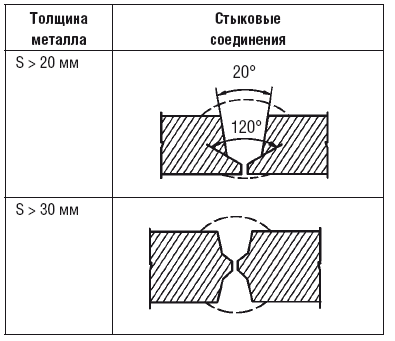
- părți cu muchia care formează litera "U", grosimea acestora fiind de 20-60 mm;
- părți în care marginea are forma "X", grosimea metalului este de 12-40 mm.
Aflați mai multe despre conexiuni.
îmbinare suduri au cea mai mică valoare de stres, mai puțin predispuse la deformare. Acest lucru determină utilizarea frecventă a acestora. La realizarea unei îmbinări cap la cap, consumul de metale este minim, pregătirea pentru lucrarea însăși trebuie făcută cu atenție și cu scrupule.
Elementele de marcă sunt compuși ai pieselor metalice, atunci când unul dintre ele este situat perpendicular pe celălalt. Se pare că îmbinarea se face sub forma literei "T". Cu acest tip de cusătură poate fi localizată pe o parte sau două. Totul depinde de cerințele rigidității, capacității tehnice și constructive de a produce o muncă. Sistemele Tavrovye sunt folosite pentru a construi cadre pentru ferme, diferite tipuri de coloane, rafturi. În plus, o astfel de conexiune este utilă pentru grinzile de sudură.
Articulațiile în colț se realizează în cazurile în care elementele din structură nu vor suporta solicitări semnificative. De exemplu, la sudarea rezervoarelor, rezervoarelor. Pentru a asigura fiabilitatea și rezistența necesare, grosimea metalului sudat nu trebuie să depășească 1-3 mm. La racordul la colț, piesele sunt aplicate unul la celălalt la unghiul necesar și sudate. Unghiul nu contează. Cusătura este făcută solidă bilaterală în așa fel încât umezeala să nu-i poată pătrunde.
Articulațiile suprapuse se formează atunci când piesele sunt aranjate paralel unul cu celălalt. Cusătura se află pe suprafețele laterale ale elementelor metalice. Marginile metalului nu au nevoie de procesare suplimentară, spre deosebire de metoda cap la cap. Costurile metalului atât al metalului principal, cât și al metalului depus vor fi semnificative.
Grosimea structurii în sine cu o astfel de prelucrare nu este mai mare de 12 mm. Pentru a exclude pătrunderea umidității în conexiunea în sine, trebuie efectuată în mod bilateral.
Cusăturile cu o îmbinare în formă de "T", o talpă, o coloană pot fi realizate sub formă de segmente mici, adică metoda punctului. Dacă aveți nevoie să faceți sudurile preliminare, acestea sunt realizate într-o formă rotundă. Ie formată prin topirea completă a uneia dintre părți și parțial a celeilalte.
Puncte suplimentare
Metodele cunoscute pentru efectuarea sudării cu arc electric fără prelucrarea suplimentară a marginilor pot fi produse cu o grosime de metal de 4 mm cu lucrul manual, de 18 mm cu lucrări mecanizate. Prin urmare, dacă este necesară sudarea unor părți de grosime considerabilă folosind tehnica arcului manual, marginile trebuie prelucrate ulterior.
Elementele geometriei articulației includ decalajul care este prezent între elementele, unghiul canelurii, înclinarea și abaterea părților implicate în sudarea unul față de celălalt. Unghiul de tăiere determină unghiul de tăiere, care este decisiv pentru asigurarea accesului necesar la arc la întreaga adâncime a cusăturii, ceea ce înseamnă executarea completă a cusăturii în sine. Mărimea unghiului, în funcție de tipul compusului și de metoda de tratament, variază în principal de la 20-60 ° cu o toleranță de 5 °. Diferența este de 0-4 mm.
Dacă metalul este suficient de gros și nu există nici un spațiu, atunci poate să apară fuziunea incompletă.
Și marginile, care sunt lipsite de umflare, pot duce la arsuri. Cu o deplasare mare a pieselor, procesul de sudare a acestora poate deveni imposibil.
Alegerea finală a metodei și a modului în care cusăturile și îmbinările vor fi executate în structura metalică este determinată de complexitatea sa și de materialul de execuție. Atunci când se elaborează și se elaborează estimări pentru construcții, este necesar să se țină seama de aceste caracteristici și, dacă este necesar, să se stabilească utilizarea fondurilor suplimentare care să asigure fiabilitatea și rigiditatea adecvate.
În procesul de sudare se obțin diferite îmbinări. Cusăturile de sudare sunt capabile să conecteze nu numai metalele, ci și alte materiale diferite. Elementele legate într-o unitate integrată reprezintă o conexiune care poate fi împărțită în mai multe secțiuni.
Zonele de sudare
Compusul obținut în timpul procesului de sudare este împărțit în următoarele zone:
- Locul fuziunii este granița dintre metalul de bază și metalul sudurii rezultate. În această zonă există granule care diferă în structura lor de starea metalului de bază. Acest lucru se datorează topirii parțiale în timpul procesului de sudare.
- Zona afectată de căldură este zona metalului de bază, care nu a fost supusă topirii, deși structura sa a fost schimbată în procesul de încălzire a metalului.
- Cusătură de sudare - zona care a fost formată în timpul cristalizării în procesul de răcire a metalului.
Tipuri de îmbinări de sudură
În funcție de localizarea produselor unite unul față de celălalt, conexiunile sunt împărțite în următoarele tipuri: 
- Butt. Îmbinarea elementelor structurale se realizează într-un singur plan, cu capetele una de cealaltă. În funcție de grosimea diferită a părților care trebuie îmbinate, capetele se pot deplasa vertical unul față de celălalt.
- Conectare la colț. În acest caz, alinierea capetelor se face la un unghi. Procesul de sudare se realizează pe marginile adiacente ale pieselor.
- Se suprapune articulația. Detaliile pentru sudare sunt paralele cu suprapunerea parțială.
- Deconectați conexiunea. Elementele sudate sunt aliniate paralel unul cu celălalt și fixate pe capete.
- Conexiunea Tavrovoy. În acest caz, capătul unei părți este adiacent la o parte a unghiului celuilalt.
Semănăturile de îmbinare caracterizează, de asemenea, tipurile de suduri, care pot fi calificate conform anumitor criterii.
Valori de sudare
Există câțiva parametri prin care toate cusăturile de sudură obținute pot fi caracterizate:
- lățimea este dimensiunea dintre marginile cusăturii, care sunt desenate de linii de fuziune vizibile;
- rădăcina cusăturii este partea inversă, care se află la distanța maximă față de partea din față;
- convexitatea - determinată în cea mai convexă parte a cusăturii și marcată de distanța de la planul metalului de bază până la marginea celei mai mari proeminențe;
- concavitate - acest indicator este relevant dacă apare în sudura, deoarece, de fapt, este un defect; acest parametru este determinat în locul în care cusătura are cea mai mare deformare - mărimea concavității este măsurată de la ea la planul metalului de bază;
- picior cusătură - are loc numai în colț și articulația T; Acest indicator este măsurat cu cea mai mică distanță de suprafața laterală a unei bucăți care urmează să fie sudată la linia de frontieră a cusăturii de pe suprafața celui de-al doilea.
Tipuri de cusături conform metodei de execuție

Tipuri de cusături de sudură prin poziția și lungimea spațiului
Există astfel de poziții de sudare:
- fundul, atunci când cusătura de sudură se află în planul orizontal inferior, adică la un unghi de 0 ° față de sol;
- orizontal, direcția de sudare este orizontală, iar partea poate fi sub un unghi de la 0 ° la 60 °;
- vertical, în această poziție, suprafața de sudat se află în planul de la 60 ° la 120 °, iar sudarea se face în direcție verticală;
- plafonul, atunci când lucrarea este efectuată la un unghi de 120-180 °, adică, sudurile sunt situate deasupra comandantului;
- "în barcă", această poziție se aplică doar colțului sau articulațiilor T, partea este fixată sub un unghi, iar sudarea este efectuată "în colț".
Defalcarea după lungime:
- continuu, aproape toate cusăturile sunt realizate în acest fel, dar există și excepții;
- cusăturile intermitente, ele apar doar la articulațiile de colț; Cusăturile pe două fețe de acest tip pot fi realizate atât în mod eșalonat, cât și în lanț.
muchie de tăiere
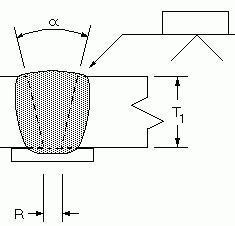 Această caracteristică de proiectare se aplică în cazul în care grosimea metalului utilizat pentru sudare este mai mare de 7 mm. Îmbinarea este îndepărtarea metalului de la margini într-o anumită formă. Acest procedeu se efectuează cu sudură cu capăt simplu de trecere. Acest lucru este necesar pentru a obține cusătura de sudură corectă. În ceea ce privește materialul gros, tăierea este necesară pentru a topi rădăcina rădăcină inițial și apoi cu următoarele role, umplând uniform cavitatea, pentru a fierbe metalul prin întreaga grosime.
Această caracteristică de proiectare se aplică în cazul în care grosimea metalului utilizat pentru sudare este mai mare de 7 mm. Îmbinarea este îndepărtarea metalului de la margini într-o anumită formă. Acest procedeu se efectuează cu sudură cu capăt simplu de trecere. Acest lucru este necesar pentru a obține cusătura de sudură corectă. În ceea ce privește materialul gros, tăierea este necesară pentru a topi rădăcina rădăcină inițial și apoi cu următoarele role, umplând uniform cavitatea, pentru a fierbe metalul prin întreaga grosime.
Tăierea poate fi efectuată dacă grosimea metalului nu este mai mică de 3 mm. Deoarece valoarea sa mai scăzută va duce la arsuri. Tăierea este caracterizată de astfel de parametri de proiectare: clearance - R; unghiul de tăiere a muchiei - α; blunting - cu. Poziția acestor parametri arată desenul sudurii.
Îmbinarea crește cantitatea de consumabile. Prin urmare, această valoare în orice mod încercarea de a minimiza. Acesta este împărțit în mai multe tipuri de design:
- În formă de V;
- În formă de X;
- În formă de Y;
- În formă de U;
- pentru spații înguste.
Caracteristicile tăieturii
Pentru grosimi mici ale materialului sudat de la 3 la 25 mm, se utilizează în mod obișnuit tăierea în formă de V cu o singură parte. Bevelul poate fi efectuat pe ambele capete sau pe unul dintre ele. Metal de 12-60 mm grosime, se recomandă sudarea cu tăiere în formă de X față-verso. Unghiul α atunci când se taie în formă X, V este egal cu 60 °, dacă înclinația este efectuată numai pe o margine, atunci valoarea α va fi egală cu 50 °. Pentru o grosime de 20-60 mm, consumul de metal depus cu tăierea în formă de U va fi cel mai economic. Bevelul poate fi de asemenea realizat pe unul sau ambele capete. Dullness va fi de 1-2 mm, și diferența va fi egală cu 2 mm. Pentru o grosime mare de metal (peste 60 mm), cea mai eficientă cale ar fi o canelură de crestatură. Această procedură este foarte importantă pentru o îmbinare sudată, care afectează mai mulți factori dintr-o cusătura:

Standarde și GOST-uri
- Manualele de sudură și conexiunile conform GOST 5264-80 includ tipurile, dimensiunile structurale pentru sudură, acoperite cu electrozi în toate pozițiile spațiale. Aceasta nu include numai conductele de oțel.
- Sudarea conductelor de oțel. GOST 16037-80 - defineste principalele tipuri, margini de taiere, dimensiuni structurale in metoda mecanizata de sudare.
- Sudarea conductelor din cupru și aliaje de cupru și nichel. GOST 16038-80.
- Arc sudare din aluminiu. GOST 14806-80 - forma, mărimea, pregătirea muchiilor pentru sudarea manuală și mecanizată a aluminiului și a aliajelor sale, procesul fiind realizat într-un mediu de protecție.
- Sub flux. GOST 8713-79 - cusăturile și îmbinările de sudură sunt realizate automat sau sudare mecanizată pe greutate, pe o pernă de flux. Răspândește grosimea de metal de 1,5 până la 160 mm.
- în GOST 27580-88 - standard pentru manual, semiautomat și este realizat de un electrod non-consumabil în gaze inerte cu material de umplutură și se aplică la grosimea de aluminiu de la 0.8 la 60 mm.
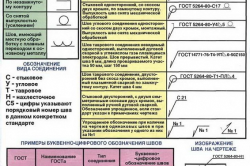
Denumirea de sudură
Potrivit documentele de reglementare prezența sudurilor este prezentată pe sau pe o vedere generală. Prezentate prin sudarea cusăturilor în linii solide, dacă sunt vizibile. Și dacă este opusul - apoi segmentele punctate. Din aceste linii există repere cu săgeți într-un singur sens. Simbolul cusăturilor de sudură se realizează pe raft de pe inscripționarea. Inscripția se face deasupra raftului, dacă cusătura se află pe partea din față. În caz contrar, desemnarea va fi sub raft. Aceasta include informații despre cusătura în următoarea secvență:
- Semne auxiliare. La intersecția de apeluri cu un raft poate fi o pictogramă:
○ - sutura inchisa;
┐ - cusătura de sudură se face în timpul instalării. 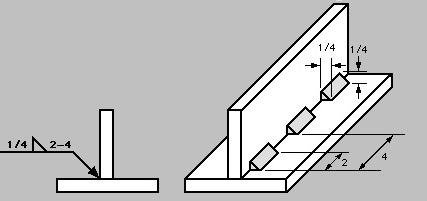
- Desemnarea cusăturilor de sudură, a elementelor lor structurale și a conexiunilor GOST.
- Numele cusăturii conform standardului.
- Metoda de sudare conform standardelor de reglementare.
- Piciorul este indicat, acest element se aplică numai articulațiilor de colț.
- Sutură intermitentă, dacă există. Aceasta indică pitch și localizarea segmentelor de sudură.
- Pictograme suplimentare de valoare auxiliară. Luați în considerare un element separat.
Notă auxiliară
Aceste semne se aplică și pe partea superioară a raftului, dacă cusătura de sudură este vizibilă în desen și sub ea atunci când este invizibilă:
- --- îndepărtați cusătura de armare;
- tratament de suprafață, care va asigura o tranziție lină la metalul de bază, eliminând căderea și neregularitățile;
- cusatura este facuta de nu linie închisă; acest semn se aplică numai cusăturilor de sudură vizibile în desen;
- finisarea suprafeței îmbinării sudate.
Pentru a simplifica, dacă toate cusăturile de construcție sunt realizate conform aceluiași GOST, ele au aceleași canale de margine și dimensiuni structurale, denumirea și standardul pentru sudură sunt specificate în cerințele tehnice. Designul poate să nu fie tot, ci un număr mare de cusături identice. Apoi ele sunt împărțite în grupuri și le atribuie numere de serie în fiecare grup separat. Pe o cusătură indicați denumirea completă. În rest, puneți numai numere de serie. Numărul de grupuri și numărul de cusături din fiecare dintre acestea trebuie să fie indicate în documentația de reglementare.
Suduri și îmbinări
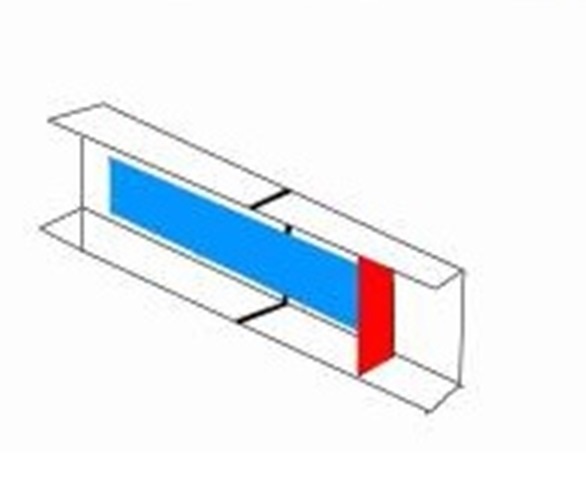
Îmbinarea permanentă care a fost făcută prin sudare se numește sudură. Se compune din mai multe zone (figura 77):
Cusătură de sudură;
fuziune;
Fig. 77. Zonele îmbinării sudate: 1 - sudură; 2 - fuziune; 3 - efecte termice; 4 - metale comune
Efecte termice;
Metalul de bază.
Lungimea îmbinărilor sudate este:
Scurt (250-300 mm);
Mediu (300-1000 mm);
Lungime (mai mare de 1000 mm). În funcție de lungimea sudurii, alegeți metoda de implementare. Cu articulații scurte, sutura este condusă într-o direcție de la început până la capăt; secțiunile medii se caracterizează prin suprapunerea cusăturii cu secțiuni separate, iar lungimea sa trebuie să fie astfel încât un număr integrat de electrozi (doi, trei) să fie suficient pentru al completa; îmbinările lungi sunt sudate prin metoda pasului invers menționat mai sus.
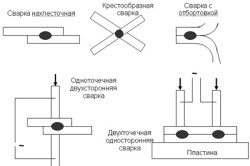
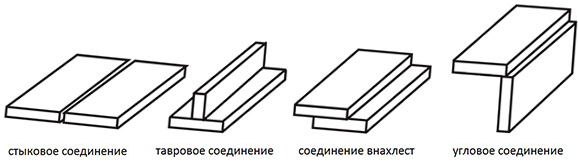
Prin tipul îmbinărilor sudate (fig.78) se împart:
1. Butt. Acestea sunt compușii cei mai obișnuiți pentru diverse metode de sudare. Ele sunt preferate deoarece sunt caracterizate de cele mai scăzute tensiuni și tulpini intrinseci. De regulă, îmbinările cap la cap sunt structuri metalice sudate.
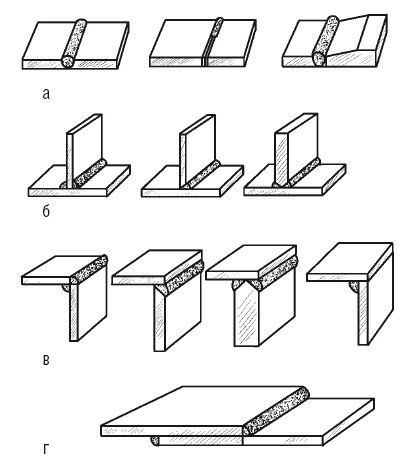
Fig. 78. Tipuri de îmbinări sudate: a - cap; b - tavrovye; in - unghiular; r - suprapunere
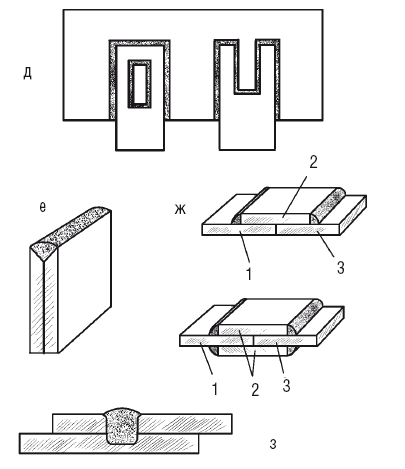
Fig. 78 (se încheie). d - fante; e-capăt; W - cu suprapuneri; 1-3 - metalul de bază; 2 - suprapunere: 3 - nituri electrice; h - cu nituri electrice
Principalele avantaje ale acestui compus, care se pot calcula pe baza pregătirii și montajului atent al marginilor (datorită mușcăturii acestuia din urmă, a arderii și a fluxului de metal în timpul procesului de sudare sunt prevenite și respectarea paralelismului acestora asigură o cusătura uniformă de înaltă calitate) sunt următoarele:
Consumul minim de metal de bază și de sudură;
Cea mai scurtă perioadă de timp necesară pentru sudare;
Conexiunea făcută nu poate fi inferioară metalului de bază.
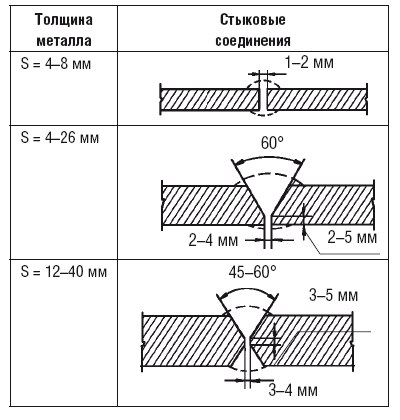
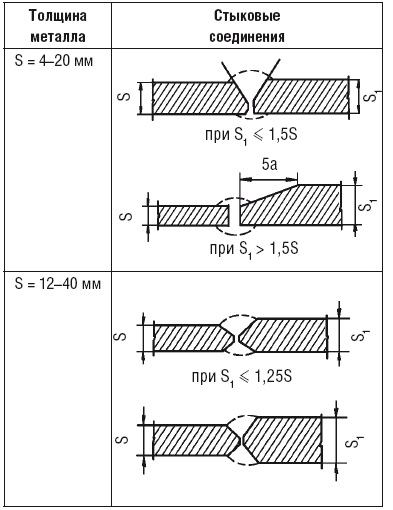
În funcție de grosimea metalului, marginile în timpul sudării prin arc pot fi tăiate în unghiuri diferite față de suprafață:
În unghiuri drepte, dacă plăcile de oțel au o grosime de 4-8 mm. În același timp, între ele se lasă o distanță de 1-2 mm, ceea ce facilitează fierberea părților inferioare ale marginilor;
În unghiuri drepte, dacă metalul este combinat la o grosime de până la 3 și până la 8 mm cu sudură pe una sau ambele fețe;
În cazul muchiilor unghiulare ale muchiei (V - aproximativ diferite), dacă grosimea metalului este cuprinsă între 4 și 26 mm;
Cu o teșitură dublă (în formă de X), dacă foile au o grosime de 12-40 mm, această metodă este mai economică decât cea anterioară, deoarece cantitatea de metal de sudură este redusă de aproape 2 ori. Aceasta înseamnă economisirea electrozilor și a energiei electrice. În plus, deformările și tensiunile în timpul sudării sunt mai puțin caracteristice unei înclinări față-verso;
Unghiul de înclinare poate fi redus de la 60 ° pentru a aduce la 45 ° în cazul foilor de sudare cu o grosime mai mare de 20 mm, ceea ce va reduce volumul metalului de sudură și va salva electrozii. Prezența unui spațiu de 4 mm între margini va asigura penetrarea necesară a metalului.
La sudarea metalelor de diferite grosimi, muchia materialului mai gros este cosită mai puternic. La o grosime considerabilă de piese sau plăci care urmează a fi îmbinate prin sudură cu arc, se folosește pregătirea muchiilor în formă de cupă și la o grosime de 20-50 mm se realizează o singură față și la o grosime mai mare de 50 mm - preparat pe o față.
Cele de mai sus sunt prezentate în mod clar în tabel. 44.
2. Suprapunerea, cea mai des utilizată pentru sudarea cu arc a structurilor, grosimea metalului care este de 10-12 mm. Această opțiune se deosebește de conexiunea anterioară prin absența necesității de a pregăti marginile într-un mod special - este suficient doar să le tăiați. Deși asamblarea și pregătirea metalului pentru îmbinări nu este atât de împovărătoare, trebuie remarcat faptul că consumul de bază și metalul de sudură crește în comparație cu îmbinările cap la cap. Pentru fiabilitate și pentru a evita coroziunea datorată umidității dintre foi, astfel de compuși sunt fierți pe ambele părți. Există tipuri de sudură în cazul în care această opțiune este utilizată exclusiv, în special pentru pin-point și roller.
3. Marcă, larg răspândită în sudură cu arc. Pentru ei, marginile sunt tăiate pe una sau pe ambele părți, sau pot face fără o teșitură. Cerințe speciale se impun numai asupra pregătirii unei foi verticale, care trebuie să aibă o muchie egală. Cu teșituri unice și bidirecționale, marginile unei foi verticale asigură un spațiu de 2-3 mm între planurile verticale și orizontale, pentru a suda folia verticală la grosimea completă. Înclinarea unilaterală se efectuează în cazul în care designul produsului este de așa natură încât este imposibil de fierbere pe ambele părți.
Tabelul 44
Selectarea articulației în funcție de grosimea metalului
5. Cheile, utilizate în cazurile în care talpa pernată de lungime normală nu asigură forța necesară. Astfel de compuși sunt de două tipuri - deschise și închise. Tăierea se face prin tăiere cu oxigen.
6. Fața (laterală), în care foile sunt suprapuse una peste alta și sudate la capete.
7. Cu suprapuneri. Pentru a face o astfel de conexiune, foile se alătură și se suprapun joncțiunii cu o suprapunere, ceea ce implică în mod natural un consum suplimentar de metale. Prin urmare, această metodă este utilizată în cazul în care nu este posibilă realizarea unei cusături de capăt sau de cusătură.
8. Cu nituri electrice. Acest compus este puternic, dar nu suficient de dens. Pentru el, foaia superioară este forată și sigilată gaura rezultată astfel încât să capteze foaia inferioară.
Dacă metalul nu este prea gros, atunci nu este necesară găurirea. De exemplu, în sudarea automată cu arc submersibil, foaia superioară se topește pur și simplu prin arcul de sudură.
Un element structural al unei îmbinări sudate, care, atunci când este format, se formează datorită cristalizării metalului topit de-a lungul liniei de mișcare a sursei de căldură, se numește sudură. Elementele formei sale geometrice (figura 79) sunt:
Lățimea (b);
Înălțime (h);
Dimensiunea piciorului (K) pentru îmbinările unghiulare, suprapuse și T.
Clasificarea sudurilor se bazează pe diferitele caracteristici prezentate mai jos.
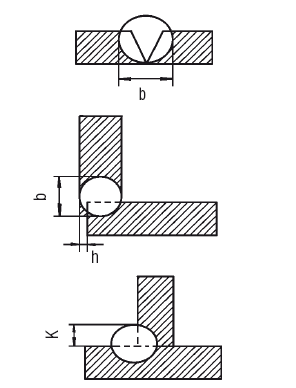
Fig. 79. Elemente ale formei geometrice a sudurii (lățimea, înălțimea, dimensiunea piciorului)
1. După tipul conexiunii:
cap la cap;
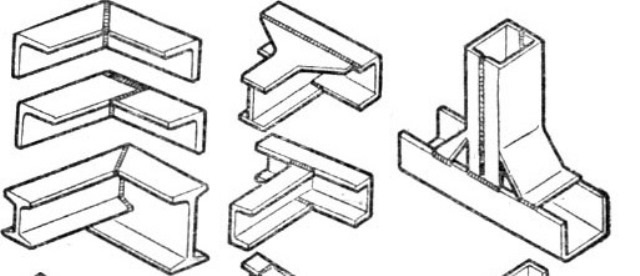
Colțul (Fig. 80).
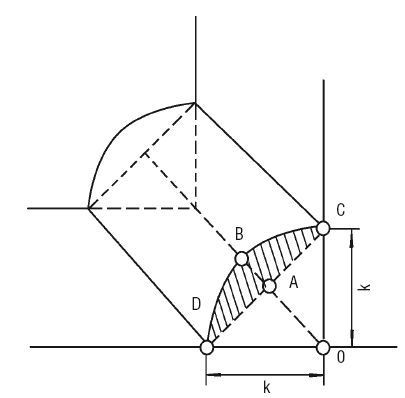
Fig. 80. Îmbinare unghiulară
Îmbinările unghiulare sunt practicate cu niște tipuri de îmbinări sudate, în special cu colț, cap la cap, colț și cu suprapuneri.
Părțile unei astfel de cusături sunt numite picioarele (k), zona ABCD din fig. 80 arată gradul de convexitate a cusăturii și nu este luat în considerare la calcularea rezistenței îmbinării sudate. Atunci când se realizează, este necesar ca picioarele să fie egale, iar unghiul dintre laturile OD și BD este de 45 °.
2. De tipul de sudare:
Arcuri de sudura cu arc;
Suduri automate și semiautomate de sudură cu arc submersibil;
Curele de sudură cu arc în gaz protector;
Cusaturi de sudare electroslag;
cusături rezistență la sudură;
Cusaturi de sudare pe gaz.
3. Prin poziția spațială (figura 81), în care se realizează sudarea:
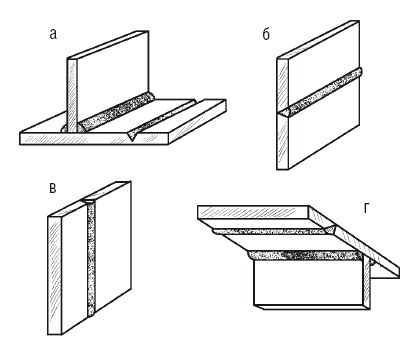
Fig. 81. Sudurile depind de poziția lor spațială: a - inferioară; b - orizontală; în - vertical; g - tavan
orizontal;
vertical;
Plafonul.
Cusatura de jos este cel mai usor de realizat, plafonul este cel mai dificil.
În ultimul caz, sudura suferă o pregătire specială și plafon comun mai ușor de făcut sudare cu gazdecât arcul.
4. Pe lungime:
continuă;
Intermitent (figura 82).
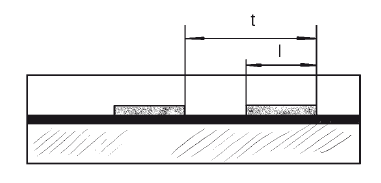
Fig. 82. Sudură intermitentă
Cusăturile intermitente se practică destul de larg, în special în cazurile în care nu este nevoie (calculul forței nu implică o cusătura continuă) pentru a conecta strâns produsele.
Lungimea (l) a secțiunilor care urmează să fie îmbinate este de 50-150 mm, spațiul dintre ele fiind de aproximativ 1,5-2,5 ori mai mare decât zona de sudură și împreună formează o etapă de cusătură (t).
5. în funcție de gradul de convexitate, adică forma suprafeței exterioare (figura 83):
normale;
convexe;
Concav.
Tipul de electrod utilizat determină bulgura de sudură (a '). Cea mai mare convexitate este caracteristică electrozilor subțiri, iar electrozii cu acoperire groasă dau cusături normale, deoarece acestea se caracterizează printr-o fluiditate mai mare a metalului topit.
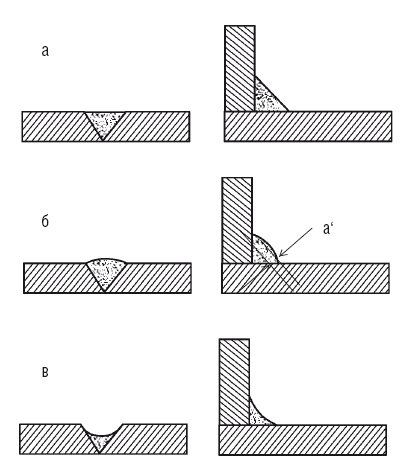
Fig. 83. Cusături sudate, care diferă în forma suprafeței exterioare: a - normal; b - convex in - concav
Sa stabilit experimental că rezistența cusăturii nu crește cu o creștere a convexității sale, mai ales dacă articulația "funcționează" la sarcini variabile și vibrații. O situație similară este explicată după cum urmează: atunci când se realizează o cusătura cu o bulbură mare, este imposibil să se realizeze o tranziție lină de la cilindrul de cusătură la metalul de bază, prin urmare, în acest moment muchia cusăturii este ca și cum ar fi tăiat;
În condițiile de sarcini variabile și de vibrații în acest loc, îmbinarea sudată poate fi supusă unei distrugeri. În plus, cusăturile convexe necesită un consum crescut de metal, energie și timp de electrod, adică este o opțiune neeconomică.
6. Prin configurație (figura 84):
rectilinie;
inel;
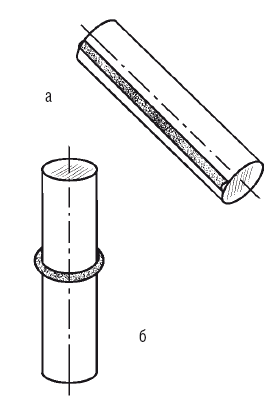
Fig. 84. Cusături sudate de diferite configurații: a - drepte; b - inel
vertical;
Orizontală.
7. În ceea ce privește forțele de lucru (figura 85):
flanc;
mecanice;
combinate;
Skew. Vectorul de acțiune al forțelor externe poate fi paralel cu axa cusăturii (tipice pentru cele laterale), perpendicular pe axa cusăturii (pentru cele față), se extinde sub un unghi față de axă (pentru oblic) sau combină direcția forțelor de flancare și de capăt (pentru cele combinate).
8. Conform metodei de susținere a metalului de sticlă topit:
Fără garnituri și perne;
Pe garniturile din oțel detașabile și rămase;
![]()
Fig. 85. Suduri în raport cu forțele de operare: a - flanc; b - față; in - combinat; d - oblic
Pe materiale de cupru, flux-cupru, ceramică și azbest, perne de flux și gaz.
Atunci când aplicați primul strat al cusăturii, principalul lucru este să puteți păstra metalul lichid în piscina de sudură.
Pentru a preveni scurgeri, utilizați:
Oțel, cupru, azbest și garnituri din ceramică, care sunt hrănite sub cusătură de rădăcină. Mulțumită lor, puteți crește curent de sudarecare asigură prin pătrunderea marginilor și garantează pătrunderea a sute la sută de părți. În plus, căptușeala menține metalul topit în piscina de sudură, împiedicând formarea de arsuri;
Inserții între marginile sudate, care îndeplinesc aceleași funcții ca garniturile;
Îndepărtarea și răsucirea rădăcinii cusăturii pe partea opusă, în timp ce nu încerca să pătrundă;
Flux, flux-cupru (la sudura sub flux) și gaz (cu arc manual, suflare automată și argon-arc), care sunt hrănite sau servite sub primul strat al cusăturii. Scopul lor este de a preveni evacuarea metalelor din bazinul de sudare;
Blocați articulațiile atunci când realizați cusături de fund care împiedică arsurile în stratul rădăcină al cusăturii;
Electrozii speciali, a căror acoperire conține componente speciale care măresc tensiunea superficială a metalului și îl împiedică să curgă din bazinul de sudură atunci când execută cusături verticale de sus în jos;
Arcul de impuls, datorat căruia are loc o topire pe termen scurt a metalului, care contribuie la o răcire și cristalizare mai rapidă a metalului de sudură.
9. Pe partea pe care se aplică cusătura (figura 86):
o singură față;
Bilateral.
10. În funcție de materialele sudate:
Cu privire la oțelurile carbon și aliate;
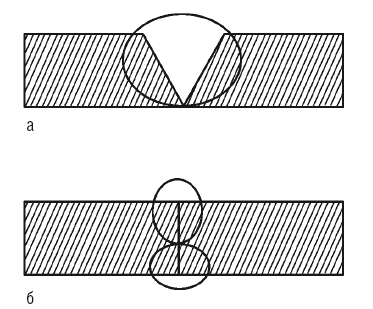
Fig. 86. Cusături sudate, diferite în locația lor: a - una față-verso; b - bilaterală
Pe metale neferoase;
Pe bimetal;
Pe polistiren și polietilenă.
11. În funcție de amplasarea pieselor de îmbinat:
La un unghi ascuțit sau obtuz;
În unghiuri drepte;
Într-un avion.
12. Prin volumul metalului de sudură (figura 87):
normale;
slăbit;
Armat.
13. După amplasarea pe produs:
longitudinal;
Crucea.
14. Sub formă de structuri sudate:
Pe suprafețe plate;
Pe suprafețele sferice.
15. Prin numărul de role de sudură (Fig.88):
Singur strat;
multistrat;
MULTIPASS.
Înainte de sudare, marginile produselor, structurilor sau pieselor care trebuie îmbinate trebuie să fie pregătite corespunzător, deoarece rezistența cusăturii depinde de forma lor geometrică.
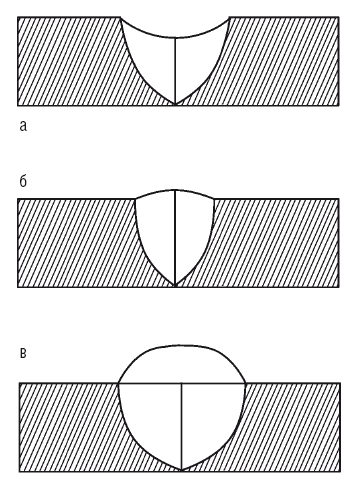
Fig. 87. Cusăturile sudate diferă în funcție de volumul metalului construit: - și - slăbite; b - normal; in - consolidat
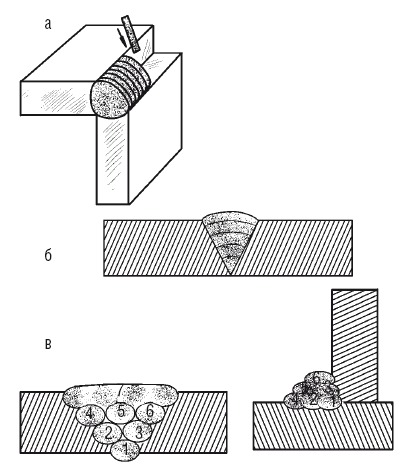
Fig. 88. Cusături sudate, diferite în ceea ce privește numărul de margele de sudură: a - un singur strat; b - multistrat; c - mai multe trepte multistrat
Elementele formei de preparare sunt (figura 89):
Unghiul canelurii (?), Care trebuie efectuată dacă grosimea metalului este mai mare de 3 mm. Dacă treceți peste această operație, pot exista consecințe negative, cum ar fi lipsa penetrării prin secțiunea transversală a îmbinării sudate, supraîncălzirea și arderea metalului. Îmbinarea face posibilă sudarea cu mai multe straturi de secțiune mică, datorită cărora structura îmbinării sudate se îmbunătățește și tensiunile și tulpinile interne scad;
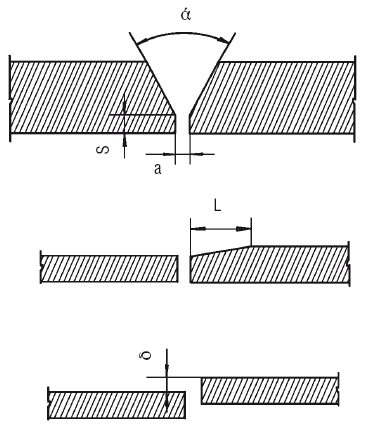
Fig. 89. Elemente de pregătire a cromului
Diferența dintre marginile îmbinate (a). Depinde de corectitudinea intervalului de setare și de modul de sudare ales, cât de mare va fi pătrunderea peste secțiunea transversală a articulației atunci când se formează primul strat (rădăcină) al cusăturii;
Nenumășirea marginilor (S), necesară pentru a da o anumită stabilitate procesului de impunere a unei suturi radiculare. Ignorarea acestei cerințe duce la arderea metalelor în timpul sudării;
Lungimea teșiturii plăcii în cazul în care există o diferență de grosime (L). Acest element permite o tranziție lină și treptată de la o parte mai groasă la una mai subțire, ceea ce reduce sau elimină riscul de concentrare a tensiunii în structurile sudate;
Decalarea muchiilor relativ una față de cealaltă (?). Deoarece aceasta reduce caracteristicile de rezistență ale articulației și contribuie, de asemenea, la lipsa penetrării metalului și la formarea centrelor de tensiune, GOST 5264-80 stabilește normele admisibile, în special, decalajul să nu fie mai mare de 10% din grosimea metalului (maxim 3 mm).
Astfel, în pregătirea pentru sudare, trebuie îndeplinite următoarele cerințe:
Curățați marginile de murdărie și coroziune;
Pentru a diminua mărimea potrivită (conform GOST);
Setați decalajul în conformitate cu GOST, dezvoltat pentru unul sau alt tip de conexiune.
Unele tipuri de margini au fost deja menționate (deși au fost luate în considerație într-un alt aspect) atunci când se descriu îmbinările cap la cap, dar totuși, este necesar să ne concentrăm încă o dată asupra acestui aspect (Figura 90).
Alegerea unuia sau a altui tip de margini este determinată de un număr de factori:
Metoda de sudare;
Grosimea metalului;
Modul de conectare a produselor, pieselor și așa mai departe.
A fost elaborat un standard separat pentru fiecare metodă de sudare, care specifică forma pregătirii muchiilor, mărimea cusăturii și toleranțele. De exemplu, sudarea manuală prin arc este efectuată conform GOST 5264-80, sudură de contact - conform GOST 15878-79, electroslag - conform GOST 15164-68, etc.
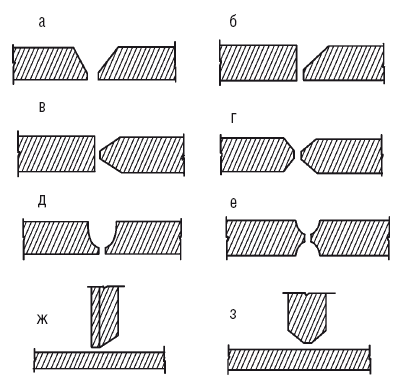
Fig. 90. Tipuri de muchii pregătite pentru sudare: a - cu înclinarea ambelor muchii; b - cu o teșitură a unei muchii; in - cu două teșituri simetrice ale unei muchii; d - cu două muchii simetrice de două margini; d - cu o muchie curbilinie de două muchii; e - cu două teșituri simetrice curbiliniare de două margini; W - cu o teșitură de o margine; h - cu două muchii simetrice ale unei muchii
În plus, există un standard pentru desemnarea grafică a sudurii, în special GOST 2.312-72. Pentru a face acest lucru, utilizați o linie înclinată cu o săgeată cu sens unic (Figura 91), care indică secțiunea cusăturii.
Caracteristica cusăturii, metoda de sudură recomandată și alte informații sunt prezentate deasupra sau sub raftul orizontal conectat la linia de săgeată înclinată. Dacă cusătura este vizibilă, adică este pe partea din față, atunci caracteristica cusăturii este dată deasupra raftului, dacă este invizibilă - sub ea.
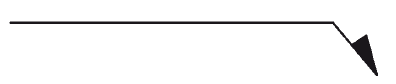
Fig. 91. Desemnarea grafică a sudurilor
Simbolurile suplimentare se referă de asemenea la simbolurile sudurii (figura 92).
Pentru diferite tipuri de scrisori de sudură sunt acceptate:
Arc de sudare - E, dar din moment ce acest tip este cel mai comun, este posibil ca litera să nu fie indicată în desene;
Sudarea cu gaz - G;
Electroslag sudare - W;
Sudarea în mediul înconjurător gaze inerte - Și;
Explozie de sudare - Burst;
Plasma de sudura - Pl;
Rezistență prin sudură - CT;
Sudura prin frecare - Tr;
Sudarea la rece - X.
Dacă este cazul (în cazul în care sunt puse în aplicare mai multe metode de sudare), trebuie indicată o literă a metodei de sudare folosită înainte de desemnarea unui anumit soi:
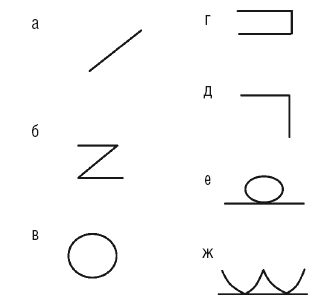
Fig. 92. Denumiri suplimentare ale sudurii: a - sudură intermitentă cu o secvență de secțiuni de secțiuni; b - cusătură intermitentă cu secvența de șah; - o cusătura pe conturul închis; g - o cusătură pe o buclă deschisă; d - cusătură de asamblare; e - o cusătură cu un câștig eliminat; g - cusătura cu o tranziție lină la metalul de bază
Manual - P;
Semiautomat - P;
Automat - A.
Arcul submarin - F;
Sudarea în gaz activ cu un electrod consumabil - UE;
Sudarea în gaz inert electrodul de topire - PI;
Sudarea într-un gaz inert cu un electrod non-consumabil - IN.
Pentru îmbinările sudate, există și simboluri speciale:
Butt - Cu;
Tavrovoe - T;
Suprapunerea - H;
Colțul - W. Numerele după litere determină numărul îmbinării sudate conform GOST pentru sudare.
Rezumând ceea ce sa spus mai sus, se poate afirma că simbolurile sudurilor se adaugă unei structuri specifice (Figura 93).
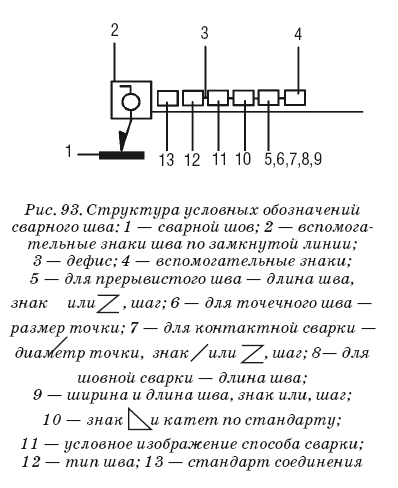
Fig. 93. Structura simboluri sudură: 1 - sudură; 2 - mărcile de cusături auxiliare de-a lungul liniei închise; 3 - liniuță; 4 - semne auxiliare; 5 - pentru intermitenta sutura - lungimea cusăturii, marcajul sau pasul; 6 - pentru mărimea punctului cusăturii - punct; 7 - pentru sudarea prin rezistență - diametrul punctului, marcajul sau treapta; 8 - pentru sudarea prin cusătură - lungimea cusăturii; 9 - lățimea și lungimea cusăturii, marcajului sau treptei; 10 - semn și picior conform standardului; 11 - imaginea condiționată a metodei de sudare; 12 - tip cusătură; 13 - standard de conectare
De exemplu, să decodificăm notația:
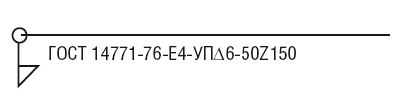
Cusătura se află pe partea invizibilă - desemnarea se află sub raft;
Îmbinări T, sutura numărul 4 conform GOST 14771-76 - T4;
Sudarea în dioxid de carbon -;
Semiautomate de sudură - P;
Sudarea este una dintre principalele modalități de aderare, care este utilizată în industrie și în sfera privată. Aceasta este o metodă relativ ieftină și fiabilă care asigură o conexiune permanentă. Având în vedere faptul că există mai multe tipuri de metale, fiecare având propriile caracteristici de sudură, precum și diferite condiții de lucru și cerințele de conectare, există diferite tipuri de îmbinări și cusături sudate.
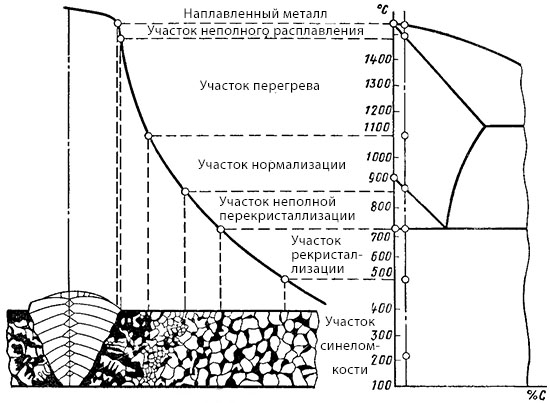
Zonelor de sudare
Zona de fuziune - ia 0,1 - 0,4 mm din metalul de bază. Conține boabe topite parțial. Când metalul este încălzit în această zonă, acesta dobândește o structură asemănătoare acului. Are rezistență scăzută și fragilitate ridicată.
Zona afectată de căldură - este împărțită în patru secțiuni. Prima secțiune se referă la metalul de bază, care este încălzit la o temperatură de peste 1100 de grade Celsius. Are o structură grosieră. Cerealele din această zonă sunt de aproximativ 12 ori mai mari decât cele standard. Supraîncălzirea reduce viscozitatea, ductilitatea și alte proprietăți mecanice ale metalului. Aceasta este cea mai slabă parte a sudurii, care deseori se rupe.
A doua secțiune este zona de normalizare, unde metalul de bază este încălzit cu 900 de grade Celsius. Structura granulelor este mult mai mică decât în cazul precedent. Această zonă durează între 1 și 4 mm.
A treia zonă este o zonă de cristalizare incompletă. Aici, metalul de bază este încălzit de la 750 la 900 de grade Celsius. Pe el se găsesc atât boabe mici cât și mari. Datorită distribuției inegale a cristalelor, proprietățile mecanice sunt reduse.
A patra secțiune este zona de recristalizare. Zona se încălzește de la 450 la 750 grade Celsius. Aceasta restabilește forma de boabe care au fost deformate de efectele mecanice trecute. Lățimea aproximativă a acestei secțiuni este cuprinsă între 5 și 7 mm.
Zona de metal de bază - porneste de la un site care încălzește până la mai puțin de 450 de grade Celsius. Aici structura este similară cu metalul de bază, dar datorită încălzirii, oțelul își pierde proprietățile fortăreței. De-a lungul graniței, se eliberează nitrurile și oxizii, ceea ce slăbește legătura boabelor. Metalul obține o rezistență mai mare într-un anumit loc, dar obține o rezistență mai mică la impact și o ductilitate.
Clasificarea completă a sudurilor și îmbinărilor
Tipurile de suduri sunt împărțite în mai multe categorii în funcție de diferite criterii. Una dintre ele este diferența de aspect. Aici sunt alocate:
- Concave (ele sunt slăbite);
- Convexe (sunt întărite);
- Normal (sunt plat).
După tipul de execuție, există:
- o singură față;
- Bilateral.
Prin numărul de treceri:
- MULTIPASS;
- Single pass.
Prin numărul de straturi:
- Mai multe straturi (la sudarea metalelor groase);
- O față.
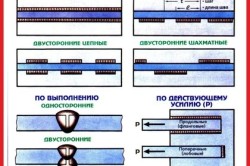
Clasificarea cusăturilor sudate evidențiază mai multe varietăți de lungime:
- Point cusături (sunt create cu ajutorul);
- Șah bilateral;
- Lant lantal;
- Unilaterală intermitentă;
- Unilaterală continuă.
Tipuri de suduri în direcția forței de impact:
- Forța frontală (transversală) este perpendiculară;
- Flanc (longitudinal) - forța este menținută paralel cu cusătura;
- Forța oblică se desfășoară sub un unghi;
- Combină - combină flancul și soiul frontal.
Tipuri de cusături și îmbinări de sudură după poziția spațială:
- inferior;
- orizontal;
- vertical;
- plafon;
- Polugorizontalny;
- semișezîndă;
- Polupotolochny;
- În barcă.
În funcție de funcția și scopul lor, categoria cusăturilor de sudură este:
- sigilate;
- durabil;
- Durabil-dens.
În lățime:
- Lărgită - sunt realizate prin mișcări transversale oscilante ale electrodului;
- Filet - lățimea cusăturii care practic nu depășește dimensiunea diametrului.
Caracteristici de cusătură
- îmbinare
Aceasta este cea mai comună opțiune, care este o combinație obișnuită de foi sau suprafețe de capăt. Este nevoie de o cantitate minimă de metal și de timp. Se poate ține fără margini înguste, dacă foile sunt subțiri. Pentru produsele groase este necesar în cazul în care trebuie să cosi marginile pentru a crește adâncimea de sudare. Acest lucru este adevărat cu o grosime de 8 mm și mai sus. În cazul în care piesa este mai groasă de 12 mm, este necesară o îmbinare cu capăt dublu, cu muchia de margine. Astfel de compuși sunt cel mai adesea realizați într-o poziție orizontală.

- reper
Tipurile de îmbinări și cusături sunt reprezentate sub forma literei "T". Poate fi una sau două fețe și poate conecta și produse de grosime diferită. Dacă o parte mai mică este instalată perpendicular, atunci electrodul în timpul sudării trebuie înclinat până la 60 de grade. Aici puteți folosi cleme pentru a înclina partea și a realiza o versiune mai simplă a sudării "în barcă". Acest lucru reduce probabilitatea de subcotări. Cusătura este de obicei aplicată într-o singură trecere. Acum există multe dispozitive pentru realizarea sudării automate Tavrovoy.
- unghiular
Colțul este o conexiune situată la un unghi de 90 de grade sau o altă dimensiune. În astfel de articulații, muchiile sunt adesea strâmbate, astfel încât cusătura se poate vindeca la adâncimea dorită pentru a asigura fiabilitatea. Operația pe două fețe face ca conexiunea să fie mai puternică.

- suprapune
Această metodă este utilizată pentru a lipi foi cu o grosime mai mică de 1 centimetru. Se suprapun între ele și se fierbe pe ambele părți. Ar trebui să vă asigurați că între ele nu se obține umiditate. Uneori, pentru o mai bună legare, o astfel de conexiune este gătită de la sfârșit.

Geometrie de sudură
Având în vedere tipurile de suduri și metodele de aplicare a acestora, ar trebui să acordați atenție parametrilor geometrici de bază.
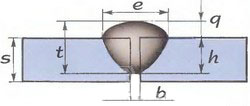
Geometria cusăturii de sudură pe cap
- E este lățimea cusăturii formate;
- S este grosimea piesei de prelucrat;
- B - decalajul dintre semifabricatele sudate;
- T este grosimea sudurii;
- H este adâncimea părții fierte;
- Q este dimensiunea părții convexe.
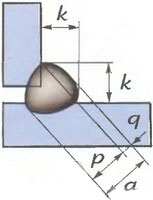
- A este grosimea cusăturii de colț în care se află. Este inclusă cantitatea de convexitate și înălțimea de proiectare;
- P este înălțimea calculată, care corespunde liniei perpendiculare trasată de la locul celei mai profunde de topire la hypotenuse a celui mai mare triunghi drept înscris în partea exterioară a suturii;
- Q este umflarea zonei de sudură;
- K - piciorul fileului este distanța de la suprafața unui gol până la marginea colțului celuilalt.
Funcții de selecție
Toate tipurile de îmbinări și cusături sudate diferă semnificativ în proprietățile lor. Prin urmare, pentru fiecare caz, trebuie să alegeți propriul set de parametri pentru o combinație de succes. În primul rând, trebuie acordată atenție poziției spațiale. Cu cât este mai ușor locul de muncă, cu atât este mai bună calitatea cusăturii. Cusăturile orizontale sunt considerate a fi cele mai ușor de realizat, prin urmare meseriașii încearcă să plaseze semifabricatele într-o astfel de poziție. Uneori este chiar necesar să transformați același produs de mai multe ori pentru a asigura o calitate superioară a cusăturii. "Este important! Nu trebuie să uităm că sudarea într-o singură trecere ajută la obținerea unei rezistențe mai bune decât multiplele treceri. Prin urmare, trebuie să găsiți un echilibru între confort și numărul de treceri. "
Pentru piesele groase, trebuie întotdeauna să tăiați marginile și apoi să lucrați chiar și pe suprafață pentru a vă lămuri clar. Opțiunile pentru cap sunt cele mai simple și preferate să funcționeze, deoarece sunt mai ușor de fixat, pentru a evita distorsionarea geometriei părților primite. Pe lângă alegerea corectă a tipului de cusătură, trebuie să acordați atenție și regimului de temperatură, de aceea zonele de sudură se pot mișca și produsul se va topi sau va micșora.




