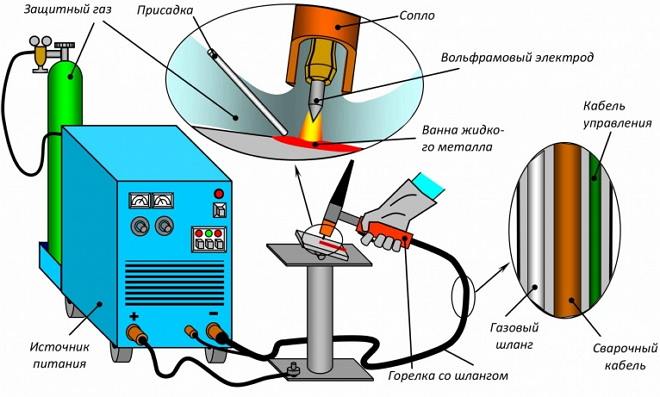
Ce electrozii sunt utilizați în mediul de argon. Marcarea electrozilor tungsten
Electrozii de tungsten sunt tije non-consumabile pentru sudarea prin arc cu arc. Ele sunt de asemenea utilizate în unele operațiuni de suprafață, tăiere cu plasmă a metalelor, pulverizare.
1 Descrierea calităților barelor de tungsten conform GOST 23949-80
Produsele de sudare descrise sunt fabricate din wolfram în forma pura, precum și tungsten și diferiți aditivi care pot activa procesul de sudare. Standardul de stat 23949 vorbește despre următoarele mărci de electrozi de tungsten pentru sudarea prin arc cu arc:
- EVT-15;
- EVI (1, 2 și 3).
Fracțiunea de masă a tungstenului pur în aceste electrozi variază de la 99,91 până la 99,95%. Diferitele impurități (în special, molibden, siliciu, fier, aluminiu, calciu și nichel) din ele nu pot fi mai mari de 0,05-0,11%. În gradele EVI-2 și EVI-3, este permisă prezența a până la 0,01% tantal, în EVT-15 - 1,5-2% dioxid de toriu, în EVL - 1,1-1,4% oxid de lantan. În produsele din clasele EVI, în plus, există de la 1,5 până la 3,5% oxid de ytriu.
Electrozii de tungsten de toate tipurile datorită temperaturii de fierbere a tungstenului ridicată (aproximativ 5800 de grade) și refractării sale crescute (aproape la 3000 de grade) se caracterizează prin debite foarte scăzute în timpul sudării.
Un metru din cusătură se cheltuiește sute de grame de material. Iar adăugarea de zirconiu, lantan, ceriu, toriu dă tijele de tungsten un parametru de funcționare cu adevărat unic.

Electrozii finali de pe suprafața lor nu trebuie să conțină impurități și orice incluziuni, oxizi, delaminare, urme de materiale tehnologice lubrifiante, fisuri și cavități. În procesul de acceptare a tijelor de sudură, suprafața lor este inspectată vizual. În unele cazuri este permisă utilizarea dispozitivelor de măsurare și a uneltelor optice speciale.
2 Marcarea internațională a culorii tijelor de sudură cu tungsten
Alegerea unui anumit brand de electrod de tungsten este destul de simplă, toate sunt indicate într-un fel sau altul. De exemplu, unul dintre capetele produselor pure de tungsten este indicat în verde și este marcat în practica internațională cu literele "WP". Conform standardelor mondiale, astfel de electrozi conțin 99,5% tungsten. Acestea garantează stabilitatea perfectă a arcului electric atunci când efectuează operația de sudare pe curent alternativ.
Elementele "verzi" sunt în primul rând electrozi de tungsten pentru sudarea aluminiului, a aliajelor pe bază de magneziu și a magneziului pur. Experții recomandă folosirea lor atunci când sudarea este efectuată într-o atmosferă de heliu sau argon pe curent alternativ sinusoidal. Particularitatea acestor tije este că capătul lor de lucru este realizat sub forma unei mingi. Această necesitate apare datorită faptului că încărcătura termică a produsului are o cifră limitată.
Culoarea gri este "WC-20". Aproximativ două procente de ceriu activ de pământuri rare sunt prezente în compoziția lor. Aditivul specificat prevede:
- măriți valorile de curent permise pentru sudare;
- relief de arc;
- emisii imbunatatite (si foarte semnificative) ale tijei de sudare.
Electrozii "gri" într-un mediu profesional sunt considerați cei mai versatili. Acestea fac posibilă conectarea structurilor de la aproape toate aliajele metalice cunoscute astăzi și gradele de oțel, în plus, atât cu curent direct cât și alternativ de polaritate directă. Rețineți că ceriul este un element non-radioactiv. În plus, se numără printre metalele comune ale grupului de pământuri rare.
Un punct important - "WC-20" chiar și la valori minime de curent oferă o stabilitate excelentă arc de sudare. Din acest motiv, utilizarea sa este recomandată pentru sudarea foilor de oțel subțiri, a conductelor pentru diferite scopuri, precum și produse de țevi de orice diametru. Dar este mai bine să nu alegeți indicatori de curent ridicat atunci când lucrați cu "WC-20", deoarece se poate forma un conținut ridicat de oxid de ceriu la capătul roșu-cald al tijei.
Produse slab aliate și produse din cupru și titan și, de obicei, sudate pe un curent direct cu ajutorul barelor "roșii" (marcaj - "WT-20"). Acești electrozi sunt dopați cu dioxid de toriu (până la două procente) și sunt utilizați cel mai des.

Este de remarcat faptul că toriu este un metal radioactiv. Dacă electrozii "WT-20" nu sunt utilizați în mod sistematic și volumul lucrărilor efectuate este nesemnificativ, nu există nici o amenințare la adresa sănătății sudorului.Dacă este prevăzută folosirea lor constantă, este foarte important să aveți grijă de ventilația eficientă a zonei de sudură și să furnizați muncitorului protector muniție (o mască specială, ochelari de protecție etc.).
Tije cu semne roșii la rate ridicate curent de sudare practic nu își schimba configurația. În funcție de ceea ce trebuie să faceți în fața unui specialist care efectuează sudarea, puteți schimba unghiul de ascuțire "WT-20". În general, alegerea electrodului "roșu" este pe deplin justificată atunci când se efectuează o operație de sudură la un curent constant. În astfel de cazuri, este de multe ori mai eficace decât o tijă de tungsten pur.
La sudarea pieselor de magneziu și aluminiu folosind curent alternativ, se utilizează de obicei electrozi "albi" "WZ-8" cu oxid de zirconiu de cel mult 0,8%. Aceste tije au un arc unic în stabilitatea lor, ele nu contaminează absolut piscina de sudură. Capătul lor de lucru este realizat în formă sferică. Sarcina curentă permisă pe "WZ-8" este puțin mai mare decât la produsele de sudură cu toriu, lantan și ceriu.

Design-ul de titan foarte responsabil, aliaje de cupru, aliajele anticorozive și cu conținut redus de carbon sunt cel mai adesea sudate cu tije "WY-20", care sunt marcate în albastru închis și conțin dioxid de ytriu drept compus doping (aproximativ două procente). Acești electrozi se caracterizează printr-o stabilitate ridicată a spotului catodic, datorită căruia arcul devine stabil la valori foarte diferite ale curentului de sudare. Până în prezent, "WY-20" este recunoscut ca fiind cel mai rezistent produs al unui număr de electrozi de tip non-consumabil.
Există, de asemenea, tije de sudură "WL-20" și "WL-15". Primele conțin oxid de lantan în cantitate de aproximativ două procente (marcate cu albastru), cele două conțin nu mai mult de jumătate și jumătate din oxidul indicat și sunt indicate în culoarea aurie. Ele sunt numite electrozi de lantan.
Aceste produse garantează niveluri scăzute de contaminare. îmbinare sudată și sunt considerate foarte durabile. Și ascuțirea inițială a electrozilor de tungsten cu oxid de lantan este menținută pentru o lungă perioadă de timp, prin urmare "WL" este adesea folosită pentru sudarea "oțelului inoxidabil" și a oțelurilor convenționale în polaritatea curentului direct.

Barele de lantan au un potențial ridicat de rulment (este aproape de două ori mai mare decât potențialul unui produs standard fabricat din tungsten pur), o tendință mică de ardere și o aprindere simplă a arcului. În plus, "WL-20" și "WL-15" garantează o uzură minimă a capătului de lucru al tijei de sudură.
După cum puteți vedea, există o mulțime de varietăți de electrozi fabricați din tungsten și aditivi speciali. Acest lucru înseamnă că utilizatorul poate face o alegere competentă a tijei, care este ideală pentru conectarea pieselor și structurilor de diferite grade și tipuri de oțel.
3 Caracteristici ascuțite de tije de tungsten
Pentru prelucrarea produselor de sudură descrise în articol, se utilizează de obicei o mașină specială de ascuțire pentru electrozi de tungsten. Un astfel de dispozitiv are discuri fine cu granulație fină. Cerealele trebuie să aibă în mod necesar o dimensiune mică, deoarece, altfel, la capătul tijei, atunci când este ascuțită, vor forma caneluri și burte mici. Pentru a evita contaminarea discurilor, este interzisă utilizarea mașinii pentru a prelucra orice alte materiale.
Se utilizează o mașină de ascuțire pentru electrozi de tungsten, după cum este necesar. Unghiul de ascuțire și mărimea măcinării barei de sudură au o importanță deosebită pentru utilizarea sa normală, deoarece ele afectează în mod direct potențialul de penetrare al arcului electric. Cu o scădere a mărimii măcinării, se observă o creștere a adâncimii penetrării, precum și o creștere a densității de curent, a presiunii arcului și a concentrației fluxului de căldură.
Parametrii geometrici și forma coloanei arcului se modifică atunci când este selectat un unghi sau un alt unghi. Un pol de arc electric va fi caracterizat printr-o formă conică la unghiuri de la 15 la 75 de grade. Și în cazurile în care ascuțirea este efectuată la un unghi mare, polul își va modifica forma într-o formă cilindrică. Atunci când se utilizează ascuțirea AC este cel mai adesea făcut cu un capăt rotunjit. în prelucrarea recomandată pentru cazurile în care procesul este efectuat la un curent constant.

Lungimea ascuțitului, de regulă, este de 0,5-2 secțiuni ale tijei de sudură, are un impact semnificativ asupra lățimii și adâncimii cusăturii. Cu o creștere a lungimii ascuțitei, se observă o scădere a lățimii porțiunii topite. Dacă se alege o lungime mică, adâncimea penetrării este redusă semnificativ. Aceste caracteristici trebuie să fie întotdeauna amintite atunci când se utilizează o mașină de ascuțit pentru electrozi de tungsten.
Aș dori, de asemenea, să adaug că arderea stabilă a arcului electric după ascuțirea barelor de tungsten depinde de:
- umflarea la vârful electrodului;
- zgârieturile care apar pe produs în timpul ascuțitului.
Cantitatea de măcinare este aleasă astfel încât să corespundă indicelui curent și secțiunii transversale a tijei de sudură. Iar riscurile, ale căror dimensiuni trebuie să fie minime, sunt plasate de-a lungul axei produsului. După ascuțire, se recomandă polizarea tijei.

- "G-Tech" de la un producător de renume ESAB: autoturisme de diferite modele cu discuri cu diamant și sistem de colectare a prafului în modul automat, precum și rezervoare capabile să se întoarcă. Adăugăm că dispozitivele "G-Tech" nu au nevoie de un sistem separat de evacuare;
- "ESG Plus" de la companie Orbitalum: prelucrarea electrozilor din șase secțiuni populare, posibilitatea de a efectua patru unghiuri diferite și cu fața la vârful barelor de sudură;
- "EWM TGM 40230": o mașină compactă de mână care oferă o calitate decentă de ascuțire de la 0 la 90 de grade.
Electrozii de tungsten sunt utilizați pentru sudarea prin arc cu arc cu argon. Acești electrozi sunt refractari: punctul lor de topire este mai mare în comparație cu procesele de evenimente de sudare. Este important ca consumul lor să fie mult mai mic: doar câteva zeci de miligrame de electrod sunt consumate pe metru din cusătura finită.
Electrodul tungsten este o tijă de tungsten. Unele modele au ligat aditivi de metale rare în compoziție, ceea ce face posibilă extinderea semnificativă a duratei lor de viață.
Marcarea electrozilor de tungsten se face în funcție de tipul de aditivi inclusi în compoziția lor:
- WL15. Componenta unor astfel de electrozi este oxidul de lantan. Electrozii au o suprafață de aur. Acestea oferă arc instant (inițial și repetat), sunt foarte rezistente la ardere și asigură arderea stabilă. Există posibilitatea de sudare a oricăror tipuri de metale cu curent direct sau alternativ.
- WY20. Elemente sudate TIG cu rezistență ridicată la topire și culoare albastru închis. Folosit pentru a produce cele mai importante compuși atunci când lucrați cu oțel inoxidabil, carbon și materiale cu conținut scăzut de aliere, precum și cupru și titan. Sudarea se face pe un curent constant de sudare.
- WC20. Electrozii cu prezența oxidului de ceriu în compoziție. Au emisii crescute. Oferă arc rapid și protejează de depășirea curentului de sudare admis. Pictat în gri. Folosit pentru a lucra cu toate tipurile de oțel, potrivit pentru sudare cu curent alternativ și direct.
- WZ8. Compoziția acestor electrozi este oxid de zirconiu. Zirconiul contribuie la stabilitatea arderii și la o creștere semnificativă a curentului în timpul lucrului în curs. Suprafața electrodului este albă. Aplicați WZ8 în lucrări de sudură pe aluminiu și magneziu. Lucrările se efectuează pe curent alternativ, în procesul de excludere a particulelor nedorite în piscinele de sudură.
- WT20. Electrozii cu prezența oxidului de toriu în compoziție. Thorium îmbunătățește semnificativ performanța și prelungește durata de viață. Electrozii sunt vopsite în roșu. Cu ajutorul lor, puteți suda produse de grosime mare din cupru, titan, inox, carbon și oțel slab aliat. Sunt aplicate la lucrul la un curent direct.
- WL20. Oxidul de lantan în compoziția lor contribuie la aprinderea rapidă a arcului, reduce probabilitatea de ardere, crește stabilitatea arderii. Culoarea electrodului este albastră. Sunt universale și pot funcționa atât pe curenți direcți, cât și pe curenți alternativi. Folosit pentru a lucra cu aproape toate tipurile de aliaje și oțeluri.
- WP. Diferă în prezența tungstenului în compoziția sa. Suprafața electrodului este vopsită verde. Asigurați stabilitatea crescută a unui arc de sudură. Aceste electrozi sunt magneziu și aluminiu sudate. Performanța lucrărilor se efectuează pe curent alternativ.
În procesul de selectare a electrozilor de tungsten, acordați atenție următoarelor parametri cheie:
- Ambalare. Electrozii sunt livrați în umerase plastice din plastic sau în cutii. Într-un set, de regulă, 10 bucăți. Această cantitate este de obicei suficientă pentru un număr mare de lucrări de sudură.
- Dimensiune. De obicei, lungimea electrozilor este de 175 mm. Electrozii diferă numai în diametru, care este selectat pe baza grosimii materialului de lucru și a puterii curente permise pentru lucrări specifice. Diametrul diverselor electrozi poate fi de 2-4 mm. Costul poate avea unele variații în funcție de grosimea tijei.
Cumparati electrozi de tungsten la Moscova la un pret accesibil in magazinul online "Vistek". Oferim clienților noștri o gamă largă de electrozi de sudura de tungsten de înaltă calitate la cel mai bun cost. De la dvs. trebuie doar să stabiliți obiectivele și caracteristicile lucrării planificate. Consultanții noștri calificați vă vor ajuta să alegeți corect și să plasați comanda.
Electrodul de tungsten a fost folosit în mediul gazelor de protecție (heliu, argon). Mai puțin frecvent utilizate atunci când tăiere cu plasmă și suprafață.
Electrozii de tungsten pentru sudarea cu arc cu argon au o refractare ridicată (3000 grade). Produs prin presare cu pulbere. În plus față de tungsten (punct de fierbere 5800 grade) în compoziție, în funcție de marca produsului, există oxizi:
- ceriu;
- toriu;
- ytriu;
- lantan;
- zirconiu.
Pentru confortul sudorilor, electrozii non-consumabili sunt codați în culori.
1) WP (vârf verde) - conținut de wolfram de 99,5%, pentru sudare cu magneziu (aliaje), aluminiu. Conținutul ridicat de tungsten mărește stabilitatea unui arc de curent alternativ în heliu și argon. Zona de lucru a electrodului este realizată sub forma unei bile de creștere.
2) WT-20 (cod roșu) - dioxid de toriu adăugat (2%).

Racord DC: cupru, titan și inoxidabil, slab aliat, oțel carbon. Marca este în căutare, dar toriul este un material radioactiv, iar atunci când mănâncă electrozi toriate, praful este dăunător pentru sănătatea umană. Zona de lucru a sudorului are nevoie de o bună ventilație. WT-20 păstrează forma electrodului la orice putere curentă, iar unghiul de ascuțire este modificat pentru necesitățile de sudare.
3) WС-20 (vârful gri) - se adaugă dioxid de ceriu (2%).

Marca este utilizată pentru sudarea oțelurilor și a aliajelor în curent direct și alternativ. Deoxidul de cer (element non-radioactiv) îmbunătățește pornirea arcului și mărește toleranța curentă. WC-20 este utilizat pentru sudarea oțelului subțire, a conductelor și a țevilor orbitale. Lipsa de produse de ceriu în concentrația de oxid în zona de lucru a electrodului.
4) WY-20 (vârful albastru închis) cu adăugarea de dioxid de ytriu (2%).

Cupru de curent continuu, titan (aliaje) și oțel - inoxidabil, carbon, slab aliat. Aditivul îmbunătățit îmbunătățește stabilitatea arcului în toate modurile curente.
5) WZ-8 (marcaj alb) - oxid de zirconiu (0,8%).

Pentru sudarea pe curent alternativ de aluminiu, magneziu și aliaje. Zona de lucru a electrozilor cu zirconiu sub formă de sferă depășește sarcina curentă a altor produse.
6) Electrozii de tungsten pentru sudarea cu arc de argon cu incluziuni ale oxidului de lantan:
WL-15 (culoare aurie), 1,5% oxid de lantan;
WL-20 (codul este albastru), 2% lantan;
WR-2 (vârful turcoaz) - oxid de lantan (1,4%).

Produsele cu oxid de lantan au un start ușor și un arc stabil, arsurile metalice sunt minime, uzură redusă a zonei de lucru a electrodului. Folosit pentru toate tipurile de oțel și aliaje.
Dimensiunile și prețurile pentru electrozi:
- lungime - 175 mm;
- diametru de la 1 la 5 mm.
Cele mai populare diametre sunt de 1,6-2,5 mm.
Prețul produselor de tungsten depinde de producător, marca și diametrul electrodului.
Costul WL-15 din China (1,0 mm, universal) - 40 de ruble. Produsul german TBi D (3,0 mm, roșu pentru oțel inoxidabil) va costa 340 de ruble. Pentru chinezii WT-20 (5,0 mm, roșu pentru oțel inoxidabil) va trebui să plătească 900 de ruble.
Cum de a ascuți produsele din tungsten
Înainte de a utiliza electrozii pentru argon sudura ascuțit. Pentru a obține lungimea corectă de ascuțire, experții argonului recomandă o formulă simplă: înmulțiți diametrul electrodului cu 2,5.
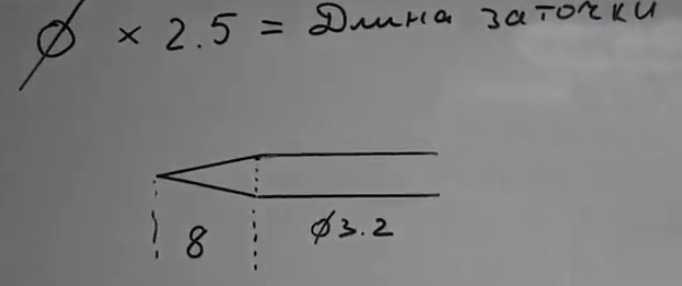
De exemplu, un diametru de 3,2 mm este înmulțit cu 2,5 și obținem o lungime de ascuțire de 8 mm (imaginea de mai sus).
Când se află la curent alternativ, bilele de pe produsul tungsten sunt formate din CAM. Electrod foarte special, făcând o emisferă - nu este necesar.
Electrodul este împământat ca un creion. Dacă sunt ascuțite, riscurile de abrazivitate vor crea obstacole în calea unui arc stabil.
Puteți ascuți șmirghelul sau șlefuitorul, rotind produsul în mâini. Pentru ascuțirea uniformă, puteți fixa tija în cartușul cu șurubelniță sau în mașina de găurit electric, stabilind o mică viteză de rotație.
Din motive de siguranță, purtați o mască pentru a vă proteja organele respiratorii de praf.
Automatizarea procesului de ascuțire
Sunt vândute mașini speciale pentru ascuțirea electrozilor de tungsten pentru sudarea prin argon. Este inclus în pachet - un valiză rezistentă la șocuri pentru depozitarea dispozitivului, o mașină electrică, dispozitivul pentru fixarea unui electrod în suport.
Dispozitivul de mașină de scris include:
- disc de diamant abraziv pe o singură față;
- ajustarea numărului de revoluții;
- filtru pentru pulberi fine de tungsten;
- reglarea unghiului ascuțit de la 15 la 180 de grade.
Cei care doresc să achiziționeze acest dispozitiv pentru nevoile de acasă.
P.S. În procesul de practică, veți prefera marcajele electrodelor preferate pe care le veți folosi cel mai des.
După cum se cunoaște orice specialist, electrozii de tungsten, care sunt clasificați ca ne-consumabili, sunt utilizați pentru sudarea efectuată în argon. Ele se disting printr-o mare varietate de tipuri, fiecare fiind determinat de marcajul aplicat acestor produse în timpul procesului de producție.
Înțelegerea caracteristicilor electrozilor tungsten
Electrozii de tungsten sunt tije refractare care formează arcul electric necesar pentru a topi marginile părților care trebuie îmbinate și materialul de umplutură în timpul procesului de sudare. Astfel de electrozi sunt folosiți în principal pentru sudarea într-un mediu de protecție de argon. Cu ajutorul lor, efectuați sudarea diferitelor structuri, inclusiv tubulare. Tungsten în acest scop nu a fost ales deloc întâmplător, pentru că el este cel mai refractar metal din toate cele disponibile în natură.
Cerințele de marcare aplicate barelor de tungsten în procesul de producție sunt specificate în standardele internaționale, ceea ce face posibilă clasificarea acestor produse la un anumit tip, în orice țară a lumii în care sunt fabricate. Conform acestor cerințe, marcarea electrodului trebuie să reflecte nu numai tipul său, ci și compoziția sa chimică.
Electrozii de tungsten pot fi determinați cu prima literă "W" (tungsten) inclusă în desemnarea lor. În compoziția majorității acestor bare există o cantitate mică de aditivi de aliere. Acestea din urmă se îmbunătățesc caracteristicile tehnice produse și să-și sporească durata de viață. Pe tipul de element de aliere, care este conținut în electrodul tungsten, a indicat a doua literă din etichetă.
În desemnarea tijelor de tungsten se găsesc următoarele litere care indică anumiți aditivi de aliere.
C (oxid de ceriu)Electrozii de tungsten care conțin acest aditiv de aliere sunt produse universale, sunt utilizate pentru sudarea cu orice tip de curent, mențin arderea arcului stabil chiar și la valori mici ale acestuia.
Electrozii de tungsten care conțin oxid de ceriu sunt utilizați pentru sudarea efectuată pe curent alternativ. Atunci când le aplicați, trebuie să fiți foarte atenți ca piscina de sudură să nu fie expusă nici unei contaminări minime. Arcul creat cu ajutorul acestor tije se distinge prin stabilitate și putere mare. În comparație cu alte tipuri de produse, electrozi de tungsten cu oxid de zirconiu sunt capabili să reziste la sarcini curente semnificative.
L (oxid de lantan)Produsele care conțin acest aditiv de aliere oferă o aprindere ușoară a arcului de sudură și stabilitatea ridicată a acestuia, precum și o reaprindere rapidă. Atunci când se utilizează astfel de tije, riscul de ardere a pieselor conectate este redus, curentul de funcționare crește semnificativ. Aceste electrozi sunt durabile, poluează mai puțin piscina de sudură în comparație cu produsele pure din wolfram.
Electrozii de tungsten, care conțin oxid de toriu în compoziția lor, sunt foarte populare deoarece au multe avantaje. Cel mai adesea, astfel de produse sunt utilizate pentru a conecta tăblițele din oțel inoxidabil realizate din curent continuu. Între timp, acești electrozi de tungsten au un număr de dezavantaje. Atunci când este utilizat pentru sudare în camere închise și atunci când ascuțirea ar trebui să fie echipate la locul de muncă ventilație de evacuare, deoarece toriu este un metal radioactiv, fum și praf care pot avea un impact negativ asupra sănătății umane. În plus, atunci când sudarea cu astfel de electrozi efectuată pe curent alternativ, arcul poate sări pe suprafețele proeminente, ceea ce duce la o deteriorare a calității îmbinării formate.
Y (ytriu)Produsele de acest tip sunt considerate cele mai stabile dintre toate electrozii de tungsten, motiv pentru care sunt folosiți pentru sudarea unor structuri deosebit de importante. Sudarea cu utilizarea lor se realizează pe un curent direct.
P (tungsten pur)Această literă, care este prezentă în marcaj, indică faptul că produsul este fabricat din tungsten cu 99,5%. Electrozii de tungsten, care nu conțin aditivi de aliere în compoziția lor, asigură stabilitatea arcului în timpul sudării efectuate pe curent alternativ. Astfel de bare sunt folosite pentru piese din aluminiu.
Pentru ca un specialist să obțină informații mai complete despre electrozii tungsten, semnele digitale sunt prezente și în marcarea lor.
Primele cifre după litere indică procentajul exact al dopantului. Deci, figura 20 înseamnă că materialul de electrod conține 2,0% din aditivul corespunzător, cifra 15 - 1,5% etc. A doua cifră din desemnarea barei, separată de prima printr-o linie, indică lungimea produsului, exprimată în milimetri.
Cea mai obișnuită lungime este de 175 mm, dar se produc și electrozi 50, 75 și 150 mm. Părți cu parametri geometrici diferiți se prepară cu electrozi de tungsten de secțiuni diferite, ale căror valori pot fi 1; 1.6; 2; 2.4; 3; 3.2; 4; 4.8; 5.6; 6,4 mm.
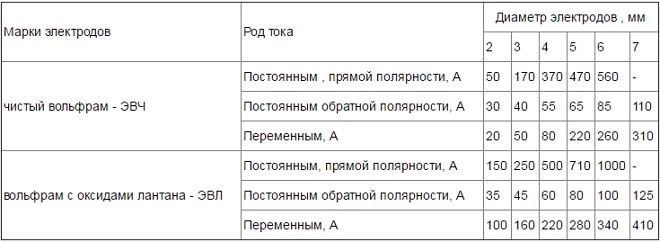
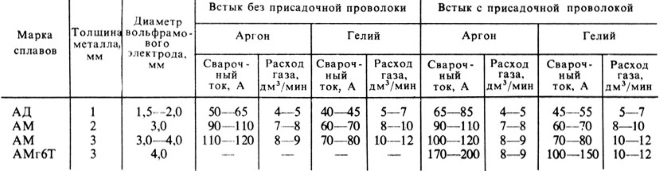
Tabel pentru selectarea diametrului unui electrod tungsten pentru sudarea în argon, ținând cont de puterea și tipul curentului
De exemplu, să descifrăm marcarea electrodului WL 10-75. În plus față de tungsten, conține 1,0% oxid de lantan. Lungimea acestui produs, conform denumirii sale, este de 175 mm.
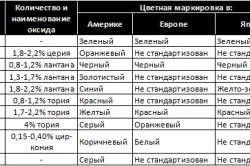
Astfel, dintr-o privire, a fost posibil să se determine ce fel de electrod de tungsten este și pentru ce poate fi folosit, capetele produselor de diferite mărci sunt vopsite în culori diferite. Aceste etichete pot fi aplicate într-una din următoarele culori:
- verde - produse din tungsten pur, denominate prin literele WP;
- gri - WC 20 electrozi, care conțin 2% oxid de ceriu;
- aur - produse WL 15, compoziția acestora este suplimentată cu 1,5% oxid de lantan;
- negru - tije WL 10, la care a fost adăugat 1% oxid de lantan;
- albastru - WL 20, în astfel de electrozi există 2% oxid de lantan;
- alb - electrozi WZ 8, a căror compoziție este îmbogățită cu 0,8% oxid de zirconiu;
- galben - electrozi WT 10 care conțin 1% oxid de toriu;
- roșu - tije WT 20, care conțin 2% oxid de toriu;
- violet - electrozii WT 30 care conțin 3% oxid de toriu;
- portocale - produse WT 40, inclusiv 4% oxid de toriu;
- albastru închis - electrozi WW 20 de tungsten, care conțin 2% ytriu.

Domenii de utilizare a electrozilor tungsten de diferite branduri
Electrozii de tungsten aparținând fiecărui tip au caracteristici distinctive care determină aria de aplicare a acestora.
WP - sfat verdeElectrozii din wolfram pur (WP) sunt utilizați în principal pentru sudarea cu curent alternativ, care se realizează în argon. Cu ajutorul lor se produc produse din aluminiu, bronz din aluminiu (aliaj cupru-aluminiu), magneziu, nichel și aliajele lor.
Electrozii de acest tip au caracteristici precum:
- arderea arcului rău;
- scurtă durată de funcționare;
- toleranță slabă la sarcina curentă semnificativă;
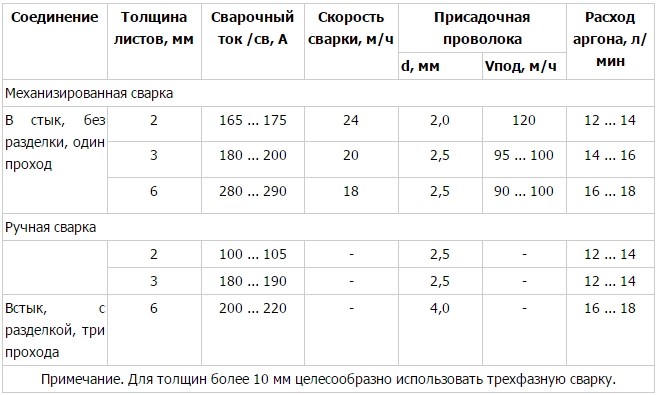
Modurile de sudare a cuprului electrodul tungsten (pentru îmbinări la capăt pe căptușeală răcită cu apă din cupru sau pernă de flux)
WC 20 - vârful griSe folosesc și electrozi WC 20, dar cu ajutorul lor se obțin îmbinări ale pieselor din aliaje de înaltă calitate, inclusiv oțeluri inoxidabile, metale de înaltă aliere (molibden, tantal etc.), cupru, nichel, titan și aliajele lor. Sudarea acestor tije se efectuează pe curent continuu, conectat într-o polaritate de linie dreaptă.
Listați caracteristicile electrozilor tungsten de acest tip:
- satisfacerea aprinderii arcului;
- durată de viață îndelungată;
- siguranța pentru sănătatea umană.
Electrozii WZ 8 (tip alb) sunt utilizați pentru sudarea pe curent alternativ în argon. Folosindu-le, se realizeaza sudarea prin argon a produselor din aluminiu, aliaje de cupru-aluminiu (bronz din aluminiu), magneziu, nichel si aliaje ale acestor metale.
Caracteristicile distinctive ale produselor din tungsten ale acestui brand includ:
- aprinderea satisfăcătoare a arcului de sudură;
- buna toleranță la sarcina curentului;
- siguranța pentru sănătatea umană.
Produsele marcate cu WT 20 sunt utilizate pentru sudarea prin arc cu curent direct (se folosește polaritatea directă). Astfel de produse se prepară preparate din oțeluri aliate, metale cu topire înaltă, cupru, nichel, titan și aliajele lor.
Caracteristicile electrozilor de tungsten de acest tip:
- aprinderea bună a arcului de sudură;
- durata de viață suficient de lungă;
- o bună toleranță la sarcini curente semnificative;
- posibil pericol pentru sănătatea umană.
Grupul de electrozi de tungsten, în care este prezent toriul, include și produsele din brandurile WT 30 și WT 40. Din cauza conținutului semnificativ al acestui element radioactiv în compoziția electrozilor, acestea nu sunt recomandate pentru a fi folosite, vaporii din ei dăunează mediului și sănătății umane.
Criterii pentru selectarea unui electrod tungsten
Atunci când alegeți tije de tungsten, este necesar să vă concentrați asupra unor parametri precum:
- tipul, compoziția chimică și prezența aditivilor de aliere;
- diametrul care afectează grosimea modelului cusătură de sudură;
- geometria vârfului, care determină multe caracteristici ale procesului de sudare;
- ascuțirea calității.
Desigur, alegerea unui electrod dintr-o anumită marcă este influențată în mod semnificativ de caracteristicile părților care trebuie îmbinate: dimensiunile, compoziția materialului etc. Când alegeți tije de tungsten, puteți să consultați tabelele de referință sau experiența proprie.

Caracteristici și metode de ascuțire
Ascuțirea electrozilor de tungsten este un parametru important în care trebuie acordată o atenție deosebită. Forma de ascuțire a electrodului non-consumabil depinde de aceasta parametrii importanți, sub presiunea unui arc de sudură și a distribuției energiei pe care îl transferă la metalul detaliilor conectate. Acesta este motivul pentru care dimensiunea zonei de penetrare a metalului este îmbinată și, în consecință, adâncimea și lățimea sudurii depind de modul în care electrodul este ascuțit.
Forma de ascuțire a capătului de lucru al electrodului este aleasă în funcție nu numai de parametrii părților care urmează să fie îmbinate, ci și de tipul de electrod utilizat pentru efectuarea sudării.
Astfel, pentru produsele marca WP, WL 10, WL 20 și WL 15 se utilizează ascuțirea sferică a capătului de lucru, deoarece încărcarea termică pe acesta nu este atât de semnificativă. Și la capetele electrozilor WT 20, spre deosebire de produsele mărcilor WP, WL 10 și altele, ele nu produc decât o ușoară umflare. Tipul de curent utilizat pentru sudare afectează de asemenea forma ascuțitului. Puteți să vă familiarizați cu parametrii exacți ai ascuțirii electrozilor tungsten și recomandări pentru alegerea ei în literatura de specialitate.

Pentru sudare se pot utiliza electrozi de diferite calități. Totul depinde de ce mașină de sudură va fi folosit, care necesită un electrod. Electrozi populari non-consumabili de tungsten, sunt de înaltă calitate. Atunci când alegeți, este necesar să se acorde atenție tipului de marcare a electrozilor de tungsten aplicat de producător.
Alegerea electrozilor de tungsten este necesar să se ia în considerare: tipul de electrod, diametrul, geometria vârfului electrodului și calitatea ascuțitului și a durității.
Caracteristicile electrozilor utilizați
Electrozii din tungsten sunt aplicabili pentru sudarea cu argon, în mediul înconjurător gaz inert. Ele pot fi folosite ca profesionisti sudori, și începători. Acești electrozi sunt siguri, distinsi de cea mai înaltă calitate.
Conform standardelor internaționale, toți electrozii pe bază de tungsten sunt etichetați special pentru a indica tipul și compoziția. Prima literă din listă este "W", adică tungsten. Al doilea se referă la elementul de oxid, care este folosit ca dopant. Printre oxizii de aliere se folosesc:
- oxid de ceriu, notat cu litera "C";
- oxid de zirconiu, indicat pe etichetă cu litera "Z";
- oxid de lantan - litera "L";
- oxid de toriu - "T";
- pur tungsten, care nu are aditivi de aliere, este indicat pe marcaj cu litera "P".
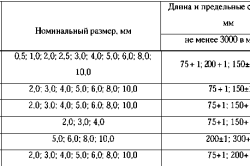
După a doua literă este un număr care indică procentajul substanței adăugate în timpul dopajului. Numărul 20 arată că compoziția include 2% dopant. Propoziția este al doilea număr - aceasta este lungimea, care este exprimată în milimetri. Lungimea cea mai frecvent utilizată este 175 mm, dar există și valori de 50, 75 și 150 mm. Diametrul electrozilor tungsten poate fi diferit, cu 1, 1,6, 2, 2,4, 3, 3,2, 4, 4,8, 5,6, 6,4 mm.
Marcajul conține toate informațiile necesare pentru utilizator. De exemplu, există un marcaj WL 15-175. Aceasta înseamnă că este un electrod cu dopanți de lantan, al cărui conținut este de 1,5%, lungimea lui fiind de 175 mm. Denumirea alfanumerică este departe de toate, este necesar să se acorde atenție culorii marcajului. Astăzi sunt fabricate materiale pentru sudare cu marcaj color:
- pur tungsten - WP verde;
- în compoziție există oxid de ceriu cu 2% - WC 20 gri;
- oxidul de lantan este prezent la 1,5% - culoarea aurie WL 15;
- oxidul de lantan este prezent la 2% - WL 20 albastru;
- 0,8% oxid de zirconiu prezent - WL 8 alb;
- oxidul de toriu este prezent la 1% - galben WL 10;
- oxidul de toriu este prezent la 2% - WL 20 este roșu;
- oxidul de toriu este prezent la 3% - WL 30 violet;
- oxidul de toriu este prezent la 4% - culoare portocalie WL 40.
![]()
Utilizarea unui electrod care este marcat WT30, 40 nu este recomandată, deoarece elementul toriu este radioactiv, conținutul său ridicat poate fi periculos.
caracteristici:
Marcarea verde WP este concepută pentru sudarea prin arc cu arc cu curent alternativ. Utilizarea unor astfel de metale pentru a lucra ca aluminiu și magneziu, nichel este posibil.
caracteristici:
- aprinderea este scăzută;
- durata de viață nu este prea lungă;
- are o securitate excelentă.
Wc-20 cu marcaje gri este utilizat pentru sudarea cu curent direct cu polaritatea directă a metalelor, cum ar fi cuprul, molibdenul, oțelul inoxidabil, titanul și așa mai departe.
Caracteristicile sunt următoarele:
- aprinderea este considerată bună;
- durata de viață este lungă;
- securitatea lor este excelentă.
WL este potrivit pentru sudare cu curent direct sau alternativ cu polaritate directă. Potrivit pentru piese cu o grosime mică, pentru oțeluri de înaltă calitate.
caracteristici:
- aprinderea este satisfăcătoare;
- durată de viață îndelungată;
- securitatea este minunată.
Există și alte tipuri, dar este necesar să selectați cu atenție materialele, deoarece depinde de calitatea și siguranța muncii.
Cum de a alege un electrod de wolfram?
![]()
WP electrozii de tungsten sunt utilizați pentru sudarea cu curent alternativ (AC) al aliajelor de aluminiu cu o bună stabilitate a arcului.
În procesul de sudare, care se desfășoară într-un mediu cu gaz inert, se utilizează electrozi de tungsten. Aceasta asigură cea mai înaltă calitate a muncii, cusătura este curată și durabilă. La alegerea unui produs rezistent la căldură rezistent la căldură, bazat pe tungsten, este necesar să se acorde atenție următoarelor criterii:
- tipul de electrod tungsten, compoziția acestuia, prezența aditivilor de aliere, parametrii;
- diametru care vă permite să reglați grosimea cusăturii de lucru;
- ascuțirea calității, densitatea materialelor;
- geometria caracteristică a vârfului.
Când vă cumpărați, vă puteți baza pe eticheta pe care producătorul o pune pe materiale.
Acesta conține date despre aditivii care sunt incluși în compoziție, despre ce domeniu de aplicare, în ce condiții poate fi folosit.
Efectul dopajului asupra calității electrodului
Atunci când alegeți, trebuie să fiți atenți la ce aditivi pentru dopaj au fost utilizați. Acest lucru este important, deoarece utilizarea materialelor, calitatea lor și caracteristicile individuale depind de aceasta. Toți aditivii de aliere permit obținerea de electrozi cu următorii parametri:

Datorită proprietăților lor, electrozii tungsten ai mărcii WZr 08 reduc riscul de a intra în tungsten în cusătura de sudură.
- WP este un tip special care nu include aditivi, realizați din tungsten pur. Ele sunt utilizate în principal pentru sudarea cu curent alternativ (AC). Stabilitatea arcului este bună, calitatea cusăturii este excelentă. Electrozii de tungsten nu pot fi utilizați atunci când sunt utilizați curent continuu. Pentru astfel de materiale, marcajele vor fi verde, indicate prin simbolurile WP.
- E3 indică faptul că aditivii sunt utilizați din oxizi ai elementelor de pământuri rare, de exemplu, un amestec de oxizi. Electrozii nu sunt dăunători, ceea ce le distinge de thoriated, nu sunt radioactivi, absolut nu periculoși pentru mediul înconjurător. Domeniul de aplicare al acestor materiale este extins. Ele pot fi utilizate pentru orice proces și capacitate cu curent alternativ sau direct, pentru oțeluri de înaltă calitate, pentru diferite aliaje de aluminiu, precum și pentru cupru, titan, magneziu bine cunoscut. Electrozii de tungsten se caracterizează prin excelente calități de aprindere, fiind soluția optimă pentru procesele automatizate. Sarcina lor actuală este mai mare, dar durata de viață a acestor materiale este mult mai mare decât cea a celor toriate obișnuite. Marcarea materialelor de acest tip este desemnată WLa 10/15/20.
- Electrozi de tungsten lantanat, care pot fi utilizați pentru lucrări de sudură la curent continuu sau curent alternativ. Acest tip poate fi utilizat pentru așa-numita sudare cu microplasme. Acest lucru a fost posibil datorită prezenței în compoziția La2O3, care crește capacitatea de aprindere mai bună. Arcul este obținut ca rezultat al calității. Durata lor de viață este mai mică decât cea anterioară. Prezența unui astfel de aditiv de aliere nu le face mai puternice sau mai durabile - extinde doar zona de utilizare. Marcajul conține mai multe culori: negru pentru WLa 10, aur pentru WLa 15.
WCe 20 sau WZr 08?
WCe 20 este binecunoscutul electrod de tungsten, care include aditivi de aliere cum ar fi oxidul de ceriu (CEO 2). Capacitatea de încărcare crește de mai multe ori, calitatea acestora este mai mare decât cea a grupurilor de mai sus, dar E3 și WL sunt încă mai stabile. Domeniul de utilizare este destul de larg, include lucrări de sudare cu aliaje aliate, nealiate. Curentul direct poate fi scăzut și mediu, este posibilă sudarea cu curent alternativ.
WZr 08 sunt electrozii tungsten, care includ zirconiu. Ele sunt utilizate atunci când este necesar să se asigure suplimentar protecția sudurii împotriva introducerii de tungsten în ea. Ele nu sunt potrivite pentru curentul direct, deși în unele cazuri sunt utilizate. Marcarea este albă.
Vă mulțumim pentru feedbackul dvs.




