Tungsten v 0.5 formă de electrod este ceea ce curent. Marcarea electrozilor tungsten
Printre electrozii care nu se topesc, există adesea modele unice care sunt concepute pentru acele funcții pe care alte specii nu le pot atinge. Electrozi de tungsten pentru argon arc sudare sunt folosite pentru a crea un arc electric cu puterea necesară și, de asemenea, pentru a topi metalele principale și de umplutură, care sunt folosite ca cablu de sudură. Având în vedere faptul că aici mediul de protecție este gazul de argon, atunci nu este necesară acoperirea firului. Aceste produse se caracterizează prin performanțe ridicate și rezistență bună la căldură.
Electrozii de tungsten sunt tije subțiri care sunt realizate din particule presate dintr-un metal dat. Faptul este că tungstenul este foarte refractar, datorită căruia aceste produse sunt fabricate din acesta. Pentru electrozii nu se utilizează metal solid, ci se presează particule fine, care sunt supuse unui tratament termic puternic. În aspect și proprietăți, ele nu sunt mult diferite de metale turnate. Produsele pot fi produse ca și în cazul acoperirilor speciale care contribuie la stabilizarea arcului, la deoxidarea metalelor, la formarea gazului sau zgurii, la alierea metalului și așa mai departe sau fără el. Electrodul tungsten ne-topit este produs conform GOST 23949-80.
Sudarea cu un electrod de wolfram în argon este mult mai bună decât alte soiuri ale acestui proces. Nu există precipitații în exces de la tencuieli. Instrumentul în sine este universal și nu dă naștere unor complicații negative. Pentru uz casnic, această metodă poate părea oarecum scumpă, dar în producție și atunci când lucrează cu structuri critice, devine indispensabilă.
Tipuri de electrozi de tungsten
model electrozii de tungsten diferă în culori:
- Verde (WP) - în acest model, cel mai mare conținut de metal pur, deoarece proporția impurităților este de numai 0,5%. Atunci când se utilizează AC, ele oferă o stabilitate excelentă a arcului. Balanța poate fi îmbunătățită prin utilizarea unui oscilator de stabilizare cu frecvență înaltă. Cele mai bune dintre toate proprietățile se manifestă în curent alternativ sinusoidal. Electrozii de tungsten sunt utilizați pentru sudarea aluminiului, precum și a aliajelor sale și a magneziului. Datorită încărcării termice limitate, în aceste soiuri, capătul sculei este realizat sub forma unei mingi.

- Oxidul alb (WZ8) - oxid de zirconiu este prezent în mod suplimentar în acest model. În nici un caz nu trebuie să existe vreo contaminare în piscina de sudură. Utilizați, de preferință, curent alternativ. Acest tip oferă o stabilitate sporită a arcului. Sarcina actuală este mai mare decât electrozii de toriu, lantan și ceriu, care pot rezista. Ascuțirea electrozilor tungsten aici este făcută sub forma unei sfere. Se utilizează pentru sudarea nichelului, magneziului, bronzului, aluminiului, precum și a aliajelor acestor metale.

- Roșu (WT20) - oxid de toriu este prezent în acest model. Roșii se numără printre cele mai frecvente, deoarece se pot manifesta cel mai bine atunci când se suie curent continuu, semnificativ superioară modelului fără aditivi. Thorium în sine aparține metalelor radioactive cu nivel scăzut, deci oferă un depozit negativ nu numai asupra mediului, ci și asupra stării de sănătate a maestrului. Evacuările provocate de utilizarea intermitentă nu pun în pericol sănătatea, dar utilizarea continuă poate provoca complicații. Electrodul de tungsten pentru toriu se manifestă perfect ca un curent constant și alternativ. El poate schimba unghiul de ascuțire a vârfului, deoarece chiar și cu un amperaj mare nu se topesc în locurile lor subțiri. Ascuțirea standard se face sub forma unei platforme cu proeminențe. Pot fi potrivite pentru sudarea cretei, a nichelului, a titanului, a tantalului, a molibdenului și a bronzului de siliciu.

- Albastru închis (WY20) este un model care a crescut rezistența la temperaturi ridicate. Aplicați-le la curent direct cu polaritate directă. Serveste ca un instrument pentru sudarea unor structuri deosebit de importante. Aditivul de oxid aici este de aproximativ 2%. Datorită yttriration-ului, stabilitatea punctului catodic crește, de aceea, chiar și atunci când curentul variază pe o gamă largă, arcul rămâne stabil. Se folosește tungsten, metale cu conținut scăzut de aluminiu și carbon.

- Gri (WC20) - în acest model este prezent aproximativ 2% oxid de ceriu. Ceriul este un metal foarte rar, non-radioactive, de pământuri rare. Are un efect pozitiv asupra emisiei electrodului. Datorită acestui lucru, pornirea inițială devine mai ușoară, iar intervalul de lucru peste curent devine mai mare. Acestea sunt unelte universale care pot fi utilizate cu orice fel de energie electrică. Stabilitatea înaltă a arcului este vizibilă chiar și la curentul scăzut. Ele sunt utilizate pentru conducte și foi subțiri de metal. La temperaturi ridicate, concentratul de ceriu din vârf, care devine un dezavantaj. Ele sunt folosite pentru a lucra cu opiu, tantal, molibden, bronz, bronz de siliciu.

- Aur și albastru (WL15 și WL20) - ambele mărci conțin oxid de lantan. Acest lucru oferă performanțe bune pentru lansarea inițială a arcului. Cu ei este mult mai mică probabilitate de a arde metale. Arcul rămâne stabil în întreaga operațiune. Diferența dintre semne este că în aur există 1,5% aditivi, iar în albastru - 2%. Cu cât este mai mult oxid de lantan în compoziție, cu atât este mai mare intervalul de funcționare a curentului. Aici este de 1,5 ori mai mult decât în alte branduri. Acest lucru afectează uzura suprafeței vârfului, care este considerată una dintre cele mai subțiri din industrie. Cu aceasta, oțelul de înaltă aliere, cupru, aluminiu și bronz este sudat.
![]()
Legendă și marcare
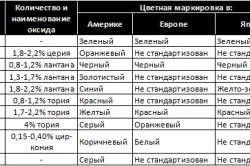
Marcarea electrozilor de tungsten este destul de simplă, deoarece compoziția lor nu conține o mulțime de elemente diferite, dar există doar 1 aditiv sau nu există deloc. Culorile electrozilor tungsten corespund doar diverselor aditivi. Dacă te uiți la desemnare, atunci WL15, de exemplu, va fi tipic aici, care poate fi interpretat ca:
- W - electrod tungsten;
- L este prezența oxidului de lantan;
- 15 - prezența unui aditiv (în acest caz, oxid de lantan) 1,5%.
Astfel, a doua literă indică aditivul, iar numerele, conținutul său în sute de procente.
Selecția electrodelor electromagnetice
Alegerea se face cu privire la condițiile de utilizare. Dacă sudarea are loc pe curent alternativ, este mai bine să alegeți tungsten pur. Aditivii de zirconiu măresc stabilitatea arcului și temperatura maximă de utilizare. Oxidul de toriu din compoziție îmbunătățește rezistența la temperatură, astfel încât astfel de electrozi să poată primi orice formă. Uneltele realizate din tungsten infrarosu oferă o stabilizare mai bună a arcului. Ceriul din compoziție oferă versatilitate în toate modurile.
"Este important! Indiferent de modelul ales, trebuie să acordați o atenție deosebită siguranței, deoarece lucrările se desfășoară la valori ridicate ale curentului".
Principalele moduri și nuanțe de aplicare
Principala caracteristică a utilizării acestor instrumente este alegerea modului corect de curent, relativ la tipul și polaritatea acestuia, deoarece caracteristicile electrozilor apar în fiecare caz în mod diferit.
Producatori
Datorită cererii sale, astfel de electrozi sunt produse în întreaga lume. Următoarele mărci pot fi găsite pe piață:
- Tungstone (Polonia);
- Abicor Binzel (Germania);
- Jasic (China).
Singura alegere potrivita pentru sudarea TIG este electrozii tungsten & ndash. numai ele sunt capabile să reziste la temperaturi extreme în timpul sudării metalelor. În plus față de această proprietate obligatorie, tungsten are o emisie termionică bună și rezistență la eroziune.
Sudarea cu gaz inert (TIG-DC) pentru oțeluri și alternante (TIG-AC) pentru componentele din aluminiu (Al) și magneziu (Mg).
În cazul curentului direct, electrozii trebuie mai întâi pregătiți pentru lucrări. ascuțire. În funcție de cerințele de sudare, unghiul admisibil de ascuțire de la 20 °. până la 90 °, iar cea mai bună stabilitate a arcului este observată la unghiuri de 30 ° -60 °. (Fig.1). În funcție de acest unghi, lățimea variază cusătură de sudură și capacitatea de topire a electrodului.
La sudarea în modul TIG-AC, capătul de lucru al electrodului are o formă sferică, de aceea este suficient să-l ștergeți puțin sau pur și simplu să păstrați forma originală (Fig.2). 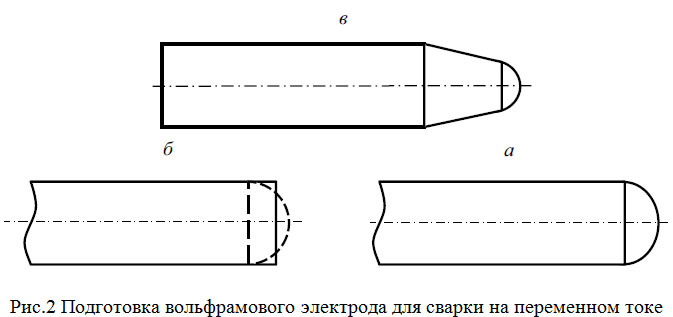
O practică de succes a fost adăugarea de impurități la electrodul tungsten pentru a-și crește caracteristicile de sudare.
Prin tipul impurității introduse, se disting următoarele electrozi de tungsten:
Marcaj: WP
Codul culorii: verde
Aliaj de aditiv: nr
Electrod fără impurități. Are performanțe bune. arc de sudare în modul TIG-AC. Cu aceasta, părțile de aluminiu și magneziu sunt de obicei fierte.
Marcaj: WT-20
Codul culorii: roșu
Dopant: toriu (~ 2%)
Cel mai popular tip de electrod de tungsten. Unii îi consideră chiar universali și literalmente folosiți pentru orice sarcină. Profesioniștii au o opinie puțin diferită. Adăugarea de toriu a îmbunătățit capacitatea de emisie termică și a făcut-o lider în ceea ce privește electrozii refractari, dar ar fi mai bine să o utilizați pentru lucrul cu oțel inoxidabil, titan și aliaje de nichel în modul TIG-DC.
Atenție! Datorită naturii radioactive a toriului, utilizarea electrozilor WT-20 poate provoca boli grave. De aceea, lucrul cu acestea ar trebui să fie efectuat în conformitate cu cele mai stricte cerințe de siguranță și în încăperi cu o bună ventilație.
Marcaj: WC-20
Codul culorii: gri
Aliaj de aliere: oxid de ceriu (~ 2%)
Acest electrod are o performanță mai mare de sudare în comparație cu WP și este considerată cea mai bună alternativă de "toriu" pură. Oferă o bună stabilitate a arcului la curenți slabi, așa că a găsit aplicație largă în sudură din tablă subțire în TIG-DC.
Marcaj: WL-15
Codul culorii: auriu
Aliaj de aliere: oxid de lantan (~ 1,5%)
O altă posibilă înlocuire a electrodului WT-20. Are performanțe bune la sudarea pe orice curent și este cea mai bună opțiune pentru lucrul cu aluminiu.
Electrozii de tungsten sunt un concept larg răspândit printre sudari și alți profesioniști implicați în prelucrarea metalelor. Sunt tije mici destinate alimentării cu curent a produselor sudate. Desigur, ca orice obiect, au propriile soiuri și tipuri. Pentru comoditate și simbol marcajul aplicat care indică direct caracteristicile tehnice material de sudare folosit.

Electrozii de tungsten sunt necesari pentru transferul curentului către produsele sudate.
Tipuri de electrozi de tungsten și scopul lor
Tungsten este un metal aproape imposibil de întâlnit forma pura. Adesea se folosește în procesul de sudura cu argon, deoarece acest metal este destul de refractar, astfel încât este capabil să își mențină propria rezistență chiar și în timpul sudării pe termen lung. Tungsten metalic economic. În timpul sudării, cantitatea sa este neglijabilă.
Cel mai mare furnizor de metal este China. Pe teritoriul lor se observă rezerve uriașe de tungsten. În legătură cu acest fapt, cumpărarea în electrozii tungsten magazin, să acorde atenție producătorului. Dacă găsiți o țară europeană, atunci puteți fi siguri că veți plăti în avans când cumpărați. Țările europene produc electrozi numai după achiziționarea de metale în China.
Materialul de sudare este împărțit în trei tipuri, printre care:
- AC electrozii. Principalele materiale care sunt sudate atunci când sunt expuse la curent sunt magneziu, aluminiu și soiurile lor, aliaje. Versiunea prezentată este utilizată pe scară largă în cazurile în care este necesar să se asigure sudarea împotriva pătrunderii contaminanților.
- DC electrozi. Aici, la electrodul tungsten se adaugă metale cum ar fi ytriu sau toriu. În cazul celor din urmă, trebuie să fii conștient de radioactivitatea sa, care poate dăuna oamenilor în mod semnificativ în interior. Prin urmare, electrozii de toriu sunt utilizați pentru sudare în zone deschise sau în depozite unde există o ventilație sigură. Aceste produse sunt utilizate pentru sudarea următoarelor metale:
- cupru;
- titan;
- nichel;
- tantal;
- bronz;
- oțel, care nu este supus ruginei în timpul funcționării;
- carbon.
Aici trebuie luate în considerare măsurile de siguranță la sudare.
Este important! Deoarece anumite aliaje și metale pot emite substanțe toxice în timpul procesului de ardere, sudorul trebuie să poarte muniție de protecție, unde organele respiratorii și ochii vor fi închise.
De asemenea, este necesar să se folosească gaz de protecție argon.
Electrozi universali. Electrozii universali de tungsten sunt utilizați atunci când este necesar să se îmbine produse din cupru, aluminiu, bronz, tantal, nichel, titan și practic toate tipurile de oțel. Aceste electrozi funcționează bine pe curenții alternativi și direcți, ceea ce simplifică oarecum sarcina. Utilizarea frecventă se poate observa la sudarea conductelor, deoarece acestea pot fi utilizate pentru a uni foi subțiri de metal și pentru a face cusătura inconfundabilă.
Utilizarea unui tip specific de sudare necesită alegerea potrivită la achiziționare. Prin urmare, pentru a efectua sudarea, este necesar să se cunoască de bază comportamentul și proprietățile metalului sudat. de multe ori profesionisti sudori au specializarea și educația corespunzătoare.
Înapoi la cuprins
Marcarea electrozilor tungsten
Este important! Marcarea electrozilor tungsten este necesară pentru specialiști, deoarece conține întreaga listă de caracteristici și metale folosite atât la fabricarea electrodului, cât și la sudare.
Marca stabilită și acceptată pentru comoditate diferă în funcție de denumire și culoare.
Următorul marcaj este aplicat la electrozi de tungsten:
- WP (verde) - aici electrodul constă aproape în întregime din tungsten. Conținutul său este de 99,5%. Se folosește pentru sudarea magneziului și aluminiului. O posibilă utilizare a electrodului pentru marcarea furnizată este o sudură cu curent sinusoidal. Pentru protecție folosiți două tipuri de gaz: argon și heliu.
- WC-20 (gri) - 2% oxid de ceriu. Acestea aparțin la electrozi universali, deoarece sunt folosiți la sudarea cu curent alternativ și folosind polaritatea pozitivă. Implicat în racordarea conductelor în îmbinări ne-rotative.
- WL-15, WL-20 (albastru) - aici există un amestec de lantan, care permite obținerea unui arc stabil și reaprindere, ceea ce face ca electrodul acestui brand să fie folosit adesea în industrie. În plus, utilizarea lantanului în electrod poate crește curentul de funcționare și poate reduce uzura la jumătate. Cusăturile produse de tipul de electrod prezentat sunt durabile și mai puțin contaminate. Pentru ca electrodul să funcționeze, este necesar să se dea un scop sferic.
- WT-20 (roșu) - Thorium este inclus aici. După cum sa descris mai sus, praful de la locul de muncă este oarecum periculos pentru sănătatea umană. În ciuda acestui fapt, marcajul prezentat este uneori folosit mai des decât electrozii, care sunt aproape în întregime compuși din tungsten. Această caracteristică este explicată prin proprietățile excelente ale toriului, care este capabil să combine cele mai pretențioase metale într-o chestiune de secunde. În timpul funcționării, se recomandă utilizarea unui curent direct, deoarece cu utilizarea sinusoidală a curentului, arcul rezultat poate sări peste suprafața de sudat. Asemenea tulburări nu pot fi tolerate.
- WZ-8 (alb) - există mai puțin de un procent de oxid de zirconiu. În timpul lucrului este necesar să urmăriți puritatea cu atenție. Se recomandă utilizarea curentului alternativ. Înainte de utilizare, capătul sferic trebuie atașat la electrod. Cel mai bine folosit pentru sudarea aluminiului.
- WY-20 (albastru închis) - electrozi de tungsten cu o acoperire subțire de ytriu. Acestea sunt considerate cele mai stabile electrozuri, astfel încât acestea sunt adesea folosite pentru sudarea unor structuri importante și importante.
La alegerea electrozilor este necesar să se decidă metoda sudării și proprietățile metalului sudat, deoarece pot fi necesare mai multe tipuri și marcaje de electrozi de tungsten pentru a conecta un design.
Înapoi la cuprins
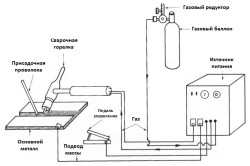
Argonarea arcului cu arc: caracteristicile și tehnologia sa
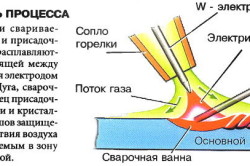
Argonarea cu arc cu arc este un compus de metale sub protecția argonului. Procesul prezentat se desfășoară în două moduri, fiecare dintre acestea fiind analizat în detaliu.
Sudura manuala cu un electrod tungsten sub protectie cu argon. Această metodă implică mai multe etape:
- Argonul și curentul necesar sunt furnizate arzătorului. A doua fază a curentului conduce la suprafață, unde va fi sudată. Se formează un arc între electrodul atașat la arzător și suprafață. Sârmă este alimentat pentru aditiv.
- Apoi, trebuie să aprindeți arcul. Pentru a face acest lucru, este mai bine să folosiți o placă de carbon pentru a nu strica suprafața sudată, deoarece o astfel de supraveghere poate duce la contaminarea cusăturii.
- Apoi arcul este excitat. Un oscilator este adesea folosit aici.
- Urmărim mișcarea electrodului, deoarece traiectoria trebuie să fie așezată exact de-a lungul cusăturii, în orice alt caz, munca ar trebui oprită, deoarece această problemă poate semnala începutul topirii electrodului.
Aici este permisă utilizarea curentului alternativ, deoarece se va forma o componentă a curentului direct în timpul sudării.
Sudarea automată cu electrodul tungsten. Această metodă este adesea utilizată pentru sudarea conductelor în îmbinări ne-rotative.
Sudarea automată este efectuată de unități speciale cu diferite modele, care realizează independent întregul proces de sudare.
Aici apare un arc de sudură între suprafața metalică și capătul firului, care este electrodul.
Adesea, dispozitivele prezentate nu pot fi aplicate în anumite zone. În special, aceasta se datorează imposibilității de a face o scurtă cusătură.
Electrozii de tungsten pentru sudarea în arc cu argon conțin următoarele marcări: WP, WZ, WT, WY. Acest lucru se datorează fiabilității și versatilității în utilizare. Multe dintre tipurile de electrozi prezentate sunt utilizate pentru sudarea foilor subțiri de metal. În acest caz, este necesară adesea o ascuțire subțire a unui electrod.
Electrozii de tungsten sunt tije non-consumabile pentru sudarea prin arc cu arc. Ele sunt, de asemenea, utilizate în unele operațiuni de suprafață, tăiere cu plasmă metale, pulverizare.
1 Descrierea calităților barelor de tungsten conform GOST 23949-80
Produsele de sudare descrise sunt realizate din tungsten în formă pură, precum și tungsten și diferiți aditivi care pot activa procesul de sudare. Standardul de stat 23949 vorbește despre următoarele mărci de electrozi de tungsten pentru sudarea prin arc cu arc:
- EVT-15;
- EVI (1, 2 și 3).
Fracțiunea de masă a tungstenului pur în aceste electrozi variază de la 99,91 până la 99,95%. Diferitele impurități (în special, molibden, siliciu, fier, aluminiu, calciu și nichel) din ele nu pot fi mai mari de 0,05-0,11%. În gradele EVI-2 și EVI-3, este permisă prezența a până la 0,01% tantal, în EVT-15 - 1,5-2% dioxid de toriu, în EVL - 1,1-1,4% oxid de lantan. În produsele din clasele EVI, în plus, există de la 1,5 până la 3,5% oxid de ytriu.
Electrozii de tungsten de toate tipurile datorită temperaturii de fierbere a tungstenului ridicată (aproximativ 5800 de grade) și refractării sale crescute (aproape la 3000 de grade) se caracterizează prin debite foarte scăzute în timpul sudării.
Un metru din cusătură se cheltuiește sute de grame de material. Iar adăugarea de zirconiu, lantan, ceriu, toriu dă tijele de tungsten un parametru de funcționare cu adevărat unic.

Electrozii fini de pe suprafața lor nu trebuie să conțină poluare și nici o incluziune, oxizi, delaminare, urme de materiale tehnologice de lubrifiere, fisuri și găuri. În procesul de acceptare a tijelor de sudură, suprafața lor este inspectată vizual. În unele cazuri este permisă utilizarea dispozitivelor de măsurare și a uneltelor optice speciale.
2 Marcarea internațională a culorii tijelor de sudură cu tungsten
Alegerea unui anumit brand de electrod de tungsten este destul de simplă, toate sunt indicate într-un fel sau altul. De exemplu, unul dintre capetele produselor pure de tungsten este indicat în verde și este marcat în practica internațională cu literele "WP". Conform standardelor mondiale, astfel de electrozi conțin 99,5% tungsten. Acestea garantează stabilitatea perfectă a arcului electric atunci când efectuează operația de sudare pe curent alternativ.
Elementele "verzi" sunt în primul rând electrozi de tungsten pentru sudarea aluminiului, a aliajelor pe bază de magneziu și a magneziului pur. Experții recomandă folosirea lor atunci când sudarea este efectuată într-o atmosferă de heliu sau argon pe curent alternativ sinusoidal. Particularitatea acestor tije este că capătul lor de lucru este realizat sub forma unei mingi. Această necesitate apare datorită faptului că încărcătura termică a produsului are o cifră limitată.
Culoarea gri este "WC-20". Aproximativ două procente de ceriu activ de pământuri rare sunt prezente în compoziția lor. Aditivul specificat prevede:
- măriți valorile de curent permise pentru sudare;
- relief de arc;
- emisii imbunatatite (si foarte semnificative) ale tijei de sudare.
Electrozii "gri" într-un mediu profesional sunt considerați cei mai versatili. Acestea fac posibilă conectarea structurilor de la aproape toate aliajele metalice cunoscute astăzi și gradele de oțel, în plus, atât cu curent direct cât și alternativ de polaritate directă. Rețineți că ceriul este un element non-radioactiv. În plus, se numără printre metalele comune ale grupului de pământuri rare.
Un punct important - "WC-20" chiar și la valori minime de curent oferă o stabilitate excelentă a arcului de sudură. Din acest motiv, utilizarea sa este recomandată pentru sudarea foilor de oțel subțiri, a conductelor pentru diferite scopuri, precum și produse de țevi de orice diametru. Dar este mai bine să nu alegeți rate mari de curent când lucrați cu "WC-20", deoarece se poate forma un conținut ridicat de oxid de ceriu pe capătul fierbinte al tijei.
Produse slab aliate și produse din cupru și titan și, de obicei, sudate pe un curent direct cu ajutorul barelor "roșii" (marcaj - "WT-20"). Acești electrozi sunt dopați cu dioxid de toriu (până la două procente) și sunt utilizați cel mai des.

Este de remarcat faptul că toriu este un metal radioactiv. Dacă electrozii "WT-20" nu sunt utilizați în mod sistematic și volumul lucrărilor efectuate este nesemnificativ, nu există nici o amenințare la adresa sănătății sudorului.Dacă este prevăzută folosirea lor constantă, este foarte important să aveți grijă de ventilația eficientă a zonei de sudură și să furnizați muncitorului protector muniție (o mască specială, ochelari de protecție etc.).
Tije cu semne roșii la rate ridicate curent de sudare practic nu își schimba configurația. În funcție de ceea ce trebuie să faceți în fața unui specialist care efectuează sudarea, puteți schimba unghiul de ascuțire "WT-20". În general, alegerea electrodului "roșu" este pe deplin justificată atunci când se efectuează o operație de sudură la un curent constant. În astfel de cazuri, este de multe ori mai eficace decât o tijă de tungsten pur.
La sudarea pieselor de magneziu și aluminiu cu curent alternativ, se utilizează de obicei electrozi "albi" "WZ-8" cu oxid de zirconiu de cel mult 0,8%. Aceste tije au un arc unic în stabilitatea lor, ele nu contaminează absolut piscina de sudură. Capătul lor de lucru este realizat în formă sferică. Sarcina curentă permisă pe "WZ-8" este puțin mai mare decât la produsele de sudură cu toriu, lantan și ceriu.

Design-ul de titan foarte responsabil, aliaje de cupru, aliajele anticorozive și cu conținut redus de carbon sunt cel mai adesea sudate cu tije "WY-20", care sunt marcate în albastru închis și conțin dioxid de ytriu drept compus doping (aproximativ două procente). Acești electrozi se caracterizează printr-o stabilitate ridicată a spotului catodic, datorită căruia arcul devine stabil la valori foarte diferite ale curentului de sudare. Până în prezent, "WY-20" este recunoscut ca fiind cel mai rezistent produs al unui număr de electrozi de tip non-consumabil.
Există, de asemenea, tije de sudură "WL-20" și "WL-15". Primele conțin oxid de lantan în cantitate de aproximativ două procente (marcate cu albastru), cele două conțin nu mai mult de jumătate și jumătate din oxidul indicat și sunt indicate în culoarea aurie. Ele sunt numite electrozi de lantan.
Aceste produse garantează niveluri scăzute de contaminare. îmbinare sudată și sunt considerate foarte durabile. Și ascuțirea inițială a electrozilor de tungsten cu oxid de lantan este menținută pentru o lungă perioadă de timp, prin urmare "WL" este adesea folosită pentru sudarea "oțelului inoxidabil" și a oțelurilor convenționale în polaritatea curentului direct.

Barele de lantan au un potențial ridicat de rulment (este aproape de două ori mai mare decât potențialul unui produs standard fabricat din tungsten pur), o tendință mică de ardere și o aprindere simplă a arcului. În plus, "WL-20" și "WL-15" garantează o uzură minimă a capătului de lucru al tijei de sudură.
După cum puteți vedea, există o mulțime de varietăți de electrozi fabricați din tungsten și aditivi speciali. Acest lucru înseamnă că utilizatorul poate face o alegere competentă a tijei, care este ideală pentru conectarea pieselor și structurilor de diferite grade și tipuri de oțel.
3 Caracteristici ascuțite de tije de tungsten
Pentru prelucrarea produselor de sudură descrise în articol, se utilizează de obicei o mașină specială de ascuțire pentru electrozi de tungsten. Un astfel de dispozitiv are discuri fine cu granulație fină. Cerealele trebuie să aibă în mod necesar o dimensiune mică, deoarece, altfel, la capătul tijei, atunci când este ascuțită, vor forma caneluri și burte mici. Pentru a evita contaminarea discurilor, este interzisă utilizarea mașinii pentru a prelucra orice alte materiale.
Se utilizează o mașină de ascuțire pentru electrozi de tungsten, după cum este necesar. Unghiul de ascuțire și mărimea măcinării barei de sudură au o importanță deosebită pentru utilizarea sa normală, deoarece ele afectează în mod direct potențialul de penetrare al arcului electric. Cu o scădere a mărimii măcinării, se observă o creștere a adâncimii penetrării, precum și o creștere a densității de curent, a presiunii arcului și a concentrației fluxului de căldură.
Parametrii geometrici și forma coloanei arcului se modifică atunci când este selectat un unghi sau un alt unghi. Un pol de arc electric va fi caracterizat printr-o formă conică la unghiuri de la 15 la 75 de grade. Și în cazurile în care ascuțirea este efectuată la un unghi mare, polul își va modifica forma într-o formă cilindrică. Atunci când se utilizează ascuțirea AC este cel mai adesea făcut cu un capăt rotunjit. în prelucrarea recomandată pentru cazurile în care procesul este efectuat la un curent constant.

Lungimea ascuțitului, de regulă, este de 0,5-2 secțiuni ale tijei de sudură, are un impact semnificativ asupra lățimii și adâncimii cusăturii. Cu o creștere a lungimii ascuțitei, se observă o scădere a lățimii secțiunii care se topește. Dacă se alege o lungime mică, adâncimea penetrării este redusă semnificativ. Aceste caracteristici trebuie să fie întotdeauna amintite atunci când se utilizează o mașină de ascuțit pentru electrozi de tungsten.
Aș dori, de asemenea, să adaug că arderea stabilă a arcului electric după ascuțirea barelor de tungsten depinde de:
- umflarea la vârful electrodului;
- zgârieturile care apar pe produs în timpul ascuțitului.
Cantitatea de măcinare este aleasă astfel încât să corespundă indicelui curent și secțiunii transversale a tijei de sudură. Iar riscurile, ale căror dimensiuni trebuie să fie minime, sunt plasate de-a lungul axei produsului. După ascuțire, se recomandă polizarea tijei.

- "G-Tech" de la un producător de renume ESAB: autoturisme de diferite modele cu discuri cu diamant și sistem de colectare a prafului în modul automat, precum și rezervoare capabile să se întoarcă. Adăugăm că dispozitivele "G-Tech" nu au nevoie de un sistem separat de evacuare;
- "ESG Plus" de la companie Orbitalum: prelucrarea electrozilor din șase secțiuni populare, posibilitatea de a efectua patru unghiuri diferite și cu fața la vârful barelor de sudură;
- "EWM TGM 40230": o mașină compactă de mână care oferă o calitate decentă de ascuțire de la 0 la 90 de grade.
Sudarea Al, Mg și a aliajelor lor pe curent alternativ (AC). Electrozi de sudare asigură o bună stabilitate la arc la sudarea cu curent alternativ, echilibrat sau dezechilibrat, cu stabilizare continuă de înaltă frecvență (cu un oscilator).
Sudura cu argon este realizată cu un electrod de tungsten ne-consumabil într-un mediu gaz inert. Compania GlobalWeldingCompany oferă să cumpere en-gros dintr-un depozit de electrozi de tungsten din Moscova pentru sudura cu arc argon la prețuri accesibile. Pentru comoditatea clienților noștri, efectuăm livrări în toată Rusia de către o companie de transport.
Utilizarea electrozilor tungsten
Utilizați tungsten atunci când lucrări de sudare este un avantaj deoarece nu se topeste la temperaturi ridicate. Electrozi specializați pentru electrozi din aluminiu, titan, cupru și universali sunt disponibili spre vânzare, pe care le puteți comanda ieftin, cu livrare în oraș sau în Rusia.
Electrozii sunt fabricați în întregime din tungsten sau cu adaos de metale de pământuri rare, asigurând o stabilitate sporită a arcului de sudare format. În funcție de conținutul de impurități, produsele primesc o anumită marcă.
- AC (WZ, WP)
- DC (WY, WT)
- Universal (WL, WC)






