Cum să înveți cum să gătești sudarea cu arc. Cum să înveți să gătești prin sudare
Acesta este un mic atelier de lucru cu privire la sudarea prin arc manual. În articol am încercat să acordăm atenție problemelor și problemelor cu care se confruntă noul sudator.
Gândindu-se la achiziționarea unei mașini de sudura "pentru casă, pentru dacha", mulți oameni obișnuiți refuză această angajament, deoarece se îndoiesc că pot stăpâni în mod independent înțelepciunea sudării cu arc electric. Toată lumea știe că sudarii cu înaltă calificare sunt creatori, o caste separată de artizani. Între timp, realitatea constă în faptul că, în majoritatea covârșitoare a cazurilor, aplicația internă de construcții de sudare nu necesită o calitate particulară a sudurii, iar îmbinările sudate, de fapt, înlocuiesc ansamblurile pliabile cu șuruburi / șuruburi. În acest caz, desigur, un maestru novice nu ar trebui să preia sudura, de exemplu, o țeavă de apă sau o structură de suprapunere încărcată, deoarece consecințele pot fi foarte neplăcute.
Cel mai bun mod de a învăța cum să gătești este să te înscrii la cursurile corespunzătoare. De asemenea, este util să lucrați cu un maestru experimentat pentru o vreme pentru a observa în mod clar, în timp real, acțiunile sale, pentru a-l chinuia cu întrebări și a învăța tehnicile de bază. Dar chiar și acest lucru nu este necesar, formarea teoretică de bază poate fi suficientă pentru a ieși și pentru a începe să vă învățați. Mai ales dacă, selectând o sursă de curent de sudură, ați preferat invertoarele, care sunt în prezent cele mai practice și iertați foarte mult începătorului. Am discutat deja despre alegerea echipamentului de sudare în articolul "Cum să alegi un invertor de sudură. Sfaturi profesionale. Apoi, vom vorbi despre cel mai comun tip de sudare - arc electric manual (MMA), conceput pentru a conecta părți de carbon oțel structural folosind electrozi acoperiti cu bucati.

Pregătirea pentru sudură
Ce trebuie completat
echipament
Sudarea este un proces destul de dăunător pentru o persoană, astfel că stăpânul trebuie să aibă grijă de apărarea sa. Trebuie să începeți cu hainele. Costumurile de sudură rezistente la foc sunt disponibile pentru vânzare, precum și diverse capse, șorțuri etc. Mâinile sunt protejate separat, în acest scop sunt necesare jambiere speciale, mănuși sau mănuși. Nu uitați de pantofii, care trebuie să fie înalți pentru a acoperi pantalonii, și rezistenți la căldură pentru a rezista la pătrunderea scântei fierbinți. Cel mai important lucru este protecția vederii. În acest scop, s-au dezvoltat așa-numitele filtre luminoase, care, montate pe mască, sunt capabile să protejeze ochii de radiațiile dăunătoare, dar să permită o vedere clară a bazinului de suduri. Au numere și sunt separate de umbre. Umbrirea filtrelor de lumină este selectată în funcție de condițiile de lucru (intensitatea arcului). Mulți maeștri sunt foarte îndrăgostiți de măștile filtrante de tip chameleon. Unele dintre echipamente, de obicei o mască sau mănuși, producătorii dispozitivului pot include în ambalaj, dar nu întotdeauna aceste dispozitive de calitate normală.

Cabluri de înaltă tensiune
În plus față de mașina de sudura propriu-zisă (o sursă de curent de sudare), este necesar să aveți cabluri pentru transferul energiei la suportul electrodului și la clema de împământare (borna de împământare). Acestea sunt conductoare speciale din cupru cu secțiune transversală mare, proiectate pentru o putere specifică curentului - cu cât curentul este mai mare, cu atât firul este mai mare și cu cât este mai mare curentul pe care îl calculează. condiții de viațăunde se folosesc invertoare relativ reduse, sunt adecvate conductorii proiectați pentru curent de până la 200 A, cu lungimea de 2,5-4 metri. Ca regulă, aceste cabluri sunt grupate, dar uneori trebuie să fie cumpărate separat.

Caz de transport
Pentru a conecta invertorul la rețea (în plus față de o priză fiabilă cu împământare de 25 A, alimentată printr-o mașină de înaltă calitate) aproape întotdeauna trebuie să fie transportată. Secțiunea transversală a fiecărui conductor nu trebuie să fie mai mică de 2,5 mm2. Lungimea sa poate ajunge până la cincizeci de metri, dar cu cât este mai mică, cu atât mai exactă va fi curentul la ieșire. În orice caz, extensia trebuie să fie complet desfăcută de la bobină, astfel încât să nu se supraîncălzească.
Unelte auxiliare
În cazul lucrărilor de sudură, polizorul unghiular ("bulgară") vine întotdeauna la îndemână, mai bine atât "mare" cât și "mic". Ca unealtă, ar trebui să stocați atât discuri abrazive de tăiere cât și de șlefuire. Pentru curățarea părților necesită o perie metalică. Pentru a îndepărta zgura, este nevoie de un ciocan. Pentru a fixa în siguranță piesele sudate împreună, este foarte convenabil să folosiți cleme de metal, din cauza pericolelor termice, plasticul nu va funcționa. Hai să menționăm imediat schela, care a bătut cu adevărat orice scară. Acestea sunt necesare pentru a controla pe deplin procesul de sudare în loc și va servi ca un loc de muncă, dacă gătiți piesele "pe masă."

electrozi
Clasificarea electrozilor pentru sudarea MMA este foarte extinsă. Cele mai multe dintre sarcinile pe care le putem rezolva cu ajutorul unor branduri populare precum ANO, OZS, MP, care sunt potrivite pentru sudarea cu invertor de curent continuu. În ceea ce privește diametrul tijei, mărimea noastră este "două" și, mai puțin adesea, o "troică". O regulă de aur trebuie înțeleasă: diametrul electrodului este selectat de grosimea metalului pieselor care urmează să fie sudate și deja din diametrul electrodului este selectat curent de sudare. Acesta este principalul criteriu de bază, deși compoziția chimică a metalului, forma marginilor, tipul de conectare a pieselor, poziția sudurii în spațiu sunt, de asemenea, luate în considerare.

Aproximativ, pentru un metal cu o grosime de 1,5 până la 3 mm, trebuie să luați un electrod cu un diametru de 2-2,5 mm. Trei oameni au fier de metal cu o grosime de până la 5 mm - și aceasta va fi limita noastră, părțile mai masive vor fi dincolo de controlul nostru, deoarece electrodul pur și simplu nu va încălzi metalul pieselor. O rețea în interiorul casei nu va trage electrozi de 4 mm (puterea curentă este aproape de 200 A, iar sarcina se apropie de 5 kW - mașina se va opri), iar capacitățile sale sunt rareori necesare. Despre cum să expuneți curentul, citiți mai jos.
Cum să pregătiți detaliile
Procesarea sudării
Zona de îmbinare a două părți, unde se va forma cusătură de sudură, trebuie să fie curățate de murdărie și de umiditate, de asemenea de pe margini este necesar să se îndepărteze rugina cu ajutorul unei perii metalice, reziduuri de compuși de vopsea și lac (metalul este înclinat până la o strălucire la cativa centimetri de îmbinare). În cazul în care grosimea pieselor depășește 3 mm, se recomandă tăierea de la margini, ceea ce permite obținerea unei bune gătituri a matricei metalice.
Orientarea pieselor
Este mai ușor să efectuați sudarea manuală cu arc, dacă cusătura de sudură este amplasată pe o suprafață orizontală (sudarea "în poziția inferioară"). Cu această metodă, este mai convenabil să se efectueze controlul bazinului de sudură. Gravitatea acționează asupra topiturii de sus în jos, fără să o schimbe, ajută metalul de umplere a electrodului să fie transferat în cusătura creată de utilizator. De aceea, dacă există o oportunitate, este mai bine ca un începător să gătească pe masă și abia apoi să asambleze părțile lărgite "la fața locului".

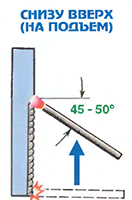
Poziția verticală este mai complicată, dar se întâmplă des, cu această metodă de orientare este necesar să gătim fie vertical sau orizontal pe un plan vertical. În primul caz, cusătura cel mai adesea conduce de jos în sus, dar pentru un metal subțire este mai bine să se miște de sus în jos - în acest fel devine mai puțin încălzit și mai puțin probabil să ardă. O caracteristică a celui de-al doilea tip de sudură (orizontal pe o suprafață verticală) este faptul că bazinul de sudură este "tras" perpendicular pe forța gravitației, deci, metalul nu se scurge, cantitatea de topitură (dimensiunea bazinului de sudare) ar trebui să fie minimă, arcul să fie cât mai scurt posibil.

Din motive evidente, sudura tavanului este cea mai dificilă și ineficientă, pentru un non-profesionist, este mai bine să nu o luați.
Trebuie de asemenea remarcat faptul că atunci când piesele de sudură pot fi localizate unul față de celălalt în diferite moduri. Din aceasta există mai multe tipuri de sudare: end-to-end, suprapunere, unghiulară, tavrovaya. Sudarea pe cap este efectuată de un electrod "aproape drept", în celelalte trei tipuri, electrodul va fi înclinat, deoarece trebuie să fierbeți două părți amplasate în planuri reciproc perpendiculare. Există o problemă: de exemplu, dacă îmbinarea unghiulară a pieselor este așezată pe masă în mod obișnuit, atunci în secțiune vom vedea litera L, adică, din cauza gravității, muchia inferioară va cădea în zona bazinului de sudare. De aceea este logic să plasați piesele "în barcă" (secțiune sub formă de V), apoi ambele muchii vor fi bine sudate.
Ce set de curent
Am spus deja că curentul de sudură este selectat în funcție de grosimea electrodului. Mai întâi trebuie să țineți cont de faptul că numai limita curentului inferior este limitată din punct de vedere tehnic. De exemplu, pentru a obține o bună cusătură, trebuie să setați comutatorul curent la 70-80 sau mai multe amperi (cu atât mai repede va arde electrodul). Pentru cei trei, un curent de la 100 la 140 A este potrivit, cei patru - 160 A. În primul rând, încercați curentul puțin mai mare decât minimul și, dacă este necesar, creșteți valoarea acestuia. Există o modalitate bună de a înțelege dacă ați ales modul de alimentare corect: sunetul de sudare ar trebui să semene cu crackling, nu burgling sau humming.

Cum să polarizați suportul electrodului și masa
Invertorul funcționează pe curent continuu, astfel încât vă permite să conectați firele de înaltă tensiune în două poziții, puteți aplica un "plus" sau "minus" la electrod sau la masă. Dacă electrodul este plus (polaritate inversă), atunci se încălzește mai puternic și dacă minus (polaritatea directă) - atunci partea. Polaritatea inversă este folosită mai des, este tipică pentru sudarea tradițională. Polaritatea directă este utilizată pentru sudarea de tablă de mare viteză cu electrozii speciali.
Lucrați cu un arc de sudură
După finalizarea tuturor lucrărilor pregătitoare, puteți începe formarea. Rămâi cât se poate de confortabil, stai mai bine, aplecați pe masă, țineți clema cu ambele mâini. Apoi, considerăm mișcările și tehnicile de bază la cel mai simplu - sudura în poziția inferioară, piesele de sudură cap la cap, electrodul doi, tabla (sau plăcile), marginile drepte fără șuruburi, cusătura dreaptă unică. Elementele vor merge aproximativ în ordine de lucru, dar unele acțiuni se desfășoară simultan. Fiecare element nu indică neapărat o acțiune, este important să se acorde atenție.
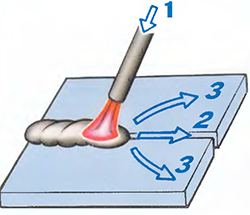
1. Aprindere Pentru ca un arc să apară (aprins), ar trebui să se efectueze o mișcare izbitoare a electrodului de pe parte, ca în cazul unui meci. Trebuie să loviți în direcția cusăturii, astfel încât piesa de prelucrat să nu fie stricată. Electrodul însuși trebuie să fie ușor înclinat față de verticală (aproximativ 30 de grade).

2. Controlul arcului, formarea bazinului de sudare. De îndată ce arcul a izbucnit, îl aducem la începutul cusăturii și așteptăm ca metalul să se topească. Mai intai, un spot rosu apare sub electrod timp de 2-3 secunde, ard flux. Apoi, puteți vedea apariția unui spot galben-portocaliu, care poate fi văzut în buzunare - a topit metalul.
3. Poziția electrodului în timpul formării bazinului de sudură. Electrodul este amplasat aproape vertical, ușor înclinat în direcția cusăturii (25-40 grade). Este necesar să se mențină o distanță de aproximativ 3 milimetri între electrod și piesele, de obicei, în acest scop, metalul semifabricatelor sudate se aplică pe tencuială.

4. Formarea cusăturii, controlul băii de sudură. Deci, un semn al apariției piscinei de sudură este aspectul unui pătrat portocaliu cu o suprafață tremurândă. De la începutul aprinderii arcului, baia (metalul topit) apare în 2-3 secunde și trebuie să mutăm electrodul la două milimetri în direcția sudurii noastre. Apoi așteptăm din nou apariția spotului portocaliu, acum va dura mai puțin de o secundă. Deci, treptat, milimetru cu milimetru, și mutați.
5. Poziția, tipul de mișcare a electrodului în timpul formării cusăturii.
În primul rând, trebuie să păstrați întotdeauna panta corectă. Dacă electrodul este înclinat prea mult, arcul va împinge piscina de sudură înapoi cu fluxul său, făcând cusătura ridicată, ceea ce face dificilă încălzirea metalului. Un electrod mai vertical apasă arcul de pe baie, răspândindu-l. Astfel, înclinarea electrodului poate fi manipulată de înălțimea cusăturii, cu cât cusătura este mai corectă, care este în relief la înălțime, suprafețele fiind sudate. Cu toate acestea, trebuie remarcat faptul că, cu un electrod în mod substanțial înclinat, este mai ușor să se monitorizeze vizual starea piscinei de sudură.

În al doilea rând, nu uitați să rezistați la decalajul arcului. Faptul este că electrodul este consumat și trebuie să fie în mod constant coborât, așa cum se spune: "se înmoaie" în piscina de sudură. Dacă electrodul nu este adus cât mai aproape, nu va exista metal pentru a forma sudura, iar un spațiu mare va face arcul instabil. Contactul extrem de sincer al părților cu electrodul va cauza un scurtcircuit și protecția va funcționa pe invertor. Luați înălțimea punctului de referință atunci când, cu electrodul înclinat, atingeți piesele numai cu acoperire cu electrozi.
În al treilea rând, tipul de mișcare a electrodului este mai bun pentru un începător să aleagă linia dreaptă, în caz extrem, cu mișcări mici circulară (în jurul băii) și în același timp mișcări de translație. Formăm așa-numitele "scale", care se suprapun între ele la jumătate. Cea mai bună cusătură - cu scală mică. Apropo, toate zig-zagurile și opt-urile vor fi stăpânite mai târziu, fiind necesare pentru a lucra cu metal gros.

În al patrulea rând, viteza de mișcare. Nerespectarea acestui parametru duce adesea la defecțiuni majore de sudură - lipsa penetrării sau arderii. Soluțiile numerice nu pot fi date. Urmăriți starea (culoarea) zonei de sub electrod, mutați ușor, nu exagerați. Opriți-vă și priviți părțile finale ale cusăturii. Cu cât electrodul este mai subțire, cu atât mai puțin încălzește metalul și conduce mai lent. Evident, în situațiile de graniță (atunci când piesele pot fi sudate atât cu triple, cât și cu un leu), este mai bine pentru începător să folosească mai mult electrod subțire și mai încet mesajul său. Pe măsură ce îmbunătățiți abilitățile - măriți curentul și folosiți un electrod gros.
6. Controlul bazinului de sudură se realizează vizual. Uită-te la baie și cusătura din spate, nu la arcul propriu-zis. Examinați-vă cusătura astfel încât să aibă aceeași grosime și lățime (lățimea optimă este de la 0,8 la 1,5 din diametrul electrodului) cu un minim de defecte (GOST 30242-97). În condițiile domestice, multe defecte de sudură sunt eliminate fără probleme prin subvarivaniem suplimentar, dar numai după răcirea cusăturii și curățarea acesteia din zgură. Pentru un începător poate că este mai bine să lucrați cu un electrod înclinat în mod semnificativ pentru a vedea mai bine piscina de sudură. Rețineți că nu ar trebui să încercați mai întâi să sudați cusătura cu un singur arc, opriți-vă și luați în considerare geometria (secțiunea transversală) a cusăturii rezultate: scală / tubercul - bun; o minge pe picior - o forță mică de curent; ardere și cratere - curent înalt, electrod lent de conducere de-a lungul unei traiectorii date.
7. Cum să terminați sudarea. La capătul cusăturii, nu scoateți imediat electrodul, ci faceți un cerc mic în loc, depunând metal, altfel un crater va rămâne în punctul de separare a arcului. Trageți ușor electrodul cu o lovitură. După sudare, zgura, când sa răcit și a devenit negru, este îndepărtată cu un ciocan și o perie rigidă din cusătură. Cu o sudură adecvată, aceasta se învârte cu fulgi mari și nu există nicio incluziune a zgurii în metalul de sudură.

Acest articol, desigur, nu se poate pretinde a fi un ghid cuprinzător, dar am încercat să răspundem la câteva întrebări frecvente adresate de sudatorii noi. Aș dori, de asemenea, să spun că, înainte de a începe antrenamentul, citiți cu atenție recomandările producătorului mașinii dvs. de sudură și ale electrozilor, precum și citiți cu atenție normele de siguranță în timpul sudării. Și totul va funcționa pentru tine.
Anton Turishchev, rmnt.ru
Foarte des în viața de zi cu zi există o nevoie de a aplica sudura, mai ales într-o casă privată. Dacă există o mulțime de lucruri, atunci puteți utiliza serviciile unui sudor, dar dacă este o pereche de produse mici, atunci este mai bine să recurgeți la utilizarea unei mașini de sudat invertor.
De ce un invertor? De fapt, acesta este unul dintre cele mai simple, accesibile și convenabile tipuri de sudare. Invertorul de sudare pentru începători pentru a se îngropa în tema îmbinărilor sudate va ajuta la dezasamblarea elementelor de bază, cheltuind niște bani, fără a umple o mulțime de umflături.
Avantajele sudării invertorului
Pentru a face mai ușor, să luăm în considerare avantajele acestui tip de sudură:
- accesibilitate (este aproape un aparat de uz casnic, fiecare magazin de echipamente de sudare oferă o gamă largă de invertoare);
- cost redus (unele suduri sunt mai ieftine decât plătiți pentru serviciile unui sudor);
- greutate mică, mobilitate (dispozitive de cântărit 3 - 10 kg și pot fi ușor transferate de la un loc la altul);
- versatilitate (cu un astfel de aparat, practic orice metal poate fi sudat);
- (eficiența invertorului de aproximativ 90%, ceea ce înseamnă că facturile la electricitate nu vor fi mari);
- cerințe de joasă tensiune (electrodul de 3 mm poate fi utilizat pentru sudare la curenți slabi la rețea de 180-170 V)
- ușurința de învățare (după citirea acestui material, veți avea deja suficiente cunoștințe pentru a începe să vă sudați).
Înainte de a vă da seama cum să începeți gătitul invertoare, trebuie să faceți o pregătire preliminară. Constă dintr-o serie de cerințe de siguranță, iar acestea sunt haine care sunt aranjate corespunzător. la locul de muncă, echipamente de protecție individuală și așa mai departe.
Pe de altă parte, este vorba de utilizarea de electrozi adecvați, precum și de cea corectă. Fără aceste cunoștințe, obținerea unei cusături netede și de înaltă calitate este destul de dificilă, dar este și mai dificil de asigurat securitatea.
căi de atac
Începem cu cum să învățăm cum să gătim în siguranță sau cum să vă protejăm în timpul sudării metalului cu un invertor. Vom avea nevoie de:
- Mănuși din țesătură groasă (nu din cauciuc).
- Mască de sudare. Pentru fiecare curent de sudură, ar trebui să existe un filtru pe mască, altfel veți prinde "iepurașii" sau voința. De asemenea, puteți cumpăra - aceasta este o mască specială pentru sudor, care se adaptează independent la intensitatea arcului. Pentru chameleon, există o observație - la temperaturi scăzute, rata de reacție scade.
- Îmbrăcăminte care nu se aprind de scântei. Cerințele pentru pantaloni, încălțăminte și încălțăminte sunt universale - trebuie să reziste loviturilor și să nu le ardă.

Pregătirea la locul de muncă
Următorul pas este să creați o platformă de lucru convenabilă pentru a afla cum să gătiți. invertor de sudare. Experții sudori preferă să folosească o masă sudată specială, orice masă metalică este potrivită pentru începători pentru a aranja și, dacă este necesar, fixa piesele de sudat.
Desigur, ar trebui să fie aranjate suficientă iluminare. De aceea, deoarece scânteile și oxizii mari pot apărea în timpul lucrului cu convertizorul, masa și spațiul din jurul acestuia trebuie curățate de lichide și materiale inflamabile și inflamabile. Sudorul trebuie să stea pe o suprafață care protejează împotriva posibilelor șocuri electrice, cum ar fi podele din lemn.
Cum sa alegi un electrod
Pentru a ridica electrodul atunci când sudați cu un invertor pentru începători, trebuie să știm: tipul de metal și grosimea acestuia. Mai mulți sudori experimentați iau în considerare poziția pentru sudură, adâncimea de penetrare și alte nuanțe, dar vom avea nevoie doar de două puncte. Pentru fiecare tip de metal există un tip de electrod, ele sunt produse pentru o compoziție metalică specifică.
Inelul inoxidabil, fonta sau oțelul obișnuit nu pot fi gătite cu un singur brand. Grosimea electrodului este aleasă pe baza grosimii metalului și a adâncimii de penetrare dorită. Pentru începători, vă recomandăm să luați piese de oțel și să le gătiți cu electrozi, de exemplu OK-46 sau UONII 13/55, cu un diametru de 3-4 mm.

Electrozii din UONII
Diagrama de conectare a invertorului, polaritatea
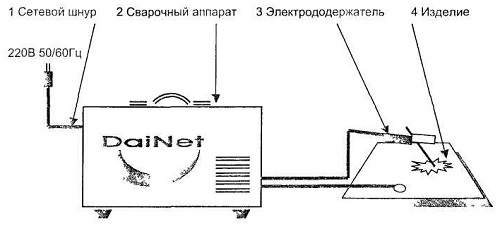
Schema generală arată ceva de genul acesta - o priză pentru invertor de sudură, un cablu de împământare și un cablu cu un electrod. Aici suntem mai interesați să conectăm firele invertorului de sudură. Două cabluri provin de la dispozitiv: prima este o masă, are un clothespin sau un clip la sfârșitul anului, al doilea cablu este realizat sub forma unui mâner cu o clemă pentru un electrod.
Cablul de masă este atașat direct la piesa de sudat sau la masa de sudură în contact cu produsul. În firul cu un clip introduceți și atrageți electrodul.
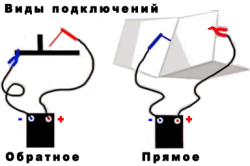
Există două opțiuni de conectare: polaritate directă (masă +, braț -) și polaritate inversă (masă - braț +). Cu polaritate directă, cantitatea de căldură care acționează asupra metalului scade, fuziunea se dovedește a fi mai profundă. Conectarea directă a invertorului de sudură vă permite să sudați metalul gros.
Polaritatea inversă atunci când sudarea cu un invertor concentrează căldura asupra produsului și vă permite să puneți o cusătură mai largă, dar cu o mai mică penetrare. Cu această conexiune, se fierbe metalul subțire care este ușor de ars.
Conectarea invertorului de sudură la rețea
Pregătirea metalelor
Componentele portabile trebuie pregătite cu grijă. Pentru a face acest lucru, marginile sunt curățate cu o perie specială, înlăturând stratul de oxid. După curățare, se procedează la degresarea suplimentară prin mijloace speciale.
Poziționați corect piesele care trebuie sudate. În funcție de poziția lor, ele disting nu numai tipurile de conexiuni, ci și modelul de mișcare a electrodului, tensiunea, înclinarea directă sau inversă. Se disting următorii compuși:
- cap la cap;
- unghi;
- t-bar;
- mecanice;
- elemente de îmbinare.
La această pregătire preliminară este finalizată. Problema puterii curentului a rămas nerezolvată. Pentru început, merită să alegeți acest parametru, în funcție de valorile specificate de producătorul de electrozi. Ele pot fi găsite pe cutie. Nu trebuie să setați valoarea mai mare, maximă, altfel metalul va arde, dar de asemenea, puteți tăia metalul în acest fel. Dacă curentul este prea scăzut, arcul nu se aprinde și electrodul va începe să rămână.
Sudarea nu numai că poate conecta, dar și taie piesele. După ce ați învățat cum să utilizați un invertor pentru sudura, vă puteți da seama - "Cum să tăiați metalul?" Este suficient să creșteți puterea curentului și să întrerupeți armătura sau colțurile. De asemenea, merită remarcat faptul că nu există nicio problemă cu privire la nivelul de reducere a nivelului.

Selectarea rezistenței curente la sudare prin electrod
Cum să lucrați cu un invertor de sudură
Invertorul de sudură pentru începători are loc atunci când arcul format între metal și electrodul începe să topească miezul electrodului, precum și o parte din metal. În baia rezultată, metalele se amestecă și formează o cusătura. Protejați-vă împotriva oxidării și stropirii metalului topit în baie, ajută la un strat de acoperire specială depus pe electrod.
Arc aprindere
Pentru a face acest lucru, utilizați unul din două moduri:
- o zgariere;
- atingând.
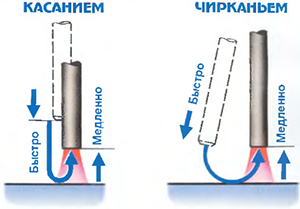
Striking (ca un meci) cu un electrod, la locul de la începutul de sudare provocăm lansarea unui arc. Dacă exact, atunci atingem electrodul metalic, atunci îl conducem atingând suprafața și ridicând ușor electrodul la o distanță stabilită. În acest caz, în cazul aprinderii, părțile electrodului topit pot rămâne pe metal. Prin urmare, este necesar să se lovească direct la joncțiune sau în apropierea acestuia.
Aproape același electrod aprins prin atingere. Diferența este că nu o conducem pe suprafața metalului, ci pur și simplu atingeți marginea cablu de sudare, începutul sudurii și scoateți electrodul.
Metode de aprindere prin arc
Cum să mutați electrodul în timpul sudării
Toate procesele descrise mai devreme nu au constituit nici o dificultate pentru un începător, dar acum ne îndreptăm spre sarcini mai complexe. Prima dificultate întâlnită de un sudor novice este mișcarea electrodului pentru a forma o cusătura uniformă.
Dacă ați aprins arcul și apoi conduceți doar electrodul de-a lungul joncțiunii, probabilitatea de a obține o bună penetrare și o cusătura uniformă este minimă. Excepțiile sunt metale subțiripentru care se folosește această metodă de sudare.
Cei trei stâlpi care dețin frumoasa cusătura sunt:
- unghiul electrodului;
- schema de mișcări longitudinale și transversale;
- viteza electrodului.
Cum să învăț cum să sudăm metalul exact
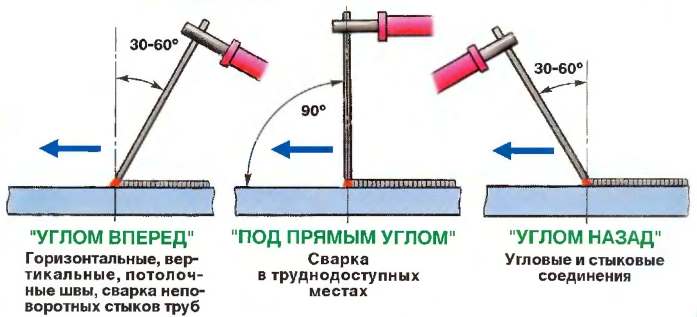
Să începem în ordine, cu unghiul de înclinare. Optimal, pentru sudura înainte și înapoi, este unghiul de la 30 la 40 de grade. Pentru locurile greu accesibile, puteți utiliza lucrările sub unghiul drept (90 de grade).
Unghiul electrodului în timpul sudării
După cum am spus, cusătura nu este plasată prin mișcare liniară, ci prin mișcări longitudinale și transversale combinate. Există modele speciale cu care vă puteți antrena pentru a muta electrodul. Puteți începe cu crengi simple pe ambele părți, apoi să practici modele mai complexe și unghiulare. Fiecare sudor selectează independent o schemă convenabilă. Vă puteți antrena mâna acasă și fără sudură, desenând diagrame pe hârtie.
Metode de sudare a cusăturilor
Viteza este parțial instruită când desenează diagrame. Fiecare linie trebuie dedusă în mod clar, astfel încât toate mișcările să se desfășoare fără probleme și moderate. Cu timpul, uitându-vă la starea băii, veți putea să vă ajustați viteza.
Cu cât electrodul se deplasează mai repede, cu atât este mai puțin penetrarea. Dacă îl conduci încet, metalul se poate supraîncălzi și arde.
Controlul decalajului arcului
Nu în ultimul rând, punctul este distanța de la electrod, la decalajul de metal sau arc. Un mic decalaj de până la 2 mm duce la formarea unui arc scurt. Nu se poate încălzi suficient articulația, prin urmare penetrarea este superficială și o parte din electrodul topit se extinde puternic deasupra suprafeței.
Un decalaj mare de peste 3 milimetri duce la faptul că arcul este foarte mare. Arcul mare este instabil, schimbând în mod constant direcția de topire. De asemenea, la o distanță atât de mare, baia de topire nu este complet acoperită cu un strat de protecție, ceea ce înseamnă că pulverizarea crește.
În scopul de a găti bine cu un invertor aveți nevoie de un decalaj corect selectat. Decalajul optim al arcului pentru un sudor este de 2-3 mm. La o astfel de distanță, arcul încălzește suficient metalul pentru a obține o penetrare profundă și largă, plus un strat protector care funcționează complet.
În funcție de modelul invertorului și de prezența în el a diferitelor funcții care facilitează sudarea, uneori nu este necesar să se mențină distanța dintre electrod și metal. Va fi suficient să conducă electrodul de-a lungul suprafeței metalice.
O adăugare utilă celor de mai sus va fi următorul videoclip:
- Nu neglijați echipamentul de protecție, în special protecția ochilor. Chiar și o bucată de sudură poate provoca arsuri retiniene, iar o acțiune mai lungă va provoca inevitabil deteriorarea sau chiar pierderea vederii.
- Când încercați mai întâi să sudați diverse conexiuni, veți obține o mulțime de greșeli. Înainte de începerea lucrului, vă recomandăm să faceți mai multe zile de formare în diferite tipuri de compuși.
- Începeți să lucrați cu sudură, poate chiar și cu un copil, dar chiar și de încredere îmbinare sudată - Rezultatul instruirii și abordarea atentă a afacerilor.
- Nu uitați să bateți zgura după sudare, altfel stimulați procesele de coroziune.
- Nu sunteți sigur de ce se lipeste electrodul? Acordați atenție setărilor curente, precum și uscăciunii electrozilor.
- Electrozii pentru invertor trebuie răniți într-o încăpere uscată. Anumite electrozi pot fi uscați în cuptor.
- Verificați poziția firului înainte de a porni / opri, în caz contrar poate apărea un scurtcircuit.
- Manualul de instrucțiuni al invertorului de sudură conține informații despre ciclul de funcționare. Aceasta este durata optimă a funcționării continue a mecanismului, după care aparatul de lucru va începe să supraîncălzească. Ciclul de sarcină trebuie alternat intermitent.
Sperăm că acest material a răspuns pe deplin la întrebările dvs. și puteți conecta cu ușurință un invertor de sudură, pentru care a devenit disponibilă o tehnică de sudură invertor. Folosind acest ghid, treptat veți începe să vă îmbunătățiți abilitățile, puteți ușor să sudați metalul cu un invertor.
După puțină practică, puteți să înlocuiți independent gardul, să sudați arcul sub struguri și o serie de alte lucrări sudate.
Înainte de a încerca să învățați să gătiți, trebuie să vă familiarizați cu componentele invertorului, precum și să participați la câteva cursuri practice (puteți vedea modul de gătire a filmului prin sudare). Invertorul de sudură constă din următoarele părți:
convertor de frecvență; sistem de control; filtru de putere și redresor; transformator de înaltă frecvență; redresor de putere.
De regulă, dimensiunile invertorului de sudură sunt mici, acesta vă permite să îl purtați chiar pe umăr pe întreaga zi lucrătoare.
Cum să înveți cum să gătești prin sudură invertor, oricine poate învăța. Pentru a face acest lucru, trebuie să utilizați electrozi de sudură, care sunt de trei tipuri principale:
- aliat ridicat;
- carbon;
- dopat.
Prin utilizarea corectă, puteți obține o cusătură suficient de bună. Frecvența sudării de tip invertor nu trebuie să depășească 60-85 kHz.
Invertorul de sudură este foarte economic, ceea ce reprezintă un plus foarte mare pentru dispozitiv. Atât mărimea echipamentului, cât și eficiența acestuia sunt determinate de standardele europene, ceea ce creează un cadru destul de rigid pentru consumul de energie.
Pentru a ști cum să gătească pentru sudare (video), trebuie să își asume cel puțin unele echipamente suplimentare pot fi necesare: (trebuie să alegeți o mască de confortabil pentru a fi convenabil montat pe cap), titularii, mănuși de protecție și de costum.

Care mașină de sudat pentru a alege pentru sudare?
Pentru a găti prin sudură cu invertor, trebuie să alegeți mașina în primul rând pentru sudura. Există o mulțime de modele diferite de mașini de sudat pe piața modernă, precum și o mulțime de materiale video în secțiunea privind modul de lucru cu sudarea video.
Pentru a alege cea mai potrivită unitate, trebuie să vă familiarizați cu caracteristicile fiecărui model. Mai întâi, atunci când alegeți un invertor, atenția este acordată domeniului de reglare al curentului de sudură. De exemplu, pentru lucrările de sudură în țară, dispozitivul va merge perfect cu un indicator în intervalul 160-200 A.
Cum să sudați "video pe invertoare" prin sudare probabil conține, de asemenea, informații despre un astfel de indicator ca PV - durata de închidere a invertorului. Acest indicator este întotdeauna indicat în specificații tehnice mașină de sudat (%). De exemplu, dacă PV este de 40%, atunci timpul de lucru va fi de 60%, respectiv.
Este posibil și cel mai mult, chiar înainte de a face sudura cu propriile mâini, trebuie să înveți o mulțime de informații.
voltaj inactiv și consumul de energie - doi indicatori care joacă, de asemenea, un rol important în selecție. Tensiunea ar trebui să fie de 50-90 A, iar consumul de energie nu trebuie să depășească 16-25 A.
De asemenea, secțiunea "Cum se lucrează cu sudarea video" conține informații despre proprietățile de protecție împotriva prafului și umidității din carcasa dispozitivului.

Selectarea electrozi pentru invertorul de sudare
Materialul "cum se gătește video prin sudare" conține, de asemenea, în mod necesar, informații despre care electrozii trebuie achiziționați pentru a lucra cu sudori de tip invertor.
Alegerea electrozilor depinde în primul rând de materialele care vor fi manipulate (oțeluri cu conținut redus, mediu de carbon, aliaj slab, inoxidabil). De exemplu, electrozii cu înaltă aliere sunt utilizați pentru suprafețele și lucrările cu oțeluri speciale, electrozii aliați sunt utilizați pentru sudarea oțelurilor aliate.
Alegerea electrozilor depinde, de asemenea, de tipul de lucru. De exemplu, în țara în care sudarea este efectuată în cea mai mare parte fără încărcături critice, puteți utiliza electrozi de clasa MP-3 sau ANO. Dacă se efectuează lucrări de sudură mai dificile, este mai bine să se utilizeze electrozi din clasa OUNI. În plus, este necesar să se ia în considerare și diametrul și marca de electrozi.
Bazele sudării pentru începători
Înainte de a începe sudarea pieselor importante, trebuie să încercați să sudați ceva inutil. Chiar dacă sudorul nu are nici o experiență cu privire la astfel de produse, el va fi capabil să înțeleagă pentru sine cum să învețe cum să gătească prin sudare.
Este necesar să umpleți electrodul într-un suport special, fixați clemele de pe piesa care trebuie sudată.
Electrodul trebuie poziționat la un unghi de 65 ° față de produs și, atunci când sudați, încercați să mențineți întotdeauna o mică distanță între electrod și componentă. După ce așezați cusătura pe ea, se recomandă să bateți cu un ciocan, astfel încât zgura să se sfărâme complet.
Cum de a suda prin sudura video conține informații, în cazul în care există trei tipuri principale de cusături:
- vertical;
- orizontal;
- plafon.

Pentru o muncă de succes, trebuie să respectați și câteva reguli:
- trebuie să învețe cum să dețină în mod corespunzător electrod de sudare;
- obține arc de sudare în două moduri: prin ridicare sau prin scriere;
- obținerea arcului este însoțită de alimentarea celui de al doilea fir (masă) care se îndepărtează de invertor și este atașat la partea sudată;
- distanța optimă de la electrod la piesa - 2-6 mm;
- dacă menține lin și uniform pe întreaga lungime a joncțiunii, șanțul, care se formează sub influența arcului de pe suprafața metalică va fi umplut cu metal topit (cum ar fi materialul de sudura de gătit video conține detaliat).
Echipamentele de sudare Resanta, la fel ca oricare alta, este supusa eșecului prin virtute diverse motive. În funcție de tipul dispozitivului de sudură, setul de defecțiuni comune diferă.
Lucrările de sudură devin mai ușoare și mai precise, datorită utilizării unghiurilor magnetice, deci acest element este recomandat de mulți experți în domeniul sudării. Dacă folosiți colțuri magnetice pentru sudură, ...
Mașinile de sudat moderne, invertoarele, sunt un dispozitiv mic, disponibil pentru transportul și facilitarea sudării (în comparație cu transformatoarele anterioare). Învățarea de a găti cu un invertor este mult mai ușoară decât cu un dispozitiv de transformare.Prin urmare, sudarea nu mai este prerogativa profesionistilor, a devenit o ocupatie populara, disponibila pentru stăpânirea și aplicarea pe site-ul propriu. Luați în considerare cum să învățați cum să sudați metalul folosind un invertor.
Dispozitiv și principiu de funcționare a mașinii de sudură invertor.
Dispozitivul de sudare a dispozitivului: cum funcționează arcul?
Invertorul este o cutie de metal de dimensiuni mici (până la 0,5 metri), cântărind până la 10 kg. Principala sarcină a mașinii de sudat este de a produce un curent de parametri specificați. Pentru a face acest lucru, invertorul convertește curentul de la rețea (220 V AC) la sudură. Curentul de sudare al majorității aparatelor de uz casnic este constant.
Conexiune curentă directă și inversă.
Fiecare invertor are două terminale: un catod (notat cu "-") și un anod (denumit "+"). Un electrod este introdus într-un singur terminal, iar cel de-al doilea este conectat la metalul sudat. După aplicarea curentului electric, se formează un circuit electric comun. Cu o mică pauză în circuit (cu o distanță de câțiva milimetri) în locul pauzei se produce o ionizare instantanee a aerului și are loc un arc de sudare.
Declanșarea principală a căldurii are loc în arc. Temperatura de ardere este de 5000-7000 ºC. Este deasupra punctului de topire al tuturor metalelor utilizate. Când arcul se arde, marginile metalelor și electrodul se topesc și se amestecă. Zgura este un material mai ușor, plutește la suprafață și protejează metalul de bază de oxidare și saturație cu azot. După solidificare se formează o sudura.
Polaritatea parametrilor de curent și de sudare - ce este?

Curentul de sudură se poate deplasa de la catod la anod și, invers, de la anod la catod. Aceasta formează un curent de polaritate diferit. Când curentul se mișcă de la catod, este o polaritate directă. Cu mișcarea inversă (din anod) - invers. Care este polaritatea directă și inversă?
Utilizarea unor polarități diferite se datorează faptului că temperatura ridicată va fi pe terminalul la care curge curentul electric. Dacă curentul este polaritatea directă, se formează o temperatură mai ridicată la anod (adică pe suprafața de sudat). Acesta este cel mai frecvent tip de sudură, cei mai mulți sudori încep să lucreze cu el. Dacă este curent polaritatea inversă, la catod se formează o temperatură mai mare (un electrod este conectat la el). Acest lucru este necesar atunci când lucrați cu tablă și acele tipuri de oțel care nu pot fi supraîncălzite (de exemplu, aliate).
Diametrul electrodului este selectat în funcție de grosimea pieselor sudate. Mărimea electrodului și rezistența curentului electric sunt proporționale unul cu celălalt: cu cât electrodul este mai gros, cu atât este mai puternic curentul. Pentru calcule aproximative, se presupune că curentul este egal cu diametrul înmulțit cu 3,5. Adică, pentru un electrod de 3 mm, rezistența curentului va fi: 3 * 3,5 = 105 A.
Deoarece intensitatea curentului afectează, de asemenea locația cusătură (orizontală, verticală sau tavan), materialul de electrod, un început sudorul mai ușor de utilizat tabelul de corespondență cu diametrul electrodului de curent și selectarea diametrului elementelor sudate în grosime (fig. 1 și respectiv 2). Apoi puteți găti metalul cu un invertor.
Avantajele invertorului asupra transformatorului
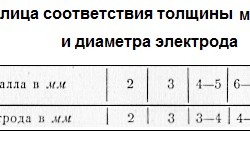
Figura 1. Tabelul de corespondență a grosimii metalului și a diametrului electrodului.
La învățare, este mai ușor să stăpânești arta sudării cu ajutorul unui invertor. Sudarea metalelor cu un invertor este mai ușoară deoarece dispozitivul oferă curent continuu sudare (indiferent de fluctuațiile de tensiune din rețea). Ca urmare, arcul arde constant, metalul este pulverizat usor. Amploarea curentului de sudură este reglată fără probleme.
Sudare sudor sudor convenabil pentru începători din cauza prezenței funcții suplimentare. De exemplu, un "Hot Start" (Hot-Start) poate fi proiectat în invertor, crește curentul de sudură la începutul lucrului (ceea ce ușurează pornirea arcului). O altă funcție "Argintiu puternic" (Arc-Force) este activată când sudorul este prea aproape de metal. În acest caz, invertorul mărește automat curentul, accelerează topirea și împiedică lipirea.
În cazul lipirii, caracteristica Anti-lipire este activată. Reduce curentul și face posibilă ruperea electrodului de la metal și continuarea sudării. Când invertorul funcționează, se consumă o cantitate relativ mică de energie electrică. De exemplu, pentru sudarea cu un electrod cu diametrul de 3 mm este necesar un curent cu o tensiune de 4 kW (care corespunde funcționării a două fierbătoruri electrice). Economisirea energiei electrice plătește pentru prețul relativ scump al unui invertor.
Măsuri de siguranță la sudură
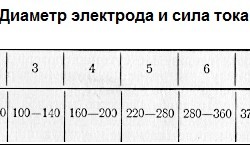
Figura 2. Diametrul electrodului și amperajul.
Înainte de a începe lucrul, un spațiu pe o rază de câțiva metri este eliberat din lemn și alte obiecte inflamabile. Acest lucru este important pentru un sudor novice. Electrodul de sudură sau fragmentul său are o temperatură ridicată, sunt capabile să aprindă plăcile, cutiile și resturile de hârtie din apropiere. Îmbrăcămintea care acoperă întregul corp (pantaloni lungi, pulover cu mâneci lungi) este sigur de purtat. Acest lucru este important și pentru începător, deoarece în procesul de pulverizare picături de metal pot ajunge pe pielea deschisă a mâinilor sau picioarelor. Asigurați-vă că purtați un ecran de protecție cu o sticlă întunecată (filtru de lumină). Pentru lumina soarelui, acest pahar este impenetrabil. Arcul care arde prin filtru va fi vizibil.
Vizionarea arcului fără sticlă protectoare este periculoasă, vă puteți arde ochii. Un grad slab de arsură (de două ori pe arc) conduce la formarea de pete luminoase înaintea ochilor ("iepurași"). Cu un grad moderat de arsură, durerile de ochi și mâncărime (există o senzație de nisip în ochi). Un grad sever de ardere duce la pierderea parțială sau completă a vederii.
Cum se aprinde arcul?
Reguli de siguranță pentru sudură.
Pentru sudarea suprafețelor metalice, este necesar să învățați cum să porniți un arc și să îl mențineți. Mai întâi trebuie să conectați terminalele invertorului. Vom lucra cu curentul de polaritate directă, prin urmare introducem electrodul în terminalul catodic ("-"). Pentru a ușura funcționarea, luăm un electrod cu un diametru de 3 mm. Sudarea cu un electrod gros este mai dificilă, conduce la fluctuații ale lungimii arcului și la arderea instabilă și necesită mai multă profesionalism. Am stabilit un curent de 100 A (pentru un electrod de 3 mm și un aranjament orizontal al suprafețelor care urmează să fie sudate). Luăm în mână terminalele mânerului cu electrodul, porniți invertorul (curent de alimentare) și puneți pe ecran un ecran de protecție.
Sudarea fără ecran de protecție este interzisă pentru a evita pierderea vederii.
Sentimentul unor inconveniente nu merită sănătatea aparatului de ochi. Înainte de a aprinde arcul, capătul electrodului trebuie să fie lovit de metal pentru a îndepărta tencuiala de la marginea sa. Acest lucru facilitează aprinderea. Există și se aplică două tipuri de aprindere:
- O zgârierea. Este necesar să aduceți electrodul pe suprafața metalului și să-l loviți (acțiunea este similară cu aprinderea unui meci). Deci, aprindeți noul electrod.
- Atingând. Electrodul este adus la metal și atinge ușor suprafața sa, după care este îndepărtată imediat la o distanță de câțiva milimetri. Acesta este modul în care electrodul este aprins când sudarea este întreruptă (lipirea are loc sau sudorul a scos și tija de pe suprafața metalică).
Procesul de sudare: cum să susțină arcul?
Este important să se observe o distanță mică (3-5 mm) între metal și electrod. Această distanță se numește lungimea arcului. Pe măsură ce crește, arcul încetează să mai ardă.
Lungimea arcului este aproximativ egală cu diametrul electrodului. Adică, pentru arderea susținută și chiar sudată cu un electrod de 3 mm, este necesar să păstrați o distanță de 3-5 mm de suprafețele de sudat.
Dacă electrodul este prea aproape de suprafața metalică, apare un scurtcircuit: electrodul se lipeste de metal. Pentru a detașa electrodul de suprafața sudată, este necesar să îl înclinați în altă direcție sau să opriți invertorul. Când alimentarea cu energie electrică este întreruptă, electrodul se stinge.
Unghiul electrodului poate fi diferit. Este mai bine ca un sudor novice să rămână în jur de 70 ° față de suprafața metalică (adică, cu o mică abatere de la poziția verticală).
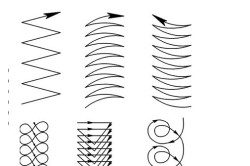
Figura 3. Traiectoriile de mișcare a electrozilor în timpul sudării cu arc.
Pentru a găti calitativ, este necesar să învățați vizual (prin ecranul filtrului de lumină) să estimați dimensiunea bazinului de sudură. Lățimea bazinului roșu din filtru trebuie să fie de 2 ori grosimea (diametrul) electrodului.
Dimensiunea băii este afectată de viteza mișcării electrodului. Dacă se mișcă prea lent, formează mult metal topit și o baie largă sudată care împiedică interacțiunea arcului cu baza să fie sudată, formând o lipsă de penetrare. Dacă arcul este mișcat prea repede, va exista o topire insuficientă a marginilor și, ca rezultat, și o lipsă de penetrare.
Primii pași în sudură
Primele operații de sudura merită să fie încercate pe orice suprafață metalică inutilă. După aprinderea arcului, este necesar să conduceți electrodul deasupra metalului, încercând să obțineți o trasare uniformă a sudurii. Când a devenit stabil pentru aprinderea arcului, puteți începe să sudați suprafețele. Acestea sunt poziționate între ele, primesc un arc și conduc un electrod de-a lungul liniei de conectare. În acest caz, mișcările nu trebuie să fie drepte (de-a lungul cusăturii), ci oscilante (spre dreapta, apoi spre stânga). Un desen tipic al mișcării electrodului în timpul sudării este prezentat în Fig. 3.
După răcire, stratul de zgură din afară este bătut cu un ciocan, iar calitatea conexiunii este evaluată vizual. O bună sudură trebuie să aibă aceeași grosime, fără goluri și crăpături vizibile.
După ce se practică timp de una-două ore, cei mai mulți sudari începători reușesc în mod constant să aprindă un arc și să-l păstreze arzând. Pot fi realizate îmbinări metalice simple. Când învățați să lucrați ca un invertor de sudură, veți putea efectua în mod independent diverse lucrări pe un complot personal.
Deci, dacă sunteți nou la sudură și, mulțumită TD Doka, tocmai ați cumpărat o mașină de sudura excelentă și o minunată mască "chameleon", atunci acest articol este pentru dvs.
Înainte de a începe sudura, aș vrea să vorbesc despre regulile de siguranță atunci când lucrați echipamente de sudare. Nu ignora acest moment. Vă recomandăm cu insistență să studiați capitolul 7.6 "Instalații electrice de sudură" pentru EMP (Reguli pentru operarea instalațiilor electrice). Asigurați-vă că din acest document veți obține o mulțime de informații utile nu numai despre regulile de siguranță la manipularea echipamentelor de sudură, ci și despre siguranța electrică a întregii case de țară, cabana de vară.
Apoi cu siguranta aveti nevoie de manusi de sudor de calitate superioara (jambiere) si imbracaminte din material incombustibil. Mulți încearcă să gătească în mănuși de uz casnic (grădină) și uneori chiar și în haine fără mâneci. Crede-mă - arsurile prin pulverizare prin sudura sunt foarte dureroase și se vindecă foarte mult timp. De asemenea, asigurați-vă că fixați toate butoanele și purtați pantofi de calitate. Cazurile deosebit de memorabile au fost cu zborul de metal fierbinte și zgură de guler și cizme cu pantalonii lor încastrat în ele. Screamuri, dansuri, minuni ale sudatorilor de agilitate incepatori.

 Încercați să evitați folosirea cât mai mult posibil a transportatorilor lungi, deoarece acest lucru duce la pierderi semnificative de putere ale mașinilor de sudură. Dacă utilizați încă un astfel de suport, desfaceți cablul de la bobină până la capăt.
Încercați să evitați folosirea cât mai mult posibil a transportatorilor lungi, deoarece acest lucru duce la pierderi semnificative de putere ale mașinilor de sudură. Dacă utilizați încă un astfel de suport, desfaceți cablul de la bobină până la capăt.
Electrozii trebuie să fie uscați, calcinați dacă este necesar. Ca începător, ar putea fi dificil să aprinzi un arc de sudură și este mult mai greu să îl faci cu electrozii fără calcinare. Modurile (temperatura și timpul) de calcinare sunt indicate pe ambalajul electrozilor. În magazinul nostru există totul pentru sudare, deci dacă vă decideți să cumpărați un cuptor sau un caz pentru calcularea electrozilor, vă vom ajuta cu plăcere să vă alegeți.

Masca "chameleon" trebuie să fie configurată pentru un anumit tip de muncă și cantitatea de curent de sudură. Asigurați-vă că citiți cu atenție pașaportul sau instrucțiunile pentru masca de sudură. Nu începeți sudarea fără a vă asigura că filtrul de lumină funcționează. Unii uită să-l traducă din poziția Grind (măturați) - obțineți un "iepure" decent.
 Curentul de sudură trebuie să fie selectat în funcție de tipul de sudare, nu uitați că în poziția inferioară este întotdeauna mai mare cu 20-30% decât în tavan și 10-20% decât în verticală. Puterea aproximativă a curentului este indicată pe cutia cu electrozi.
Curentul de sudură trebuie să fie selectat în funcție de tipul de sudare, nu uitați că în poziția inferioară este întotdeauna mai mare cu 20-30% decât în tavan și 10-20% decât în verticală. Puterea aproximativă a curentului este indicată pe cutia cu electrozi.
Pentru începători, este recomandabil să începeți fierberea cu electrozi de rutil MP3-C.
Nu încercați imediat să gătiți produsul: rezervor pentru baie, sau puneți un gard etc., în ciuda faptului că, în general, nu este foarte dificil. Amintiți-vă că principala armă a soldatului de recrutare este o lopată, iar un sudor sudic este un polizor unghiular, este bulgar. Prin urmare, pentru a minimiza utilizarea instrumentului principal în viitor, trebuie să începeți cu impunerea (rotirea) rolelor de încercare pentru a "simți sudarea".

Se recomandă ca primele antrenamente să găsească o placă groasă de metal de dimensiuni suficiente. Desizolați polizorul la suprafață metalică strălucitoare a metalului și a aplica un talon de testare în unghiul de poziție inferioară în față, fără ezitare electrodul de la stânga la dreapta, dacă sunt dreptaci dreapta la stânga și când hander stânga-.
Experimentați cu cantitatea de curent de sudură și manipularea electrodului.
 Apoi rotiți rolele, producând mișcări transversale oscilante. De obicei, geometria de manipulare a electrozilor este reprezentată de variantele prezentate în figura de mai jos. Perna trebuie să fie netedă cu balanțe uniforme. Regula generală de către profesioniști: curentul de sudură trebuie să fie cât mai mare posibil pentru penetrarea și aspectul de înaltă calitate.
Apoi rotiți rolele, producând mișcări transversale oscilante. De obicei, geometria de manipulare a electrozilor este reprezentată de variantele prezentate în figura de mai jos. Perna trebuie să fie netedă cu balanțe uniforme. Regula generală de către profesioniști: curentul de sudură trebuie să fie cât mai mare posibil pentru penetrarea și aspectul de înaltă calitate.
Încercați să păstrați un arc scurt, adică electrodul trebuie să fie în mod constant la 2-3 mm de la piscina de sudură, pentru aceasta trebuie să fie introdusă treptat în zona de sudură, în funcție de viteza și magnitudinea curentului. Și asta trebuie să simțiți.
Încercați să fixați legătura de împământare sau "împământare" cât mai aproape posibil de punctul de sudură. Fixați bine electrodul în suport. Asigurați-vă că capătul lumânării este de cel puțin 10 cm, nu continuați să ardeți electrodul.
Urmăriți piscina de sudură. Învață să distingi metalul de zgură. Fugiți prin masca de sudareSe pare ca petele intunecate pe soare.

 După sudură, atingeți ușor zgura cu un ciocan special. Subliniez cu grijă, nu ar trebui să dați cu toată mîna, există o mulțime de cazuri de zgură nefolosită pe pielea deschisă și pe ochi și, de regulă, începătorii suferă. Dacă aveți o mască "chameleon", atunci este recomandabil să nu-l ridicați deloc în timpul acestei operații.
După sudură, atingeți ușor zgura cu un ciocan special. Subliniez cu grijă, nu ar trebui să dați cu toată mîna, există o mulțime de cazuri de zgură nefolosită pe pielea deschisă și pe ochi și, de regulă, începătorii suferă. Dacă aveți o mască "chameleon", atunci este recomandabil să nu-l ridicați deloc în timpul acestei operații.
Aprindeți electrodul de sudură sau atingeți ușor, sau "teal" ca un meci.
Dacă electrodul se lipeste și nu se aprinde după ce l-ați rupt, atunci este necesar să rupeți încet stratul de acoperire cu mâinile, deoarece în astfel de cazuri tijă electrod arde, de obicei. Dacă bateți electrodul cu urină, dimpotrivă tencuiala va zbura mai mult decât este necesar și tija goală va rămâne și din nou probabilitatea lipirii va crește exponențial.
De asemenea, recomandăm să experimentați răsucirea Arc Force pe mașina de sudură. Este proiectat pentru a regla "rigiditatea arcului". "Arcul moale" asigură o spumă scăzută în timpul transferului fin și "dur" permite penetrarea profundă a sudurii. De asemenea, ajustarea Arc Force este folosită de mulți sudori "in-subject" pentru a preveni lipirea unui electrod. De obicei, în astfel de cazuri, la începutul sudării, este deșurubat până la capăt, iar după aprindere, arcele revin la poziția dorită.
Următoarea etapă a cursului tinerilor luptători este rolele verticale.
Am prins placa, de exemplu, la polul de admisie, și încercați să puneți o cusătură verticală. Direcția sudării de jos în sus. Dacă electrozii sunt rutili, atunci sudarea se realizează prin "ruperea", altfel baia de sudură "va curge".
În principiu, dacă ați finalizat cu succes suprafata într-o poziție verticală, atunci puteți încet încet să "construiți gardul". Pentru începători, acest lucru va fi de ajuns și veți învăța restul "în luptă".
Dar pentru cele mai curioase, puteți practica pozițiile orizontale și de tavan.
Desigur, puțini oameni primesc imediat o bara de sudură bună în poziția de sus, dar acest lucru vă va oferi mâncare pentru gândire despre cum se formează sudura, cum se comportă metalul atunci când sudarea etc.
Pentru o construcție de gard "de succes" este necesar nu numai posesia de sudură, ci și montarea corespunzătoare și pregătirea pentru sudare.
Luați în considerare faptul că atunci când metalul de sudare este întotdeauna "comprimat", acesta conduce și în direcția în care gătiți. Luați în considerare conductele și cusăturile la sudură, deoarece acest lucru poate afecta foarte mult dimensiunea structurilor dvs. Dacă este posibil, recomandăm asamblarea construcției pe cleme, folosind dispozitive speciale (cleme etc.), după care, după cum ar trebui să fie, verificați încă o dată dimensiunile și geometria și scalpul de construcție strâns la capătul final. Dacă cusătura este lungă, vă sfătuiesc cu grijă să o gătiți de la centru până la capete cu cusături scurte "în dezasamblare", într-un model de șah, dacă cusătura este pe două fețe. Principiul "măsura de șapte ori, o tăiere" - este mai relevant în cazul sudării. Acest lucru va ajuta la evitarea problemelor descrise mai sus.
Dacă ceva nu funcționează, nu dispera - sigur că se va întoarce mai târziu. Sudarea îi iubește pe pacient și persistă, învață să fie așa. În orice caz, TH "DOKA" vă dorește mult noroc!





