Woni 13 55 Descriere. Electrozi pentru sudarea invertorului: ce trebuie să știți
Electrozii din UONI 13/55 în mediu profesionisti sudori primiți doar feedback pozitiv. Iar începătorii se tem să folosească aceste tije obraznice.
Care sunt folosite pentru structuri, conducte de oțel slab aliat și carbon, care necesită caracteristici crescute ale ductilității și durității sudurii. În zonele climatice severe.
Caracteristicile tehnice ale electrozilor de sudură UONI-13/55
Luați în considerare:
- caracteristici generale;
- mecanic și chimice cusătură de sudură;
- poziția admisă a cusăturii;
- valoare curent de sudare;
- greutatea și numărul de electrozi într-un singur pachet;
- costul unui pachet.
1) Generalități caracteristicile tehnice:
- tip de conexiune - arc, manual, curent continuu de polaritate inversă;
- acoperire (acoperire) - principala;
- tija este formată din sau Sv-08A;
- coeficientul de acoperire - 9 g / A · h;
- consumul de tije de sudură pe 1 kg de metal de sudura de 1,6 kg.
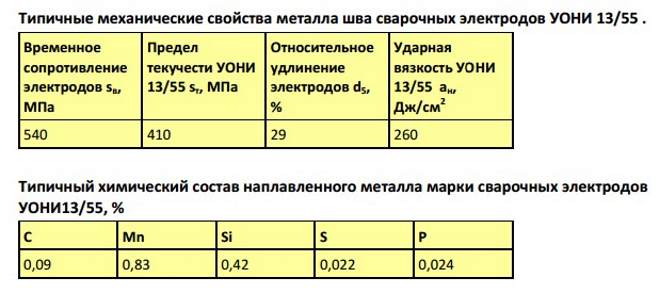
2) Proprietăți mecanice:
- rezistența temporară, N / mm2 - 420-540;
- prelungirea relativă nu mai mică de 22%;
- rezistența la impact, j / cm2 nu mai puțin de 128.
Fracția de masă a elementelor chimice în cusătura de sudură (tabel):

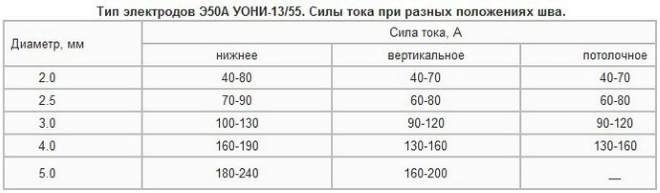
3) Pozițiile spațiale ale sudurii. Electrozii UONI 13/55 cu diametrul de la 2 la 4 mm sunt utilizați pentru sudare în toate pozițiile spațiale, cu excepția verticalei (de sus în jos nr. 5).
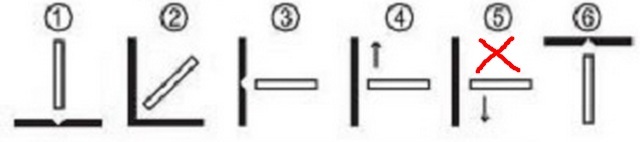
Urmăriți videoclipul (de mai jos) în cazul în care persoana respinge această regulă scrisă. Tijele cu un diametru de 5 mm sunt utilizate pentru modul orizontal, inferior și vertical (partea de sus-jos).
video: experiența personală de utilizare a SSSI 13/55 în toate pozițiile spațiale.
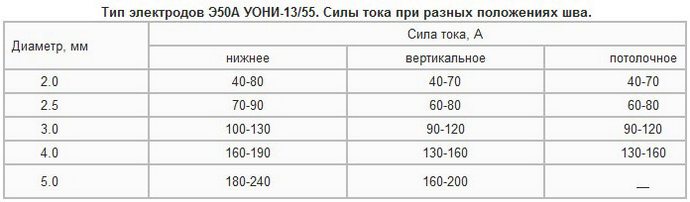
4) Amplitudinea curentului de sudare. La sudarea cu electrozii EONA UONI 13/55, alegerea curentului în funcție de diametrul tijelor și poziția sudurii este prezentată în tabel.
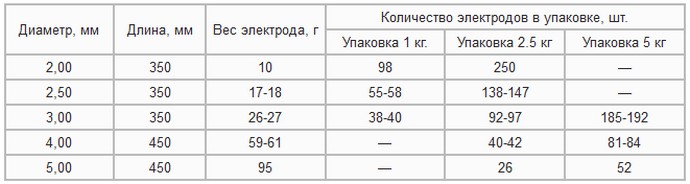
5) Calculați numărul de tije (bucăți) din pachet și greutatea electrodului în grame va ajuta masa.
6) Prețul pachetului UONI 13/55 variază de la 400 la 750 de ruble. Costul variază de la greutatea ambalajului, producător, regiune. În medie, prețul pe kg de produse începe de la 100 de ruble.
Avantajele utilizării SSSI 13/55:
- obținerea unei suduri puternice;
- reducerea consumului de electrozi cu 15%;
- creșterea suprafeței cu 10%.
Cum se înlocuiește UONI 13/55 (analogi):
- De bază;
- ELGA;
- AV-66;
- OK 48.00 și 48.05.
Cum se gateste cu electrozii UONI 13/55
Preparatele preparate pentru compus sunt curățate de ulei, scară și murdărie. Calcinarea electrozilor UONI 13/55 se efectuează timp de 1 oră, la o temperatură de 300 ° C.
Lucrările de sudură efectuate într-o rețea electrică instabilă nu se efectuează de obicei fără participarea unui invertor. Cu toate acestea, pentru funcționarea eficientă și de înaltă calitate a invertorului, vor fi necesare electrozi, de exemplu, de uz casnic electrozi de sudare SSSI, ale căror caracteristici considerăm mai jos.
Pe scurt despre lucrul principal
Utilizarea unui invertor este recomandată în astfel de circumstanțe, deoarece acest aparat este un tip de dispozitiv de sudare, transformarea tensiunii electrice în care se realizează fără participarea unui transformator și cu ajutorul unui dispozitiv electric specializat - invertor. sunt deosebit de populare în această ambarcațiune, datorită calităților sale pozitive care le disting de o parte favorabilă de dispozitive de alt tip, dar de o aplicație similară.
Astfel, calitatea distinctivă a invertorului - capacitatea de a lucra în condiții de supratensiuni ale rețelei electrice. De asemenea, acest dispozitiv face posibilă reglarea convenabilă a parametrului de funcționare într-o gamă largă de curenți și, datorită unui arc electric stabil, se obține o conexiune de înaltă calitate a diferitelor metale.
Cu toate acestea, există similitudini în lucrare: pentru invertor, ca și pentru un dispozitiv obișnuit de transformare, vor fi necesare electrozi de sudură. Pentru ca invertorul să funcționeze, vor fi necesare electrozi de sudura (topire) de diferite diametre. Compoziția catoziilor este selectată în funcție de marcarea oțelului care este îmbinat.
Alegerea unui element integrat de sudare
Atunci când alegeți un catod, este necesar să se țină seama de următorii factori:
- Compoziția stratului de acoperire al catodului;
- Consumul catodic pe cantitatea de metal care este unită;
- Rata de depunere a catodului.
Dacă sunteți interesat de cei mai buni electrozi, atunci când le alegeți, mai întâi de toate este necesar să se acorde atenție diametrului cusăturii care trebuie îmbinată, precum și adâncimii de penetrare. Trebuie remarcat faptul că alegerea secțiunii transversale a catodului optim, polaritatea, rezistența curentului de sudură și alți parametri importanți depind în mod direct de acești indicatori.
Deseori folosite catozi
Electrozi de sudură sunt selectați în funcție de tipul de oțel conectat și, prin urmare, merită informați despre acest lucru.
Modele populare:
- UONI 13/55, OZS-6, OZS-4, UONI 13/45 (oțel slab aliat);
- Electrozi de sudare MP 3, LB-52U, UONI 13/55, OZS-12, OZS-4, OZS-6, MP-3S (oțel carbon);
- ANO-4, ANO-6 (oțel cu conținut redus de carbon);
- OZL-6, TsL-11 (oțel inoxidabil și din aliaj de înaltă calitate);
- OZCH-2 (pentru lucrul cu fontă);
- T-590 (pentru suprafețele metalice).
UONI 13/55: descriere și caracteristici
Electrozii marca UONI 13/55 sunt destinați sudării unor structuri metalice deosebit de importante, realizate din aliaje joase și din aliaj ușor oțel carboncând cusătura este supusă unor cerințe sporite de ductilitate, duritate. Electrozi de sudare marca UONI 13/55 permit efectuarea unor conexiuni de înaltă calitate în diferitele lor aranjamente spațiale prin curent continuu polaritatea inversă.
Parametrii tehnici:
- UONI 13/55 acoperire - de bază;
- Rata de depunere - 3,5 g / A · h;
- Consumul catodic per kilogram de material depus este de 1,7 kilograme;
- Performanțe de acoperire cu o grosime de catod de 4 milimetri - 1,4 kg / oră.
avantaje:
- Dovezi confirmate că SSSI 13/55 este cel mai de înaltă calitate electrozi produsi în spații interne;
- Electrozii permit producerea de suduri care sunt rezistente la formarea crăpăturilor cristaline, precum și a conținutului redus de carbon;
- Ideal pentru producerea de compuși într-o sursă de alimentare instabilă.
Marca catodică MR-3
Electrozi de sudură MR-3 - unul dintre cei mai comuni catozi vânduți pe piețele aparatelor electrocasnice. Acești electrozi sunt folosiți la sudarea responsabilă structuri metalicedin oțeluri cu conținut scăzut de aliere și carbon.
Elementele de sudare luate în considerare asigură arderea continuă a unui arc electric, sudarea uniformă a cusăturii, creșterea rezistenței sale în toate etapele de lucru. Versatilitatea acestui brand de catozi constă în faptul că acestea sunt capabile să producă suduri de calitate superioară prin alternarea curentului direct și curent alternativ. Împreună cu acest marcaj, producătorii produc marca MP-3M, care are un strat de ilmenit.
Catozi OK 46
Electrozi de sudură OK 46 - Electrozi de topire excelenți cu o acoperire rutilă, universali. Datorită acestora, se obțin caracteristici speciale ale sudurii, inclusiv reaprinderea arcului electric. Trebuie remarcat faptul că acest brand este potrivit pentru o scurtă rădăcină de rădăcină, precum și pentru metalul de înaltă calitate.
Procesul de sudare prin utilizarea acestor catozi este însoțit de o intrare redusă a căldurii, datorită căreia procedura devine destul de atractivă, cu goluri largi în miezurile de miere.
Această marcă de catozi asigură acoperirea cu ilmenit. Concentratul de ilmenit face parte din catodii acestui brand și, în plus, este componenta principală a acestora. Acest concentrat este un compus natural de dioxid de titan și fier.
Concentratul de ilmenit este folosit pe scară largă la conectarea foilor cu înveliș galvanizat. O caracteristică notabilă a acoperirii ilmenite este lipsa de sensibilitate la rugină, suprafețe contaminate. Acest dispozitiv este mai complet posibil de utilizat pentru îmbinarea oțelurilor și a structurilor de carbon. Diametrele variază de la 2-5 milimetri.
Parametrii de sudare optimi sunt obținuți prin aplicarea de ajutoare, cunoștințe, echipamente de înaltă calitate. Astfel, totul este în mâinile sudorului.
Lucrările de sudură trebuie adesea realizate nu numai la unele întreprinderi, dar de multe ori aceștia își iau și această sarcină dificilă. Dar gradul de complexitate al sudării este alcătuit din mai multe criterii, de exemplu un model mașină de sudurăfolosit de meșterul de origine.
Dar știind că rețelele electrice funcționează foarte des instabil, atunci, invertorul de sudură nu poate fi realizat. Dar lucrarea unei astfel de mașini de sudat este imposibilă dacă nu folosiți electrozi. Ele sunt vândute în ambalaje, precum și în mod individual. Dar compoziția catodurilor lor ar trebui să fie aleasă, în funcție de tipul de oțel pe care îl veți conecta.
Cum de a alege electrozii potriviți pentru sudare?
Pentru lucrările de înaltă calitate ale mașinii de sudură sunt necesare electrozi, care nu sunt produse numai în străinătate. Acum pe rafturile magazinelor de construcții există o gamă largă de materiale de sudura de producție internă.
Atunci când se cumpără electrozi, trebuie avute în vedere următoarele proprietăți:

Catodul joacă un rol important în electrod, dar există multe alte calități care ar trebui luate în considerare. Deci, atunci când o cumperi, sunt luați în considerare următorii factori:
- Proprietăți.
- Diametrul cusăturii conectate.
- Adâncime de penetrare
Mergând la magazinul de hardware pentru electrozii, ar trebui să aveți deja o idee despre ce scop va fi, adică ce oțel ar trebui să devină.
Marci principale
 Masina de sudura nu poate face fara electrozi, dar lumea constructiilor este atat de diversa si diversa incat, uneori, mesterul de origine se pierde pur si simplu in faptul ca mai are nevoie sa aleaga din intreaga lista care ii este oferita.
Masina de sudura nu poate face fara electrozi, dar lumea constructiilor este atat de diversa si diversa incat, uneori, mesterul de origine se pierde pur si simplu in faptul ca mai are nevoie sa aleaga din intreaga lista care ii este oferita.
Dar aș dori să atrag atenția asupra mai multor branduri care sunt considerate cele mai bune dintre toate. În primul rând, acestea sunt electrozi marca UONI, care și-au dovedit de mult calitatea și caracteristicile care vor fi discutate puțin mai târziu.
 Al doilea tip de electrod este MP3. Această marcă este de departe cea mai comună. Acesta este cel mai adesea folosit pentru a efectuarea lucrărilor de sudură nu este cea mai critică structurăcare sunt fabricate din oțelurile lor de carbon și pot fi, de asemenea, aliate slab.
Al doilea tip de electrod este MP3. Această marcă este de departe cea mai comună. Acesta este cel mai adesea folosit pentru a efectuarea lucrărilor de sudură nu este cea mai critică structurăcare sunt fabricate din oțelurile lor de carbon și pot fi, de asemenea, aliate slab.
Principalul avantaj al acestui electrod este că arcul electric arde în mod continuu și astfel se duce pătrunderea uniformă a metalului fiind îmbinatăși, în consecință, o astfel de putere a întregii opere. Pentru a lucra cu acest brand poate fi folosit ca curent alternativ și direct.
 O altă marcă comună de electrozi este OK 46. Ele sunt nu numai bune pentru procesul de sudare, dar au și un astfel de înveliș ca rutilul. Prin urmare, cusătură de sudură se dovedește durabil și fiabilLa urma urmei, chiar vă permite să reîncălziți arcul electric în sine. Dar nu orice operație de sudare poate fi efectuată cu această catodă, deoarece este mai potrivită, de exemplu, pentru lipirea metalică sau pentru crearea unei suduri de rădăcini.
O altă marcă comună de electrozi este OK 46. Ele sunt nu numai bune pentru procesul de sudare, dar au și un astfel de înveliș ca rutilul. Prin urmare, cusătură de sudură se dovedește durabil și fiabilLa urma urmei, chiar vă permite să reîncălziți arcul electric în sine. Dar nu orice operație de sudare poate fi efectuată cu această catodă, deoarece este mai potrivită, de exemplu, pentru lipirea metalică sau pentru crearea unei suduri de rădăcini.
Caracteristicile tehnice ale UONI 13/55
 Până în prezent, există o mare varietate de mărci de electrozi. Dintre toate cele mai populare și performanța lor sunt electrozi de producție internă UONI. Această abreviere înseamnă - acoperirea universală a unui institut de cercetare.
Până în prezent, există o mare varietate de mărci de electrozi. Dintre toate cele mai populare și performanța lor sunt electrozi de producție internă UONI. Această abreviere înseamnă - acoperirea universală a unui institut de cercetare.
Astfel, marca UONI este concepută pentru a efectua lucrări de sudură cu structuri metalice de înaltă calitate și pentru a menține un nivel ridicat de plasticitate. astfel de electrozii pot fi utilizați chiar și în cele mai severe condiții climaticeunde cel mai adesea produsul este normal sudare este imposibil.
SSSI au utilizat deja cele mai grave construcții în sudură și au trecut chiar și printr-o serie de teste obligatorii, dovedind că ajută la obținerea unei astfel de suduri în timpul sudării, care este atât din material plastic cât și duritatea necesară.
Să trăim încă o dată la ceea ce sunt la fel parametrii tehnici Electrodul UONI. Are un strat de bază și joacă un rol important. Rata de depunere este de 3,5 g / ha. Consumul său este mic, astfel încât se știe că electrozii UONI sunt consumați în jurul a câte un kilogram de metal care a fost depus, adică se arată în cifre de aproximativ 1,7 kg.
Există astfel de electrozi și avantajele lor față de ceilalți. În primul rând, cusătura are o calitate foarte bună. Proprietățile acestor cusături sunt de așa natură încât ele nici nu creează fisuri cristaline, și conțin, de asemenea, un conținut de carbon destul de scăzut.
Cea mai bună opțiune atunci când lucrați cu un electrod este să folosiți sudarea pe un arc scurt, unde se folosește metoda de sprijin. Este perfect chiar pentru acele locuri unde există probleme cu alimentarea cu energie și nu este stabilă.
Tehnologia de utilizare a electrozilor UONI 13/55
 Se știe că există unele particularități în tehnologia utilizării acestui electrod. Deci, miezul său este sârmă de oțel. A doua caracteristică este că produsul este acoperit cu un amestec, compus din compuși carbonați și fluorură. Acestea afectează calitatea cusăturii, precum și impuritățile pe care le va conține.
Se știe că există unele particularități în tehnologia utilizării acestui electrod. Deci, miezul său este sârmă de oțel. A doua caracteristică este că produsul este acoperit cu un amestec, compus din compuși carbonați și fluorură. Acestea afectează calitatea cusăturii, precum și impuritățile pe care le va conține.
În timpul sudării structurilor metalice, pot fi utilizate diferite tipuri de electrozi, în funcție de material și de condițiile de lucru. Atunci când oțelul este sudat, electrozii UONI-13 55, precum și alte modele de acest tip, cum ar fi, devin unul dintre cele mai populare. Acest tip are mari avantaje care sunt în cerere în condițiile de construcție. La urma urmei, pot exista încărcături destul de mari și, din moment ce cusătura este întotdeauna cel mai slab punct, fiabilitatea conexiunii trebuie să fie cât mai mare posibil. Această calitate este utilizată pentru sudarea produselor din carbon și oțel cu conținut redus de carbon. În particular, metalul de sudură trebuie să prezinte o viscozitate ridicată la aplicarea șocurilor mecanice. Aceasta include de asemenea o plasticitate ridicată, care asigură integritatea cusăturii în timpul deformărilor produsului principal. Electrozi de sudură UONI-13 55 au o performanță destul de ridicată în punctele de mai sus.

Electrozi de sudură UONI-13 55
Materialul de umplere este adecvat pentru sudare în orice poziție spațială. Firește, acest lucru va contribui la modul de funcționare ales corect, care sunt selectate pentru fiecare diametru. poate funcționa atât pe curent cât și curent alternativ, principalul lucru este acela polaritatea inversă, deoarece acești electrozi nu sunt proiectați să funcționeze pe o linie dreaptă. Foloseste acoperirea principala, care contine fluor si carbonat.

Electrozi pentru sudare UONI-13 55
Datorită conținutului scăzut de gaz, electrozii pot obține cea mai mare ductilitate și duritate sporită. Calitatea sudării nu depinde de temperatura procesului de conectare. De-a lungul timpului, cusăturile terminate nu prezintă semne de îmbătrânire la fel de puternic ca și alte mărci. nu au fisuri longitudinale sau de suprafață. Ei sunt bine incendiari, atat in prima, cat si in cele ulterioare. Compoziția de acoperire creează condițiile necesare astfel încât arcul să ardă în mod stabil și să nu fie afectat de factori externi care pot dăuna condiției cusăturii. Stropirea metalelor are loc numai în cantități minime, astfel că este aproape imposibil de observat.

Electrozi marca UONI-13 55
După lucrare, zgura este separată cât mai ușor posibil și este formată dintr-o crustă uniformă. Pentru a efectua lucrările, înainte de utilizare, materialele trebuie să fie calcinate înainte de utilizare la o temperatură de aproximativ 320 grade Celsius, nu mai mult de o oră. Astfel de electrozi sunt utilizați atât de profesioniști, cât și de începători, deoarece combină costuri accesibile și parametri tehnici înalți.
sfera de aplicare
Domeniul de aplicare este foarte larg, deoarece electrozii caracteristicii UONI-13 55 sunt convenabili pentru aproape toate industriile. Ele pot fi găsite la domiciliu și la șantierele de construcții. Ele sunt cele mai potrivite pentru îmbinarea structurilor metalice, deoarece compoziția metalului de sudură este la fel de similară cu cea a oțelului obișnuit. Conexiunea are o durată de viață lungă, care este potrivită pentru industria construcțiilor. Cu ajutorul reparațiilor diferite produse, recipiente sigilate, rezervoare și țevi. Procesul este calitativ și simplu, ceea ce crește doar cererea. În sfera domestică, utilizarea este complicată de necesitatea de calcinare, deoarece este departe de a fi întotdeauna posibilă atingerea unei astfel de temperaturi. În alte locuri, această problemă nu apare.

Electrozi UONI-13 55 pentru structuri de oțel sudate din oțel
Specificații tehnice
Alegerea electrozilor Caracteristicile tehnice UONI-13 55 sunt plasate pe primele poziții. Desigur, acești parametri depind de compoziția materialului consumabil, deoarece fiecare element și cantitatea acestuia contribuie la acest proces cu propriile caracteristici.
Dacă este necesar să selectați marca necesară, atunci pentru specialiști, întrebarea principală devine ce parametri mecanici sunt pentru un anumit brand de electrod. Există în vedere caracteristicile metalului în starea deja depusă, deoarece acesta se poate schimba după retutare.
Dimensiuni și gamă
Această marcă nu este utilizată pentru sudarea pieselor subțiri, astfel încât intervalul să nu corespundă unor electrozi cu o grosime mai mică de 2 mm. Aici există o tendință ca cu cât diametrul este mai mare, cu atât miezul produsului este mai lung.
Caracteristici de suprafață
Pentru a mări calitatea conexiunii, trebuie să utilizați modurile de funcționare corecte și să selectați amperajul dorit. Aici este o dependență a parametrilor de energie electrică de poziția în care va fi efectuată sudarea și de grosimea diametrului materialului de umplutură.
| Diametru, mm | poziție | ||
| Cusătura inferioară | Cusătură verticală | Plafonul îmbinării | |
| 2 | 40…80 | 40…70 | 40…70 |
| 2.5 | 70…90 | 60…80 | 60…80 |
| 3 | 100…130 | 90…120 | 90…120 |
| 4 | 160…190 | 130…160 | 130…160 |
| 5 | 180…240 | 160…210 | |
| 6 | 210…290 | ||
copie
UONI-13 55 este o marcă de electrozi de sudură destinate sudării produselor metalice fabricate din oțel carbon.
Producatori
- Frunze Electrode;
- monolit;
- plasmă;
- Vistek;
- Bohler Fox Ev;
- Paton.
Uoni 13 55 electrozii sunt perfecți pentru proces. arc de sudură și piese importante din metale cu conținut de carbon și aliate slab, în special, utilizate în locuri cu temperaturi scăzute. Acest tip de produs este excelent la combinarea structurilor metalice grave, acolo unde este necesar sudură A fost cu un nivel ridicat de plasticitate și rezistență la impact.
Mai întâi, să ne ocupăm de nume și să aflăm de unde vine numele. Decriptarea este după cum urmează:
- Y - Universal;
- O - Acoperire;
- H - științific;
- Și - Institutul.
- 13- №13
Ie Aceasta este o dezvoltare internă a Institutului de Cercetare a Sudării, numele și numărul cărora sunt fixate în denumire. Există, de asemenea, o denumire UONII - prezența unei alte litere "I" indică Institutul de Cercetare.
Apropo! În documentația tehnică, denumirea corectă este acceptată de UONII, cerințele pentru această regulă sunt descrise în GOST 9466-75, dar numele pe ambalajul de electrozi poate fi, de asemenea, UONY 13/55.
Specificații tehnice
Parametrii importanți care caracterizează tijele de sudură ale UONI 13/55 pot fi reflectate sub forma unei tabele:
Un punct important în cunoștință este informația privind rezistența mecanică a sudurii și compoziția chimică a metalului de sudură, care poate fi utilizată pentru a evalua posibilitatea utilizării într-un anumit model.
Ei bine, imaginea nu ar fi completă fără a specifica modurile de sudură recomandate de producător, în funcție de diametrul electrozilor și de poziția lor spațială.
Caracteristicile aplicației
Principalele caracteristici tehnice ale electrozilor de sudare UONI 1355 constau din următoarele poziții:
- pentru sudarea acestor produse trebuie să se utilizeze curentul de polaritate inversă;
- straturi speciale de carbonați și formări de fluorură, prin care sudura este practic lipsită de gaze și alte impurități în exces;
- pentru că tija este utilizată din oțel cu conținut redus de carbon, contribuind la durata lungă de viață a sudurii;
- nu există diferiți compuși organici în acoperire, astfel încât acești electrozi să aibă un nivel scăzut de expunere la umiditate;
- în timpul fabricării electrozilor, formarea diferitelor nereguli, fisuri sau blistere este complet eliminată.
Factorii de mai sus contribuie la crearea unei cusături care nu este susceptibilă la îmbătrânire și la pierderea proprietăților sale în condiții de temperatură diferite.
La sudarea cu electrozi este necesar să se controleze puritatea părților care trebuie îmbinate, deoarece există urme de rugină sau uleiuri diferite va provoca apariția porilor și conexiunea însăși nu va fi fiabilă. În plus, "întinderea" arcului afectează negativ calitatea sudurii.
Principalul avantaj competitiv al acestor produse față de analogi este acela că cusătura este obținută cu o concentrație scăzută de hidrogen și este mai rezistentă la apariția microfragurilor în timpul procesului de cristalizare. Cel mai eficient rezultat la efectuarea acțiunilor cu electrozii UONI 1355 poate fi obținut atunci când sudarea este efectuată pe un mic arc prin metoda de susținere.
Conform normelor GOST 9466-75, greutatea produselor într-un ambalaj nu trebuie să depășească:
- 3 kg - pentru diametrul produselor până la 2,5 mm;
- 5 kg - pentru un diametru de 3,0 - 4,0 mm;
- 8 kg - pentru diametrul peste 4,0 mm.
Procedura de calcinare a electrozilor de sudură UONI 13/55
Sarcina principală a prăjirii electrodului este de a reduce concentrația de umiditate în stratul de acoperire.
Absolut fiecare pachet cu electrozi trebuie implementat împreună cu un certificat de calitate și instrucțiuni, care să stabilească procesul de calcinare suficient de detaliat. Renunțarea la recomandările făcute poate afecta calitatea produselor în sine și, ca urmare, caracteristicile calității sudurii.
- Într-o situație în care instrucțiunile din diferite motive nu au apărut, este necesar să urmați recomandările de mai jos:
- Pentru a asigura un proces stabil de ardere arc de sudare, și, în consecință, un nivel decent al sudurii, procedura de calcinare trebuie efectuată numai înainte de utilizare.
- Dacă electrozii de sudură uoni nu au fost utilizați în decurs de 8 ore după aprindere, acest proces trebuie repetat.
- Este permisă calcinarea aceluiași electrod de cel mult 3 ori, iar cantitatea totală de timp de calcinare nu trebuie să depășească 4 ore.
- Pentru a implementa procesul de calcinare adecvat, electrozii sunt mai întâi plasați în cutii speciale și numai apoi puneți-l în cuptor. Intervalul de temperatură în cuptor ar trebui să fie între 250 și 300 ° C.
În caz de încălcare a cel puțin unei condiții, produsul devine necorespunzător pentru muncă.
Condiții de depozitare
Pentru a-și păstra caracteristicile de calitate, electrozii de sudură trebuie depozitați în zonele desemnate. Umiditatea relativă constantă în depozit nu trebuie să depășească 50%, iar temperatura aerului ar trebui să scadă sub 14 ° C. Aceste cerințe sunt îndeplinite prin instalarea aparatelor de aer condiționat. Conform GOST 9466-75 termenul de valabilitate nu este limitat, în conformitate cu regulile de depozitare.
Producatori
Tehnologia de fabricație și compoziția chimică pot varia ușor, în funcție de producător, printre care se numără următoarele companii importante care garantează materiale de calitate:
- ESAB;
- Monolit;
- SZSM;
- Electrod special;
- Inforce.
Atenție! Când achiziționați, asigurați-vă că solicitați un certificat de conformitate a electrozilor cu cerințele standardelor, în special GOST 9466-75 sau un certificat de certificare a materialelor de sudură în conformitate cu RD 03-613-03. Acestea sunt emise de un organism al Agenției Federale pentru Reglementare Tehnică sau certificate de Agenția Națională pentru Controlul Sudării.




