Alacsony ötvözetű acél hegesztő elektródák. A különféle anyagok hegesztési technológiájának jellemzői
A hegesztett szerkezetekben alacsony ötvözetű acéloktól kezdve egyszerű szerkezeti (gépgyártás és építés) és hőálló acélokat alkalmaznak. Ezen csoportok acéljai nemcsak működési tulajdonságaikban, hanem a hegesztési folyamatra való érzékenységükben is különböznek.
Jellegzetes szerkezeti acélok és hegesztésük jellemzői. Az alacsony ötvözetű acélok tulajdonságait a szén és az ötvöző elemek tartalmának megváltoztatásával bizonyos határokon belül ellenőrizzük. A széntartalom növekedésével az acél hegeszthetősége romlik a meleg és a hideg repedés valószínűségének növekedése miatt. A forró repedések kialakulásának valószínűségének növekedése a széntartalom növekedésével a szén szegregációs hajlamának és a hideg repedéseknek köszönhető - annak a ténynek, hogy a szén csökkenti a martenzites átalakulás hőmérsékletét, és elősegíti az alacsony műanyag (ikerpárú) martenzit képződését. A térfogatváltozások (térfogatnövekedés) az ausztenit martenzitté történő átalakítása során a széntartalom növekedésével növekednek. Ez a belső feszültségek növekedéséhez vezet.
A fentiekhez kapcsolódóan hegesztett szerkezetekben elsősorban alacsony szén-dioxid-tartalmú, megnövelt szilárdságú, ötvözetlen acélokat használnak, amelyek legfeljebb 0,23% C-ot tartalmaznak és a pearlite osztályba tartoznak. Elegendő szilárdsággal és viszonylag jó hegeszthetőséggel rendelkeznek. Az alacsony ötvözetű acélok fő ötvözőelemei a mangán, a szilícium, a króm. Egyes acélok nikkelt, vanádiumot, rézet stb. Tartalmaznak. A hő által érintett zónában a szemnövekedés csökkentése érdekében a hegesztett szerkezetekben használt acélokat általában alumíniummal vagy titánnal dezoxidálják.
Az alacsony ötvözetű acélokat elsősorban melegen hengerelték vagy normalizálták.
Az elmúlt években nagy szilárdságú, martenzites vagy bainites szerkezetű, alacsony ötvözetű acélokat (14Kh2GMR, 14KhMNDFR stb.) Használtak, amelyek a magas mechanikai tulajdonságokkal együtt kielégítően hegeszthetők. Ezeknek a tulajdonságoknak a kombinációja az alacsony széntartalmú acél komplex többkomponensű ötvözésének köszönhető. Az alacsony széntartalom az ausztenit hűtésekor a hűtés sebességétől függően léc-martenzit vagy bainit szerkezetű fémet eredményez.
Rack (vagy diszlokáció) alacsony szén-dioxid-tartalmú martenzit, amely az átalakulás során a diszlokációk kialakulása következtében megkeményedett, ellentétben a 0,22% C-ot meghaladó acéltartalmú acélokban képződött lamellás (vagy iker-iker) martenzittel, plasztikusabb. Mivel a martenzites átalakulás alacsony széntartalom mellett viszonylag magas (350 ° C feletti) hőmérsékleten megy végbe, viszonylag alacsony feszültségek kísérik. Mindez csökkenti a hidegrepedés valószínűségét az ilyen acélok hegesztésekor.
A hegesztés kohászati \u200b\u200bsajátosságai . A legtöbb esetben az alacsony ötvözetű acélok csendesek. Az elektróda huzal fokozatának kiválasztásakor általában arra törekszenek, hogy biztosítsák a hegesztett fém összetételét a főhöz közel, valamint a szükséges működési tulajdonságokat. Az alacsony ötvözetű acélok hegesztésekor a forró repedés főleg a megengedett határokat meghaladó szén, kén és foszfor jelenlétével jár a hegesztett fémben. A hegesztett fém megengedett kén- és foszfortartalmát az alapfémre és az elektródaszálra vonatkozó szabvány szabályozza.
A forró repedések kialakulását a hegesztőanyagok ésszerű megválasztása is megakadályozza: fluxusok, elektródák, elektródavezetékek oly módon, hogy bármely megismert kohászati \u200b\u200blehetőség megvalósítása során biztosítsák a káros szennyeződések csökkenését a hegesztett fémben. A hegesztett fém széntartalmát általában legfeljebb 0,15% -ra állítják be, és a szükséges tulajdonságokat további ötvözéssel érik el.
Az alacsony ötvözetű acélok, valamint a szénacélok hegesztése során a pórusok képződése szénmonoxid, hidrogén és nitrogén felszabadulásával jár. Az alacsony szén-dioxid-kibocsátású acélok hegesztésekor a szén-monoxid felszabadulása miatti pórusképződés valószínűsége kicsi, mivel a hegesztési medencében általában elegendő koncentrációban vannak erős deoxidánsok (például szilícium). Az alacsony ötvözetű acélok hegesztésekor a hidrogén okozta pórusképződés valószínűsége nagyobb, mint a szénacélok hegesztése esetén, a megnövekedett deoxidáltsági fok miatt. Ezért az alacsony ötvözetű acélok hegesztésekor intézkedéseket kell hozni a hidrogén és nitrogén hegesztési zónába jutásának valószínűségének csökkentésére.
Változások a fém szerkezetében és tulajdonságaiban a hő által érintett zónában. Az alacsony széntartalmú, alacsony ötvözetű acélok hőhegesztési képessége kielégítő. Az alacsony szén-dioxid-kibocsátású anyagokkal összehasonlítva azonban alacsony ötvözetű anyagok hegesztésekor, különösen nagy vastagságú fémek hegesztésekor, fűtést alkalmaznak.
A hegesztési módok kidolgozása során figyelembe kell venni, hogy a zóna fémszerkezetében hegesztett kötés alacsony szén-dioxid-tartalmú, ötvözött acélok, legfeljebb 90% martenzit-tartalom megengedett, ha a fém keménysége nem haladja meg a 415HV-t. Ennek oka az alacsony szén-dioxid-léc (diszlokáció) martenzit viszonylag magas plasztikai tulajdonságai.
Hegesztés bevont elektródákkal. A megnövelt és nagy szilárdságú alacsony ötvözetű acélok hegesztéséhez elsősorban bevonatos elektródákat használnak.
A hegesztett acél tulajdonságaitól függően szabványos (GOST 9467-60) elektródákat használnak: E42A típus (UONI-13/45, SM-11 stb. Osztályok); E46A típus (E-138 / 45N osztály a 09G2, 10KHSND, 15KHSND stb. acélokhoz); E50A típus (UONI-13/55, DSK-50, AN-X7 stb. osztályok a 14KhGS, 10KhSND, 15KhSND stb. acélokhoz); E55 típus (UONI-13 / 55U fokozat a 18G2S, 25GS, 15GS acélokhoz) stb.
Néhány 09G2 típusú acélhoz rutil E42 típusú bevonattal ellátott elektródákat is használnak (például az ANO-1 márkájú elektródákat).
Merülő ívhegesztés. Ezzel egyidejűleg szilícium- és mangánfluxusokat, AN-348A, AN-60, valamint csökkentett MnO és SiO2 –AN-47, AN-15, AN-22, AN-42 tartalmú fluxusokat alkalmazunk (táblázat). Az elektródavezetéket a hegesztett acél összetételétől függően választják meg (Sv-08GA, Sv-10G2, Sv-08KhM, Sv-08KhMFA, Sv-10NMA stb.).
Táblázat - Ötvözött acélok hegesztésére szolgáló fluxusok kémiai összetétele
| Fluxus fokozat | A fő összetevők tartalma,% | |||||||||
| SiO 2 | MnO | MgO | CaO | CaF 2 | TiO 2 + ZrO 2 | Al 2 O 3 | Fe 2 O 3 | S | P | |
| AN-348A | 41-44 | 34-38 | 5-7,5 | ≤6,5 | 4-5,5 | - | ≤4,5 | ≤2 | ≤0,15 | ≤0,12 |
| AN-67B | 15,5 | 15,7 | - | 7,0 | 14,0 | 5,5 | 38,5 | 0,5 | ≤0,09 | ≤0,1 |
| AN-60 | 42,5-46,5 | 37-41 | 0,5-3 | 3-11 | 5-8 | - | ≤5 | ≤0,9 | ≤0,09 | ≤0,1 |
| AN-47 | 28-32 | 14-18 | 6,5-10,5 | 13-17 | 9-13 | 6-8 | 9-13 | ≤2 | ≤0,05 | ≤0,05 |
| AN-65 | 38-42 | 20-28 | 7-11 | ≤8 | 7-11 | 5-9 | ≤5 | ≤2 | ≤0,1 | ≤0,1 |
Az alacsony ötvözetű acélok hegesztése a legracionálisabb, ha csökkentett MnO- és SiO2-tartalmú fluxusokat használnak, mivel a hegesztett fém salakzárványos szennyezettsége csökken.
Jó eredményeket értünk el nagy szilárdságú, alacsonyan ötvözött acélok hegesztésekor AN-17 és AH-17M fluxusokkal, szilícium-mangánnal és más ötvözött huzalokkal kombinálva (például Sv-08KhN2M; Sv-08KhMFA). Ezeket a fluxusokat alacsony MnO- és SiO2-tartalom és kis mennyiségű vas-oxidok jelenléte jellemzi. Ugyanakkor a fluxusok elegendő mennyiségű kalcium-fluoridot és kalcium-oxidot tartalmaznak. A fluxus és ennek megfelelően a salakok ilyen összetétele jó kohászati \u200b\u200bfeltételeket biztosít a hegesztési medence kialakulásához, a kén és a foszfor, valamint a hegesztett fémben lévő hidrogén kezdeti koncentrációjának csökkenéséhez vezet.
Gázvédett hegesztés. Az alacsony ötvözetű acélok hegesztésének technológiája árnyékolt gázok atmoszférájában nem sokban különbözik a szénacélok hegesztésétől.
Az alacsony ötvözetű acélok fogyóelektródával a legtöbb esetben szén-dioxidban vannak hegesztve. A 09Г2, 10Г2СД, 14ХГС, 15ХСНД és hasonló acélok hegesztésekor elsősorban a Sv-08G2S elektródavezetéket használják. A tengervíz hegesztett kötéseinek korrózióállóságának növelése érdekében használja hegesztő huzal Sv-08HG2S.
Bizonyos esetekben a hegesztési teljesítmény javítása érdekében javítsa kinézet varratok, növelve a hegesztett fém plasztikai tulajdonságait, a PP-AN8, PP-AN10, PP-AN4, PP-AN9 márkák fluxusos huzaljait használják. A PP-AN4 és PP-AN9 huzalok a hegesztett fém magasabb mechanikai tulajdonságait biztosítják negatív hőmérsékleten. A nagy szilárdságú, alacsonyan ötvözött acélokat összetett ötvözetű elektróddrótokkal hegesztik, amelyeket a hegesztett acélok tulajdonságaitól függően választanak meg.
Elektromos salak hegesztés. Az alacsony ötvözetű acélok elektromos salakhegesztésének technológiája hasonló a szénacélok hegesztési technológiájához. A hegesztést főként az AN-8 fluxus segítségével hajtják végre, de lehetőség van az AN-22 fluxus alkalmazására is. Az elektródavezetéket a hegesztendő acél tulajdonságaitól függően választják meg. Így például a 09G2S, 16GS, 14GS, 15KHSND acélok hegesztésekor Sv-08GS, Sv-10G2 huzalokat használnak. Az Sv-08GA huzal nem biztosítja a hegesztett fém megfelelő szilárdságát.
Az alapfém szemcsenövekedésre való hajlamától és a hegesztett kötés követelményeitől függően hőkezelést írnak elő hegesztés után. A szemnövekedésre hajlamos acélok esetében általában a normalizálást írják elő; olyan acélok esetében, amelyek nem hajlamosak a szemcsenövekedésre, általában 650 ° C hőmérsékleten történő temperálásra korlátozódnak.
A hőálló acélok jellemzői és hegesztésük jellemzői. Az alacsony ötvözetű hőálló acélok főként a gyöngyházosztályba tartoznak (például 12Kh1MF acél). Megfelelő hőállóság, hőállóság, plaszticitás és szerkezeti stabilitás jellemzi 600 ° C-ig terjedő hőmérsékleten, ami lehetővé teszi, hogy összetételüktől függően 450 hőmérsékleti tartományban működjenek -585 ° C
Az acél megnövekedett szilárdságát magas hőmérsékleten az ötvöző elemek - szilárd vasoldat és stabil koidulációra nem hajlamos karbidok képződése révén - erősítik. A hőálló acélok fő ötvözőelemei a keményfémképzők: króm, molibdén, vanádium, volfrám, nióbium. A króm-molibdén és a króm-molibdén-vanádium acélok széntartalma általában 0,08-0,12%.
A hőálló acélokat hőkezeléssel edzik. Az acélokat azonban általában vagy lágyított állapotban, vagy normalizálás és magas hőkezelés után használják (az acélminőségtől függően 650-750 ° C hőmérsékleten). Az acélok ilyen állapotokban való felhasználása működésük sajátosságainak köszönhető: hosszú élettartam (több százezer óra) magas hőmérsékleten (450-585 ° C).
A hegesztés kohászati \u200b\u200bjellemzői. A hőálló acélok nyugodtak.
A hőálló acélok hegesztett kötései általában magas hőmérsékleten hosszú távon működnek. Ilyen körülmények között a diffúziós folyamatok jelentősen fejlődnek. A hegesztett fém és az alapfém összetételének különbségével, különösen a karbidképző elemekben, lehetséges a szén újraelosztása, amelynek megnő a diffúziós mobilitása a többi acél alkatrészhez képest. Ez a fém tulajdonságainak kedvezőtlen változásához vezethet a hegesztett kötés zónájában. Ezen folyamatok kialakulásának megakadályozása érdekében a hegesztett fém összetételének közel kell lennie a főhöz. Ez elsősorban a karbidképző elemek tartalmára vonatkozik.
A kristályosodási repedések kialakulásának megakadályozása érdekében a hegesztett fém széntartalma 0,07-0,12% tartományban korlátozott, és a hegesztett fém szükséges tulajdonságait biztosítják az ötvöző elemek további bevezetése miatt, amelyek kizárják a diffúziós folyamatok észrevehető fejlődését a fúziós határ tartományában. Ebben az esetben ésszerű a hegesztett fém komplex ötvözését használni krómmal, molibdénnel, vanádiummal, volfrámmal, így a fúziós zóna egyes elemeinek koncentrációs gradiense kicsi.
Változások a fém szerkezetében és tulajdonságaiban a hő által érintett zónában. A hőálló acélok hő által érintett zónájában két jellegzetes szakasz különböztethető meg, amelyek meghatározzák a hegesztett kötés működőképességét: egy megnövekedett keménységű szakasz, amely magában foglalja a magas hőmérsékletű tartományt és az ausztenizációs zónát, valamint egy alacsony keménységű szakasz, beleértve a nem teljes átkristályosodás és a lágyulás zónáját abban az esetben, ha az acélt normalizálás és magas hőmérsékleten használják. vakáció.
A hőálló acélok ausztenitje hajlamos a túlhűlésre és az edzett szerkezetek kialakulására. Ezt figyelembe kell venni a hegesztési mód kiválasztásakor, különösen vastag elemek többrétegű hegesztésekor. A hideg repedések kialakulásának megakadályozása érdekében a hőálló acélok hegesztését fűtéssel végezzük, különösen akkor, ha az összekapcsolandó elemek vastagsága meghaladja a 10 mm-t.
A fűtési hőmérséklet (helyi vagy általános) a hegesztett acél minőségétől függ. A széntartalom és az ötvözés mértékének növekedésével a fűtési hőmérséklet emelkedik.
A hőálló acélok hegesztett kötéseinek teljesítményét nagyban befolyásolja a második szakasz, különösen hiányos átkristályosítás esetén. Ez annak a ténynek köszönhető, hogy a hegesztett kötés meghatározott zónájában a fémszerkezetben újonnan képződő magas szén-dioxid-tartalmú ausztenit bomlástermékeivel együtt csökkent (az ausztenithez képest) szén-koncentrációjú ferrit található. Ezért a nem teljes átkristályosodás területét heterogén szerkezet és mechanikai tulajdonságok jellemzik, ami különösen befolyásolja a hosszú távú szilárdságot magas hőmérsékleten.
Az ízületek megsemmisülése a hiányos átkristályosodás zónája mentén következik be a plasztikus deformáció lokalizációja és a ferritszemcsék pusztulása miatt.
A hő által érintett zóna fémének tulajdonságainak javítása általában a magas hőmérsékletű temperálásnak köszönhető. Optimálisabb tulajdonságok érhetők el a hegesztett termék teljes hőkezelésénél (normalizálás és magas hőmérsékleten történő temperálás). Azonban általában nem lehetséges ilyen hőkezelést alkalmazni a nagy terjedelmű hegesztett termékeknél.
A hegesztés jellemzői. A hőálló acélok hegesztett kötéseinek fő módszere a bevonatos elektródahegesztés. Ez annak a ténynek köszönhető, hogy az energetikai alkatrészeket és egységeket megkülönbözteti a tervezési megoldások összetettsége és sokfélesége, valamint a termelés egyetlen jellege. A hegesztést főként alapbevonatú elektródákkal végzik. Elektródákat használnak a hegesztendő acél összetételétől függően; a 12MX acél hegesztéséhez - E-MX típus (GL-14 márka Sv-08XM huzalból készült rúddal); acélok hegesztéséhez 12Kh1MF, 15Kh1M1F, 20KhMF-L - E-KhMF típus (TsM-20-63 fokozat Sv-08KhMFA huzalból készült rúddal) stb.
A merülő ívhegesztést ötvözött elektróda huzallal kombinálva hajtják végre, például AN-22 fluxus és Sv-08KhMFA huzal vagy AN-17M fluxus és Sv-08KhGSMFA huzal kombinációjával.
A hőálló acéloknál sikeresen alkalmazzák a gázárnyékolással ellátott hegesztést. Különösen széles körben alkalmazzák az ívhegesztés módszerét szén-dioxid atmoszférában. A huzalminőséget a hegesztendő acél összetételétől függően választják meg. A 20XM acélhoz Sv-10KhG2SMA huzalt használnak, 12Kh1MF, 15Kh1M1F, 20KhMF-L acélokhoz - Sv-08KhGSMFA huzalt.
Elektromos salak hegesztés
Az elektroszalag-hegesztést széles körben használják alacsony szén-dioxid-kibocsátású lemezacélból készült szerkezetek gyártásához. Atomnál a hegesztett kötés egyenlő szilárdságát úgy érjük el, hogy a hegesztett fémet ötvözzük az elektróda huzalon keresztül, és az elemeket átolvassuk az olvasztott fémtől az alapfém széleig. Az ezt követő hőkezelés a maradék feszültségek csökkentése mellett kedvezően befolyásolja a hegesztett kötések szerkezetét és tulajdonságait.
A szóban forgó acélok elektromos salak hegesztéséhez AN-8, AN-8M, FC-1, FC-7 és AN-22 fluxust használnak. Az elektródavezeték megválasztása az acél összetételétől függ. Csendes, alacsony szén-dioxid-tartalmú acélok hegesztésével, legfeljebb 0,15% C tartalommal, jó eredményeket lehet elérni az Sv-08A és Sv-08GA minőségű vezetékek használatakor. A kevés szilíciumot tartalmazó forrásban lévő acélok hegesztésekor a gázüregek és buborékok képződésének megakadályozása érdekében az Sv-08GS elektródhuzal ajánlott 0,6-0,85% Si-vel.
A VSTZ fokozatú acélok fogadásakor kielégítő eredményeket lehet elérni az Sv-08GA, Sv-10G2 és Sv-08GS minőségű elektródavezetékek használatakor.
Alacsony ötvözetű acélok. Az alacsony ötvözetű szerkezeti acélokat alacsony széntartalmú, hőálló és közepes széntartalmú acélokra osztják fel. Az ebbe a csoportba tartozó acélok széntartalma nem haladja meg a 0,25% -ot, az ötvöző elemeké pedig a 2-5% -ot. Az ötvözés függvényében az alacsony szén-dioxid-kibocsátású acélokat mangánacélokra (14G, 14G2), szilícium-mangánra (09G2S, 10G2S1, 14GS stb.), Króm-szilícium-mangánra (14KhGS stb.), Króm-szilícium-szilícium-dioxid-rézre (10KhSND et.) Osztják fel.
Az alacsony ötvözetű hőálló acélok magas működési hőmérsékleten megnövelt szilárdsággal rendelkeznek. Leggyakrabban ezek gyártására használják fémszerkezetek erőművek.
Alacsony ötvözetű közepes széntartalmú acélokat (több mint 0,25% széndioxidot) (17GS, 18G2AF, 35XM stb.) Általában hőkezelt állapotban használnak.
Az alacsony ötvözetű acélok hegesztésének jellemzői. Ezeket az acélokat nehezebb hegeszteni, mint az alacsony széntartalmú acélokat. A hegesztés során keményedő szerkezetek keletkezhetnek, túlmelegedés (szemnövekedés) lehetséges a hő által érintett zónában. A megkeményedő szerkezetek kialakulásának megakadályozása érdekében a termék melegítését, többrétegű hegesztést alkalmazzák rövid időintervallummal a fémrétegek varratba történő bevezetése között stb.
Fedett hegesztő elektródák úgy választják meg, hogy alacsony legyen bennük a szén-, kén- és foszfortartalom.
Az alacsony ötvözetű, alacsony széntartalmú 09G2, 09G2S, 10KhSND, 10G2S1 és 10G2B acélok nem keményednek meg bevont elektródákkal történő hegesztéskor, és kevésbé hajlamosak a túlmelegedésre. Ezen acélok hegesztése hasonló az alacsony széntartalmú acélok hegesztéséhez. Az egyenletes szilárdság biztosítása érdekében hegesztés közben E46A és E50A típusú elektródákat használnak. A terméket hegesztés előtt nem melegítik fel. A hő által érintett zóna és az alapfém keménysége és szilárdsága gyakorlatilag nem különbözik egymástól.
Amikor gyengén ötvözött, alacsony szén-dioxid-kibocsátású acélból készült 12GS, 14G, 14G2, 14HGS, 15KHSND, 15G2F, 15G2SF acélokból kell hegesztést készíteni, a hegesztési módot úgy kell megválasztani, hogy ne legyenek edzőszerkezetek és erős fém túlmelegedés. A túlmelegedés elkerülése érdekében a 15ХСНД és 14ХГС acélt alacsony hegesztőárammal kell hegeszteni, kisebb átmérőjű elektródákkal (összehasonlítva az alacsony szén-dioxid-kibocsátású acélok hegesztésével). A hegesztett kötés egyenletes szilárdsága a 15KhSND és 14KhGS acélok hegesztésekor E50A vagy E55 típusú elektródák alkalmazásával érhető el. A hegesztést 4-5 mm átmérőjű elektródákkal hajtják végre több rétegben, és az acélvastagság meghaladja a 15 mm-t, a varratokat "kaszkádban" vagy "blokkokban" hajtják végre, miközben a fémet nem melegítik túlságosan, hogy ne melegítse túl a hőhatással érintett zónát.
A megnövelt és nagy szilárdságú alacsony ötvözetű acélok hegesztéséhez általában alapbevonattal ellátott elektródákat használnak. A hegesztendő acél tulajdonságaitól függően elektródákat használnak: E42A típus (UONI-13/45, SM-11 stb. Osztályok); E46A típus (E-138 / 45N osztály a 09G2, 10KHSND, 15KHSND stb. acélokhoz); E50A típus (UONI-13/55, DSK-50 és egyéb osztályok a 14ХГС, 10ХСНД, 15ХСНД stb. acélokhoz); E55 típus (UONI-13 / 55U osztály a 18G2S, 25GS, 15GS acélokhoz stb.).
Néhány 09G2 típusú acél esetében rutil E42 bevonattal ellátott elektródákat is használnak (például ANO-1 márkájú elektródákat).
A hibás területeket legfeljebb 100 mm hosszú, vagy 150-200 ° C-ra előmelegített normál szakaszú varratokkal kell hegeszteni.
Hőerősített acélok hegesztésekor, a fém lágyulásának csökkentése érdekében a hő által érintett zónában hosszú varratokkal történő hegesztés ajánlott a lehűlt előző varratok mentén. A hegesztési módot úgy kell megválasztani, hogy a varratok alacsony hőbevitel mellett történjenek.
A hegesztendő fémek (acélok, ötvözetek) kémiai összetétele és tulajdonságai azonosak és eltérőek lehetnek. Az első esetben ezek kémiai összetételükben és tulajdonságaikban homogén fémek, a másodikban heterogének.
Közepesen ötvözött acélok. A közepesen ötvözött acélokat (ötvözőelemek tartalma 5-10%) alacsony vagy magas hőmérsékleten, ütés és váltakozó terhelés mellett, agresszív környezetben és egyéb súlyos körülmények között működő szerkezetek gyártására használják. Hőálló, nagy szilárdságú stb.
A hegesztett kötések szükséges minőségének biztosítása érdekében számos technológiai módszert kell végrehajtani.
A nagy szilárdságú ötvözött acélból készült alkatrészekben sima átmeneteket kell biztosítani az elemek összekapcsolásakor és a szakaszok cseréjénél, a sarokcsuklók sima lekerekítésén és más, a feszültségkoncentrációt kiküszöbölő konstrukciós formákon.
A hegesztési varratokat előzetes és egyidejű fűtéssel hajtják végre, ha a hegesztett kötés szilárdsága nem lehet alacsonyabb az alapfém szilárdságánál. A legfeljebb 3 mm vastagságú lemezszerkezeteket hevítés nélkül hegesztik, nagyobb vastagsággal, fűtéssel. Például a ЗОХГСА, 25ХГСА acéloknál a fűtési hőmérséklet 200-300 ° С. A túlmelegedés elkerülése érdekében hegesztést alkalmaznak alacsony hőbevitel mellett (csökkent hőteljesítmény). Hegesztés után az ízületet hőkezelésnek vetik alá - magas hőmérsékleten.
A hegesztési varratokat előzetes és egyidejű fűtés nélkül hajtják végre, ha a hegesztett kötésre nem vonatkoznak az alapfémhez közeli szilárdsági követelmények. Ebben az esetben a varratokat elektródákkal hegesztik, amelyek biztosítják az ausztenites hegesztési fém előállítását. Ebben az esetben nem végeznek későbbi hőkezelést.
Közepesen ötvözött acélok hegesztésekor keményedő szerkezetek, hideg repedések keletkezhetnek, és a hegesztéshez közeli zóna fémének túlmelegedése lehetséges. Minél magasabb a szén és ötvöző szennyeződések tartalma, annál vastagabb a fém, a rosszabb hegeszthetőség ezek az acélok.
A közepesen ötvözött acélokat fedett elektródákkal hegesztik, egyenáramú alapbevonattal fordított polaritás.
A hegesztett fémre vonatkozó követelményektől függően elektródákat használnak közepesen ötvözött hegesztési fém előállításához. Ide tartoznak az UONI-13/85 (E85 típus), a VI-10-6 (E100 típus), a NIAT-ZM (E125 típus), a NIAT-3 (E150 típus) és az ausztenites hegesztőfémet biztosító elektródák NIAT-5 márkák (type-11Х15Н25М6АГ2 típus).
A varratok többrétegű, kaszkád vagy blokk módszerrel készülnek, a rétegek között kis időközökkel. A fém 150 ° C fölé melegítése csökkenti a szerkezetek és repedések megkeményedésének valószínűségét. Az elektródákat hegesztés előtt kalcinálják. A fém széleit gondosan védeni kell a nedvességtől, rozsdától, szerves és egyéb szennyeződésektől.
A 20KhGSA, 25KhGSA, ZOKhGSA, ZOKHGSNA acélokat a TsL-18-63, TsL-30-63, NIAT-ZM, TsL-14, UONI-13/85 fokozatú elektródákkal hegesztik, rendkívül rövid ívvel. Hegesztés után az ízületeket hőkezelésnek vetik alá - keményedés 880 ° C hőmérséklettől és alacsony temperálás a nagy szilárdság biztosítása érdekében.
Hőálló acélok hegesztése. A hőálló acélok magas hőmérsékleten (400-600 ° C) és legfeljebb 30 MPa gáz- vagy gőznyomáson működő alkatrészek gyártására szolgálnak. Ezek az acélok hajlamosak repedezni a hő által érintett zónában. Ezért előzetes 200–400 ° C-os melegítésre és ezt követő hőkezelésre (temperálás) van szükség az üzemmódnak megfelelően: a terméket 710 ° C-ra melegítjük, ezen a hőmérsékleten tartjuk legalább 5 percig 1 mm fémvastagságon, majd lassan lehűtjük. Néha ezeket az acélokat 670-800 ° C hőmérsékleten hevítik.
A 12MH és 20MHL acélból készült, legfeljebb 850 ° C hőmérsékleten működő termékeket TsL-14 elektródákkal hegesztik. A hegesztést a termék előmelegítésével hajtják végre 200 ° C-ig a 12MX acélnál és 300 ° C-ig a 20MHL acélnál. Hegesztés után nagy temperálást alkalmazunk 710 ° C hőmérsékleten.
A 34XM és 20X3MVF acélból készült, legfeljebb 470 ° C hőmérsékleten működő termékeket TsL-30-63 elektródákkal hegesztik. A hegesztést a termék előzetes és egyidejű melegítésével végezzük 350 ° С -400 ° С-ig. A hegesztett kötéseket 600 ° C-on temperálják.
Az 570 ° C hőmérsékleten működő 20KhMF, 20KhMFL, 12Kh1M1F acélból készült termékeket a TsL-20-63 márka elektródáival hegesztik, rövid ívvel, előzetes és egyidejű fűtéssel 350 ° C-ig. Hegesztés után ajánlott 3–7 órán át 700–740 ° C-on magas hőmérsékletű edzés.
A hőálló acélok bevonatú elektródákkal történő hegesztését ugyanolyan módokon végzik, mint az alacsony ötvözetű szerkezeti acélok hegesztését. Ebben az esetben teljesen ki kell forralni a varrat gyökerét, amelyhez az első réteget 2-3 mm átmérőjű elektródákkal hajtják végre. A legtöbb elektródát fordított polaritású egyenáramú hegesztésre tervezték. A hőálló acélok hegesztési technikája hasonló az alacsony széntartalmú acélok hegesztési technikájához. A többrétegű hegesztést kaszkád módon hajtják végre (anélkül, hogy a varrat minden egyes rétegét lehűtenék).
Nagy szilárdságú acélok hegesztése. Amikor felelősséget vállal hegesztett szerkezetek nagy szilárdságú acélokat 14X2GMRB, 14X2GMRL, 14X2GM és 12GN2MFAU széles körben használják.
Ezen acélok hegesztésének legfőbb nehézségét az jelenti, hogy meg kell akadályozni a hegesztési és hő által érintett hideg repedések zónájának kialakulását a fémben, valamint olyan szerkezeteket, amelyek élesen csökkentik a hegesztett kötések törékeny töréssel szembeni ellenállását. A probléma megoldását bonyolítja, hogy a hegesztett kötések előírt működési és technológiai tulajdonságainak további hőkezelés nélkül meg kell szerezniük a hegesztést.
A nagy szilárdságú acélok hegesztett kötéseinek hideg repedések kialakulásával szembeni ellenállásának növelése érdekében a nedvesség eltávolítása érdekében az elektródákat hegesztés előtt meg kell izzítani. A hegesztés előkészítésének és a csatlakozások létrejöttének bizonyos feltételeit is be kell tartani.
A nagy szilárdságú acélok kézi hegesztését EA-981/15 elektródákkal hajtják végre. Ezek az elektródák minden térbeli helyzetben hegeszthetők. A hegesztést fordított polaritású egyenárammal végzik. A hegesztőáram erőssége az elektróda átmérőjétől és a varrat helyzetétől függ. Például az alsó helyzetben 4 mm átmérőjű elektródával történő hegesztést 150-200 A hegesztési áramnál hajtják végre. Hegesztés előtt az elektródákat 420-450 ° C hőmérsékleten kalcinálják.
Hegesztés előtt az alkatrészek és a varratok felületeit megtisztítják a rozsda, a vízkő, a festék, az olaj, a nedvesség és más szennyeződések teljes eltávolítása érdekében. A tisztítást olyan területen végezzük, amely megegyezik a varrat szélességével és 20 mm-rel mindkét irányban.
Csatlakozásokkor meg kell akadályozni a nedvesség bejutását a hegesztési területre, és meg kell akadályozni a hegesztett kötések gyors lehűlését.
A hegesztéshez szükséges alkatrészek összeszerelését gyakran csapokkal végzik. Az 50-100 mm hosszú csomagok az UONI-13 / 45A vagy az EA-981/15 márkájú elektródákkal készülnek. A bakok közötti távolság nem haladhatja meg a 400-500 mm-t. Ne telepítse őket a varratok kereszteződésébe. Hegesztés előtt a foltokat alaposan meg kell tisztítani és ellenőrizni kell. A hegesztést meg kell kezdeni és befejezni a termékre hegesztett technológiai (kivezető) szalagokon. Ezenkívül sima átmeneteket kell létrehoznia a varratból az alapfémbe.
Előmelegítést kell alkalmazni, hogy megakadályozzuk a hideg repedések kialakulását vastag és merev kötések hegesztésekor. Rendszerint 20 mm feletti vastagságú fém hegesztésére írják elő. Fűtési hőmérséklet 60-150 ° С.
A hegesztett kötések hidegrepedés-ellenállása javítható lágy rétegek közötti hegesztési technológiával. Ez a technológiai módszer abból áll, hogy a többrétegű varrat első rétegei kevésbé erős és képlékeny fémből készülnek, mint a későbbiek. Előfordul, hogy a barázda kitöltése során egy vagy két rétegben műanyag varratok kerülnek alkalmazásra. Puha rétegek készítéséhez az UONI-13/45 márka elektródái használhatók.
A fenékhézagok kétoldalas hegesztéséhez az első varratot a tapadási varratokkal ellentétes oldalról javasoljuk alkalmazni. Az egyes gyöngyök felhordása után a hegesztett fémet és a hő által érintett zónát alaposan megtisztítják a salaktól és a fémfröccsenéstől. Amikor az ív megszakad, alaposan meg kell tisztítani a krátert a salaktól, és csak ezután kell újra gerjeszteni az ívet.
Befejezés után hegesztési munkák szerelési körülmények között a hegesztett kötéseket azbeszt-kendővel vagy homoktekercsekkel kell lefedni a lassú hűtés érdekében.
Nagyon ötvözött acélok és ötvözetek. A nagy ötvözetű acélok közé tartoznak azok az acélok, amelyekben egy vagy több ötvöző elem tartalma 10-15%.
A GOST 5632-72 szerint 94 fokozatú ötvözött acélok és 22 fokozatú ötvözött ötvözetek vannak.
A nagy ötvözetű acélokat és ötvözeteiket az ötvözési rendszer, szerkezet, tulajdonságok és egyéb jellemzők szerint osztályozzák.
Az ötvözőrendszer szerint a nagy ötvözetű acélokat krómra, króm-nikkelre, króm-mangánra, króm-nikkel-mangánra és króm-mangán-nitrogénre osztják fel.
Szerkezetük szerint az ötvözött acélok martenzites acélokra (15Kh5, 15Kh5M stb.), Martenzites-ferrites (15Kh6SYu, 12Kh13 stb.), Ausztenites-martenzites (07Kh16N6.08Kh17N5MZ stb.), Ausztenit-ferrit (ausztenit-ferits), ausztenit-ferrit és ausztenites fokozatok (03Х17Ш4М2, 12Х18Н9 stb.).
Tulajdonságai szerint az ötvözött acélok és ötvözetek korrózióállóak (rozsdamentesek), hőállóak és hőállóak.
A nagy ötvözetű acélok és ötvözetek hegesztésének jellemzői. A magas ötvözetű acélok és ötvözetek többségének az alacsony szén-dioxid-kibocsátású acélokhoz képest alacsonyabb (1,5-2-szeres) hővezető együtthatója és magasabb (kb. 1,5-szerese) lineáris tágulási együtthatója van. Az alacsony hővezető együttható hőkoncentrációhoz vezet a hegesztés során, és ennek következtében a fém behatolásának növekedéséhez, a magas lineáris tágulási együttható pedig a hegesztett termékek nagy deformációihoz vezet.
Ezek az acélok hajlamosak a hideg és meleg repedésekre a hegesztés során, ami bonyolítja a hegesztett kötések minőségének biztosítását a szükséges tulajdonságokkal. Ebben a tekintetben, ha ezekből az anyagokból hegesztenek termékeket, bizonyos követelmények teljesülnek. A hegesztést általában megnövelt sebességgel és alacsony hegesztőárammal hajtják végre, hogy elérjék a minimális forró zónát.
A magas ötvözetű acélok és ötvözetek hajlamosabbak a repedésekre, mint az alacsony széntartalmú acélok. A repedések megelőzésének módjai hegesztés közben: kétfázisú szerkezet létrehozása a hegesztett fémben (ausztenit és ferrit); a varrat káros szennyeződésének (kén, foszfor, ólom, antimon, bizmut) tartalmának korlátozása; fő és vegyes típusú elektródbevonatok használata; csökkentve a hegesztett csomópontok merevségét.
A hegesztett kötések repedések nélküli megszerzéséhez ajánlott a hegesztett alkatrészeket egy bizonyos résszel összeállítani. Jobb, ha varratokat készítünk 1,6-2,0 mm átmérőjű elektródákkal, minimális hőbevitellel.
A fűtés (általános vagy helyi) 100-300 ° C hőmérsékletre ajánlott az alapfém szerkezetének jellegétől, széntartalmától, a hegesztendő elemek vastagságától és a termék merevségétől függően. Martenzites acélok és ötvözetek esetében a termék előmelegítése kötelező, az ausztenites acélok esetében ritkán alkalmazzák.
Mikor ívhegesztő A nagy ötvözetű acélok esetében a felületeket védeni kell a fröccsenéstől és a salaktól, mivel ezek korróziót vagy feszültségkoncentrációt okozhatnak, ami gyengíti a szerkezetet. A fröccsenő hegesztés elkerülése érdekében egy védőbevonatot alkalmaznak a varrat melletti fém felületén.
Az összeszerelés és a hegesztés előtti fémtisztítás minőségének követelményei meglehetősen szigorúak.
Hegesztés után a martenzites, martenzites-ferrites és néha ferrites acélokat magas hőmérsékleten 680-720 ° C hőmérsékleten hőkezelik, hőállóak (12X13, 20X13 stb.) - 730-750 ° C-on. Az edzés javítja a szerkezetet, a mechanikai tulajdonságokat és a korrózióállóságot.
A martenzites, martenzites-ferrites és ferrites acélok hegesztéséhez elektródákat használnak, amelyek rudai és bevonatai biztosítják a lerakódott fém előállítását, amely kémiai összetételében közel áll az alapfémhez. Például a 15Kh11VMF martenzites acélt az E12Kh11NVMF típusú elektródákkal hegesztik, KTI-10 osztályúak; martenzites-ferrites acél 12X13 - E12X13 típusú elektródákkal, UONI-13 / 1X13 stb.
Ha az ebbe az osztályba tartozó acélból készült szerkezetek statikus terhelés mellett működnek, és a varratokra nem vonatkoznak nagy szilárdsági követelmények, a hegesztés ausztenites vagy ausztenites-ferrit elektródákkal hajtható végre. Tehát a ferrites acél 15X25T az E02X20N14G2M2 OZL-20 típusú elektródákkal van hegesztve, míg a hegesztés utáni temperálás elhagyható.
Az ilyen acélok hegesztésekor a szemnövekedés megakadályozása és a hő által érintett zóna ridegségének növelése érdekében alacsony hőbeviteli módot használnak.
A magas ötvözetű króm-nikkel acélok közé tartoznak az ausztenites, ausztenites-martenzites és ausztenites-ferrit osztályú acélok. Ezek az acélok és ötvözetek kevés káros szennyeződést tartalmaznak, ezért a hegesztés fő követelménye az olvadt fém jó védelme a levegőtől, valamint az ausztenites szerkezetű és alapvető típusú bevonattal ellátott rudak használata.
Az ausztenites acélok hegesztése egyszerű. Nem szabad megfeledkezni arról, hogy az ausztenites-ferrit és az ausztenites-martenzites acélok hegesztett kötéseiben a hidrogén evolúciója lehetséges a szemcsehatárokon. Ennek megakadályozása érdekében a hegesztett kötést 1-2 órán át 150 ° C hőmérsékleten temperálják.
A GOST 10051-75 49 típusú bevonatos elektródot biztosít a nagy ötvözetű acélok kézi ívhegesztéséhez. Minden típusú elektróda egy vagy több márkájú elektródot tartalmaz.
2.3. Téma. Technológia hegesztő közegötvözve edzhető acélok. Az acélok jellemzői. A főtényezők, akadályozóedzhető gyöngy- és martenzites acélok hegesztése. A hegesztés technológiai jellemzői. Hegesztő fogyóeszközök. Hegesztési technika. A hegesztési módok hozzárendelése.
KÖZEPES ÖTVÖZETES ACÉLHEGESZTÉSI TECHNOLÓGIA
Az acélok jellemzői. A közepesen ötvözött acélokat, összetételüktől függően, magas végső szilárdság és folyási szilárdság jellemzi, kielégítő műanyag tulajdonságokkal (З0ХГСНА) kombinálva, viszonylag magas hőállósággal (20ХЗМВФ), vízállósággal (12Х5МА) stb.
A közepesen ötvözött acélok tulajdonságai bizonyos határok között szabályozhatók a szén és az ötvöző elemek tartalmának kölcsönös megváltozása miatt, valamint a hőkezelés módjától függően.
Az acél mechanikai tulajdonságainak széles körű megváltoztatása a hőkezelés típusától függően jelentős nehézségeket okoz a hegesztésben. A közepesen ötvözött acélok érzékenyek a hideg repedésekre; hajlamosak a hegesztett fém kristályosodási repedéseinek kialakulására is. Ez különösen akkor nyilvánvaló, ha a hegesztett fémnek a fővel egyenlő szilárdságát kell biztosítani.
A közepesen ötvözött acélokat a GOST 4543-71 és a speciális előírások szerint szállítják; vagy a perlit (25ХГСА, З0ХГСА, 35ХГСА), vagy a martenzit (30Х2ГН2СВМА) osztályokba tartozhatnak.
Az alacsony ötvözetű acélok hegesztési technológiájának jellemzői.
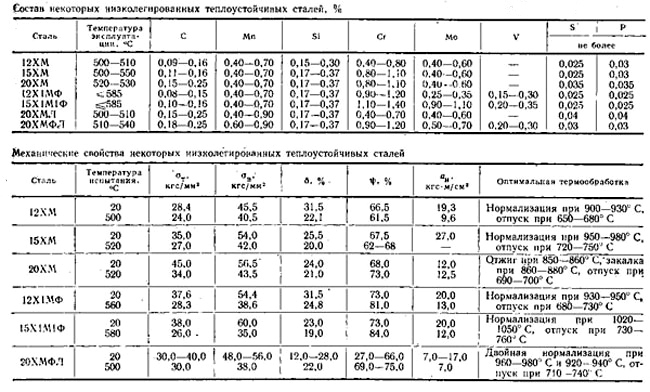
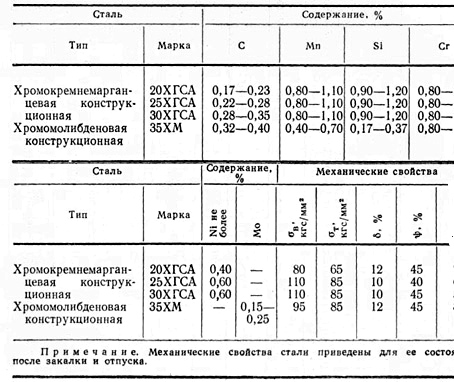
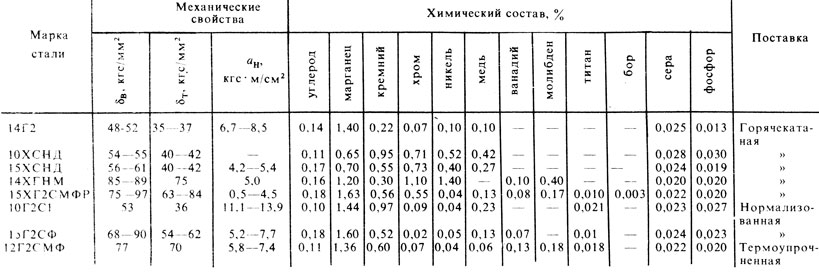
Az alacsony ötvözetű, alacsony szén-dioxid-tartalmú szerkezeti acélokat általában kritikusan hegesztett szerkezetek gyártásához használják. Néhány alacsony ötvözetű acél összetételét és tulajdonságait a 12., 13. és 14. táblázat mutatja.
A termikus ciklusra válaszul az alacsony ötvözetű, alacsony szén-dioxid-kibocsátású acél alig különbözik a szokásos alacsony szén-dioxid-tartalmú acéltól. A különbségek főleg abban rejlenek, hogy kissé nagyobb tendencia van megkeményedő szerkezetek kialakítására a hegesztett fémben és a hő által érintett zónában, nagyobb hűtési sebesség mellett. Egészen a közelmúltig azt hitték, hogy az alacsony szén-dioxid-tartalmú alacsony ötvözetű acélok, például a 17G1S, 14HGS stb. Hegesztési fémjének csak ferrit-perlit szerkezete van. Ezért azt feltételeztük, hogy a hegesztési varrat szerkezeti változásai különböző hegesztési módok esetén főként a ferrit és a perlit komponensek közötti arány változásának, valamint a szerkezet diszperziójának mértékének változására csökkennek.
Alaposabb tanulmányok kimutatták, hogy ezen acélok varrataiban a megnövekedett hűtési sebesség mellett a ferrit és a perlit mellett martenzit, bainit és visszatartott ausztenit is található. Az ilyen varratokban található martenzit szerkezet nélküli, a bainit pedig nagy diszperziójú ferrit-karbid keverék. Ezen szerkezeti elemek száma a hegesztés hőmérsékleti ciklusától függően változik. A hőbevitel csökkenésével
Asztal. 12.
Asztal. 13.
Asztal. tizennégy
A termikus ciklusra válaszul az alacsony ötvözetű, alacsony szén-dioxid-kibocsátású acél alig különbözik a szokásos alacsony szén-dioxid-tartalmú acéltól. A különbségek főleg abban rejlenek, hogy kissé nagyobb tendencia van megkeményedő szerkezetek kialakítására a hegesztett fémben és a hő által érintett zónában, nagyobb hűtési sebesség mellett. Egészen a közelmúltig azt hitték, hogy az alacsony szén-dioxid-tartalmú alacsony ötvözetű acélok, például a 17G1S, 14HGS stb. Hegesztési fémjének csak ferrit-perlit szerkezete van. Ezért azt feltételeztük, hogy a hegesztési varrat szerkezeti változásai különböző hegesztési módok esetén elsősorban a ferrit és a perlit komponensek közötti arány változásának, valamint a szerkezet diszperziójának mértékében bekövetkező változásra csökkennek. Alaposabb tanulmányok kimutatták, hogy ezen acélok varrataiban a megnövekedett hűtési sebesség mellett a ferrit és a perlit mellett martenzit, bainit és maradék ausztenit is található. Az ilyen varratokban található martenzit szerkezet nélküli, a bainit pedig nagy diszperziójú ferrit-karbid keverék. Ezen szerkezeti elemek száma a hegesztés hőmérsékleti ciklusától függően változik. A hőbevitel csökkenésével a hegesztett fémben nő a martenzit, a bainit és a maradék ausztenit mennyisége, és diszperziója nő. Tehát az alacsony szén-dioxid-kibocsátású szilícium-mangán acél 12 mm vastagságú keményítőszerkezeteinek száma qlv \u003d 4 kcal / cm hőleadással és 400-600 ° C-os, körülbelül 4,5 ° C / s hőmérséklet-tartományban történő hűtési sebességgel hegesztve 10- tizenegy%.
A nagy lineáris energiával készített varratokban ezeknek a szerkezeteknek a száma meredeken csökken. Az ugyanazon acél hegesztéseinek szerkezete 13 kcal / cm hőbevitel mellett, körülbelül 0,5-0,6 ° C / s hűtési sebességgel csak ferritből és pearlitből áll. A martenzit és a bainit a hegesztett kötések hegesztéshez közeli zónájában, például a 14KhGS acélban is képződik. Mennyiségük az ilyen acél hegesztése során a túlmelegedési szakaszban maximum (kb. 3%), és csökken a fúziós vezeték eltávolításával.
Kevés oltószerkezet esetén a hegesztett kötések mechanikai tulajdonságaira gyakorolt \u200b\u200bhatásuk jelentéktelen, mivel ezek az alkatrészek lágy ferrit alapon egyenletesen és dezorientáltan helyezkednek el. Az ilyen szerkezetek arányának növekedésével azonban a hegesztési varratban és a hegesztési zónában a fém alakíthatósága és törékeny töréssel szembeni ellenállása élesen romlik. Az acél további ötvözete mangánnal, szilíciummal és más elemekkel hozzájárul az edzett szerkezetek kialakulásához a hegesztett kötésekben. Ezért a legtöbb alacsony ötvözetű acél hegesztési módja szűkebb (a hőbevitelt tekintve) korlátokra korlátozódik, mint az alacsony szén-dioxid-kibocsátású acél hegesztésekor. Egyes esetekben, például ha vanádiummal, vanádiummal és nitrogénnel, valamint más elemekkel mikroötvözik, a tendencia alacsony ötvözetű acél A hegesztés során a hő által érintett zónában a szemcse növekedése elhanyagolható.
Az alacsony ötvözetű acél reakciójának meghatározásához a hőhegesztési ciklushoz egy sor tesztet hajtunk végre. A hő által érintett zónában történő lágyulás csökkentése érdekében az alacsony ötvözetű hőkezelt acélokat a lehető legkisebb hőbevitel mellett kell hegeszteni.
A hegesztett fém és az nemesfém egyenlő szilárdságának biztosítása elsősorban azáltal érhető el, hogy az nem nemesfémből átmenő elemekkel ötvözzük. Előfordul, hogy a törékeny töréssel szembeni ellenállás és ellenállás növelése érdekében a hegesztett fémet ezenkívül ötvözik a hegesztőhuzalon keresztül.
A hegesztett fém kristályos repedésekkel szembeni ellenállása az alacsony ötvözetű acélok hegesztésénél valamivel alacsonyabb, mint az alacsony széntartalmú acéloké, mivel egyes ötvöző elemek, például szilícium erősíti a szén negatív hatását. A repedésekkel szembeni ellenállás növekedését úgy lehet elérni, hogy csökkentjük a hegesztési varrat szén-, kén- és néhány más elemének tartalmát azáltal, hogy hegesztőhuzalt használunk ezen elemek csökkent tartalmával, valamint megválasztjuk a megfelelő hegesztési technológiát (a varratok sorrendje, a behatolás kedvező alakjának biztosítása) és a termék ésszerű kialakítását.
Bevont elektróda hegesztési technológia.
Az alacsony ötvözetű, alacsony széntartalmú acélok bevonatos elektródákkal történő hegesztésének technológiája alig különbözik az alacsony széntartalmú acélok hegesztésétől. Az élek előkészítésének jellege, a hegesztési módok, a varratok sorrendje gyakorlatilag megegyezik. Az összeszerelés során a rögzítést ugyanazokkal az elektródákkal kell elvégezni, mint a fővarrat hegesztésekor, és csak azokon a helyeken szabad alkalmazni, ahol a varrat található.
Az alacsony ötvözetű acélokat főleg az E42A és E50A típusú kalcium-fluorid bevonattal ellátott elektródákkal hegesztik, amelyek nagyobb ellenállást biztosítanak a kristályosodási repedések kialakulásával és megnövelt műanyag tulajdonságokkal rendelkeznek, mint más típusú elektródák. Alacsony széntartalmú acélok (például 09G2) hegesztéséhez egyes esetekben rutil bevonatú elektródákat használnak, például AN0-1 (E42T típus). A legszélesebb körben használt elektródák az UONI-13/45, SM-11, ANO-8 (E42A típus) és UONI-13/55, DSK-50, ANO-7 (E50A típus), amelyek biztosítják a hegesztett fém szilárdságát és plaszticitását a fővezeték tulajdonságainak szintjén. fém.
A hegesztett fém nagy szilárdsága az E42A elektródákkal történő hegesztéskor az ötvöző elemek átmenete az alapfémből történő varratba történő átmenet és a varrat megnövekedett hűtési sebessége miatt következik be. A -70 ° C-ig terjedő hőmérsékleten működő csővezetékek körvarratainak hegesztéséhez, például 10G2 acélból, VSN-3 elektródokat (E50AF típus) használnak kalcium-fluorid bevonattal.
A bevont elektródákkal hegesztett varratok bizonyos esetekben csökkentik a tengervíz korrózióállóságát, ami jelentősen csökkenti a hegesztett edények, a tengeri platformok és más szerkezetek működési tulajdonságait. Ennek oka az ötvöző elemek (króm, nikkel, réz) alacsony tartalma a hegesztett fém felületi rétegeiben. ) az alapréteg alacsony aránya miatt ezeknek a rétegeknek a fémében. A korrózióállóság növelése érdekében a hegesztett fémet krómmal kell ötvözni.
Merülő ívhegesztési technológia.
A legtöbb esetben ugyanazokat a hegesztőanyagokat használják, mint az alacsony szén-dioxid-kibocsátású acélok hegesztésekor: AN-348-A, OSTs-45 (egyíves hegesztés), AN-60 (többíves hegesztés nagyobb sebességgel), valamint AN hegesztési huzalok Sv -08GA és Sv-10G2. Mikroötvözött acélok, például a 15G2AF hegesztésére egyes esetekben alacsony szilíciumtartalmú AN-22 fluxust alkalmaznak Sv-08KhM és Sv-YUNMA huzalokkal kombinálva. Ebben az esetben azonban a varratok kevésbé ellenállnak a kristályosodási repedéseknek, ennek következtében ajánlatos előmelegítéssel hegeszteni. Az alacsony ötvözetű acél merülő ívhegesztése nem sokban különbözik az alacsony szén-dioxid-kibocsátású acél hegesztési technológiájától.
Annak érdekében, hogy a nemesfém tulajdonságainak szintjén biztosítsák a hegesztési varrat fémének és a hő által érintett zóna plasztikai tulajdonságait, a hegesztési szakaszt a hegesztendő fém vastagságától függően kell megválasztani. Előfordul, hogy a hegesztést két ívvel, külön fürdőkben végezzük. A vastag fémből készült többrétegű varratokat szintén ajánlott két ívvel elkészíteni, és egy ívvel hegesztve az első réteg felvitele előtt az nemesfémet 150-200 ° C-ra melegítik.
A nem merített ívű hegesztett varratok fémje az alapfém jelentős részének és az ötvözőelemek elegendő mennyiségének köszönhetően nagyobb ellenálló képességgel rendelkezik a tengervízben a korrózióval szemben, mint a hagyományos összetételű bevonatos elektródákkal hegesztett varratok fémje.
Gázvédett hegesztési technológia.
Ez elsősorban egy félautomata szén-dioxid-hegesztés. Az alacsony ötvözetű acélok szén-dioxidban történő hegesztésének technológiája gyakorlatilag nem különbözik az alacsony szén-dioxid-kibocsátású acél hegesztésétől. A gyakorlatban ugyanazokat a hegesztőanyagokat használják, mint az alacsony széntartalmú acél hegesztéséhez. Tehát a 15ХСНД, 14ХГС és 10ХСНД acélokat Sv-08G2S hegesztőhuzallal hegesztik. Egyrétegű hegesztéshez és hegesztéshez legfeljebb két vagy három réteg használható az Sv-12GS huzalhoz.
Félautomata szén-dioxidban történő hegesztést PP-AN4 és PP-AN8 fluxusmagú huzalokkal is végeznek. A PP-AN8 huzal automatikus hegesztésnél is használható. A PP-AN8 huzallal hegesztett varratok, például a 09G2 acélon, szilárdsága megegyezik az alapfémmel és megnövekedett műanyag tulajdonságokkal rendelkezik.
A tengervíz hegesztett kötéseinek korrózióállóságának növelése érdekében Sv-08HG2S hegesztőhuzalt használnak, amely a hegesztett fém további ötvözését biztosítja krómmal.
Elektromos salak hegesztési technológia.
Az elektromagas hegesztés leginkább a nagy ötvözetű acélokból készült 09G2S, 16GS, 15KhSND és 14G2 acélok gyártásához alkalmazható, amelyek vastagsága 30-100 mm, esetenként legfeljebb 160 mm. A hegesztést AN-8 fluxus segítségével hajtják végre Sv-08GS, Sv-10G2, ritkábban Sv-12GS vezetékekkel. Az Sv-08A és Sv-08GA huzalokkal készített hegesztési fém kevésbé szilárd, mint az alapfém.
A továbbfejlesztett üzemmódok használata gyakran lehetővé teszi a hegesztett szerkezetek magas hőmérsékletű hőkezelésének (normalizálásának) elhagyását az elektroszlagos hegesztéssel. Így például az 50 mm vastag 16GS acélt hegesztik a hegesztőhuzal gyorsított betáplálásánál, az elektróda keresztirányú elmozdulásainak megnövelt sebességével és a csúszkáknál hosszú tartási idővel. A hegesztési mód egy példája a következő:
Egyenáram erőssége, A .... 900
Feszültség, V .... 42
Elektródák száma .... 1
Elektróda huzal előtolás sebessége, m / h .... 576
Elektróda mozgási sebessége, m / h .... 75
A csúszkák expozíciójának időtartama, s ... 6
Salakfürdő mélysége, mm .... 50
Száraz pálca az elektródából, mm .... 70
Az elektróda mozgatásának módja hozzájárul a hegesztési medence mélységének a fém vastagságához viszonyított szintjéhez. Ebben a tekintetben a hegesztőhuzal előtolási sebessége jelentősen növelhető a varratok kristályosodási repedéseinek veszélye nélkül. Viszont a huzal adagolásának növekedése és következésképpen a hegesztési sebesség csökkenti a hő által érintett zóna túlmelegedését. A SvG-10G2 huzallal AN-8 fluxus alatt, a jelzett üzemmódban és 650 ° C hőmérsékleten történő temperálás után 16GS acél hegesztett kötéseinek tulajdonságai gyakorlatilag megegyeznek az azonos vastagságú fém ívhegesztésével. asztal A 10-5. Ábra mutatja a csökkentett széntartalmú ötvözött acél tipikus hegesztési módjait (például 09G2DT). Az ilyen acél hegesztése az adott üzemmódokban a hegesztett kötések normalizálása nélkül is elvégezhető.
Hegesztéstechnika alacsony ötvözetű hőálló acélokhoz.
Az energetikában használt gépek részleteit általában a forma összetettsége, a sokféle tervezési megoldás és a gyártás egyedi jellege jellemzi. Ezért a legtöbbet széles körű alkalmazás megtalálja a kézi hegesztést bevont elektródákkal és a félautomata hegesztést védőgázokban és ritkábban az automatikus merülő ívhegesztést.
A szerkezetek magas hőmérsékleten való működése elősegíti a diffúziós folyamatokat. E folyamatok intenzitásának csökkentése érdekében a hegesztett kötésben arra törekednek, hogy a hegesztett fém összetétele a lehető legközelebb kerüljön az alapfém összetételéhez. Króm-molibdén acélok (12XM, 15XM, 20XML) hegesztéséhez EMX típusú elektródákat használnak a GOST 9467-60 szerint. A legelterjedtebbek a TsP-14 érc-sav bevonatú elektródák és a kalcium-fluorid bevonattal ellátott GL-14 elektródák. A legújabb márkaelektródák Sv-08XM huzalból készülnek.
Alacsony széntartalmú króm-molibdén acélokat (12XM acél) ajánlatos hegeszteni 200 ° C-ra történő előmelegítéssel. Magasabb acélszéntartalommal az előmelegítés hőmérséklete 250 - 300 ° C-ra emelkedik.
A króm-molibdén vanádium acélokat (20KhMFL, 12Kh1MF, 15Kh1M1F) TsL-20-63 elektródákkal (EKhMF típus) hegesztik egy Sv-08KhMFA huzalból készült rúddal. Ebben az esetben előzetes és egyidejű melegítés szükséges 300-350 ° C-ig, hegesztés után a hegesztett kötéseket 2-3 órán át 700-740 ° C hőmérsékleten magas hőmérsékleten hőkezelik.
15XM és 20XM szén-dioxid acél hegesztésekor Sv-10XG2SMA hegesztőhuzalt használnak. Ennek a huzalnak a használatakor a hegesztett kötések szilárdsága és műanyag tulajdonságai a 20-525 ° C hőmérsékleti tartományban gyakorlatilag nem különböznek az nem nemesfém tulajdonságaitól. Ezen acélok szén-dioxidban történő automatikus és félautomata hegesztését 250-300 ° C hőmérsékletre történő előmelegítéssel hajtják végre. A hegesztési módok gyakorlatilag nem különböznek az alacsony szén-dioxid-kibocsátású acélokétól. Hegesztés után a szerkezetet erősen megeresztik.
A hőálló 20KhMFL \u200b\u200bacélt szén-dioxidban hegesztik Sv-08KhGSMFA huzallal, előzetes és egyidejű melegítéssel 300-350 ° C hőmérsékletre, ami növeli a varrás repedésállóságát, és csökkenti a hegesztett fém és a hegesztési zóna keménységét. A hegesztés befejezése után a szerkezetet hőkezelésnek vetik alá. A 20KhMFL \u200b\u200bacél hegesztett kötése, szén-dioxidból készült, Sv-08KhGSMFA huzallal, minden tekintetben egyenértékű az nemesfémmel.
A 12Kh1MF és 15Kh1M1F acélok automatikus és félautomata hegesztését szén-dioxidban Sv-08KhGSMFA huzallal hajtják végre, előzetes és egyidejű melegítéssel 250-300 ° C hőmérsékletre. Hegesztés után a magas hőmérsékletet 700-740 ° C hőmérsékleten hajtják végre.
Hőálló acélok, például 12Kh1MF és 15Kh1M1F merülő ívhegesztéshez Sv-08KhMFA huzal és AH-22 fluxus használata ajánlott. A hegesztést előmelegítéssel végzik. AN-17M fluxust is használhat Sv-08KhGSMFA szilícium-mangán huzallal kombinálva. A hegesztési fogyóeszközök meghatározott kombinációjával olyan hegesztési fémet kapunk, amelynek rövid és hosszú távú mechanikai tulajdonságai (magas temperálás utáni állapotban) 20 - 585 ° C hőmérsékleten teljes mértékben megfelelnek a megállapított követelményeknek.
Az alacsony ötvözetű acélok elterjedtek, mivel megnövekedett mechanikai tulajdonságaikkal lehetővé teszik a gyártást építkezés gazdaságosabb és könnyebb.
A polgári és ipari építmények különböző szerkezeteinek gyártásához 15ХСНД, 09Г2С, 10Г2С1, 14Г2, 16ГС acélminőségeket használnak. Hegesztett csőszerelvények és vasbeton szerkezetek gyártásához 25Г2С, 18Г2С, 25ГС és 20ХГ2 acélokat használnak. Ezek az acélok a kielégítően hegeszthetőek csoportjába tartoznak: legfeljebb 3,0% ötvöző szennyeződést és legfeljebb 0,25% szenet tartalmaznak. Nem szabad megfeledkezni arról, hogy ha az acél több mint 0,25% szenet tartalmaz, akkor edzőszerkezetek és repedések is vannak a területen hegeszteni... Ezenkívül a szén kiégése pórusokat képez a hegesztett fémben.
A többrétegű hegesztést kaszkád módon kell elvégezni. Az acél túlmelegedésének megakadályozása érdekében ajánlatos az elektródaátmérő 1 mm-jén 40 ... 50 A áramerősséggel hegeszteni. Javasolt 4… 5 mm átmérőjű elektródák használata. Télen a 15GS, 15HSND és 14G2 acélból készült szerkezetek hegesztése legalább - 10 ° C hőmérsékleten hajtható végre. Alacsonyabb hőmérsékleten a varrat mindkét oldalán 100 ... 120 mm szélességű hegesztési zónát előmelegítik 100 ... 150 ° C-ra. -25 ° C hőmérsékleten a hegesztés tilos.
Az acél 09G2S és 10G2S1 a nem keményedő acélok kategóriájába tartozik, ellenállnak a repedéseknek és nem hajlamosak a túlmelegedésre. A hegesztés mechanikai tulajdonságai nem rosszabbak, mint az nem nemesfém. A legfeljebb 40 mm vastag lemezeket vágóélek nélkül hegesztik. Ebben az esetben a hegesztési egyenlő szilárdságot az ötvöző elemek átmenete okozza az elektróda huzalból a hegesztett fémbe.
A kromoszilícium-mangán acélok (20KhGSA, 25KhGSA.30KhGSA és 35KhGSA) hegesztés közben hajlamosak a repedésekre, és megkeményedő szerkezeteket adnak. Sőt, minél vékonyabb a peremvastagság, annál nagyobb a fémkeményedés és -repedés veszélye, különösen a hegesztéshez közeli területen. A ≤0,25% széntartalmú acélok jobban hegeszthetők, mint a magasabb széntartalmú acélok.
Vastagabb fémek hegesztésekor a többrétegű hegesztést rövid időintervallumokkal alkalmazzák a következő rétegek között. Különböző vastagságú élek hegesztésekor hegesztőáram nagyobb vastagságú perem mentén van kiválasztva, és az ívzóna legnagyobb része felé irányul. A keményedés kiküszöbölése, a hegesztett fém és a hő által érintett terület keménységének növelése érdekében hegesztés után ajánlott a terméket 650 ... 680 ° C hőmérsékletre melegíteni, a fém vastagságától függően egy ideig ezen a hőmérsékleten tartani (25 mm-enként 1 óra), majd forró vízben lehűteni levegő.
Alacsony ötvözetű acélok hegesztése védőgáz 80 A / mm2-nél nagyobb áramsűrűséggel végezzük. Szén-dioxid hegesztést végeznek egyenáram fordított polaritás.
Az egyik progresszív módszer a szén-dioxidban történő hegesztés fluxusos huzal alkalmazásával.
A gázhegesztést a hegesztett élek jelentős felmelegedése, az ötvöző szennyeződések gyorsabb kiégése és a korrózióállóság csökkenése jellemzi. Ezért a hegesztett kötések minősége ebben az esetben alacsonyabb, mint más hegesztési típusoknál. Mikor gázhegesztés csak egy normál lángot használjon, amelynek fajlagos teljesítménye 100 ... 130 l / (h.mm) a megfelelő módszerrel, a bal módszerrel pedig 75 ... 100 l / (h.mm).
NAK NEK Kategória:
Különböző fémek hegesztése
Alacsony ötvözetű acélok hegesztése
Az ötvözött acélokat alacsony ötvözetű (ötvözetű elemek mennyisége kevesebb, mint 2,5%), közepesen ötvözött (2,5 és 10% közötti) és nagy ötvözetű (több mint 10%) részekre osztjuk. Az alacsony ötvözetű acélokat alacsony ötvözetű, alacsony szén-dioxid-tartalmú, alacsony ötvözetű hőálló és alacsony ötvözetű közepes szén-dioxidra osztják.
Az alacsony ötvözetű, alacsony szén-dioxid-tartalmú szerkezeti acélok széntartalma nem haladja meg a 0,22% -ot - Az ötvözéstől függően az acélokat mangánra (14G, 14G2), szilícium-mangánra (09G2S, 10G2S1, 14GS, 17GS stb.), Króm-szilícium-mangánra (14HGS) stb. ), mangán-nitrogén-vanádium (14G2AF, 18G2AF, 18G2AFps stb.), mangán-nióbium (10G2B), kromaszilícium-szilícium-dioxid-réz (YUHSND, 15HSND) stb.
Az alacsony ötvözetű, alacsony szén-dioxid-kibocsátású acélokat a közlekedéstechnikában, a hajóépítésben, a vízépítésben, a csőgyártásban stb. Az alacsony ötvözetű acélokat a GOST 19281-73 és 19282-73, valamint a speciális előírásoknak megfelelően szállítják.
Az alacsony ötvözetű hőálló acéloknak magas üzemi hőmérsékleten nagyobb szilárdsággal kell rendelkezniük.A hőálló acélokat legszélesebb körben a gőzerőművek gyártásában használják. A hőállóság növelése érdekében összetételükbe molibdént (M), volfrámot (B) és vanádiumot (F) visznek be, és a hőállóság biztosítása érdekében - krómot (X), amely sűrű védőfóliát képez a fém felületén.
Alacsony ötvözetű közepes széntartalmú (több mint 0,22% széntartalmú) szerkezeti acélokat használnak a gépgyártásban, általában hőkezelt állapotban. Az alacsony ötvözetű közepes széntartalmú acélok hegesztési technológiája hasonló a közepesen ötvözött acélok hegesztési technológiájához.
A hegesztés jellemzői \u003d ötvözött acélok. Az alacsony ötvözetű acélokat nehezebb hegeszteni, mint az alacsony széntartalmú szerkezeti acélokat. Az alacsony ötvözetű acélok érzékenyebbek a hegesztés közbeni hőhatásokra. Az alacsony ötvözetű acél minőségétől függően a hegesztés során keményedő szerkezetek vagy túlmelegedés alakulhat ki a hegesztett kötés hő által érintett zónájában.
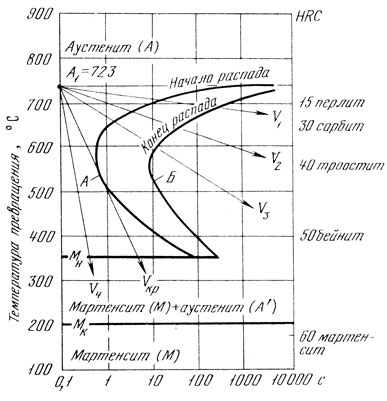
A hő által érintett fém szerkezete attól függ kémiai összetétel, a hűtési sebesség és a fém tartózkodásának időtartama a megfelelő hőmérsékleteken, amelyeken a mikrostruktúra és a szemcseméret megváltozik. Ha az ausztenitet hipereutektoid acélban hevítve nyerik (1. ábra), majd az acélt különböző sebességgel lehűtik, akkor az acél kritikus pontjai csökkennek.
Alacsony hűtési sebesség mellett gyöngyszerkezetet (ferrit és cementit mechanikus keveréke) kapunk. Nagy hűtési sebesség mellett az ausztenit viszonylag alacsony hőmérsékleten bomlik alkotó szerkezeteivé, és olyan szerkezetek keletkeznek - szorbit, troosztit, bainit, és nagyon nagy hűtési sebességgel - martenzit. A legtörékenyebb szerkezet a martenzites, ezért hűtés közben az alacsony ötvözetű acélok hegesztésekor nem szabad megengedni az ausztenit martenzitté történő átalakítását.
![]()
Ábra: 1. Az alacsony szén-dioxid-kibocsátású acél ausztenit izoterm (állandó hőmérsékleten) bomlásának diagramja: A - bomlás kezdete, B - bomlás vége, Ai - acél kritikus pontja, Mn és Mk - az ausztenit martenzitté alakulásának kezdete és vége; v2, v3 és vt - hűtési sebességek különböző struktúrák kialakulásával
Az acél, különösen nagy vastagságú, hegesztési sebessége hegesztés közben mindig jelentősen meghaladja a fém levegőben történő szokásos hűtési sebességét, amelynek eredményeként martenzit keletkezhet az ötvözött acélok hegesztése során.
A hegesztés során megkeményedő martenzit szerkezet kialakulásának megakadályozása érdekében olyan intézkedéseket kell hozni, amelyek lassítják a hő által érintett zóna lehűlését - a termék fűtését és a többrétegű hegesztést.
Bizonyos esetekben, a termékek működési körülményeitől függően, megengedett a túlmelegedés, vagyis az alacsony ötvözetű acélokból készült hegesztett kötések hő által érintett zónájának fémjében a szemcsék durvulása.
A kúszási ellenállás (a termék deformációja magas hőmérsékleten az idő múlásával) növelése érdekében a termékek magas működési hőmérsékletén a hegesztett kötésben durva szemcsés szerkezettel kell rendelkezni. De egy nagyon durva szemcsés fém csökkentett hajlékonysággal rendelkezik, ezért a szemcseméret egy bizonyos határig megengedett.
A termékek alacsony hőmérsékleten történő üzemeltetése esetén a kúszás kizárt, és finomszemcsés fémszerkezetre van szükség, amely fokozott szilárdságot és hajlékonyságot biztosít.
Az alacsony ötvözetű acélok hegesztésekor bevont elektródákat és egyéb hegesztőanyagokat úgy választanak meg, hogy a bennük lévő szén-, kén-, foszfor- és egyéb káros elemek tartalma alacsonyabb legyen az alacsony széntartalmú szerkezeti acélok hegesztéséhez használt anyagokhoz képest. Ez lehetővé teszi a hegesztett fém ellenállásának növelését a kristályosodási repedésekkel szemben, mivel az alacsony ötvözetű acélok nagyrészt hajlamosak kialakulásukra.
Alacsony ötvözetű acél hegesztési technológia. Az alacsony ötvözetű, alacsony szén-dioxid-kibocsátású 09G2, 09G2S, 10KHSND, 10G2S1 és 10G2B acélok nem keményednek meg hegesztés közben, és nem hajlamosak a túlmelegedésre. Ezen acélok hegesztését bármilyen termikus üzemmódban hajtják végre, hasonlóan az alacsony szén-dioxid-kibocsátású acél hegesztési módjához.
A kapcsolat erősségének biztosítása érdekében kézi hegesztés végezzen E50A típusú elektródákkal. A hő által érintett zóna keménysége és szilárdsága gyakorlatilag nem különbözik az nem nemesfémtől.
Flux maggal ellátott huzallal és árnyékolt gázzal történő hegesztéskor a hegesztőanyagokat úgy választják meg, hogy biztosítsák a hegesztési fém szilárdsági tulajdonságait az E50A típusú elektródák által elért szilárdsági szinten.
Alacsony ötvözetű, alacsony szén-dioxid-kibocsátású acélok 12GS, 14G, 14G2 14HGS, 15HSND, 15G2F, 15G2SF, 15G2AF hegesztés közben megkeményedő mikrostruktúrákat képezhetnek, a hegesztett fém és a hő által érintett zónák túlmelegedhetnek. Az edzhető szerkezetek száma hirtelen csökken, ha a hegesztést viszonylag nagy hőbevitel mellett hajtják végre, ami szükséges a hegesztett kötés hűtési sebességének csökkentéséhez. A fémek hűtési sebességének hegesztés közbeni csökkenése azonban a hegesztett fém és a hőhatású fém szemcséinek (túlmelegedés) megnövekedéséhez vezet ezen acélok megnövekedett széntartalma miatt. Ez különösen igaz a 15ХСНД, 14ХГС acélokra. A 15G2F, 15G2SF és 15G2AF acél kevésbé hajlamos a túlmelegedésre a hő által érintett zónában, mivel vanádiummal és nitrogénnel adalékolják őket. Ezért ezeknek az acéloknak a hegesztése a hőszabályok szűkebb határaira korlátozódik, mint az alacsony szén-dioxid-kibocsátású acél hegesztése.
A hegesztési módot úgy kell megválasztani, hogy ne legyen nagyszámú keményedő mikrostruktúra és a fém erősen túlmelegedjen. Ezután bármilyen vastagságú acélt hegeszthet korlátozások nélkül, legalább -10 ° C környezeti hőmérsékleten. Alacsonyabb hőmérsékleten előmelegítés szükséges 120-150 ° C-ra. -25 ° C alatti hőmérsékleten edzett acélból készült termékek hegesztése tilos. A nagy túlmelegedés elkerülése érdekében a 15KhSND és 14KhGS acélok hegesztését alacsonyabb hőteljesítmény mellett (alacsonyabb áramértékeken, kisebb átmérőjű elektródákkal) kell elvégezni, mint az alacsony széntartalmú acélok hegesztésében.
Az alapfém és a hegesztett kötés egyenletes szilárdságának biztosításához ezen acélok hegesztésekor E50A vagy E55 típusú elektródákat kell használni.
Az alacsony ötvözetű közepes széntartalmú 17GS, 18G2AF, 35HM és más acélok hegesztési technológiája hasonló a közepesen ötvözött acélok hegesztési technológiájához.
75. § Alacsony ötvözetű acélok hegesztése
Az ötvözött acélokat alacsony ötvözetű (ötvözetű elemek mennyisége kevesebb, mint 2,5%), közepesen ötvözött (2,5 és 10% közötti) és nagy ötvözetű (több mint 10%) részekre osztjuk. Az alacsony ötvözetű acélokat alacsony ötvözetű, alacsony széntartalmú, alacsony ötvözetű hőálló és alacsony ötvözetű, nem szén-dioxid közegekre osztják.
A gyengén ötvözött acélok egyes osztályainak mechanikai tulajdonságait és kémiai összetételét a táblázat tartalmazza. 33.
Az alacsony ötvözetű, alacsony széntartalmú szerkezeti acélok széntartalma nem haladja meg a 0,22% -ot. Az ötvözés függvényében az acélokat mangánra (14G, 14G2), szilícium-mangánra (09G2S, 10G2S1, 14GS, 17GS stb.), Króm-kovasav-marganára (14KhGS stb.), Mangán-nitrogén vanádiumra (14G2AF, 18G2) osztják fel. mangán-nióbium (10G2B), kromoszilícium-réz (10HSND, 15HSND) stb.
Az alacsony ötvözetű, alacsony szén-dioxid-kibocsátású acélokat a közlekedéstechnikában, a hajóépítésben, a vízépítésben, a csövek gyártásában stb. Használják.
Az alacsony ötvözetű hőálló acéloknak magas üzemi hőmérsékleten nagyobb szilárdsággal kell rendelkezniük. A legelterjedtebb hőálló acél a gőzerőművek gyártása. A hőállóság növelése érdekében összetételükbe molibdént (M), volfrámot (B) és vanádiumot (F) visznek be, a hőállóság biztosítása érdekében pedig krómot (X), amely sűrű védőfóliát képez a fém felületén.
Alacsony ötvözetű közepes széntartalmú (több mint 0,22% széntartalmú) szerkezeti acélokat használnak a gépgyártásban, általában hőkezelt állapotban. Az alacsony ötvözetű közepes széntartalmú acélok hegesztési technológiája hasonló a közepesen ötvözött acélok hegesztési technológiájához.
Az alacsony ötvözetű acélok hegesztésének jellemzői. Az alacsony ötvözetű acélokat nehezebb hegeszteni, mint az alacsony széntartalmú szerkezeti acélokat. Az alacsony ötvözetű acél érzékenyebb a hegesztés közbeni hőhatásokra. Az alacsony ötvözetű acél minőségétől függően a hegesztés során keményedő szerkezetek vagy túlmelegedés alakulhat ki a hegesztett kötés hő által érintett zónájában.
A hő által érintett fém szerkezete kémiai összetételétől, a hűtési sebességtől és a fém tartózkodásának időtartamától függ a megfelelő hőmérsékleteken, amelynél a mikrostruktúra és a szemcseméret megváltozik. Ha az ausztenitet hipoeutektoid acélban hevítik (100. ábra), majd az acélt különböző sebességgel hűtik, akkor az acél kritikus pontjai csökkennek.
Ábra: 100. Az alacsony szén-dioxid-kibocsátású acél ausztenit izoterm (állandó hőmérsékleten) bomlásának diagramja: A - a bomlás kezdete, B - a bomlás vége, A 1 - az acél kritikus pontja, M n és M k - az ausztenit martenzitté történő átalakulásának kezdete és vége; 1, 2, 3 és 4 - hűtési sebesség különböző struktúrák kialakulásával
Alacsony hűtési sebesség mellett gyöngyszerkezetet (ferrit és cementit mechanikus keveréke) kapunk. Nagy hűtési sebesség mellett az ausztenit viszonylag alacsony hőmérsékleten bomlik alkotó szerkezeteivé, és olyan szerkezetek keletkeznek - szorbit, troosztit, bainit, és nagyon nagy hűtési sebességgel - martenzit. A legtörékenyebb szerkezet a martenzites, ezért hűtés közben az alacsony ötvözetű acélok hegesztésekor nem szabad megengedni az ausztenit martenzitté történő átalakítását.
Az acél, különösen nagy vastagságú, hegesztési sebessége hegesztés közben mindig jelentősen meghaladja a fém levegőben történő szokásos hűtési sebességét, amelynek eredményeként martenzit keletkezhet az ötvözött acélok hegesztése során.
A keményedő martenzites szerkezet kialakulásának megakadályozása érdekében a hegesztés során olyan intézkedéseket kell hozni, amelyek lassítják a hő által érintett zóna lehűlését - a termék melegítését és a többrétegű hegesztést.
Bizonyos esetekben, a termékek működési körülményeitől függően, megengedett a túlmelegedés, vagyis az alacsony ötvözetű acélokból készült hegesztett kötések hő által érintett zónájának fémjében a szemcsék durvulása.
A termékek magas üzemi hőmérsékletén a kúszási ellenállás (a termék deformációja magas hőmérsékleten az idő múlásával) növelése érdekében a hegesztett kötésben durva szemcsés szerkezettel kell rendelkezni. De egy nagyon durva szemcsés fém csökkentett hajlékonysággal rendelkezik, ezért a szemcseméret egy bizonyos határig megengedett.
A termékek alacsony hőmérsékleten történő üzemeltetése esetén a kúszás kizárt, és finomszemcsés fémszerkezetre van szükség, amely fokozott szilárdságot és hajlékonyságot biztosít.
Az alacsony ötvözetű acélok hegesztésére bevont elektródákat és egyéb hegesztőanyagokat úgy választanak meg, hogy a bennük lévő szén-, kén-, foszfor- és egyéb káros elemek tartalma alacsonyabb legyen az alacsony szén-dioxid-tartalmú szerkezeti acélok hegesztéséhez használt anyagokhoz képest. Ez lehetővé teszi a hegesztett fém ellenállásának növelését a kristályosodási repedésekkel szemben, mivel az alacsony ötvözetű acélok nagyrészt hajlamosak kialakulásukra.
Alacsony ötvözetű acél hegesztési technológia. Az alacsony ötvözetű, alacsony szén-dioxid-kibocsátású 09G2, 09G2S, 10KHSND, 10G2S1 és 10G2B acélok nem edződnek hegesztés közben, és nem hajlamosak a túlmelegedésre. Ezen acélok hegesztését bármilyen termikus üzemmódban hajtják végre, hasonlóan az alacsony szén-dioxid-kibocsátású acél hegesztési módjához.
Az ízület szilárdságának biztosítása érdekében kézi hegesztést hajtanak végre E50A típusú elektródákkal. A hő által érintett zóna keménysége és szilárdsága gyakorlatilag nem különbözik az nem nemesfémtől.
Flux maggal ellátott huzallal és árnyékolt gázzal történő hegesztéskor a hegesztőanyagokat úgy választják meg, hogy biztosítsák a hegesztési fém szilárdsági tulajdonságait az E50A típusú elektródák által elért szilárdsági szinten.
Alacsony ötvözetű, alacsony szén-dioxid-kibocsátású acélok 12GS, 14G, 14G2, 14HGS, 15HSND, 15G2F, 15G2SF, 15G2AF hegesztés közben megkeményedő mikrostruktúrákat képezhetnek, a hegesztett fém és a hő által érintett zónák túlmelegedhetnek. Az edzhető szerkezetek száma hirtelen csökken, ha a hegesztést viszonylag nagy hőbevitellel hajtják végre, ami szükséges a hegesztett kötés hűtési sebességének csökkentéséhez. A fémek hűtési sebességének hegesztés közbeni csökkenése azonban a hegesztett fém és a hőhatású fém szemcséinek (túlmelegedés) megnövekedéséhez vezet ezen acélok megnövekedett széntartalma miatt. Ez különösen igaz a 15ХСНД, 14ХГС acélokra. A 15G2F, 15G2SF és 15G2AF acélok kevésbé hajlamosak a túlmelegedésre a hő által érintett zónában, mivel vanádiummal és nitrogénnel adalékolják őket. Ezért ezeknek az acéloknak a hegesztése a hőszabályok szűkebb határaira korlátozódik, mint az alacsony szén-dioxid-kibocsátású acél hegesztése.
A hegesztési módot úgy kell megválasztani, hogy ne legyen nagyszámú keményedő mikrostruktúra és a fém erősen túlmelegedjen. Ezután bármilyen vastagságú acélt hegeszthet korlátozások nélkül legalább - 10 ° C környezeti hőmérsékleten. Alacsonyabb hőmérsékleten előmelegítés szükséges 120 - 150 ° C-ig, - 25 ° C alatti hőmérsékleten edzett acélból készült termékek hegesztése tilos. A nagy túlmelegedés elkerülése érdekében a 15KhSND és 14KhGS acélok hegesztését csökkentett hőbevitel mellett (alacsonyabb áramértékeken, kisebb átmérőjű elektródákkal) kell elvégezni, összehasonlítva az alacsony szén-dioxid-kibocsátású acél hegesztésével.
Az alapfém és a hegesztett kötés egyenletes szilárdságának biztosításához ezen acélok hegesztésekor E50A vagy E55 típusú elektródákat kell használni.
Az alacsony ötvözetű közepes széntartalmú 17GS, 18G2AF, 35HM és más acélok hegesztési technológiája hasonló az ötvözetlen acélok hegesztőközegének technológiájához.




