Milyen elektródokat használnak az argon környezetben. A volfrámelektródák jelölése
A volfrámelektródok nem fogyasztható rudak az argon ívhegesztéshez. A felületek, a fémek plazmavágása és a permetezés bizonyos műveleteiben is használatosak.
1 A volfrámrudak osztályainak leírása a GOST 23949–80 szerint
A leírt hegesztési termékek volfrámból készülnek tiszta formában, valamint volfrám és különböző adalékanyagok, amelyek aktiválhatják a hegesztési folyamatot. A 23949. sz. Állami szabvány az argon ívhegesztéshez a következő volfrámelektródák márkáiról beszél:
- EVT-15;
- EVI (1, 2 és 3).
A tiszta volfrám tömegaránya ezekben az elektródokban 99,91 és 99,95% között van. Különböző szennyeződések (különösen a molibdén, a szilícium, a vas, az alumínium, a kalcium és a nikkel) nem lehet több, mint 0,05–0,11%. Az EVI-2 és EVI-3 kategóriákban legfeljebb 0,01% tantál jelenléte megengedett, az EVT-15-ben 1,5–2% torium-dioxid, az EVL-ben - 1,1–1,4% lantán-oxid. Az EVI besorolású termékekben 1,5–3,5% itrium-oxid is van.
A nagy (kb. 5800 fokos) volfrám forráspont és a megnövekedett (majdnem 3000 fokos) refraktivitás miatt minden típusú volfrámelektródák a hegesztés során nagyon alacsony áramlási sebességet mutatnak.
A varrás egy méterét száz gramm anyagból töltik. A cirkónium, a lantán, a cérium és a tórium hozzáadásával a volfrám rudak valóban egyedülálló működési paraméterek.

A felületükön lévő kész elektródák nem tartalmazhatnak szennyezést és zárványokat, oxidokat, delaminálást, kenőanyag-technológiai anyagokat, repedéseket és lyukakat. A hegesztési rudak elfogadásának folyamata során a felületet vizuálisan ellenőrzik. Bizonyos esetekben a mérőeszközök és speciális optikai eszközök használata megengedett.
2 A volfrámhegesztési rudak nemzetközi színjelzése
Egy adott márkájú volfrámelektróda megválasztása meglehetősen egyszerű, mindegyikük egy vagy más módon van feltüntetve. Így például a tiszta volfrámtermékek egyik végét zöld színnel jelöltük, és a nemzetközi gyakorlatban a "WP" betűvel jelöltük. A világszabványok szerint az ilyen elektródok 99,5% volfrámot tartalmaznak. A váltakozó áramú hegesztési műveletek során garantálják az elektromos ív tökéletes stabilitását.
A "zöld" rudak elsősorban alumínium, magnézium-alapú ötvözetek és tiszta magnézium hegesztésére szolgáló volfrámelektródák. A szakértők azt javasolják, hogy hegesztés közben hélium vagy argon atmoszférában használják a szinuszos váltakozó áramot. Az ilyen rudak sajátossága az, hogy a munka vége golyó formájában van. Ez az igény annak a ténynek köszönhető, hogy a termék hőterhelése korlátozott.
A szürke szín "WC-20". Az aktív ritkaföldfém cérium körülbelül két százaléka jelen van a készítményben. A megadott adalékanyag:
- növelje a hegesztés megengedett áramértékeit;
- megengedett ív gyújtás;
- a hegesztő rúd jobb (és nagyon jelentős) kibocsátásai.
A „szürke” elektródokat egy professzionális környezetben a legváltozatosabbnak tekintjük. Lehetővé teszik a ma már ismert fémötvözetek és acélfajták szerkezetének összekapcsolását, továbbá közvetlen és váltakozó áramú közvetlen polaritással. Ne feledje, hogy a cérium nem radioaktív elem. Ráadásul a ritkaföldfémek közönséges fémei közé tartozik.
Egy fontos pont - a "WC-20" még minimális áramértékeken is kiváló stabilitást biztosít hegesztési ív. Ezért ajánlott a vékony acéllemezek, csővezetékek hegesztéséhez különböző célokra, valamint bármilyen átmérőjű csőtermék. De jobb, ha a "WC-20" -nál dolgozva nem választja ki a nagy áramlási sebességet, mivel a rúd forró végén magas cérium-oxid-tartalom képződhet.
Alacsony ötvözetű és rézből és titánból készült termékek, amelyeket rendszerint "vörös" rudak segítségével egy egyenáramra hegesztenek (jelölés - "WT-20"). Ezeket az elektródokat tórium-dioxiddal (legfeljebb két százalék) adják hozzá, és a leggyakrabban használják.

Érdemes megjegyezni, hogy a tórium radioaktív fém. Ha a "WT-20" elektródákat nem használják szisztematikusan, és az elvégzett munka mennyisége elhanyagolható, nincsenek veszélyek a hegesztő egészségére.Folyamatos használatuk esetén nagyon fontos, hogy gondoskodjunk a hegesztési zóna hatékony szellőzéséről, és biztosítsuk a hegesztő számára védő lőszerrel (speciális maszk, szemüveg, stb.).
Rúd, piros jelzéssel, magas áron hegesztőáram gyakorlatilag nem változtatja meg konfigurációjukat. A hegesztést végző szakember előtt elhelyezett feladat függvényében módosíthatja a "WT-20" élezési szöget. Általánosságban elmondható, hogy a "vörös" elektróda megválasztása teljesen indokolt, ha hegesztési műveletet végzünk állandó árammal. Ilyen esetekben ez többször hatékonyabb, mint a tiszta volfrám rúdja.
A magnézium- és alumíniumrészek váltakozó áramú hegesztésekor általában "fehér" "WZ-8" elektródokat használnak, cirkónium-oxiddal nem több, mint 0,8%. Az ilyen rudaknak egyedülálló ívük van stabilitásukban, és nem feltétlenül szennyezik a hegesztési medencét. Működési végük gömb alakú. A "WZ-8" megengedett áramterhelése valamivel nagyobb, mint a tórium, lantán és cérium hegesztési termékeknél.

Nagyon felelős titánmodellek, rézötvözeteka korróziógátló és az alacsony szén-dioxid-tartalmú ötvözeteket leggyakrabban „WY-20” rudakkal hegesztik, amelyek sötétkékkel vannak jelölve, és az adalékanyagként itrium-dioxidot tartalmaznak (körülbelül két százalék). Ezeket az elektródokat a katódfolt magas stabilitása jellemzi, aminek következtében az ív stabilan változik a hegesztőáram nagyon különböző értékei között. A mai napig a "WY-20" a nem fogyasztható típusú elektródok legellenállóbb terméke.
A "WL-20" és "WL-15" hegesztőpálcák is vannak. Az elsőekben lantán-oxidot kb. Két százalékban (kék színnel jelölve), a másodikban a megjelölt oxidot legfeljebb másfél százaléka tartalmazza, és arany színűek. Lantánelektródoknak hívják őket.
Ezek a termékek alacsony szennyeződést biztosítanak. hegesztett kötés és tartósnak tartják. A volfrámelektródák lantán-oxiddal történő kezdeti élezése hosszú ideig fennmarad, ezért a "WL" -et gyakran használják a "rozsdamentes acél" és a hagyományos acélok közvetlen áram polaritású hegesztéséhez.

A lantánrudaknak nagy a hordozó képessége (ez majdnem kétszer akkora, mint a tiszta volfrámból készült szabványos termék potenciálja), egy kis hajlamos az égéshez és az egyszerű ív gyújtáshoz. Ezen túlmenően a "WL-20" és a "WL-15" garantálja a hegesztő rúd működési végének minimális kopását.
Mint látható, sokféle elektróda készül a volfrámból és speciális adalékanyagokból. Ez azt jelenti, hogy a felhasználó kompetens választás lehet a rúdról, amely ideális a különböző minőségű és acél típusú alkatrészek és szerkezetek összekapcsolására.
3 A volfrámrudak élezése
A cikkben leírt hegesztési termékek feldolgozásához általában egy speciális, volfrámelektródákhoz való élezőgépet használnak. Egy ilyen eszköz finomszemcsés finomszemcsés lemezekkel rendelkezik. A gabonának szükségszerűen kicsi méretűnek kell lennie, mivel egyébként a rúd végén, amikor élesedik, barázdák és kis sorok keletkeznek. A lemez szennyeződésének elkerülése érdekében tilos a gépet más anyagok feldolgozására használni.
A volfrámelektródák élezőgépét szükség szerint használják. Az élezés szöge és a hegesztőpálca eltömődésének mérete rendkívül fontos a normál használat szempontjából, mivel közvetlenül befolyásolják az elektromos ív behatolási potenciálját. A tompítás értékének csökkenésével megfigyelhető a behatolás mélységének növekedése, valamint az áramsűrűség, az ívnyomás és a hőáram koncentrációjának növekedése.
A geometriai paraméterek és az ívoszlop alakja akkor változik, ha egy vagy másik szöget választ. Az elektromos ív pólusát kúpos alakzat jellemzi 15-75 fokos szögben. Azokban az esetekben, amikor az élezést nagy szögben hajtják végre, a pólus alakja hengeresre módosul. Az AC élesítés használata leggyakrabban lekerekített véggel történik. azokban az esetekben, amikor az eljárást állandó árammal hajtják végre.

Az élezés hossza általában a hegesztési rúd 0,5–2 szakasza, jelentősen befolyásolja a varrás szélességét és mélységét. Az élezés hosszának növekedésével megfigyelhető az olvadt rész szélességének csökkenése. Ha kis hosszúságot választunk, a behatolás mélysége jelentősen csökken. Ezeket a funkciókat mindig emlékeztetni kell, amikor egy volfrámelektróda élezőgépet használ.
Azt is szeretném hozzátenni, hogy az elektromos ív stabil égése a volfrámrudak élezése után az alábbiaktól függ:
- az elektróda csúcsán eltömődik;
- karcolások, amelyek a terméken élesítés közben jelennek meg.
Az eldobás mennyiségét úgy választjuk meg, hogy az megfeleljen a hegesztőpálca aktuális indexének és keresztmetszetének. És a kockázatok, amelyek mérete minimális, a termék tengelye mentén helyezkednek el. Élezés után ajánlott a rúd polírozása.

- "G-Tech" egy neves gyártótól ESAB: különböző modellek, gyémánt tárcsákkal és porgyűjtő rendszerrel, automata üzemmódban, valamint tágas visszaváltható tartályok. Hozzátesszük, hogy a "G-Tech" készülékek nem igényelnek külön kipufogórendszert;
- "ESG Plus" a cégtől Orbitalum: hat népszerű szakasz elektródáinak feldolgozása, négy különböző szög teljesítése és a hegesztőpálcák csúcsa felé fordulva;
- "EWM TGM 40230": kompakt, kompakt, 0 és 90 fok közötti élesítési minőséget biztosít.
A TIG argon ívhegesztéshez volfrámelektródákat használnak. Ezek az elektródok tűzállóak: olvadáspontjuk magasabb, mint a hegesztési események. Fontos, hogy a fogyasztás sokkal kisebb legyen: csak néhány tíz milligramm elektródot fogyasztanak a kész varrás méterenként.
A volfrám elektróda egy volfrám rúd. Néhány modell a ritka fémek adalékanyagait a kompozícióban ligálták, ami lehetővé teszi az élettartam jelentős meghosszabbítását.
A volfrámelektródák jelölése az összetételükben szereplő adalékanyagok típusának megfelelően történik:
- WL15. Az ilyen elektródok komponense a lantán-oxid. Az elektródok aranyfelülettel rendelkeznek. Azonnali ívhajtást biztosítanak (kezdeti és ismételt), erősen ellenállnak az égésnek és biztosítják a stabil égést. Lehetőség van bármilyen típusú fémek közvetlen és váltakozó áramú hegesztésére.
- WY20. TIG hegesztett elemek magas olvadási ellenállással és sötétkék színnel. A legfontosabb vegyületek előállítására rozsdamentes acél, szén és alacsony ötvözetű anyagok, valamint réz és titán használata esetén. A hegesztés állandó hegesztési árammal történik.
- WC20. Elektródák a cérium-oxid jelenlétében a készítményben. Nagyobb kibocsátás. Gyors ívhajtást biztosít és megvédi a megengedett hegesztési áram meghaladását. Szürke festett. Minden típusú acélhoz használható, váltakozó és egyenáramú hegesztéshez.
- WZ8. Ezen elektródok összetétele cirkónium-oxid. A cirkónium hozzájárul az égés stabilitásához és a folyó munka jelentős növekedéséhez. Az elektróda felülete fehér. Vigye fel a WZ8-at az alumínium és magnézium hegesztésére. A munkát váltakozó árammal végzik, a folyamat során kizárták a nem kívánt részecskéket a hegesztési medencében.
- WT20. Elektródák a tórium-oxid jelenlétében a készítményben. A torium jelentősen javítja a teljesítményt és meghosszabbítja az életet. Az elektródákat pirosra festik. Segítségével nagy vastagságú hegesztési termékeket kaphat rézből, titánból, rozsdamentesből, szénből és szénhidrogénből alacsony ötvözött acél. Az egyenáramú munka során alkalmazzák.
- WL20. A kompozíció lantán-oxidja hozzájárul az ív gyors gyulladásához, csökkenti az égés valószínűségét, növeli az égés stabilitását. Az elektróda színe kék. Univerzálisak, és közvetlen és váltakozó áramokon is működhetnek. Szinte mindenféle ötvözetekkel és acélokkal dolgoznak.
- WP. A volfrám jelenlétében különbözik összetételében. Az elektróda felülete zöld színű. Biztosítsa a hegesztési ív nagyobb stabilitását. Ezek az elektródák hegesztett magnézium és alumínium. A munka teljesítményét váltakozó árammal végezzük.
A volfrámelektródák kiválasztásának folyamatában figyeljen a következő kulcsfontosságú paraméterekre:
- Csomagolás. Az elektródákat műanyag vagy műanyag dobozokban szállítjuk, vagy dobozokban. Egy készletben általában 10 darab. Ez az összeg általában elég sok hegesztési feladathoz.
- Méretét. Általában az elektródák hossza 175 mm. Az elektródok csak az átmérőben különböznek, ami a munkadarab vastagsága és az adott munkákhoz engedélyezett áram erőssége alapján kerül kiválasztásra. A különböző elektródok átmérője 2-4 mm lehet. A költség a rúd vastagságától függően változhat.
Vásároljon volfrámelektródákat Moszkvában megfizethető áron, amit a "Vistek" online áruházban vásárolhat. Kiváló minőségű volfrámhegesztő elektródák széles választékát kínáljuk ügyfeleinknek a legjobb áron. Önnek csak meg kell határoznia a tervezett munka céljait és jellemzőit. Képzett tanácsadóink segítenek a helyes választásban és a megrendelésben.
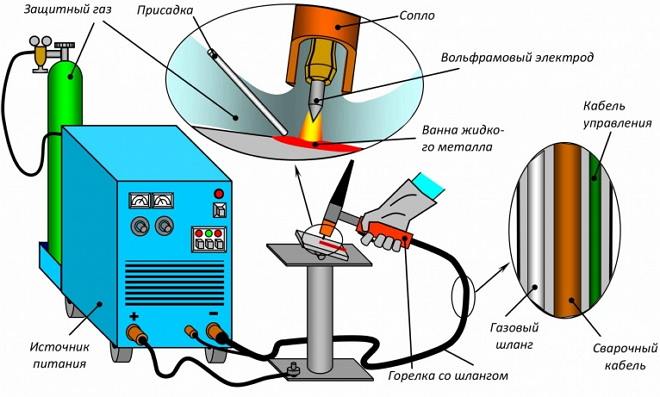
A volfrámelektród védőgázok (hélium, argon) környezetében talált alkalmazást. Kevésbé használt, amikor plazmavágás és felszínre.
Az argon ívhegesztéshez használt volfrámelektródák nagyfokú refraktívak (3000 fok). Por-préseléssel készül. A volfrámon (forráspont 5800 fok) a készítményben, a termék márkájától függően, vannak oxidok:
- cérium;
- tórium;
- ittrium;
- lantán;
- cirkónium.
A hegesztők kényelme érdekében a nem fogyó elektródák színkóddal vannak ellátva.
1) WP (zöld csúcs) - 99,5% volfrám-tartalom magnézium (ötvözetek), alumínium hegesztéséhez. A nagy volfrámtartalom növeli a váltakozó áram ívének stabilitását héliumban és argonban. Az elektróda munkaterülete növekedési labda formájában van kialakítva.
2) WT-20 (piros kód) - hozzáadott torium-dioxid (2%).

DC csatlakozás: réz, titán és rozsdamentes, alacsony ötvözetű, szénacél. A márka igény van, de a tórium radioaktív anyag, a toroid elektródák csiszolásakor a por káros az emberi egészségre. A hegesztő munkaterülete jó szellőzést igényel. A WT-20 megtartja az elektróda alakját bármilyen áramszilárdságban, és az élezési szöget a hegesztési igényeknek megfelelően módosítják.
3) WС-20 (szürke csúcs) - cérium-dioxid (2%).

A márkát acélok és ötvözetek hegesztésére használják közvetlen és váltakozó áramban. A cérium-dezoxid (nem radioaktív elem) javítja az ív kezdetét és növeli az aktuális toleranciát. A WC-20 vékony lemez acél, csővezetékek és orbitális csövek hegesztésére szolgál. A cériumtermékek hiánya az oxid koncentrációjában az elektróda munkaterületén.
4) WY-20 (sötétkék csúcs) itrium-dioxid hozzáadásával (2%).

Egyenáramú réz, titán (ötvözetek) és acél - rozsdamentes, szén, alacsony ötvözetű. A hozzáadott adalékanyag javítja az ív stabilitását minden aktuális üzemmódban.
5) WZ-8 (fehér jelölés) - cirkónium-oxid (0,8%).

Alumínium, magnézium és ötvözetek váltakozó áramának hegesztéséhez. A cirkóniummal ellátott elektródák gömb formájában való munkaterülete meghaladja az egyéb termékek aktuális terhelését.
6) Volframelektródok argon ívhegesztéshez lantán-oxid zárványokkal:
WL-15 (aranyszínű), 1,5% lantán-oxid;
WL-20 (kód kék), 2% lantán;
WR-2 (türkiz hegy) - lantán-oxid (1,4%).

A lantán-oxiddal rendelkező termékek könnyen elindíthatók és stabil ívek, a fémégés minimális, csökkentett kopása az elektróda munkaterületének. Mindenféle acél és ötvözethez használható.
Az elektródák méretei és árai:
- hossza - 175 mm;
- átmérője 1-5 mm.
A legnépszerűbb átmérők 1,6-2,5 mm.
A volfrám termékek ára az elektród gyártójától, márkájától és átmérőjétől függ.
A költsége WL-15 Kínából (1,0 mm, univerzális) - 40 rubel. A német TBi D termék (3,0 mm, rozsdamentes acél piros) 340 rubelt fog fizetni. A kínai WT-20-hoz (5,0 mm, piros rozsdamentes acélhoz) 900 rubelt kell fizetnie.
Hogyan lehet élesíteni a volfrám termékeket
Az elektródák használata előtt argon hegesztés élezett. Az élesítés helyes hosszának elérése érdekében az argon szakemberek egy egyszerű képletet javasolnak: az elektród átmérőjét meg kell szorozni 2,5-gyel.
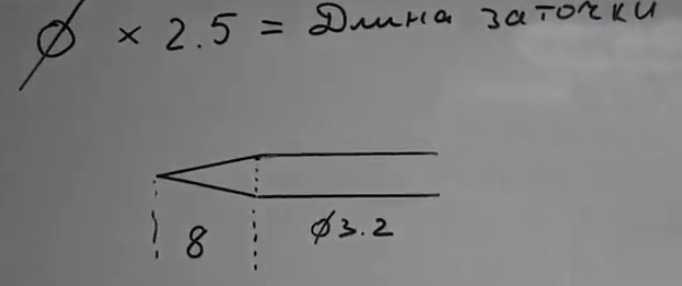
Például a 3,2 mm átmérő 2,5-szeresére szorul, és 8 mm-es élezési hosszúságot kapunk (a fenti képen).
Váltakozó áram esetén a volfrámtermék golyóját a CAM képezi. Különösen tompa elektróda, ami félgömböt képez - nem szükséges.
Az elektróda egy ceruzával van őrölve. Ha élesedik, a csiszolóeszközök kockázata megakadályozza a stabil ív kialakulását.
A csiszolópapírt vagy darálót élesítheti, a terméket a kezében forgathatja. Az egyenletes élezéshez rögzítheti a rudat a csavarhúzó patronban vagy elektromos fúrógépben, egy kis forgási sebességet állítva.
Biztonsági okokból viseljen maszkot, hogy megvédje a légzőszerveket a portól.
Élesítés folyamat automatizálás
Speciális gépek az argonhegesztéshez szükséges volfrámelektródák élesítéséhez. A csomagban található - egy ütésálló bőrönd a készülék tárolására, egy elektromos gép, az elektróda tartóba való rögzítésére szolgáló eszköz.
Az írógép-eszköz a következőket tartalmazza:
- egyoldalas csiszoló gyémánt lemez;
- a fordulatszámok beállítása;
- finom volfrámpor szűrője;
- Élezési szög beállítása 15 és 180 fok között.
Azok, akik otthoni igényekhez szeretnék vásárolni ezt a készüléket.
Ui A gyakorlat során előnyben részesítjük a leggyakrabban használt kedvenc elektróda jeleket.
Mint bármely szakember számára jól ismert, az argonban végzett hegesztéshez nemfogyaszthatónak minősített volfrámelektródákat használnak. Különböző típusokat különböztetnek meg, ezek mindegyikét a gyártási folyamat során ezekre a termékekre alkalmazott jelölés határozza meg.
A volfrámelektródák jellemzőinek megértése
A volfrámelektródok olyan tűzálló rudak, amelyek az elektromos íveket képezik, amelyek szükségesek ahhoz, hogy a hegesztési folyamat során a csatlakozandó részek és a töltőanyag szélei megolvadjanak. Az ilyen elektródokat elsősorban az argon védőkörnyezetében történő hegesztésre használják. Segítségükkel különböző szerkezetek, beleértve a cső alakú, hegesztését végezzük. Erre a célra a volfrámot nem véletlenszerűen választották, mert ő az, aki a legjobban tűzálló fém a természetben.
A volfrám rúdjaira a gyártási folyamat során alkalmazott jelölési követelményeket a nemzetközi szabványok határozzák meg, amelyek lehetővé teszik, hogy ezeket a termékeket egy bizonyos típusra, a világ bármely országában osztályozzák. E követelményeknek megfelelően az elektróda jelölése nemcsak annak típusát, hanem vegyi összetételét is tükrözi.
A volfrámelektródák meghatározhatók a megjelölésben szereplő első „W” betűvel (volfrám). A legtöbb rúd összetételében kis mennyiségű ötvöző adalékanyag van. Ez utóbbi javul műszaki jellemzők a termékek élettartamát. A volfrámelektródában található ötvözőelem típusánál a második betű a címkén szerepel.
A volfrám rudak kijelölésekor a következő betűk találhatók, amelyek bizonyos ötvöző adalékokat jeleznek.
C (cérium-oxid)Az ötvözet-adalékot tartalmazó volfrámelektródok univerzális termékek, amelyeket bármilyen típusú áramú hegesztéshez használnak, stabil ívégetést tartanak még kis értékeknél is.
A cérium-oxidot tartalmazó volfrám elektródjait a váltakozó áramú hegesztéshez használják. Alkalmazásukkor nagyon óvatosnak kell lennie, hogy a hegesztési medence ne legyen kitéve még minimális szennyeződésnek. Az ilyen rudak segítségével létrehozott ív stabilitás és nagy teljesítmény jellemzi. Más típusú termékekhez képest a cirkónium-oxiddal rendelkező volfrámelektródák képesek ellenállni a jelentős áramterhelésnek.
L (lantán-oxid)Az ilyen ötvözet-adalékanyagot tartalmazó termékek a hegesztési ív könnyű gyújtását és nagy stabilitását, valamint a gyors újragyújtást biztosítják. Ilyen rudak használata esetén a csatlakoztatott alkatrészek égési kockázata csökken, az üzemi áram jelentősen megnő. Ezek az elektródok tartósak, kevésbé szennyezik a hegesztési medencét a tiszta volfrám termékekhez képest.
Tungium-elektródok, amelyek összetételében tórium-oxidot tartalmaznak, nagyon népszerűek, mert sok előnyük van. Az ilyen termékeket leggyakrabban egyenáramból készült rozsdamentes acélból készült rudak összekötésére használják. E volfrámelektródáknak ugyanakkor számos hátránya van. Hegesztéshez zárt szobák és amikor élezésre van szükség munkahely kipufogó szellőzés, mivel a tórium egy radioaktív fém, füst és por, amely negatív hatással lehet az emberi egészségre. Ezen túlmenően, ha ilyen elektródákkal hegesztik a váltakozó áramot, az ív ugrálhat a kiálló felületeken, ami a kialakított kötés minőségének romlásához vezet.
Y (ittrium)Az ilyen típusú termékek az összes volfrámelektróda közül a legstabilabbak, ezért különösen fontos szerkezetek hegesztésére használják. A hegesztést azok használatával egyenárammal végezzük.
P (tiszta volfrám)Ez a levél, amely a jelölésben van, azt jelzi, hogy a termék volfrámból 99,5% -kal készült. A volfrámelektródák, amelyek összetételükben nem tartalmaznak ötvöző adalékanyagokat, váltakozó árammal végzett hegesztés közben ívstabilitást biztosítanak. Az ilyen rudakat alumínium részekre használják.
Ahhoz, hogy egy szakértő teljesebb információt kapjon a volfrámelektródákról, a jelölésekben digitális jelek is szerepelnek.
A betűk utáni első számjegyek jelzik a takarmány adalékanyagának pontos százalékát. Tehát a 20. ábra azt jelenti, hogy az elektród anyag 2,0% megfelelő adalékot tartalmaz, a szám 15 - 1,5% stb. A sávjelzés második számjegye, amely elválasztva az elsőtől egy kötőjel, a termék hosszát milliméterben kifejezve jelzi.
A leggyakoribb hossza 175 mm, de az 50, 75 és 150 mm-es elektródák is előállíthatók. A különböző geometriai paraméterekkel rendelkező részek különböző keresztmetszetű volfrámelektródákkal készülnek, amelyek értéke 1 lehet; 1,6; 2; 2.4; 3; 3,2; 4; 4,8; 5,6; 6,4 mm.
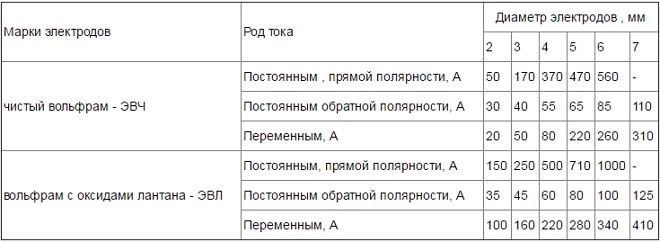
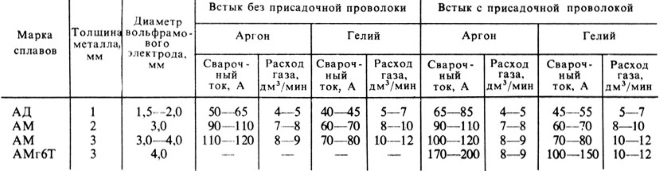
Táblázat egy volfrámelektród átmérőjének kiválasztásához argon hegesztéséhez, figyelembe véve az áram erősségét és típusát
Például tegyük le a WL 10-75 elektróda jelölését. A volfrámon kívül 1,0% lantán-oxidot is tartalmaz. Ennek a terméknek a hossza megnevezése szerint 175 mm.
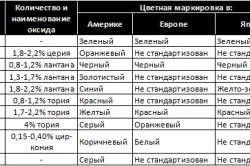
Annak érdekében, hogy egy pillantásra meg lehessen állapítani, hogy milyen típusú volfrámelektróda van, és mit lehet használni, a különböző márkák termékeinek végei különböző színekkel vannak festve. Az ilyen címkék az alábbi színek egyikén alkalmazhatók:
- zöld - tiszta volfrám termékek, WP betűkkel;
- szürke - WC 20 elektróda, amelyek 2% cérium-oxidot tartalmaznak;
- arany - WL 15 termékek, összetételük 1,5% lantán-oxiddal kiegészítve;
- fekete - WL 10 rúd, amelyhez 1% lantán-oxidot adtunk;
- kék - WL 20, ilyen elektródákban 2% lantán-oxid van;
- fehér - WZ 8 elektródák, amelyek összetétele 0,8% cirkónium-oxiddal van gazdagítva;
- sárga - WT 10 elektródok, amelyek 1% torium-oxidot tartalmaznak;
- piros - WT 20 rudak, amelyek 2% torium-oxidot tartalmaznak;
- lila - WT 30 elektródok, amelyek 3% torium-oxidot tartalmaznak;
- narancs - WT 40 termék, beleértve a 4% torium-oxidot;
- sötétkék - WY 20 volfrámelektródák, amelyek 2% itriumot tartalmaznak.

A különböző márkájú volfrámelektródák felhasználási területei
Az egyes típusokhoz tartozó volfrámelektródák megkülönböztető tulajdonságokkal rendelkeznek, amelyek meghatározzák alkalmazási területüket.
WP - zöld csúcsA tiszta volfrámból (WP) készült elektródokat főként váltakozó áramú hegesztésre használják, amelyet argonban végeznek. Segítségével alumíniumból, alumínium bronzból (réz-alumínium ötvözet), magnéziumból, nikkelből és ötvözeteikből készülnek.
Az ilyen típusú elektródok jellemzői:
- rossz ív gyújtás;
- rövid élettartam;
- gyenge tűrés a jelentős áramterheléshez;
Rézhegesztési módok volfrám elektróda (a réz vízhűtéses bélés vagy fluxuspárna csuklós csatlakozásaihoz)
WC 20 - szürke hegyA WC-20 elektródákat is használják, de segítségükkel nagy ötvözetű alkatrészek, köztük rozsdamentes acélok, nagy ötvözetű fémek (molibdén, tantál stb.), Réz, nikkel, titán és ötvözeteik ízületei kaphatók. Az ilyen rudak egyenáramú hegesztése egyenes polaritású.
Felsoroljuk az ilyen típusú volfrámelektródák jellemzőit:
- kielégítő ív gyújtás;
- hosszú élettartam;
- emberi egészségre.
A WZ 8 elektródákat (fehér) a váltakozó áram argonban történő hegesztésére használják. Ezekkel az alumíniumból, réz-alumíniumból készült ötvözetekből (alumínium bronz), magnéziumból, nikkelből és ezek fémek ötvözeteiből argon ívhegesztést végeznek.
A márka volfrámtermékeinek jellemzői a következők:
- a hegesztőív kielégítő gyújtása;
- jó áramterhelési tűrés;
- emberi egészségre.
A WT 20 jelzéssel ellátott termékek egyenáramú ívhegesztéshez használatosak (közvetlen polaritást használnak). Az ilyen termékek óvatosan ötvözött acélokból, magas olvadáspontú fémekből, rézből, nikkelből, titánból és ötvözeteikből állnak.
Az ilyen típusú volfrámelektródák jellemzői:
- a hegesztési ív jó gyújtása;
- kellően hosszú élettartam;
- jó tolerancia a jelentős áramterhelésre;
- veszélyt jelenthet az emberi egészségre.
A wolframelektródák csoportja, amelyben tórium van jelen, a WT 30 és a WT 40 márkák termékeit is tartalmazza, mivel az elektródok összetételében jelen lévő radioaktív elem jelentős tartalma miatt nem ajánlott használni, a belőlük keletkező gőzök károsítják a környezetet és az emberi egészséget.
A volfrámelektród kiválasztásának kritériumai
A volfrámrudak kiválasztásakor a következő paraméterekre kell összpontosítani:
- az ötvöző adalékanyagok típusa, kémiai összetétele és jelenléte;
- átmérője, amely befolyásolja az öntvény vastagságát hegesztési varrás;
- a csúcs geometriája, amely meghatározza a hegesztési folyamat számos jellemzőjét;
- élesítési minőség.
Természetesen egy bizonyos márka elektródájának megválasztását jelentősen befolyásolja a csatlakoztatandó alkatrészek jellemzői: méretek, az anyag összetétele, stb. A volfrámrudak kiválasztásakor hivatkozhat a referencia táblázatokra vagy a saját tapasztalatára.

Élesítés jellemzői és módszerei
A volfrámelektródák élezése fontos paraméter, amelyre különös figyelmet kell fordítani. A nem fogyasztható elektróda élesítésének alakja függ fontos paraméterek, mint a hegesztési ív nyomása és az energia elosztása, amelyet az összekapcsolt részletek fémébe továbbít. Ezért az összekötő fém behatolási zónájának mérete és ennek megfelelően a hegesztés mélysége és szélessége attól függ, hogy az elektróda hogyan élesedik.
Az elektróda működési végének élezésének formáját nemcsak a csatlakoztatandó alkatrészek paramétereitől függően választjuk, hanem azt is, hogy milyen típusú elektródot használnak a hegesztéshez.
Tehát a WP, WL 10, WL 20 és WL 15 márkájú termékei esetében a munkapont gömb alakú élezését használjuk, mivel a hőterhelés nem olyan jelentős. A WT 20 elektródák végén pedig a WP, WL 10 és mások márkájú termékeivel ellentétben csak enyhe duzzadást okoznak. A hegesztéshez használt áram típusa befolyásolja az élezés alakját. A referencia irodalomban megismerhetjük a volfrámelektródák élezésének pontos paramétereit és ajánlásait.

Hegesztéshez különböző minőségű elektródokat lehet használni. Minden attól függ, hogy mi hegesztőgép Ez egy elektródát igényel. Népszerű nem fogyasztható volfrámelektródák, kiváló minőségűek. A választás során figyelembe kell venni, hogy a volfrámelektródák milyen típusú jelölését alkalmazza a gyártó.
A volfrámelektródák kiválasztása során figyelembe kell venni: az elektród típusát, átmérőjét, az elektróda csúcsának geometriáját és az élezés és a keménység minőségét.
Az alkalmazott elektródák jellemzői
A volfrámból származó elektródok argonnal való hegesztéshez alkalmazhatók a környezetben inert gáz. Ezek felhasználhatók professzionális hegesztők, és a kezdők. Ezek az elektródák biztonságosak, a legmagasabb minőségűek.
A nemzetközi szabványok szerint minden volfrámalapú elektróda speciálisan fel van tüntetve a típus és összetétel jelzésére. A lista első betűje „W”, azaz volfrám. A második az oxid elemre vonatkozik, amelyet adalékanyagként használnak. Az ötvöző oxidok közül az alábbiakat használjuk:
- cérium-oxid, amelyet "C" betű jelez;
- cirkónium-oxid, amelyet a címkén a "Z" betű jelez;
- lantán-oxid - az "L" betű;
- tórium-oxid - "T";
- tiszta volfrámot, amely nem tartalmaz ötvöző adalékanyagot, a "P" betűvel jelöltük.
A második betű után a doping során hozzáadott anyag százalékos arányát jelzi. A 20-as szám azt mutatja, hogy a készítmény 2% -ot tartalmaz az adalékanyagból. A kötőjel a második szám - ez a hosszúság milliméterben kifejezve. A leggyakoribb hossza 175 mm, de 50, 75 és 150 mm is van. A volfrámelektródák átmérője 1, 1,6, 2, 2,4, 3, 3,2, 4, 4,8, 5,6, 6,4 mm lehet.
A jelölés az összes szükséges információt tartalmazza a felhasználó számára. Például van egy jelölés WL 15-175. Ez azt jelenti, hogy egy lantánból származó, 1,5% -os tartalmú elektród, amelynek hossza 175 mm. Az alfanumerikus megjelölés messze van mindentől, figyelni kell a jelölés színére. Ma a színes jelöléssel ellátott hegesztési anyagokat gyártják:
- tiszta volfrám - WP zöld;
- a kompozícióban cérium-oxid van 2% - szürke WC 20;
- lantán-oxid van jelen 1,5% - WL 15 arany színben;
- lantán-oxid van jelen 2% - WL 20 kék;
- 0,8% cirkónium-oxid - WL 8 fehér;
- a tórium-oxid 1% sárga sárga WL-ben van jelen;
- a tórium-oxid 2% -ban van jelen - a WL 20 piros;
- tórium-oxid van jelen 3% - WL 30 lila;
- tórium-oxid van jelen 4% - narancssárga színű WL 40.
![]()
A WT30, 40 jelzésű elektróda használata nem ajánlott, mivel a torium elem radioaktív, magas tartalma veszélyes lehet.
Jellemzők:
A WP zöld jelölés váltakozó áramú argon ívhegesztéshez van tervezve. Ilyen fémek alkalmazása alumínium és magnézium, nikkel előállítására lehetséges.
Jellemzők:
- gyújtás alacsony;
- az élettartam nem túl hosszú;
- kiváló biztonsággal rendelkezik.
A szürke jelöléssel ellátott Wc-20-at egyenáramú hegesztéshez használják fémek, például réz, molibdén, rozsdamentes acél, titán stb.
A jellemzők a következők:
- a gyújtás jónak tekinthető;
- az élettartam hosszú;
- biztonságuk kiváló.
A WL közvetlen vagy váltakozó áramú hegesztésre alkalmas, közvetlen polaritással. Alkalmas kis vastagságú, nagy ötvözetű acélhoz.
Jellemzők:
- a gyúlékonyság kielégítő;
- hosszú élettartam;
- a biztonság nagyszerű.
Vannak más típusok is, de az anyagokat gondosan kell kiválasztani, mivel a munka minősége és biztonsága attól függ.
Hogyan válasszunk egy volfrámelektródát?
![]()
A WP volfrámelektródákat az íves stabilitású alumíniumötvözetek váltakozó áramú (AC) hegesztésére használják.
A hegesztési folyamat során, amelyet inert gáz környezetben végeznek, volfrámelektródákat használnak. Ez biztosítja a legmagasabb minőségű munkát, a varrás tiszta és tartós. A volfrámon alapuló nem olvadó, hőálló termék kiválasztásakor figyelemmel kell lenni az alábbi kritériumokra:
- volfrámelektróda típusa, összetétele, ötvöző adalékanyagok jelenléte, paraméterek;
- az átmérő, amely lehetővé teszi a munkamenet vastagságának beállítását;
- élesítési minőség, anyagsűrűség;
- a hegy tipikus geometriája.
Vásárláskor a gyártó által az anyagokra helyezett címkére támaszkodhat.
Adatokat tartalmaz arról, hogy milyen adalékanyagokat tartalmaz a készítmény, milyen alkalmazási kör, milyen feltételek mellett használható.
A doping hatása az elektród minőségére
A választás során figyelembe kell venni, hogy milyen adalékanyagokat használtak a doppingoláshoz. Ez fontos, mivel az anyagok felhasználása, minősége és egyedi jellemzői ennek függvénye. Minden ötvöző adalékanyag lehetővé teszi az elektródok előállítását a következő paraméterekkel:

Tulajdonságaik miatt a WZr 08 márka volfrámelektródái csökkentik a hegesztési varratba jutó volfrám kockázatát.
- A WP egy speciális típus, amely nem tartalmaz tiszta volfrámból készült adalékanyagokat. Ezeket főként váltakozó árammal (AC) történő hegesztésre használják. Az ívstabilitás jó, a varrás minősége kiváló. A volfrámelektródák használata nem lehetséges egyenáram. Az ilyen anyagok esetében a jelölések zöldek lesznek, WP szimbólumokkal jelezve.
- Az E3 azt jelzi, hogy az adalékanyagokat ritkaföldfém-oxidokból, például oxidok keverékéből használják. Az elektródák nem ártalmasak, ami megkülönbözteti őket az ingereltektől, nem radioaktív, abszolút nem veszélyes a környezetre. Ezeknek az anyagoknak a hatóköre kiterjedt. Használhatók bármilyen folyamathoz és kapacitáshoz váltakozó vagy egyenáramú, nagy ötvözetű acélokhoz, különböző alumíniumötvözetekhez, valamint réz, titán, jól ismert magnéziumhoz. A volfrámelektródák kiváló gyújtási tulajdonságokkal rendelkeznek, ezek az automatizált folyamatok optimális megoldásai. Jelenlegi terhelésük nagyobb, de az ilyen anyagok élettartama jóval magasabb, mint a szokásos csábító anyagoké. Az ilyen típusú anyagok jelölése WLa 10/15/20.
- Lantanált volfrámelektródák, amelyek egyenáramú vagy váltakozó áramú hegesztési munkákhoz használhatók. Ez az a típus használható az úgynevezett mikroplazma hegesztéshez. Ezt lehetővé tette a La 2 O 3 összetétele, ami növeli a képességét, hogy jobban meggyulladjon. Az ív minőségének köszönhetően jön létre. Az élettartama alacsonyabb, mint az előzőek. Az ilyen ötvözet-adalékanyagok jelenléte nem teszi őket erősebbé vagy tartósabbá - csak a felhasználási területet terjeszti ki. A jelölés több színt is tartalmaz: fekete a WLa 10 számára, arany a WLa számára 15.
WCe 20 vagy WZr 08?
A WCe 20 a jól ismert volfrámelektródok, amelyek ötvözõ adalékokat, például cérium-oxidot (vezérigazgató 2) tartalmaznak. A teherbíró képesség többször növekszik, minőségük magasabb, mint a fenti csoportoké, de az E3 és a WL még stabilabbak. A felhasználási terület meglehetősen széles, magában foglalja hegesztési munkák ötvözött, ötvözetlen ötvözetekkel. Az egyenáram alacsony és közepes, alternatív árammal történő hegesztés lehetséges.
A WZr 08 volfrámelektródok, amelyek cirkóniumot tartalmaznak. Ezeket akkor használják, amikor szükséges a hegesztés védelme a volfrám belépése ellen. Ezek nem alkalmasak az egyenáramra, bár egyes esetekben használják őket. A jelölés fehér.
Köszönjük visszajelzését.




