Hogyan lehet megtanulni az ívhegesztést. Hogyan kell megtanulni főzni hegesztéssel
Ez egy kis műhely a kézi ívhegesztéshez. A cikkben megpróbáltuk a figyelmet fordítani a kezdő hegesztő leggyakoribb problémáira és problémáira.
Gondolkodva arra, hogy „otthoni, dachai” hegesztőgépet vásároljon, sok hétköznapi ember megtagadja ezt a vállalkozást, mivel kétségei vannak abban, hogy önállóan képesek az elektromos ívhegesztés bölcsességére. Mindenki tudja, hogy a magasan képzett hegesztők alkotók, egy külön kézműves kaszt. Eközben a valóság az, hogy az esetek túlnyomó többségében a hegesztés hazai kivitelezése nem igényel különleges hegesztési minőséget, és a hegesztett kötések valójában egyszerűen az összecsukható csavaros / csavaros szerelvényeket cserélik. Ebben az esetben természetesen a kezdő mesternek nem szabad hegeszteni, például vízcsövet vagy betöltött átfedő rácsot, mert a következmények nagyon kellemetlenek lehetnek.
A legjobb módja annak, hogy megtanulják, hogyan kell főzni, hogy beiratkozzon a megfelelő kurzusokra. Az is hasznos, ha egy tapasztalt mesterrel egy ideig dolgozunk annak érdekében, hogy világosan, valós időben megfigyelhessük a cselekedeteit, megkérdőjelezzük a kérdésekkel és megtanulják az alapvető technikákat. De ez még nem szükséges, az elméleti alapképzés elégséges lehet ahhoz, hogy elmenjen és megkezdje a tanulást. Különösen akkor, ha a hegesztőáram forrását választva előnyben részesítettük a frekvenciaváltókat, amelyek jelenleg a legpraktikusabbak és nagyon sokat bocsátanak a kezdőnek. A hegesztőberendezések kiválasztását már tárgyaltuk a „Hegesztő inverter kiválasztása” című cikkben. Szakmai tanácsadás. Ezután megvitatjuk a leggyakoribb hegesztési módot - kézi elektromos ív (MMA), amely a szén részeinek összekapcsolására szolgál szerkezeti acél darab bevonattal ellátott elektródák használatával.

Hegesztési előkészítés
Mit kell kitölteni
felszerelés
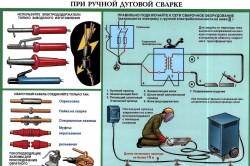
A hegesztés meglehetősen ártalmas folyamat egy személy számára, így a parancsnoknak gondoskodnia kell a védekezésről. Ruhával kell kezdeni. Tűzálló hegesztőkészülékek és különféle köpenyek, kötények stb. Állnak rendelkezésre. A kezeket külön védjük, ezért speciális nadrágot, ujjatlanot vagy kesztyűt kell használni. Ne felejtsük el a cipőket, amelyeknek magasnak kell lenniük a nadrágok fedezésére, és hőállóak, hogy ellenálljanak a forró szikrák behatolásának. A legfontosabb a látás védelme. E célból úgynevezett fényszűrőket fejlesztettek ki, amelyek a maszkra szerelve képesek megvédeni a szemet a káros sugárzástól, de lehetővé teszik a hegesztési medencét. Számuk van, és árnyékban vannak elválasztva. A fényszűrők árnyékolását a munkakörülményeknek megfelelően választjuk ki (ív intenzitás). Sok mester nagyon kedveli a kaméleon típusú könnyű szűrőmaszkokat. Néhány berendezés, általában egy maszk vagy kesztyű, a készülék gyártói a csomagban is megtalálhatók, de nem mindig a szokásos minőségű eszközök.

Nagyfeszültségű vezetékek
A hegesztőgépen kívül (hegesztőáramforrás) a vezetékeknek az elektródatartóhoz és a földelőkapocshoz (földi csatlakozó) történő átviteléhez szükséges vezetékek szükségesek. Ezek a nagy keresztmetszetű speciális rézvezetékek, amelyek egy adott áramerősségre vannak tervezve - minél nagyobb az áram, annál nagyobb a vezeték, és minél nagyobb az áram, amit kiszámítanak. az életkörülményekahol viszonylag kis teljesítményű frekvenciaváltókat használnak, a legfeljebb 200 A-ig terjedő, 2,5-4 méter hosszú áramú vezetékek igen alkalmasak. Általában ezek a vezetékek csomagolva vannak, de néha külön kell megvásárolni.

A hordtáska
A frekvenciaváltó hálózathoz való csatlakoztatásához (a 25 A-os megbízható földelt aljzathoz, amely kiváló minőségű gépen keresztül működik) szinte mindig szükség van a hordozóra. Az egyes vezetők keresztmetszete nem lehet kisebb, mint 2,5 mm 2. A hossza elérheti az ötven métert, de minél rövidebb, annál pontosabb lesz az áram a kimeneten. Mindenesetre a hosszabbítót teljesen ki kell húzni a tárcsáról, hogy ne túlhevüljön.
Segédeszköz
Hegesztési munkák során a sarokcsiszoló („bolgár”) mindig hasznos, mind a „nagy”, mind a „kicsi”. Szerszámként mind a vágó, mind a csiszoló csiszolótárcsákat fel kell tölteni. A tisztításhoz fém alkatrészekre van szükség. A salak eltávolításához kalapács szükséges. Annak érdekében, hogy a hegesztett alkatrészeket biztonságosan rögzítse, nagyon kényelmes a fémbilincsek használata, mivel a termikus veszélyek miatt a műanyag nem fog működni. Azonnal említsük meg az állványzatokat, amelyek egyenesen megverik a létrákat. Szükségük van a hegesztési folyamat teljes szabályozására, és munkahelyként szolgálnak, ha a részeket "az asztalon" főzzük.

elektródák
Az elektródák osztályozása az MMA hegesztéséhez nagyon széles. A legtöbb feladatot olyan népszerű márkák segítségével tudjuk megoldani, mint az ANO, OZS, MP, amelyek alkalmasak az egyenáramú frekvenciaváltóval való hegesztésre. Ami a rúd átmérőjét illeti, méretünk „kettő”, és valamivel ritkábban „trojka”. Egy aranyszabályt kell érteni: az elektród átmérőjét a hegesztendő alkatrészek fémének vastagsága választja ki, és már az elektród átmérőjéből választották ki hegesztőáram. Ez a fő, alapvető kritérium, bár figyelembe veszik a fém kémiai összetételét, az élek alakját, az alkatrészek csatlakozásának típusát, a hegesztés helyét a térben.

Körülbelül 1,5–3 mm vastagságú fém esetén 2–2,5 mm átmérőjű elektródát kell venni. Három ember vastagságig forralja a fémet 5 mm-es vastagságig - és ez lesz a mi korlátunk, a masszívabb részek túlmutatnak az irányításunkon, mivel az elektróda egyszerűen nem melegíti az alkatrészek fémét. A házon belüli hálózat nem húzza el a 4 mm-es elektródákat (a jelenlegi erő közel 200 A, és a terhelés megközelíti az 5 kW-ot - a gép kikapcsol), és képességei ritkán szükségesek. Az alábbiakról olvassa el az aktuális expozíciót.
Hogyan készítsük el a részleteket
Hegesztés
A két rész összekapcsolási zónája, ahol kialakul hegesztési varrás, meg kell tisztítani a szennyeződésektől és a nedvességtől is, az élekből is szükséges, hogy rozsdát eltávolítsunk egy fémkefével, festék- és lakkanyagok maradványaival (a fém egy pár centiméterre ragyog a csuklótól). Ha a részek vastagsága meghaladja a 3 mm-t, akkor ajánlatos a szélei elcsúszni, ami lehetővé teszi a fém tömb jó főzését.
Alkatrészek tájolása
A legegyszerűbb a kézi ívhegesztés elvégzése, ha a hegesztési varrat vízszintes felületen van elhelyezve („alsó helyzetben” hegesztve). Ezzel a módszerrel a legmegfelelőbb a hegesztési medence vezérlése. A gravitáció felülről lefelé hat az olvadékra, anélkül, hogy elmozdítaná, segít az elektróda töltőanyagának a felhasználó által létrehozott varratokba való átvitelében. Ezért, ha van lehetőség, akkor jobb, ha egy kezdőnek főzni az asztalon, és csak ezután összeszerelheti a nagyított részeket a „helyszínen”.

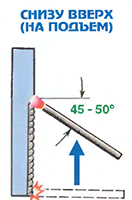
A függőleges helyzet bonyolultabb, de gyakran előfordul, ez az orientációs módszer függőleges vagy vízszintes függőleges síkon kell főzni. Az első esetben a varrás leggyakrabban alulról felfelé vezet, de egy vékony fém esetében jobb, ha felülről lefelé halad - így kevésbé fűtött és kevésbé éghető. A második típusú hegesztés egyik jellemzője (vízszintesen függőleges felületen) az, hogy a hegesztőmedence merőleges a gravitációs erőre, így a fém nem szivárog, az olvadék mennyisége (a hegesztési medence mérete) minimális legyen, az ív a lehető legrövidebb legyen.

Nyilvánvaló okokból a mennyezeti hegesztés a legnehezebb és nem hatékonyabb, mert egy nem szakember számára jobb, ha nem veszi el.
Meg kell jegyezni, hogy ha a hegesztési részek egymáshoz képest különböző módon helyezhetők el. Ebből többféle hegesztés létezik: vég-vég, átfedés, szögletes, tavrovaya. A hegesztést egy „majdnem egyenes” elektróda végzi, a másik három típusnál az elektróda dönthető, mivel két részet kell egymásba merőleges síkban feltenni. Probléma van: például, ha az alkatrészek szögletes összekapcsolása az asztalra kerül a szokásos módon, akkor a szakaszban látjuk az L betűt, vagyis a gravitáció miatt az alsó szél a hegesztőmedence területére esik. Ezért van értelme elhelyezni az alkatrészeket "a hajón" (V szakasz), majd mindkét él jól lesz hegesztve.
Milyen aktuális készlet
Már említettük, hogy a hegesztőáramot az elektród vastagságától függően választjuk ki. Először is szem előtt kell tartani, hogy csak az alsó áramkorlát technikailag korlátozott. Például, ha kettőt használunk, a jó varrás eléréséhez 70-80 vagy több amperre kell állítanunk az aktuális kapcsolót (minél magasabb, annál hamarabb ég az elektróda). A három esetében 100 és 140 A közötti áram van, a négy - 160 A. Először is próbálkozzon az árammal a minimálisnál magasabbra, és szükség esetén növelje annak értékét. Jó módja annak, hogy megértsük, hogy helyesen választotta-e ki a teljesítmény módot: a hegesztés hangja hasonlít a ropogásra, nem gurgingra vagy zümmögésre.

Hogyan polarizálhatjuk az elektródatartót és a tömeget
A frekvenciaváltó egyenáramú, így lehetővé teszi nagyfeszültségű vezetékek csatlakoztatását két pozícióba, „plusz” vagy „mínusz” alkalmazása az elektródára vagy a földre. Ha az elektróda plusz (fordított polaritás), akkor erősebben felmelegszik, és ha a mínusz (közvetlen polaritás), akkor a rész. A fordított polaritást gyakrabban használják, a hagyományos hegesztésre jellemző. A közvetlen polaritást speciális elektródákkal történő nagy sebességű lemezhegesztéshez használják.
Hegesztési ívvel dolgozik
Miután elvégezte az előkészítő munkát, elkezdheti a képzést. Maradjon olyan kényelmes, amennyire csak lehet, üljön le jobbra, támaszkodjon az asztalra, tartsa az elektróda kapcsát mindkét kézzel. Ezután figyelembe vesszük az alapvető mozgásokat és technikákat a legegyszerűbb - az alsó pozícióban történő hegesztésnél, a fenékhegesztési részeknél, a két elektródánál, a fémlemezen (vagy lemezeken), egyenes élek nélkül, egyrétegű egyenes varrással. Az elemek megközelítőleg sorrendben fognak működni, de néhány művelet egyszerre történik. Mindegyik elem nem feltétlenül jelez cselekményt, fontos szempont a figyelem.
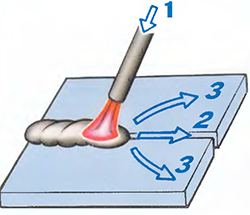
1. Gyújtás Annak érdekében, hogy az ív megjelenjen (világít), az elektróda részén egy ütéses mozdulatot kell végrehajtania. Meg kell ütni a varrás irányába, hogy a munkadarab ne legyen elrontva. Magának az elektródának a függőlegeshez képest kissé meg kell dőlnie (kb. 30 fok).

2. Az ív irányítása, a hegesztési medence kialakítása. Amint az ív megszakadt, a varrás elejére hozjuk, és várjuk, amíg a fém megolvad. Először is, egy piros folt jelenik meg az elektróda alatt 2-3 másodpercig, ez fluxust ég. Aztán látható egy sárga-narancssárga folt megjelenése, amely hullámzóvá válik - megolvadt a fém.
3. Az elektróda helyzete a hegesztési medence kialakítása során. Az elektróda szinte függőlegesen helyezkedik el, enyhén döntött a varrás irányában (25-40 fok). Az elektróda és az alkatrészek között körülbelül 3 mm-es távolságot kell tartani, általában erre a célra a hegesztett üres fémek a vakolatra kerülnek.

4. Varratok kialakítása, hegesztőfürdő vezérlése. Tehát a hegesztőmedence megjelenésének jele egy narancssárga folt megjelenése, amely felborul. Az ív gyújtásának elejétől a fürdő (olvadt fém) 2-3 másodperc alatt jelenik meg, és az elektródát egy-két milliméterrel kell mozgatni a hegesztés irányába. Aztán ismét várjuk a narancssárga folt megjelenését, most már kevesebb, mint egy másodperc. Tehát fokozatosan, milliméterenként milliméterrel, és mozog.
5. Helyezze el az elektróda mozgásának típusát a varrat kialakítása során.
Először is mindig meg kell tartani a helyes lejtőt. Ha az elektródát túlságosan megdönti, az ív visszahúzza a hegesztési medencét az áramlásával, és így a varrás magas lesz, ami megnehezíti a fém felmelegedését. Egy több függőleges elektróda megnyomja az ívet a fürdőn, és kiszórja. Így az elektróda dőlésszöge a varrás magasságával manipulálható, annál helyesebb a varrás, amely a hegesztendő felületekkel egybeesik. Meg kell azonban jegyezni, hogy lényegében megdöntött elektródával könnyebben láthatók a hegesztési medence állapota.

Másodszor, ne felejtsük el elviselni az ívrést. Az az tény, hogy az elektródát elfogyasztják, és folyamatosan le kell csökkenteni, ahogy azt mondják: „dip” a hegesztési medencébe. Ha az elektróda nem kerül a lehető legközelebb, nem lesz fém a hegesztéshez, és egy nagy rés az ív instabillá válik. A részek túlzottan érintkezése az elektródával rövidzárlatot okoz, és a védelem a frekvenciaváltón fog működni. Vegye ki a referenciapont magasságát, ha a ferde elektródával csak az elektróda bevonatával érinti a részeket.
Harmadszor, az elektróda mozgásának típusa egy kezdő számára jobb, ha egyenes vonalat választ, szélsőséges esetben kis körkörös (a fürdő körül) és egyidejűleg a transzlációs mozgásokat. Az úgynevezett "mérlegeket" alkotjuk, amelyek egymás körül átfedik egymást. A legjobb varrás - kis pikkelyes. Mellesleg, az összes zigzag és nyolcas lesz később elsajátítva, sűrű fémhez kell dolgozni.

Negyedszer, a mozgás sebessége. Ennek a paraméternek a be nem tartása gyakran jelentős hegesztési hibákat okoz - a behatolás hiánya vagy az égés. A numerikus megoldások nem adhatók meg. Nézze meg az elektróda alatt lévő zóna állapotát (színét), simán mozgassa, ne feszítse túl. Állj meg és nézd meg a varratok kész részeit! Minél vékonyabb az elektróda, annál kevésbé felmelegszik a fém, és annál lassabb. Nyilvánvaló, hogy határhelyzetekben (amikor az alkatrészeket hármas és hármas hegesztéssel is lehet hegeszteni) jobb, ha a kezdőnek többet kell használnia vékony elektróda és lassabb az üzenet. A készségek fejlesztése közben - növelje az áramot és használjon vastagabb elektródát.
6. A hegesztési medence ellenőrzése vizuálisan történik. Nézd meg a fürdőt és a varrót, nem maga az ív. Vizsgálja meg a varrását úgy, hogy az azonos vastagság és szélesség legyen (az optimális szélesség 0,8-1,5 az elektródátmérőtől) minimális hibával (GOST 30242-97). Hazai körülmények között számos hegesztési hiba kiküszöbölése nélkül további podvarivaniem, de csak a varrás hűtése és a salakból történő tisztítása után. Egy kezdő számára talán még jobb, ha jelentősen megdöntött elektródával dolgozunk, hogy jobban lássuk a hegesztési medencét. Ne feledje, hogy először ne próbálja meg hegeszteni a varrást egy ívgel, állítsa le, és vegye figyelembe a kapott varrás geometriáját (keresztmetszete): skála / tubercle - jó; egy labda egy lábon - egy kis áram ereje; égés és kráterek - nagy áram, lassú elektróda egy adott pályán.
7. Hogyan kell befejezni a hegesztést. A varrás végén ne távolítsa el azonnal az elektródát, hanem készítsen egy kis kört a fémbe, különben kráter marad az ív elválasztási pontján. Húzza le az elektródát egy sztrájk segítségével. A hegesztés után a salakot hűlve és feketére váltva kalapáccsal és merev kefével távolítják el. Megfelelő hegesztéssel nagy pelyhekkel lepattan, és a hegesztési fémben nincsenek salak zárványok.

Ez a cikk természetesen nem állíthat átfogó útmutatót, de megpróbáltunk válaszolni az új hegesztők néhány gyakran feltett kérdésére. Azt is szeretném elmondani, hogy a képzés megkezdése előtt figyelmesen olvassa el a hegesztőgép és az elektródák gyártójának ajánlásait, valamint a hegesztés során figyelmesen olvassa el a biztonsági előírásokat. És mindent ki fog dolgozni.
Anton Turishchev, rmnt.ru
Nagyon gyakran a mindennapi életben szükség van hegesztésre, különösen egy magánházban. Ha sok munka van, akkor használhat egy hegesztő szolgáltatásait, de ha egy kis termék pár, akkor jobb, ha inverteres hegesztőgépet használ.
Miért egy inverter? Valójában ez az egyik legegyszerűbb, megfizethető és kényelmes hegesztési típus. Hegesztés egy inverterrel a kezdőknek a hegesztett kötések témájába való behatoláshoz, segít az alapok szétszerelésében, egy kis pénz kiadásában, anélkül, hogy sok kúpot töltenének.
Az inverterhegesztés előnyei
Ahhoz, hogy megkönnyítsük, vegyük figyelembe az ilyen típusú hegesztés előnyeit:
- hozzáférhetőség (szinte egy háztartási készülék, a hegesztőberendezések minden üzlete széles körű invertereket kínál);
- alacsony költség (néhány hegesztés olcsóbb, mint a hegesztő szolgáltatásaiért);
- kis súly, mobilitás (3 - 10 kg súlyú mérőeszközök és könnyen áthelyezhető helyről a másikra);
- sokoldalúság (ilyen készülékkel gyakorlatilag bármilyen fém lehet hegeszteni);
- hatékonyság (inverter-hatékonyság körülbelül 90%, ami azt jelenti, hogy a villamosenergia-számlák nem lesznek hatalmasak);
- alacsony feszültségű követelmények (3 mm-es elektróda használható a hegesztésre alacsony áramokon 180-170 V-on a hálózatban)
- a tanulás egyszerűsége (az anyag elolvasása után már elegendő ismerete lesz ahhoz, hogy megkezdhesse a hegesztést).
Mielőtt kitalálná, hogyan kezdje meg a főzést inverter hegesztés, előkészítésre van szükség. Ez egy sor biztonsági követelményből áll, és ezek a ruhák megfelelő elrendezésűek. munkahely, személyi védőfelszerelések és így tovább.
Másrészt a megfelelő elektródák, valamint a helyes elektródák használata. E tudás nélkül a sima, jó minőségű varrás megszerzése elég nehéz, de még nehezebb a biztonság biztosítása.
jogorvoslatok
Kezdjük azzal, hogy hogyan kell biztonságosan főzni, vagy hogyan kell megvédeni magát a fém hegesztése során egy inverterrel. Szükségünk lesz:
- Vastag anyagból készült kesztyű (nem gumi).
- Hegesztőmaszk. Minden egyes hegesztőáramnál szűrővel kell rendelkeznie a maszkban, különben a „nyuszik” vagy a „akarat” lesz. Vásárolhat - ez egy speciális maszk a hegesztő számára, amely önállóan igazodik az ív intenzitásához. A kaméleon esetében van egy megfigyelés - alacsony hőmérsékleten a reakció sebessége csökken.
- Ruházat, amely nem szikrázik. A nadrág, a felső és a cipő követelményei univerzálisak - ellenállnak az ütésnek és nem égnek.

Munkahelyi előkészítés
A következő lépés egy kényelmes munkaállomás létrehozása, hogy megtanulják, hogyan kell főzni. hegesztő inverter. A tapasztalt hegesztők előnyben részesítik a speciális hegesztett asztalt, bármely fémasztal alkalmas a kezdők számára, hogy kényelmesen elrendezhesse és szükség esetén rögzítse a hegesztendő részeket.
Természetesen elegendő világításra van szükség. Tehát, ha a frekvenciaváltóval végzett munka során szikrák és nagy oxidok léphetnek fel, az asztalt és az azt körülvevő helyet ki kell tisztítani az éghető és gyúlékony folyadékokból és anyagokból. A hegesztőnek olyan felületen kell állnia, amely megvédi a lehetséges áramütést, például a fa padlóburkolatot.
Hogyan válasszuk ki az elektródát?
Ahhoz, hogy az elektródot kezdőkhöz való inverterrel hegesztve vegyük fel, tudnunk kell: a fém típusát és vastagságát. A tapasztaltabb hegesztők figyelembe veszik a hegesztés helyét, a behatolás mélységét és más árnyalatokat, de csak két pontra lesz szükségünk. Minden fémfajtához van egy típusú elektróda, amelyeket egy adott fémösszetételhez gyártanak.
A rozsdamentes ötvözet, az öntöttvas vagy a szokásos acél nem lehet egy márkával főzni. Az elektród vastagságát a fém vastagsága és a kívánt behatolási mélység alapján választjuk ki. Kezdőknek javasoljuk, hogy acél alkatrészeket vegyen, és elektródokkal, például az OK-46 vagy az UONII 13/55, 3-4 mm átmérőjű főzéssel kell főzni.

UONII elektródái
Inverter kapcsolási rajz, polaritás
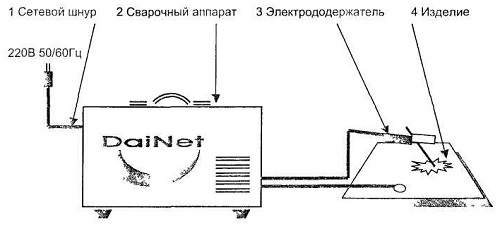
Az általános rendszer így néz ki - egy hegesztő inverter aljzat, egy földkábel és egy elektródával ellátott kábel. Itt jobban érdekel a hegesztő inverter vezetékeinek csatlakoztatása. Két kábel van a készülékből: az első egy tömeg, a végén egy ruhacsipesz, vagy egy klip, a második kábel fogantyú formájában van, amely egy elektróda kapcsát tartalmaz.
A tömegkábel közvetlenül a hegesztendő részhez vagy a termékkel érintkező hegesztőasztalhoz van csatlakoztatva. A huzalban egy klipbetétet és az elektródát vonzza.
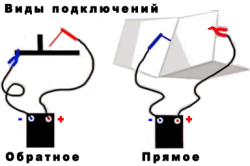
Két csatlakozási lehetőség van: közvetlen polaritás (tömeg +, kar -) és fordított polaritás (tömeg-kar +). Közvetlen polaritással csökken a fémre ható hőmennyiség, a fúzió mélyebbre vált. A hegesztő inverter közvetlen csatlakoztatása lehetővé teszi a vastag fém hegesztését.
Az inverterrel való hegesztés során a fordított polaritás a hőt a termékre koncentrálja, és szélesebb varrást tesz lehetővé, de kevésbé behatol. Ebből a szempontból, könnyen forraljon vékony fémet.
A hegesztő inverter csatlakoztatása a hálózathoz
Fém előkészítés
A hegeszthető részeket gondosan elő kell készíteni. Ehhez az éleket speciális kefével tisztítjuk, az oxidréteget eltávolítva. A durva tisztítás után speciális zsírtalanításra kerül sor.
Helyezze el helyesen a hegesztendő alkatrészeket. Pozíciójuktól függően nemcsak a csatlakozások típusait különböztetik meg, hanem az elektróda, a feszültség, a közvetlen vagy a fordított billentés mozgási mintáját is. A következő vegyületeket különböztetjük meg:
- csuklós ízületek;
- szög;
- t-bar;
- mechanikus;
- illesztéseket.
Ezen előkészítő képzés befejeződött. A jelenlegi erősség kérdése megoldatlan maradt. Kezdetben érdemes ezt a paramétert választani az elektróda gyártó által megadott értékeknek megfelelően. Ezek megtalálhatók a dobozban. Az értéket nem szabad magasabbra, a maximumra állítani, különben a fém áthalad, de így is kivághatja a fémet. Ha az áram túl alacsony, az ív nem gyullad ki, és az elektróda elkezd ragadni.
A hegesztés nemcsak csatlakozhat, hanem vághat is. Miután megtanulta, hogyan kell egy frekvenciaváltót használni hegesztésre, kiderítheti, hogy „Hogyan vágja le a fémet?” Elég, ha növeli az áramerősséget, és levághatja az armatúrát vagy a sarkokat. Azt is érdemes megjegyezni, hogy nincs kérdés, hogy milyen szintre vágott.

Az áram erőssége elektródával történő hegesztéskor
Hogyan dolgozzunk egy hegesztő inverterrel?
Inverter hegesztés a kezdőknek akkor fordul elő, amikor a fém és az elektród között kialakuló ív elkezd megolvadni az elektróda magját, valamint a fém egy részét. A kapott fürdőben a fémek összekeverednek és varratokat képeznek. Védje az olvadt fém oxidációját és fröccsenését a fürdőben, elősegíti az elektródán levő speciális bevonat rétegét.
Íves gyújtás
Ehhez használja a következő két módot:
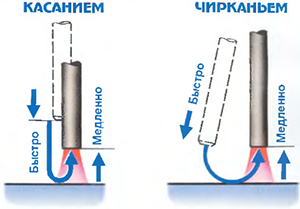
- egy karcolás;
- megérinti.
A hegesztés megkezdéséhez az elektródával megegyező (mint egy mérkőzés) egy ív elindítását provokáljuk. Ha pontosan, akkor megérintjük a fémelektródát, aztán megérintjük a felületet, és óvatosan emeljük az elektródát egy meghatározott távolságra. Ebben az esetben, ha nem keletkezik gyújtás, az olvadt elektróda részei a fémen maradhatnak. Ezért szükséges, hogy közvetlenül a csomóponton vagy annak közelében sztrájkozzunk.
Majdnem ugyanolyan meggyújtott elektróda megérintve. A különbség az, hogy nem a fém felületén végzünk, hanem egyszerűen érintsük meg a szélét hegesztő kábel, a hegesztés kezdete és az elektróda eltávolítása.
Íves gyújtási módszerek
Az elektróda hegesztés közbeni mozgatása
A korábban leírt folyamatok nem jelentettek nehézséget a kezdőknek, de most átállunk bonyolultabb feladatokra. Az első nehézség, amit egy kezdő hegesztő találkozik, az elektróda mozgása egyenletes varrás létrehozásához.
Ha megvilágította az ívet, majd az elektródát egyenesen a csomópont mentén vezeti, akkor a jó behatolás és a páros varrás valószínűsége minimális. A kivételek a következők vékony fémekamelyre ezt a hegesztési eljárást alkalmazzák.
A három pillér, amelyek a gyönyörű varrást tartják:
- az elektróda szöge;
- hosszirányú és keresztirányú mozgások;
- az elektróda sebessége.
Hogyan lehet megtanulni, hogyan kell pontosan hegeszteni a fémeket
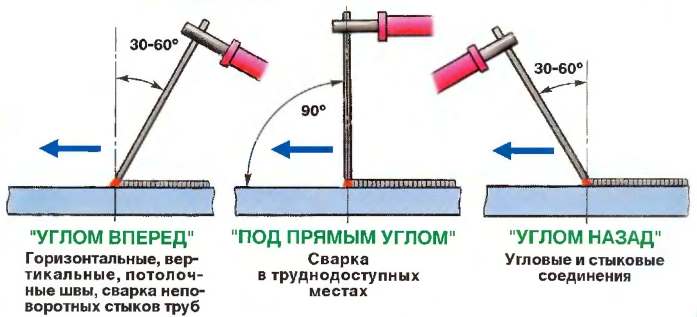
Kezdjük a sorrendben, a dőlésszöggel. Az optimális, hegesztéshez előre-hátra a szög 30-40 fok. A nehezen elérhető helyekhez a munkát a jobb (90 fokos) szög alatt használhatja.
Az elektróda szöge hegesztés közben
Ahogy már említettük, a varrást nem lineáris mozgással, hanem hosszanti és keresztirányú kombinációkkal helyezzük el. Vannak olyan speciális minták, amellyel az elektródát mozgathatja. Egyszerű gallyakkal lehet kezdeni mindkét oldalon, majd gyakoroljon bonyolultabb és szögletesebb mintákat. Minden hegesztő önállóan kiválaszt egy kényelmes rendszert. Otthon és hegesztés nélkül vonatolhatja a kezét, rajzolhat diagramokat papíron.
Hegesztési varratok
A sebesség részben képzett, amikor rajzokat rajzol. Minden vonalat egyértelműen levonni kell, így minden mozgás zökkenőmentesen és mérsékelten történik. Idővel, a fürdő állapotát tekintve, beállíthatja a sebességet.
Minél gyorsabban mozog az elektróda, annál kisebb a behatolás. Ha lassan vezet, a fém túlmelegedhet és megégheti.
Íves résvezérlés
Végül, de nem utolsósorban a pont az elektródától a fém- vagy ívrés távolsága. Egy kis 2 mm-es rés rövid ív kialakulásához vezet. Nem tud eléggé felmelegíteni a csuklót, ezért a behatolás sekély, és az olvadt elektróda egy része erősen kiemelkedik a felszín felett.
A 3 mm-nél több nagy rés azt eredményezi, hogy az ív nagyon nagy. A nagy ív instabil, folyamatosan változik az olvadás iránya. Ezen túlmenően az olvadófürdő ilyen hosszú távon nem teljesen fedett védőréteggel, ami azt jelenti, hogy a permet növekszik.
Ahhoz, hogy jól tudjon főzni egy frekvenciaváltóval, megfelelően kiválasztott rés szükséges. A kezdő hegesztő optimális ívrése 2-3 mm. Ilyen távolságon az ív eléggé felmelegíti a fémet a mély és széles behatolás elérése érdekében, valamint egy védőréteg, amely teljesen működik.
Az inverter modelljétől és a különböző hegesztést elősegítő funkcióktól függően néha nem szükséges fenntartani az elektród és a fém közötti távolságot. Elég lesz az elektróda vezetése a fémfelület mentén.
A fentiek hasznos kiegészítője az alábbi videó megtekintése:
- Ne hagyja figyelmen kívül a védőfelszerelést, különösen a szemvédelmet. Még a hegesztés pillantása retina égési sérüléseket is okozhat, és a hosszabb cselekvés elkerülhetetlenül rontja vagy akár látásvesztést okoz.
- Amikor először megpróbáljuk a különböző kapcsolatokat hegeszteni, sok hibát fog kapni. Mielőtt befejezné a munka befejezését, több napos képzést ajánlunk különböző típusú vegyületekben.
- Kezdje a hegesztést, talán még gyermeket is, de egyenletes és megbízható hegesztett kötés - A képzés eredményei és az üzleti gondos megközelítés.
- Ne felejtsük el, hogy hegesztés után megverjük a salakot, különben stimulálod a korróziós folyamatokat.
- Nem tudom, miért botlik az elektróda? Vegye figyelembe az aktuális beállításokat, valamint az elektródák szárazságát.
- A frekvenciaváltó elektródáit száraz helyiségben kell megsérülni. A nyers elektródákat száríthatjuk a sütőben.
- Ellenőrizze a vezeték helyzetét, mielőtt bekapcsolná / kikapcsolná, különben rövidzárlat léphet fel.
- A hegesztő frekvenciaváltó használati útmutatója tartalmaz információkat a működési ciklusról. Ez a mechanizmus folyamatos működésének optimális időtartama, amely után a munkagép túlmelegedni kezd. A működési ciklust szakaszosan kell váltani.
Reméljük, hogy ez az anyag teljes mértékben megválaszolta a kérdéseidet, és könnyen csatlakoztathat egy hegesztő invertert, az inverteres hegesztési technika elérhetővé vált. Ezzel az útmutatóval fokozatosan elkezdi fejleszteni képességeit, könnyen inverterrel hegesztheti a fémeket.
Egy kis gyakorlat után önállóan kicserélheti a kerítést, hegesztheti a szőlő alatti íveket és számos más hegesztett munkát.
Mielőtt megpróbálná megtanulni, hogyan kell főzni, meg kell ismerkednie a frekvenciaváltó alkatrészeivel, és részt kell vennie néhány gyakorlati osztályban (láthatja, hogyan kell főzni a videót hegesztéssel). A hegesztő inverter a következő részekből áll:
frekvenciaváltó; ellenőrzési rendszer; teljesítményszűrő és egyenirányító; nagyfrekvenciás transzformátor; egyenirányító.
Rendszerint a hegesztő inverter mérete kicsi, lehetővé teszi, hogy a vállon is viselje a teljes munkanapon.
Hogyan lehet megtanulni, hogyan kell főzni inverter hegesztéssel, bárki megtanulhatja. Ehhez hegesztő elektródákat kell használni, amelyek három fő típusból állnak:
- magas ötvözet;
- szénatom;
- adalékolt.
A megfelelő használat révén elegendő minőségű varrás érhető el. Az inverter-típusú hegesztés frekvenciája nem haladhatja meg a 60-85 kHz-et.
A hegesztő inverter nagyon gazdaságos, ami nagyon nagy plusz a készülék számára. Mind a berendezés mérete, mind annak hatékonysága az európai szabványok alapján határozható meg, ami meglehetősen merev keretet teremt az energiafogyasztáshoz.
Ahhoz, hogy hegesztéssel (videóval) főzzük, legalább azt kell feltételeznünk, hogy milyen további felszerelésre van szükség: (ki kell választania egy kényelmes maszkot, amely kényelmesen illeszkedik a fejére), tartók, védőkesztyűk és öltönyök.

Melyik hegesztőgépet válasszon hegesztéshez?
Az inverter-hegesztéssel történő főzéshez először a hegesztéshez kell kiválasztania a gépet. A modern piacon rengeteg különböző hegesztőgép-modell található, valamint a videóhegesztéssel foglalkozó fejezetben számos videóanyag található.
A legmegfelelőbb egység kiválasztásához meg kell ismerkednie az egyes modellek jellemzőivel. Először is, a frekvenciaváltó kiválasztásakor figyelmet kell fordítani a hegesztőáram beállítására. Például az országban végzett hegesztési munkákhoz a készülék tökéletesen egy 160-200 A.
A hegesztés „video-invertereken” történő hegesztése valószínűleg információt tartalmaz az ilyen indikátorokról, mint PV - az inverter leállításának időtartama. Ez a jelzés mindig a műszaki előírások hegesztőgép (%). Például, ha a PV 40%, akkor a munkaidő 60% lesz.
Lehetséges, és a legtöbb, csak a saját kezével végzett hegesztés előtt, sok információt kell megtanulnia.
feszültség tétlen és az energiafogyasztás - két olyan mutató, amelyek szintén fontos szerepet játszanak a kiválasztásban. A feszültség 50-90 A legyen, és az energiafogyasztás nem haladhatja meg a 16-25 A értéket.
A „Hogyan dolgozhatok a videó hegesztéssel” című részben a készülék por- és nedvességálló tulajdonságaira vonatkozó információk is találhatók.

Elektróda kiválasztás hegesztő inverterhez
A „videó hegesztéssel történő főzésének” anyaga szükségszerűen tartalmaz információt arról, hogy melyik elektródokat kell vásárolni az inverter típusú hegesztéssel történő munkavégzéshez.
Az elektródák kiválasztása elsősorban attól függ, hogy milyen anyagokat fognak kezelni (alacsony, közepes szénacél, alacsony ötvözet, rozsdamentes). Például magas ötvözetű elektródákat használnak a speciális acélok felületének megmunkálásához, és ötvözött elektródákat használnak ötvözött acélok hegesztéséhez.
Az elektródák megválasztása a munka típusától is függ. Például az országban, ahol a hegesztést többnyire kritikus terhelés nélkül hajtják végre, az MP-3 vagy ANO osztályú elektródákat használhatja. Ha nehezebb hegesztési munkát végeznek, jobb OUNI osztályú elektródákat használni. Emellett az elektródák átmérőjét és márkáját is figyelembe kell venni.
A hegesztés alapjai kezdőknek
Mielőtt elkezdené a fontos alkatrészek hegesztését, meg kell próbálnod valamit feleslegesen hegeszteni. Még ha a hegesztőnek egyáltalán nincs tapasztalata az ilyen termékeken, akkor meg tudja érteni, hogyan kell megtanulni, hogyan kell hegesztéssel főzni.
Szükséges, hogy az elektródát egy speciális tartóba töltsük, és rögzítsük a hegesztendő részre.
Az elektródát 65 ° -os szögben kell beállítani a termékhez, és hegesztés közben mindig próbáljon meg tartani egy kis távolságot az elektróda és az alkatrész között. Miután a varrást ráfektettük, ajánlott egy kalapáccsal kopogni, hogy az összes salak teljesen összeomlott.
A hegesztési videóval való hegesztés információkat tartalmaz, ahol a varratok három fő típusa van:
- függőleges;
- vízszintes;
- mennyezet.

A sikeres munka érdekében néhány szabályt is követnie kell:
- meg kell tanulnia, hogyan kell megfelelően tartani hegesztő elektróda;
- kap hegesztési ív kétféleképpen: az emeléssel vagy az írással;
- az ív megszerzése a második vezeték (tömeg) táplálásával jár, amely eltér a frekvenciaváltótól és a hegesztett részhez van rögzítve;
- optimális távolság az elektródától a részig - 2-6 mm;
- ha a csukló teljes hosszában zökkenőmentesen és egyenletesen vezet, akkor az árok, amelyek egy fém felületre ható ív alakulnak ki, olvadt fémmel töltik meg (a főzéshez a videó hegesztésével részletes anyagot tartalmaz).
Hegesztőberendezés A Resanta, mint bármely más, hibásan működik különböző okok miatt. A hegesztőeszköz típusától függően a közös megszakítások halmaza különbözik.
A hegesztési munkák a mágneses szögek használatának köszönhetően könnyebbé és pontosabbá válnak, ezért ezt az elemet a hegesztés területén számos szakértő ajánlja. Ha mágneses sarkokat használ a hegesztéshez, ...
A modern hegesztőgépek, inverterek egy kis eszköz, amely a hegesztéshez és a hegesztés megkönnyítéséhez használható (a korábbi transzformátorokhoz képest). Az inverterrel való főzéshez való tanulás sokkal könnyebb, mint egy transzformátor eszközzel.Ezért a hegesztés már nem a szakemberek előjoga, népszerű foglalkozássá vált, amely saját honlapján elérhetővé válik és alkalmazható. Fontolja meg, hogyan lehet megtanulni, hogyan kell a fémhegesztést inverter segítségével hegeszteni.
A frekvenciaváltó hegesztőgépének készüléke és működési elve.
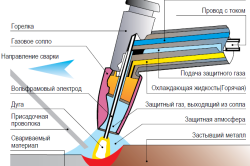
Eszközhegesztő inverter: hogyan működik az ív?
Az inverter egy kis méretű (legfeljebb 0,5 méteres) fémdoboz, súlya legfeljebb 10 kg. A hegesztőgép fő feladata, hogy meghatározott paraméterek áramát hozza létre. Ehhez az inverter átalakítja az áramot a hálózatról (AC 220 Volt) a hegesztésre. A legtöbb háztartási készülék hegesztőárama állandó.
Közvetlen és fordított áram kapcsolat.
Minden inverternek két terminálja van: egy katód ("-" jelzéssel) és egy anód ("+" jelzéssel). Az egyik terminálba egy elektródot helyezünk, a második pedig a hegesztett fémhez van csatlakoztatva. Elektromos áram alkalmazása után egy közös elektromos áramkör alakul ki. Egy kis szünetben az áramkörben (több milliméteres távolsággal) a szünet helyén egy pillanatnyi levegő ionizáció lép fel, és hegesztőív keletkezik.
A fő hőelvezetés az ívben történik. Égési hőmérséklete 5000-7000 ° C. A felhasznált fémek olvadáspontja fölött van. Amikor az ív ég, a fémek és az elektróda szélei megolvadnak és keverednek. A salak könnyebb anyag, lebeg a felületre, és védi az alapanyagot az oxidációtól és a telítettségtől nitrogénnel. A megszilárdulás után egy hegesztés jön létre.
Az aktuális és a hegesztési paraméterek polaritása - mi ez?

A hegesztőáram a katódról az anódra és az anódtól a katódig terjedhet. Ez más polaritási áramot képez. Ha az áram a katódból mozog, közvetlen polaritás. A fordított mozgással (az anódtól) - fordítva. Mi a közvetlen és fordított polaritás?
Különböző polaritások alkalmazása az, hogy a magasabb hőmérséklet a terminálon lesz, amelyhez az áram áramlik. Ha az áram közvetlen polaritás, magasabb hőmérséklet alakul ki az anódon (azaz a hegesztendő felületen). Ez a leggyakoribb típusú hegesztés, a legtöbb kezdő hegesztő dolgozik vele. Ha áram van fordított polaritása katódon magasabb hőmérséklet alakul ki (ehhez elektróda van csatlakoztatva). Erre akkor van szükség, ha fémlemezzel dolgozunk, és azokat a acélfajtákat, amelyeket nem lehet túlhevíteni (például magas ötvözet).
Az elektród átmérőjét a hegesztett alkatrészek vastagságától függően választjuk ki. Az elektróda mérete és az elektromos áram erőssége arányos egymással: annál vastagabb az elektróda, annál erősebb az áram. A hozzávetőleges számításoknál feltételezzük, hogy az áram egyenlő az átmérővel, amely szorozva van a 3,5-vel. Ez azt jelenti, hogy egy 3 mm-es elektród esetében az áramerősség: 3 * 3,5 = 105 A.
Mivel az áram erősségét befolyásolja a varrás helyzete (vízszintes, függőleges vagy mennyezeti), az elektróda anyaga könnyebb a kezdő hegesztő számára, hogy az elektróda átmérőjének és a hegesztendő elemek vastagságának átmérőjének kiválasztásához használja az aktuális szilárdsági táblázatot (1. és 2. ábra). Ezután inverterrel főzhet a fém.
Az inverter előnyei a transzformátor felett
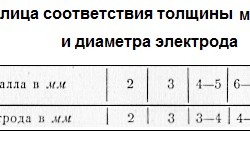
1. ábra: A fém vastagságának és az elektród átmérőjének megfelelőségi táblázata.
A tanulás során a hegesztés művészete könnyebben elsajátítható egy inverter segítségével. A fémnek az inverterrel való hegesztése könnyebb, mert a készülék biztosítja egyenáram hegesztés (a hálózati feszültségingadozásoktól függetlenül). Ennek eredményeként az ív folyamatosan ég, a fémet enyhén permetezik. A hegesztőáram nagysága sima.
A hegesztés inverteres hegesztése a kezdőknek köszönhetően kényelmes további funkciók. Például a frekvenciaváltóban „Hot Start” (Hot-Start) lehet kialakítani, ami növeli a hegesztési áramot a munka kezdetén (ami megkönnyíti az ív indítását). Egy másik „Strong Arc” (Arc-Force) funkció aktiválódik, ha a hegesztő túl közel van a fémhez. Ebben az esetben az inverter automatikusan növeli az áramot, felgyorsítja az olvadást és megakadályozza a tapadást.
Tapadás esetén a tapadásgátló funkció engedélyezve van. Csökkenti az áramot, és lehetővé teszi az elektróda fémből való szakadását és a hegesztés folytatását. Amikor az inverter működik, viszonylag kis mennyiségű villamos energiát fogyasztanak. Például egy 4 kW-os feszültségű áram (amely megfelel a két elektromos vízforraló működésének) 3 mm átmérőjű elektródával történő hegesztéshez. A villamos energia megtakarítása a frekvenciaváltó viszonylag drága áráért fizet.
Hegesztési biztonsági intézkedések
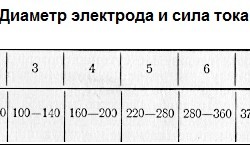
2. ábra: Az elektródátmérő és az áramerősség.
A munka megkezdése előtt több méteres sugarú tér szabadul fel a fa és más gyúlékony tárgyaktól. Ez fontos a kezdő hegesztő számára. A hegesztő elektróda vagy annak töredéke magas hőmérsékletű, képesek a közeli táblákra, dobozokra és papírhulladékokra. Az egész testet viselő ruházat (hosszú nadrág, hosszú ujjú pulóver) biztosan viselni fog. Ez a kezdő számára is fontos, hiszen a folyadékcseppek a kéz vagy a láb nyitott bőrére kerülhetnek. Ügyeljen arra, hogy sötét üveggel (fényszűrővel) viseljen arcvédőt. Napfény esetén ez az üveg áthatolhatatlan. Látható lesz a szűrőn áthaladó ív.
Veszélyes a védőszemüveg nélküli ív nézete, megégheted a szemed. A gyenge égési fok (egy vagy két alkalommal nézett az ívre) fényfoltok kialakulásához vezet a szemek előtt („felvette a nyuszikat”). Mérsékelt égési fokú fájdalom és viszketés (a szemben homok érzés). A súlyos égési fok részleges vagy teljes látásvesztést eredményez.
Hogyan lehet meggyújtani az ívet?
A hegesztésre vonatkozó biztonsági előírások.
A fémfelületek hegesztéséhez meg kell tanulni, hogyan kell elindítani az ívet és fenntartani azt. Először csatlakoztassa a frekvenciaváltó csatlakozóit. A közvetlen polaritás áramával fogunk dolgozni, ezért az elektródát a katódcsatlakozóba helyezzük („-”). Az egyszerű használat érdekében egy 3 mm átmérőjű elektródot veszünk. A vastagabb elektródával történő hegesztés nehezebb, az ívhossz és az instabil égés ingadozásához vezet, és nagyobb szakmai hozzáértést igényel. 100 A áramot állítunk be (3 mm-es elektródához és a hegesztendő felületek vízszintes elrendezéséhez). A fogantyú kapcsokat az elektródával kézbe veszjük, bekapcsoljuk a frekvenciaváltót (tápfeszültség), és egy védőképernyőre helyezzük.
A látásvesztés elkerülése érdekében tilos a védőképernyő nélküli hegesztés.
A kényelmetlenség érzése nem éri meg a szemkészülék egészségét. Az ív meggyújtása előtt az elektróda végét a fémre kell felcsavarni, hogy eltávolítsuk a vakolat szélét. Ez megkönnyíti a gyújtást. Kétféle gyújtás létezik és alkalmazható:
- A karcolás. Szükséges, hogy az elektródát a fém felszínére tegyük, és megütjük őket (az akció hasonló a mérkőzés gyújtásához). Tehát gyújtogasson új elektródot.
- Megható. Az elektróda a fémbe kerül, és enyhén megérinti a felületét, majd azonnal azonnal néhány milliméteres távolságra távolítja el. Így meggyullad az elektróda a hegesztés megszakításakor (a tapadás vagy a hegesztő eltávolította a rudat a fém felületről is).
A hegesztési folyamat: hogyan kell támogatni az ívet?
Fontos, hogy a fém és az elektróda között egy kis (3-5 mm) távolság legyen megfigyelhető. Ezt a távolságot ívhossznak nevezik. Ahogy nő, az ív megszűnik.
Az ív hossza megközelítőleg megegyezik az elektród átmérőjével. Ez azt jelenti, hogy a tartós égéshez és a 3 mm-es elektródával történő hegesztéshez a hegesztendő felületektől 3-5 mm távolságot kell tartani.
Ha az elektróda túl közel van a fémfelülethez, rövidzárlat fordul elő: az elektróda a fémhez tapad. Az elektróda hegesztett felületről való leválasztásához a másik irányba kell billenteni vagy kikapcsolni. Amikor az áramellátás megszakad, az elektróda leáll.
Az elektróda szöge eltérő lehet. Jobb, ha a kezdő hegesztő körülbelül 70 ° -kal közelít a fémfelülethez (azaz a függőleges helyzethez képest enyhe eltéréssel).
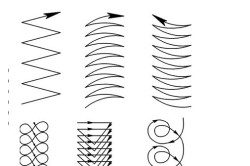
3. ábra: Az elektróda mozgási pályái az ívhegesztés során.
Minőségileg való főzéshez vizuálisan (a fényszűrő pajzsán keresztül) kell tanulni, hogy megbecsülje a hegesztési medence méretét. A vöröses medence szélessége a szűrőben 2-szerese az elektród vastagságának (átmérőjének).
A fürdő méretét befolyásolja az elektróda mozgásának sebessége. Ha túl lassan mozog, túl sok olvadt fém forma és egy széles hegesztett fürdő van, amely megakadályozza, hogy az ív kölcsönhatásba lépjen a hegesztendő talppal, és ezáltal ne jusson be. Ha az ív túl gyorsan mozog, az élek elégtelen olvadása és ennek következtében a behatolás hiánya lesz.
A hegesztés első lépése
Az első hegesztési műveleteket érdemes bármilyen felesleges fémfelületen próbálni. Az ív gyújtása után az elektródát a fém fölé kell vezetni, hogy egyenletes hegesztési nyomot kapjon. Ha az ív meggyulladásakor stabil lett, megkezdheti a felületek hegesztését. Ezek egymás végéig helyezkednek el, íveket kapnak és elektródot vezetnek a csatlakozási vonal mentén. Ebben az esetben a mozgások nem lehetnek egyenesek (a varrás mentén), hanem oszcilláló (jobbra, majd balra). Az elektróda hegesztés közbeni mozgásának tipikus rajza az 1. ábrán látható. 3.
Hűtés után a külső salakréteget kalapáccsal leüti, és a kapcsolat minőségét vizuálisan értékelik. A jó hegesztésnek ugyanolyan vastagságúnak kell lennie, hogy nincsenek látható üregek és törések.
Egy vagy két órás gyakorlás után a legtöbb kezdő hegesztő állandóan meggyullad egy ívet és éget. Egyszerű fémcsuklók készíthetők. Ha hegesztési frekvenciaváltóként dolgozik, akkor önállóan különböző munkákat végezhet egy személyes rajzon.
Tehát, ha új a hegesztésnél, és a TD Doka-nak köszönhetően éppen egy kiváló inverter típusú hegesztőgépet és egy csodálatos „kaméleon” maszkot vásárolt, akkor ez a cikk az Ön számára készült.
A hegesztés előtt a biztonsági szabályokról szeretnék beszélni hegesztőberendezések. Ne hagyja figyelmen kívül ezt a pillanatot. Javasoljuk, hogy tanulmányozza az EMP (Elektromos hegesztőberendezések üzemeltetési szabályai) fejezetet (Elektromos hegesztőberendezések). Győződjön meg róla, hogy ebből a dokumentumból sok hasznos információt kap a nemcsak a hegesztőberendezések kezelésére vonatkozó biztonsági szabályokról, hanem az egész vidéki ház, nyaraló villamos biztonságáról is.
Akkor biztosan szüksége van kiváló minőségű hegesztő kesztyűre (nadrág) és nem éghető anyagból készült ruházatra. Sokan igyekeznek főzni háztartási (kerti) kesztyűben, és néha ujjak nélküli ruhában is. Higgy nekem - a hegesztési permetégések nagyon fájdalmasak és nagyon hosszú ideig gyógyulnak. Győződjön meg róla, hogy rögzíti az összes gombot és viseljen minőségi cipőt. Különösen emlékezetes esetek voltak a forró fémek és salak repülése a gallérral és csizmák a nadrágukba. Sikolyok, táncok, agility kezdő hegesztők csodái.

 Próbáljon meg elkerülni a hosszú hordozók használatát, mivel ez a hegesztőgépek jelentős teljesítményveszteségéhez vezet. Ha még mindig ilyen hordozót használ, hajtsa le a kábelt a tárcsáról a végéig.
Próbáljon meg elkerülni a hosszú hordozók használatát, mivel ez a hegesztőgépek jelentős teljesítményveszteségéhez vezet. Ha még mindig ilyen hordozót használ, hajtsa le a kábelt a tárcsáról a végéig.
Az elektródákat szárítani, szükség esetén kalcinálni kell. Kezdőként nehéz lehet a hegesztési ív meggyulladása, és sokkal nehezebb, ha nem kalcinált elektródákkal végezzük. A kalcinálási módokat (hőmérséklet és idő) az elektródák csomagolásán feltüntetik. Áruházunkban mindent lehet a hegesztéshez, így ha úgy dönt, hogy egy kemencét vásárol, vagy egy elektródák kalcinálását, szívesen segítünk választani.

A "kaméleon" maszkot egy bizonyos típusú munkára és a hegesztőáram mennyiségére kell konfigurálni. Ügyeljen arra, hogy figyelmesen olvassa el az útlevél- vagy hegesztőmaszk utasításait. Ne kezdje el a hegesztést anélkül, hogy meggyőződne arról, hogy a fényszűrő működik. Néhányan elfelejtik lefordítani azt a Grind (sweep) helyzetéből - kap egy tisztességes "nyúl".
 A hegesztési áramot a típus típusának megfelelően kell kiválasztani hegesztési csatlakozásNe felejtsük el, hogy az alsó pozícióban mindig 20-30% -kal magasabb, mint a mennyezetben és 10-20% -kal, mint a függőleges. Az elektródákkal jelölt dobozon a becsült áram erőssége látható.
A hegesztési áramot a típus típusának megfelelően kell kiválasztani hegesztési csatlakozásNe felejtsük el, hogy az alsó pozícióban mindig 20-30% -kal magasabb, mint a mennyezetben és 10-20% -kal, mint a függőleges. Az elektródákkal jelölt dobozon a becsült áram erőssége látható.
Kezdőknek ajánlott az MP3-C rutilelektródákkal forralni.
Ne próbálja meg azonnal elkészíteni a terméket: tartályt fürdőhöz, vagy kerítéset, stb., Annak ellenére, hogy általában nem túl nehéz. Ne feledje, hogy a toborzó katona fő fegyvere egy lapát, és egy kezdő hegesztő egy sarokcsiszoló, bolgár. Ezért annak érdekében, hogy a jövőben a fő szerszám használatát minimalizálni lehessen, el kell kezdeni a teszthengerek behelyezésével (burkolásával) annak érdekében, hogy „érezze a hegesztést”.

Célszerű, hogy az első edzés során megfelelő vastagságú fémlemezt találjon. A fém felületét csiszolóval fémes csillogásig őröljük, és a görgőt az alsó pozícióba helyezzük úgy, hogy a jobb oldali és jobb oldali, ha balra jobbra fordul, ha az elektróda jobbra és balra fordul.
Kísérletezzen a hegesztőáram és az elektróda-manipulációk mennyiségével.
 Ezután a görgőhengerek oszcilláló keresztirányú mozgásokat hoznak létre. Általában az elektróda-manipulációs geometriát az alábbi ábrán látható változatok képviselik. A párnának egyenletesen egyenletesnek kell lennie. Általános szabály szakemberek: a hegesztési áramnak a lehető legmagasabbnak kell lennie a kiváló minőségű behatolás és megjelenés érdekében.
Ezután a görgőhengerek oszcilláló keresztirányú mozgásokat hoznak létre. Általában az elektróda-manipulációs geometriát az alábbi ábrán látható változatok képviselik. A párnának egyenletesen egyenletesnek kell lennie. Általános szabály szakemberek: a hegesztési áramnak a lehető legmagasabbnak kell lennie a kiváló minőségű behatolás és megjelenés érdekében.
Próbáljon meg rövid ívet tartani, azaz az elektródának folyamatosan 2–3 mm-re kell lennie a hegesztési medencétől, ezért fokozatosan kell simán betáplálni a hegesztési zónába, az áram sebessége és nagysága alapján. Ez is érzi magát.
Próbálja meg rögzíteni a földelést vagy a „földet” a hegesztési ponthoz a lehető legközelebb. Rögzítse szorosan az elektródát a tartóba. Ügyeljen arra, hogy a gyertya vége legalább 10 cm legyen, ne folytassa az elektróda égését.
Nézze meg a hegesztési medencét. Ismerje meg, hogy megkülönböztesse a fémeket a salaktól. Salak át hegesztő maszkÚgy néz ki, mint a sötét foltok a napon.

 Hegesztés után óvatosan érintse meg a salakot egy speciális kalapáccsal. Óvatosan hangsúlyozom, nem szabad a vállát vésni, a bőrt és a szemet bőven töltött salak van, és általában kezdők szenvednek. Ha van „kaméleon” maszkja, akkor ezt a műveletet nem ajánlott felemelni.
Hegesztés után óvatosan érintse meg a salakot egy speciális kalapáccsal. Óvatosan hangsúlyozom, nem szabad a vállát vésni, a bőrt és a szemet bőven töltött salak van, és általában kezdők szenvednek. Ha van „kaméleon” maszkja, akkor ezt a műveletet nem ajánlott felemelni.
Világítsuk meg a hegesztési elektródát, vagy kissé megérintve, vagy "réce", mint egy mérkőzés.
Ha az elektróda elakad, és nem szakad meg, miután levágta, akkor szükség van a bevonat lassú lebontására a kezeddel, mivel ilyen esetekben az elektróda rúd általában ég. Ha az elektródát vizelettel kopogtatjuk, akkor a vakolat többnyire lesz szükségesnél, és a csupasz rúd megmarad, és ismét a tapadás valószínűsége exponenciálisan nő.
Azt is javasoljuk, hogy kísérletezzen a hegesztőgépen az Arc Force csavarral. Úgy tervezték, hogy beállítsa az "ív merevségét". A „lágy ív” alacsony fröcskölést biztosít a finom csepegés során, és a „kemény” lehetővé teszi a hegesztés mély behatolását. Az Arc Force beállítását számos „hegesztő” hegesztő használja az elektróda tapadásának megakadályozására. Általában ilyen esetekben a hegesztés kezdetén teljesen kioldódik és a gyújtás után az ívek visszatérnek a kívánt pozícióba.
A fiatal harcos tanfolyam következő szakasza a függőleges görgők.
Megfogjuk a lemezt, például a bemeneti rúdra, és megpróbálunk egy függőleges varratot helyezni. A hegesztés iránya az alulról felfelé. Ha az elektródák rutilek, akkor a hegesztést „szakadással” végezzük, különben a „hegesztőfürdő” folyik.
Elvileg, ha sikeresen befejezte a függőleges felületeket, akkor lassan elkezdheti a „kerítés építését”. Kezdőknek ez elég lesz, és a többi "megtanulja" a harcban.
De a legérdekesebbeknél vízszintes és mennyezeti pozícióban lehet gyakorolni.
Természetesen kevés ember azonnal kap egy jó hegesztési gyöngyöt a felső helyzetben, de ez arra ad lehetőséget, hogy gondolja át, hogyan alakul a hegesztés, hogyan viselkedik a fém a hegesztés során stb.
A sikeres „kerítésépítéshez” nem csak a hegesztés birtoklása, hanem a hegesztéshez való megfelelő szerelés és előkészítés is szükséges.
Vegyük figyelembe, hogy amikor a fém hegesztése mindig „összenyomódik”, akkor azt is az irányba vezet, ahonnan főzünk. A hegesztés során vegye figyelembe a vezetékeket és az öltést, mivel ez nagymértékben befolyásolhatja a szerkezetek méretét. Ha lehetséges, javasoljuk, hogy az építményt csapokra szereljük, speciális eszközökkel (bilincsek, stb.), Majd ezt követően, amint kell, újra ellenőrizze a méreteket és a geometriát, és a végét a „szorosan” építse be. Ha a varratok hosszúak, akkor azt javasoljuk, hogy a központtól a végéig főzzük rövidre, a „szétszereléssel”, egy kockás mintázatban, ha a varrás kétoldalas. A hegesztésnél a „hétszer, egy vágás” elv érvényesül. Ez segít elkerülni a fent leírt problémákat.
Ha valami nem működik, ne kétségbeesés - biztosan később jelentkezik. A hegesztés szereti a pácienst és tartósan, így tanít. Mindenesetre a TH „DOKA” szerencsét kíván!





