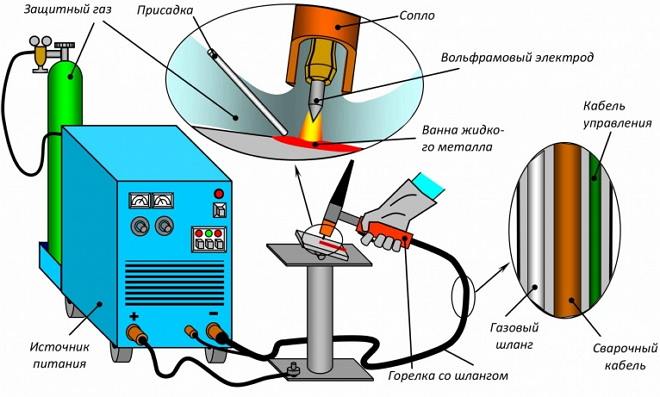
Quelles électrodes sont utilisées dans un environnement argon. Marquage des électrodes en tungstène
Les électrodes en tungstène sont des tiges non consommables pour le soudage à l'arc sous argon. Ils sont également utilisés dans certaines opérations de surfaçage, de coupage plasma des métaux, de pulvérisation.
1 Description des qualités des tiges de tungstène selon GOST 23949–80
Les produits de soudage décrits sont en tungstène forme pure, ainsi que du tungstène et divers additifs pouvant activer le processus de soudage. La norme d'État 23949 parle des marques suivantes d'électrodes en tungstène pour le soudage à l'arc sous argon:
- EVT-15;
- EVI (1, 2 et 3).
La fraction massique de tungstène pur dans ces électrodes est comprise entre 99,91 et 99,95%. Les différentes impuretés (en particulier le molybdène, le silicium, le fer, l’aluminium, le calcium et le nickel) ne peuvent pas contenir plus de 0,05 à 0,11%. Dans les grades EVI-2 et EVI-3, la présence de tantale est autorisée jusqu'à 0,01%, dans l'EVT-15 - 1,5 à 2% de dioxyde de thorium, dans l'EVL - de 1,1 à 1,4% d'oxyde de lanthane. En outre, dans les produits de qualité EVI, il y a 1,5 à 3,5% d'oxyde d'yttrium.
Les électrodes en tungstène de tous types en raison de la température d'ébullition élevée (environ 5800 degrés) du tungstène et de sa réfringence accrue (presque 3 000 degrés) sont caractérisées par des débits très faibles pendant le soudage.
Un mètre de couture est utilisé en centièmes de gramme de matériau. Et l'ajout de zirconium, de lanthane, de cérium et de thorium donne aux tiges de tungstène un paramètre de fonctionnement vraiment unique.

Les électrodes finies sur leur surface ne doivent pas contenir de pollution ni d’inclusions, d’oxydes, de délaminage, de traces de matériaux technologiques lubrifiants, de fissures et de trous. Lors de la réception des baguettes de soudage, leur surface est inspectée visuellement. Dans certains cas, l'utilisation d'appareils de mesure et d'outils optiques spéciaux est autorisée.
2 Marquage de couleur international des baguettes de soudage au tungstène
Le choix d'une marque particulière d'électrode de tungstène est assez simple, elles sont toutes indiquées d'une manière ou d'une autre. Par exemple, l'une des extrémités des produits en tungstène pur est indiquée en vert et est marquée dans la pratique internationale par les lettres "WP". Selon les normes mondiales, de telles électrodes contiennent 99,5% de tungstène. Ils garantissent la stabilité parfaite de l'arc électrique lors des opérations de soudage sur courant alternatif.
Les baguettes "vertes" sont principalement des électrodes en tungstène pour le soudage de l'aluminium, des alliages à base de magnésium et du magnésium pur. Les experts recommandent de les utiliser lorsque le soudage est effectué dans une atmosphère d’hélium ou d’argon sur un courant alternatif sinusoïdal. La particularité de ces cannes est que leur extrémité de travail se présente sous la forme d'une balle. Ce besoin est dû au fait que la charge thermique sur le produit a un chiffre limité.
La couleur grise est "WC-20". Environ deux pour cent de cérium de terres rares actif sont présents dans leur composition. L'additif spécifié fournit:
- augmenter les valeurs de courant autorisées pour le soudage;
- allumage par arc de secours;
- émissions améliorées (et très importantes) de la baguette de soudage.
Les électrodes «grises» dans un environnement professionnel sont considérées comme les plus polyvalentes. Ils permettent de connecter des structures de presque tous les alliages métalliques connus aujourd'hui et des nuances d'acier, de plus, à la fois avec un courant continu et un courant alternatif de polarité directe. Notez que le cérium est un élément non radioactif. En outre, il se classe parmi les métaux communs du groupe des terres rares.
Un point important - "WC-20" même avec des valeurs de courant minimales fournit une excellente stabilité arc de soudure. C'est pour cette raison que son utilisation est recommandée pour le soudage de tôles d'acier minces, de canalisations à des fins diverses, ainsi que des produits de tuyauterie de tous diamètres. Cependant, il est préférable de ne pas choisir des taux de courant élevés lorsque vous travaillez avec "WC-20", car une teneur élevée en oxyde de cérium peut se former à l'extrémité chaude de la tige.
Produits faiblement alliés en cuivre et titane, et généralement soudés au courant continu à l’aide de tiges "rouges" (marquage - "WT-20"). Ces électrodes sont dopées au dioxyde de thorium (jusqu'à 2%) et sont utilisées le plus souvent.

Il est à noter que le thorium est un métal radioactif. Si les électrodes "WT-20" ne sont pas utilisées systématiquement et si le volume de travail effectué est insignifiant, la santé du soudeur ne sera pas menacée.Si leur utilisation constante est prévue, il est très important de veiller à une ventilation efficace de la zone de soudage et de fournir au soudeur des munitions de protection (masque spécial, lunettes de protection, etc.).
Cannes avec des marques rouges à des taux élevés courant de soudage pratiquement ne change pas leur configuration. En fonction de la tâche qui incombe à un spécialiste en soudage, vous pouvez modifier l'angle d'affûtage "WT-20". En général, le choix de l'électrode "rouge" est pleinement justifié lors d'une opération de soudage à courant constant. Dans de tels cas, il est plusieurs fois plus efficace qu'une tige de tungstène pur.
Lors du soudage de pièces en magnésium et en aluminium avec un courant alternatif, utilisez généralement des électrodes "blanches" "WZ-8" avec de l'oxyde de zirconium ne dépassant pas 0,8%. Ces tiges ont un arc unique dans leur stabilité, elles ne contaminent absolument pas le bain de soudure. Leur extrémité de travail est en forme sphérique. La charge de courant autorisée sur le «WZ-8» est légèrement supérieure à celle des produits de soudage au thorium, au lanthane et au cérium.

Dessins en titane très responsables, alliages de cuivreLes alliages anticorrosion et à faible teneur en carbone sont le plus souvent soudés avec des baguettes «WY-20» marquées en bleu foncé et contenant du dioxyde d’yttrium en tant que composé dopant (environ 2%). Ces électrodes se caractérisent par une grande stabilité du point de cathode, grâce à quoi l'arc devient stable à des valeurs très différentes du courant de soudage. À ce jour, le "WY-20" est reconnu comme le produit le plus résistant d'un certain nombre d'électrodes de type non consommable.
Il existe également des baguettes de soudage "WL-20" et "WL-15". Les premiers contiennent de l’oxyde de lanthane dans une proportion d’environ 2% (en bleu), les seconds ne contiennent pas plus de 1,5% de l’oxyde indiqué et sont indiqués en couleur dorée. Ils s'appellent des électrodes de lanthane.
Ces produits garantissent de faibles niveaux de contamination. joint soudé et sont considérés comme très durables. Et l'affûtage initial des électrodes en tungstène avec de l'oxyde de lanthane est maintenu pendant une longue période. Par conséquent, "WL" est souvent utilisé pour le soudage de "l'acier inoxydable" et des aciers classiques en polarité de courant continu.

Les baguettes de lanthane ont un potentiel de portance élevé (presque deux fois supérieur à celui d'un produit standard en tungstène pur), une légère tendance à la combustion et un allumage par arc simple. De plus, "WL-20" et "WL-15" garantissent une usure minimale de l'extrémité de travail de la baguette de soudage.
Comme vous pouvez le constater, il existe de nombreuses variétés d’électrodes à base de tungstène et d’additifs spéciaux. Cela signifie que l'utilisateur peut faire un choix judicieux de la tige, ce qui est idéal pour relier des pièces et des structures de différentes qualités et types d'acier.
3 caractéristiques affûtage des tiges de tungstène
Pour le traitement des produits de soudage décrits dans l'article, une affûteuse spéciale pour électrodes de tungstène est généralement utilisée. Un tel dispositif comporte des disques à grains fins. Le grain doit nécessairement avoir une petite taille, car sinon, au bout de la tige, lorsqu’elle est affûtée, des rainures et de petites bavures se formeront. Afin d'éviter toute contamination des disques, il est interdit d'utiliser la machine pour traiter d'autres matériaux.
Une affûteuse pour électrodes de tungstène est utilisée selon les besoins. L'angle d'affûtage et la taille de l'affûtage de la baguette de soudage sont d'une grande importance pour son utilisation normale, car ils affectent directement le potentiel de pénétration de l'arc électrique. Avec une diminution de la taille de l'émoussement, on observe une augmentation de la profondeur de pénétration, ainsi qu'une augmentation de la densité de courant, de la pression de l'arc et de la concentration de flux de chaleur.
Les paramètres géométriques et la forme de la colonne d'arc changent lorsqu'un ou l'autre angle est sélectionné. Un pôle d'arc électrique sera caractérisé par une forme conique à des angles de 15 à 75 degrés. Et dans les cas où l'affûtage est effectué à grand angle, le pôle modifiera sa forme en une forme cylindrique. Lors de l'utilisation du courant alternatif, l'affûtage est le plus souvent effectué avec une extrémité arrondie. dans le traitement recommandé pour les cas où le processus est effectué à un courant constant.

La longueur de l'affûtage, en règle générale, est de 0,5 à 2 sections de la baguette de soudage, ce qui a un impact significatif sur la largeur et la profondeur de la soudure. Avec une augmentation de la longueur de l'affûtage, une diminution de la largeur de la partie fondue est observée. Si vous choisissez une petite longueur, la profondeur de pénétration est considérablement réduite. Il faut toujours se rappeler ces caractéristiques lors de l’utilisation d’une affûteuse pour électrodes de tungstène.
J'aimerais également ajouter que la combustion stable de l'arc électrique après l'affûtage de tiges de tungstène dépend de:
- émousser à la pointe de l'électrode;
- rayures apparaissant sur le produit lors de l'affûtage.
La quantité d'affaiblissement est choisie de sorte qu'elle corresponde à l'indice de courant et à la section transversale de la baguette de soudage. Et les risques, dont les dimensions doivent être minimales, sont placés dans l'axe du produit. Après l'affûtage, il est recommandé de polir la tige.

- "G-Tech" d'un fabricant de bonne réputation ESAB: voitures de différents modèles avec disques de diamant et système de dépoussiérage en mode automatique, ainsi que des réservoirs consignés volumineux. Nous ajoutons que les appareils "G-Tech" ne nécessitent pas de système d'échappement séparé;
- "ESG Plus" de la société Orbitalum: traitement des électrodes de six sections populaires, possibilité de réaliser quatre angles différents et en face de la pointe des baguettes de soudage;
- "EWM TGM 40230": une machine à main compacte qui offre une qualité de netteté décente de 0 à 90 degrés.
Les électrodes de tungstène sont utilisées pour le soudage à l'arc TIG à l'argon. Ces électrodes sont réfractaires: leur point de fusion est plus élevé en comparaison avec les processus de événements de soudage. Il est important que leur consommation soit bien moindre: seulement quelques dizaines de milligrammes d'électrode sont consommés par mètre de couture finie.
L'électrode de tungstène est une tige de tungstène. Certains modèles intègrent des additifs de métaux rares dans la composition, ce qui permet d’allonger considérablement leur durée de vie.
Le marquage des électrodes en tungstène est effectué en fonction du type d'additifs entrant dans leur composition:
- WL15. Le composant de ces électrodes est l'oxyde de lanthane. Les électrodes ont une surface dorée. Ils fournissent un arc instantané (initial et répété), sont très résistants à la combustion et assurent une combustion stable. Il est possible de souder tous types de métaux avec un courant continu et alternatif.
- WY20. Éléments soudés TIG à haute résistance à la fusion et de couleur bleu foncé. Utilisé pour produire les composés les plus importants lors de l'utilisation d'acier inoxydable, de carbone et de matériaux faiblement alliés, ainsi que de cuivre et de titane. Le soudage est effectué sur un courant de soudage constant.
- WC20. Electrodes avec présence d'oxyde de cérium dans la composition. Posséder des émissions accrues. Fournit un arc rapide et protège contre le dépassement du courant de soudage admissible. Peint en gris. Utilisé pour travailler avec tous les types d'acier, adapté au soudage à courant alternatif et continu.
- WZ8. La composition de ces électrodes est en oxyde de zirconium. Le zirconium contribue à la stabilité de la combustion et à une augmentation significative du courant au cours des travaux en cours. La surface de l'électrode est blanche. Appliquez le WZ8 lors des travaux de soudage sur l'aluminium et le magnésium. Les travaux sont effectués en courant alternatif, ce qui exclut les particules indésirables dans le bain de soudure.
- WT20. Electrodes avec présence d'oxyde de thorium dans la composition. Thorium améliore considérablement les performances et prolonge la vie. Les électrodes sont peintes en rouge. Avec leur aide, vous pouvez souder des produits de grande épaisseur en cuivre, titane, inox, carbone et acier faiblement allié. Sont appliqués au travail sur un courant continu.
- WL20. L’oxyde de lanthane, par sa composition, contribue à l’inflammation rapide de l’arc, réduit les risques de combustion et augmente la stabilité de la combustion. La couleur de l'électrode est bleue. Ils sont universels et peuvent fonctionner à la fois en courant continu et en courant alternatif. Habitué à travailler avec presque tous les types d'alliages et d'aciers.
- WP. Différence de la présence de tungstène dans sa composition. La surface de l'électrode est peinte en vert. Fournir la stabilité accrue d'un arc de soudage. Ces électrodes sont en magnésium et aluminium soudés. L'exécution des travaux est réalisée en courant alternatif.
Lors du choix des électrodes en tungstène, prêtez attention aux paramètres clés suivants:
- Emballage Les électrodes sont fournies dans des cintres en plastique en plastique ou dans des boîtes. En règle générale, 10 pièces. Ce montant est généralement suffisant pour un grand nombre de travaux de soudage.
- La taille Habituellement, la longueur des électrodes est de 175 mm. Les électrodes ne diffèrent que par leur diamètre, qui est choisi en fonction de l'épaisseur du matériau de travail et de l'intensité du courant admissible pour des travaux spécifiques. Le diamètre des différentes électrodes peut être de 2 à 4 mm. Le coût peut avoir une certaine variation en fonction de l'épaisseur de la tige.
Achetez des électrodes de tungstène à Moscou à un prix abordable, vous pouvez dans le magasin en ligne "Vistek". Nous proposons à nos clients un large choix d'électrodes de soudage au tungstène de haute qualité au meilleur coût. De vous suffit de déterminer les objectifs et les caractéristiques du travail prévu. Nos consultants qualifiés vous aideront à faire le bon choix et à passer votre commande.
L'électrode de tungstène a trouvé une application dans l'environnement de gaz de protection (hélium, argon). Moins couramment utilisé quand découpe au plasma et faire surface.
Les électrodes de tungstène pour le soudage à l'arc sous argon ont une réfringence élevée (3000 degrés). Produit par pressage en poudre. En plus du tungstène (point d'ébullition 5800 degrés) dans la composition, il existe, en fonction de la marque du produit, des oxydes:
- le cérium;
- thorium;
- l'yttrium;
- le lanthane;
- zirconium.
Pour la commodité des soudeurs, les électrodes non consommables sont codées par couleur.
1) WP (pointe verte) - teneur en tungstène de 99,5%, pour soudage avec du magnésium (alliages), aluminium. La teneur élevée en tungstène augmente la stabilité d'un arc de courant alternatif dans l'hélium et l'argon. La zone de travail de l'électrode se présente sous la forme d'une boule de croissance.
2) WT-20 (code rouge) - addition de dioxyde de thorium (2%).

Connexion CC: cuivre, titane et acier inoxydable, faiblement allié, acier au carbone. La marque est en demande, mais le thorium est une matière radioactive: lors du meulage d'électrodes toriées, la poussière est nocive pour la santé humaine. La zone de travail du soudeur nécessite une bonne ventilation. Le WT-20 conserve la forme de l'électrode quelle que soit l'intensité du courant et l'angle d'affûtage est modifié pour répondre aux besoins de soudage.
3) WС-20 (pointe grise) - du dioxyde de cérium (2%) est ajouté.

La marque est utilisée pour le soudage des aciers et alliages en courant continu et alternatif. Le désoxyde de cérium (élément non radioactif) améliore le démarrage à l'arc et augmente la tolérance au courant. Le WC-20 est utilisé pour le soudage de tôles d'acier minces, de pipelines et de tuyaux orbitaux. Le manque de produits de cérium dans la concentration d'oxyde dans la zone de travail de l'électrode.
4) WY-20 (extrémité bleu foncé) avec addition de dioxyde d'yttrium (2%).

Courant continu en cuivre, titane (alliages) et acier - inoxydable, carbone, faiblement allié. L'additif Yttrated améliore la stabilité de l'arc dans tous les modes actuels.
5) WZ-8 (marquage blanc) - oxyde de zirconium (0,8%).

Pour le soudage sur courant alternatif d'aluminium, magnésium et alliages. La zone de travail des électrodes en zirconium sous forme de sphère dépasse la charge actuelle des autres produits.
6) électrodes de tungstène pour le soudage à l'arc sous argon avec inclusions d'oxyde de lanthane:
WL-15 (couleur dorée), 1,5% d'oxyde de lanthane;
WL-20 (code bleu), 2% de lanthane;
WR-2 (pointe turquoise) - oxyde de lanthane (1,4%).

Les produits contenant de l'oxyde de lanthane ont un démarrage facile et un arc stable, les brûlures de métal sont minimes, l'usure réduite de la zone de travail de l'électrode. Utilisé pour tous les types d'acier et d'alliages.
Tailles et prix des électrodes:
- longueur - 175 mm;
- diamètre de 1 à 5 mm.
Les diamètres les plus populaires sont de 1,6 à 2,5 mm.
Le prix des produits à base de tungstène dépend du fabricant, de la marque et du diamètre de l'électrode.
Le coût de WL-15 en provenance de Chine (1,0 mm, universel) - 40 roubles. Produit allemand TBi D (3,0 mm, rouge pour l'acier inoxydable) coûtera 340 roubles. Pour le chinois WT-20 (5,0 mm, rouge pour l'acier inoxydable) devra payer 900 roubles.
Comment aiguiser les produits de tungstène
Avant d’utiliser les électrodes pour soudure à l'argon aiguisé. Pour obtenir la bonne longueur d'affûtage, les experts en argon conseillent une formule simple: multipliez le diamètre de l'électrode par 2,5.
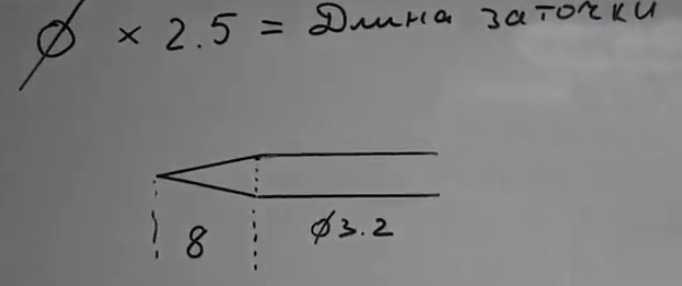
Par exemple, un diamètre de 3,2 mm est multiplié par 2,5 et nous obtenons une longueur d'affûtage de 8 mm (illustration ci-dessus).
En courant alternatif, la balle sur le produit de tungstène est formée par le CAM. Électrode spécialement émoussée, formant un hémisphère - pas nécessaire.
L'électrode est rectifiée comme un crayon. Si les risques d'abrasif sont accentués, ils créeront des obstacles à un arc stable.
Vous pouvez affûter le papier de verre ou la meuleuse en faisant tourner le produit entre vos mains. Pour un affûtage uniforme, vous pouvez fixer la tige à la cartouche de tournevis ou à la perceuse électrique en définissant une petite vitesse de rotation.
Pour des raisons de sécurité, portez un masque pour protéger vos organes respiratoires de la poussière.
Automatisation des processus d'affûtage
Des machines spéciales pour l'affûtage des électrodes en tungstène pour le soudage à l'argon sont vendues. Est inclus dans l'emballage - une valise résistant aux chocs pour le stockage de l'appareil, une machine électrique, l'appareil pour la fixation d'une électrode dans le support.
Le dispositif de machine à écrire comprend:
- disque de diamant abrasif unilatéral;
- ajustement du nombre de tours;
- filtre pour fines poussières de tungstène;
- réglage de l'angle d'affûtage de 15 à 180 degrés.
Ceux qui souhaitent acheter cet appareil pour les besoins de la maison.
P.S. Au cours de la pratique, vous accorderez la préférence aux marques d’électrodes préférées que vous utiliserez le plus souvent.
Comme le sait tout spécialiste, les électrodes en tungstène, classées dans la catégorie des produits non consommables, sont utilisées pour le soudage à l'argon. Ils se distinguent par une grande variété de types, chacun étant déterminé par le marquage appliqué à ces produits au cours du processus de production.
Comprendre les caractéristiques des électrodes en tungstène
Les électrodes en tungstène sont des tiges réfractaires qui forment l’arc électrique nécessaire à la fusion des bords des pièces à assembler et du matériau de remplissage pendant le processus de soudage. Ces électrodes sont principalement utilisées pour le soudage dans un environnement protecteur d'argon. Avec leur aide, effectuer le soudage de diverses structures, y compris tubulaires. Le tungstène à cette fin n’a pas été choisi du tout par hasard, car c’est lui qui est le métal le plus réfractaire disponible dans la nature.
Les exigences de marquage appliquées aux tiges de tungstène au cours de leur fabrication sont spécifiées dans les normes internationales, ce qui permet de classer ces produits dans un certain type, quel que soit le pays du monde où ils sont fabriqués. Selon ces exigences, le marquage de l'électrode doit refléter non seulement son type, mais également sa composition chimique.
Les électrodes de tungstène peuvent être déterminées par la première lettre «W» (tungstène) incluse dans leur désignation. La plupart de ces barres contiennent une petite quantité d'additifs d'alliage. Ces derniers s'améliorent caractéristiques techniques produits et augmenter sa durée de vie. Sur le type d'élément d'alliage, qui est contenu dans l'électrode de tungstène, a déclaré la deuxième lettre dans l'étiquetage.
Dans la désignation des tiges de tungstène, on peut trouver les lettres suivantes, qui indiquent certains additifs d'alliage.
C (oxyde de cérium)Les électrodes de tungstène contenant cet additif d'alliage sont des produits universels, elles sont utilisées pour le soudage avec tout type de courant, elles maintiennent une combustion à l'arc stable même à de faibles valeurs.
Des électrodes en oxyde de cérium contenant du tungstène sont utilisées pour le soudage à courant alternatif. Lors de leur application, vous devez faire très attention à ce que le bain de soudure ne soit pas exposé à une contamination même minimale. L'arc créé à l'aide de telles tiges se distingue par sa stabilité et sa puissance élevée. Comparées à d’autres types de produits, les électrodes en tungstène avec de l’oxyde de zirconium peuvent supporter des charges de courant importantes.
L (oxyde de lanthane)Les produits contenant cet additif d'alliage facilitent l'allumage de l'arc de soudage et sa grande stabilité, ainsi qu'un rallumage rapide. Lors de l'utilisation de telles tiges, le risque de brûlure des pièces connectées est réduit, le courant de fonctionnement est considérablement augmenté. Ces électrodes sont durables, elles polluent moins le bain de soudure que les produits en tungstène pur.
Les électrodes de tungstène, contenant de l'oxyde de thorium dans leur composition, sont très populaires car elles présentent de nombreux avantages. Le plus souvent, ces produits sont utilisés pour connecter des billettes en acier inoxydable fabriquées à partir de courant continu. En attendant, ces électrodes en tungstène présentent un certain nombre d'inconvénients. Lorsqu'il est utilisé pour le soudage chambres fermées et quand l'affûtage devrait être équipé lieu de travail ventilation par aspiration, le thorium étant un métal radioactif, les vapeurs et les poussières peuvent avoir un impact négatif sur la santé humaine. De plus, lors du soudage avec de telles électrodes effectuées en courant alternatif, l'arc peut sauter sur les surfaces en saillie, ce qui entraîne une dégradation de la qualité du joint formé.
Y (yttrium)Les produits de ce type sont considérés comme les plus stables de toutes les électrodes en tungstène. Ils sont donc utilisés pour le soudage de structures particulièrement importantes. Le soudage avec leur utilisation est effectué sur un courant continu.
P (tungstène pur)Cette lettre, présente dans le marquage, indique que le produit est en tungstène à 99,5%. Les électrodes en tungstène, qui ne contiennent pas d'additifs d'alliage dans leur composition, assurent la stabilité de l'arc pendant le soudage effectué sur un courant alternatif. Ces barres sont utilisées pour les pièces en aluminium.
Pour qu'un spécialiste puisse obtenir des informations plus complètes sur les électrodes de tungstène, des signes numériques sont également présents dans leur marquage.
Les premiers chiffres après les lettres indiquent le pourcentage exact du dopant. Ainsi, le chiffre 20 signifie que le matériau de l'électrode contient 2,0% de l'additif correspondant, le chiffre 15 - 1,5%, etc. Les deuxièmes chiffres de la désignation des barres, séparés du premier par un tiret, indiquent la longueur du produit, exprimée en millimètres.
La longueur la plus courante est de 175 mm, mais des électrodes de 50, 75 et 150 mm sont également produites. Les pièces ayant des paramètres géométriques différents sont cuites avec des électrodes en tungstène de sections différentes, dont la valeur peut être 1; 1,6; 2; 2,4; 3; 3,2; 4; 4,8; 5,6; 6,4 mm.
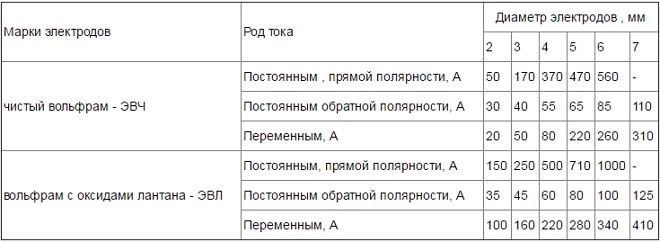
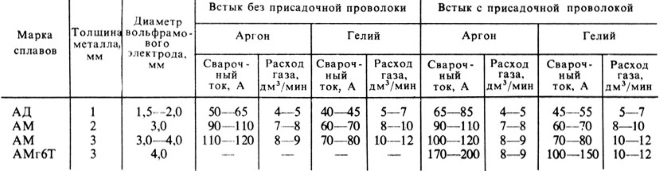
Tableau de sélection du diamètre d'une électrode de tungstène pour le soudage à l'argon, en tenant compte de la force et du type de courant
Par exemple, déchiffrons le marquage de l'électrode WL 10-75. En plus du tungstène, il contient 1,0% d'oxyde de lanthane. La longueur de ce produit, selon sa désignation, est de 175 mm.
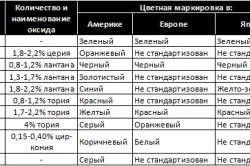
En un coup d'œil, il était possible de déterminer le type d'électrode en tungstène et son utilisation, les extrémités des produits de différentes marques sont peintes de différentes couleurs. De telles étiquettes peuvent être appliquées dans l'une des couleurs suivantes:
- vert - produits en tungstène pur, désignés par les lettres WP;
- des électrodes de gris - WC 20 contenant 2% d’oxyde de cérium;
- or - produits WL 15, leur composition est complétée par 1,5% d’oxyde de lanthane;
- noir - WL 10 joncs auxquels 1% d'oxyde de lanthane a été ajouté;
- bleu - WL 20, dans de telles électrodes, il y a 2% d'oxyde de lanthane;
- électrodes blanches - WZ 8, dont la composition est enrichie en oxyde de zirconium à 0,8%;
- électrodes jaunes - WT 10 contenant 1% d'oxyde de thorium;
- des barres rouges - WT 20 contenant 2% d'oxyde de thorium;
- électrodes violettes - WT 30 contenant 3% d 'oxyde de thorium;
- orange - produits WT 40, y compris 4% d’oxyde de thorium;
- bleu foncé - électrodes en tungstène WY 20, contenant 2% d’yttrium.

Sphères d'utilisation d'électrodes de tungstène de différentes marques
Les électrodes de tungstène appartenant à chaque type présentent des caractéristiques distinctives qui déterminent le domaine d'application.
WP - pointe verteLes électrodes en tungstène pur (WP) sont principalement utilisées pour le soudage à courant alternatif, qui est réalisé en argon. Avec leur aide, des produits en aluminium, en bronze d'aluminium (alliage cuivre-aluminium), en magnésium, en nickel et leurs alliages sont produits.
Les électrodes de ce type présentent les caractéristiques suivantes:
- mauvais amorçage d'arc;
- courte durée de vie;
- mauvaise tolérance à une charge de courant significative;
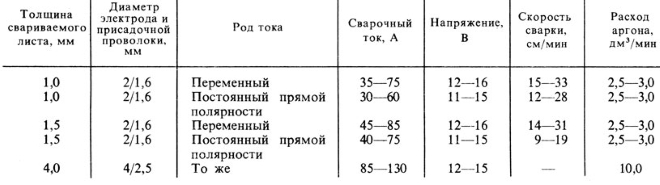
Modes de soudage du cuivre électrode de tungstène (pour joints bout à bout sur doublure en cuivre refroidie à l'eau ou coussin de flux)
WC 20 - pointe griseLes électrodes WC 20 sont également utilisées pour, mais avec leur aide, obtenir des joints de pièces en alliage fort, y compris les aciers inoxydables, les métaux fortement alliés (molybdène, tantale, etc.), le cuivre, le nickel, le titane et leurs alliages. Soudage de telles baguettes effectué en courant continu, connecté en polarité droite.
Nous listons les caractéristiques des électrodes en tungstène de ce type:
- allumage satisfaisant de l'arc;
- longue durée de vie;
- sécurité pour la santé humaine.
Les électrodes WZ 8 (pointe blanche) sont utilisées pour le soudage sur courant alternatif dans l'argon. On y utilise le soudage à l'arc sous argon de produits en aluminium, alliages cuivre-aluminium (bronze d'aluminium), magnésium, nickel et alliages de ces métaux.
Les caractéristiques distinctives des produits en tungstène de cette marque sont les suivantes:
- allumage satisfaisant de l'arc de soudage;
- bonne tolérance de charge actuelle;
- sécurité pour la santé humaine.
Les produits marqués WT 20 sont utilisés pour le soudage à l'arc à courant continu (polarité directe utilisée). Ces produits font bouillir des préparations à partir d'aciers fortement alliés, de métaux à point de fusion élevé, de cuivre, de nickel, de titane et de leurs alliages.
Caractéristiques des électrodes en tungstène de ce type:
- bon allumage de l'arc de soudage;
- durée de vie suffisamment longue;
- bonne tolérance aux charges de courant significatives;
- danger possible pour la santé humaine.
Le groupe des électrodes en tungstène, dans lequel du thorium est présent, comprend également des produits des marques WT 30 et WT 40. En raison du contenu important de cet élément radioactif dans la composition des électrodes, il est déconseillé de les utiliser, car leurs vapeurs nuisent à l'environnement et à la santé humaine.
Critères de sélection d'une électrode en tungstène
Lors du choix des tiges de tungstène, il est nécessaire de se concentrer sur des paramètres tels que:
- type, composition chimique et présence d'additifs d'alliage;
- diamètre qui affecte l'épaisseur du moulé joint de soudure;
- la géométrie de la pointe, qui détermine de nombreuses caractéristiques du processus de soudage;
- qualité d'affûtage.
Naturellement, le choix de l'électrode d'une marque donnée est fortement influencé par les caractéristiques des pièces à assembler: dimensions, composition du matériau, etc. Lors du choix des tiges de tungstène, vous pouvez vous reporter à des tableaux de référence ou à votre propre expérience.

Caractéristiques et méthodes d'affûtage
L'affûtage des électrodes en tungstène est un paramètre important auquel une attention particulière doit être portée. La forme de l’électrode d’affûtage non consommable dépend paramètres importants, comme pression d’un arc de soudure et distribution d’énergie qu’il transfère au métal des détails reliés. C'est pourquoi la taille de la zone de pénétration du métal en cours d'assemblage et, par conséquent, la profondeur et la largeur de la soudure dépendent de l'affûtage de l'électrode.
La forme de l'affûtage de l'extrémité de travail de l'électrode est choisie en fonction non seulement des paramètres des pièces à assembler, mais également du type d'électrode utilisé pour effectuer le soudage.
Ainsi, pour les produits de marque WP, WL 10, WL 20 et WL 15, l’affûtage sphérique de la tête de travail est affûté, car la charge thermique qui s’exerce sur celle-ci n’est pas très importante. Et aux extrémités des électrodes WT 20, contrairement aux produits des marques WP, WL 10 et autres, elles ne produisent qu’un léger renflement. Le type de courant utilisé pour le soudage affecte également la forme de l'affûtage. Vous pouvez vous familiariser avec les paramètres exacts de l'affûtage des électrodes en tungstène et les recommandations de son choix dans la littérature de référence.

Pour le soudage, des électrodes de différentes qualités peuvent être utilisées. Tout dépend de quoi machine à souder sera utilisé, ce qui nécessite une électrode. Electrodes de tungstène non consommables populaires, elles sont de haute qualité. Lors du choix, il est nécessaire de faire attention au type de marquage des électrodes en tungstène appliqué par le fabricant.
En choisissant des électrodes en tungstène, il est nécessaire de prendre en compte: le type d'électrode, le diamètre, la géométrie de la pointe de l'électrode et la qualité de l'affûtage et la dureté.
Caractéristiques des électrodes utilisées
Les électrodes en tungstène sont applicables pour le soudage à l'argon, dans l'environnement gaz inerte. Ils peuvent être utilisés comme soudeurs professionnelset débutants. Ces électrodes sont sûres, se distinguent par la plus haute qualité.
Selon les normes internationales, toutes les électrodes à base de tungstène sont spécialement étiquetées pour indiquer leur type et leur composition. La première lettre de la liste est "W", c'est-à-dire tungstène. La seconde se réfère à l'élément oxyde utilisé comme dopant. Parmi les oxydes d'alliage sont utilisés:
- oxyde de cérium, désigné par la lettre "C";
- oxyde de zirconium, indiqué sur l'étiquette par la lettre "Z";
- oxyde de lanthane - la lettre "L";
- oxyde de thorium - "T";
- le tungstène pur, qui ne contient aucun additif d'alliage, est indiqué sur le marquage par la lettre "P".
Après la deuxième lettre, un chiffre indique le pourcentage de substance ajoutée lors du dopage. Le nombre 20 indique que la composition comprend 2% du dopant. Le trait d'union est le deuxième chiffre - il s'agit de la longueur, exprimée en millimètres. La longueur la plus couramment utilisée est de 175 mm, mais il existe également des valeurs de 50, 75 et 150 mm. Le diamètre des électrodes en tungstène peut être différent de 1, 1,6, 2, 2,4, 3, 3,2, 4, 4,8, 5,6, 6,4 mm.
Le marquage contient toutes les informations nécessaires à l'utilisateur. Par exemple, il existe un marquage WL 15-175. Cela signifie qu'il s'agit d'une électrode avec des dopants de lanthane, dont le contenu est de 1,5%, sa longueur est de 175 mm. La désignation alphanumérique est loin de tout, il faut faire attention à la couleur du marquage. Aujourd'hui, les matériaux de soudage avec marquage de couleur sont produits:
- tungstène pur - WP vert;
- dans la composition, il y a de l'oxyde de cérium à 2% - WC gris 20;
- l'oxyde de lanthane est présent à 1,5% - WL 15 couleur or;
- l'oxyde de lanthane est présent à 2% - WL 20 bleu;
- 0,8% d’oxyde de zirconium présent - WL 8 blanc;
- l'oxyde de thorium est présent à 1% - WL 10 jaune;
- l'oxyde de thorium est présent à 2% - WL 20 est rouge;
- l'oxyde de thorium est présent à 3% - WL 30 violet;
- l’oxyde de thorium est présent à 4% - couleur orange WL 40.
![]()
L'utilisation d'une électrode marquée WT30, 40 n'est pas recommandée, car l'élément thorium est radioactif, sa teneur élevée peut être dangereuse.
Caractéristiques:
Le marquage WP en vert est conçu pour le soudage à l'arc sous argon avec courant alternatif. L'utilisation de ces métaux pour le travail comme l'aluminium et le magnésium, le nickel est possible.
Propriétés:
- l'allumage est faible;
- la durée de vie n'est pas trop longue;
- il a une excellente sécurité.
Le Wc-20 avec des marques grises est utilisé pour le soudage au courant continu avec la polarité directe de métaux tels que le cuivre, le molybdène, l'acier inoxydable, le titane, etc.
Les caractéristiques sont les suivantes:
- l'allumage est considéré comme bon;
- la durée de vie est longue;
- leur sécurité est excellente.
WL convient au soudage avec courant continu ou alternatif avec polarité directe. Convient aux pièces de faible épaisseur, pour les aciers fortement alliés.
Caractéristiques:
- la capacité de combustion est satisfaisante;
- longue durée de vie;
- la sécurité est excellente.
Il existe d'autres types, mais il est nécessaire de choisir avec soin les matériaux, car la qualité et la sécurité du travail en dépendent.
Comment choisir une électrode de tungstène?
![]()
Les électrodes WP en tungstène sont utilisées pour le soudage à courant alternatif d'alliages d'aluminium présentant une bonne stabilité à l'arc.
Dans le processus de soudage, qui est effectué dans un environnement de gaz inerte, des électrodes en tungstène sont utilisées. Cela garantit la plus haute qualité de travail, la couture est soignée et durable. Lors du choix d'un produit résistant à la chaleur et non fondant à base de tungstène, il convient de faire attention aux critères suivants:
- type d'électrode de tungstène, sa composition, la présence d'additifs d'alliage, paramètres;
- diamètre qui vous permet d'ajuster l'épaisseur de la couture de travail;
- qualité d'affûtage, densité de matériau;
- géométrie caractéristique de la pointe.
Lors de l'achat, vous pouvez compter sur l'étiquette apposée par le fabricant sur les matériaux.
Il contient des données sur les additifs entrant dans la composition, sur le domaine d’application, dans quelles conditions il peut être utilisé.
L'effet du dopage sur la qualité de l'électrode
Lors du choix, il convient de faire attention aux additifs utilisés pour le dopage. Ceci est important car l'utilisation des matériaux, leur qualité et leurs caractéristiques individuelles en dépendent. Tous les additifs d'alliage permettent d'obtenir des électrodes avec les paramètres suivants:

En raison de leurs propriétés, les électrodes en tungstène de la marque WZr 08 réduisent le risque de pénétration de tungstène dans le cordon de soudure.
- WP est un type spécial qui ne comprend aucun additif, fabriqué à partir de tungstène pur. Ils sont principalement utilisés pour le soudage en courant alternatif (AC). La stabilité à l’arc est bonne, la qualité de la couture est excellente. Les électrodes de tungstène ne peuvent pas être utilisées avec courant continu. Pour ces matériaux, les marquages seront verts, indiqués par des symboles WP.
- E3 indique que des additifs sont utilisés à partir d'oxydes de terres rares, par exemple un mélange d'oxydes. Les électrodes ne sont pas nocives, ce qui les distingue du thorié, elles ne sont pas radioactives, absolument pas dangereuses pour l'environnement. La portée de ces matériaux est vaste. Ils peuvent être utilisés pour tous les processus et capacités en courant alternatif ou continu, pour les aciers fortement alliés, pour divers alliages d'aluminium, ainsi que pour le cuivre, le titane et le magnésium bien connu. Les électrodes de tungstène se caractérisent par d’excellentes qualités d’allumage. Elles constituent la solution optimale pour les processus automatisés. Leur charge actuelle est plus importante, mais la durée de vie de ces matériaux est bien supérieure à celle des matériaux toriés ordinaires. Le marquage de matériaux de ce type est désigné WLa 10/15/20.
- Electrodes en tungstène lanthanées, utilisables pour les travaux de soudage à courant continu ou alternatif. C'est ce type qui peut être utilisé pour le soudage dit à microplasma. Cela a été rendu possible par la présence dans la composition de La 2 O 3, qui augmente la capacité de mieux s'enflammer. L'arc est obtenu en raison de la qualité. Leur durée de vie est inférieure à celle des précédentes. La présence d'un tel additif d'alliage ne les rend pas plus solides ni plus durables, elle élargit simplement le domaine d'utilisation. Le marquage contient plusieurs couleurs: noir pour WLa 10, or pour WLa 15.
WCe 20 ou WZr 08?
Le WCe 20 est une électrode de tungstène bien connue, qui comprend des additifs d'alliage tels que l'oxyde de cérium (CEO 2). La capacité de charge est augmentée plusieurs fois, leur qualité est supérieure à celle des groupes ci-dessus, mais E3 et WL sont encore plus stables. Le domaine d'utilisation est assez large, il comprend soudure avec des alliages alliés et non alliés. Le courant continu peut être faible ou moyen, le soudage avec courant alternatif est possible.
WZr 08 sont des électrodes en tungstène comprenant du zirconium. Ils sont utilisés lorsqu'il est nécessaire de prévoir en plus la protection de la soudure contre l'entrée de tungstène dans celle-ci. Ils ne conviennent pas au courant continu, bien qu’ils soient parfois utilisés. Le marquage est blanc.
Merci pour vos commentaires.




