Soudure à l'arc sous argon du cuivre sur la route. Soudage de tuyaux en cuivre. Caractéristiques de soudage des alliages de cuivre.
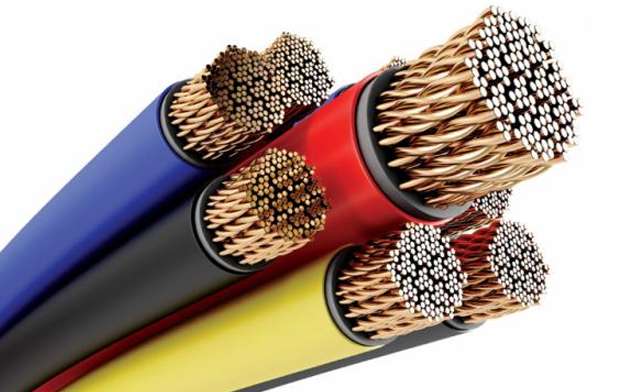
Le cuivre possède un certain nombre de propriétés uniques, notamment: la conductivité électrique et thermique la plus élevée, la ductilité, la résistance à la corrosion. La haute esthétique du métal s’ajoute aux qualités purement techniques, ce qui contribue à sa forte demande en tant que matériau décoratif.
Tout cela fournit du cuivre application large dans divers domaines. Le brasage et le soudage du cuivre sont des opérations qui doivent tôt ou tard faire face à tout maître qui aime travailler avec le métal. Outre le cuivre techniquement pur, ses alliages sont largement répandus: bronze et laiton.
Soudabilité du cuivre et certaines caractéristiques
La soudabilité du cuivre dépend de sa pureté chimique: moins il contient d’impuretés nocives - soufre, phosphore, plomb, etc. - mieux il est soudé. Les facteurs qui affectent le soudage sont les suivants:- La tendance du cuivre à s'oxyder. La liaison avec l'oxygène avec la formation d'oxydes réfractaires conduit à la formation de zones fragiles et de fissures dans la zone de traitement thermique.
- Le coefficient de dilatation linéaire élevé (1,5 fois supérieur à celui de l'acier) provoque un retrait plus important lors de la solidification, ce qui entraîne l'apparition de fissures à chaud.
- La tendance du métal à absorber les gaz à l'état fondu de l'air (principalement l'oxygène et l'hydrogène) affecte également la qualité joint de soudure. L'hydrogène, en particulier au moment de la cristallisation du métal, se combine avec l'oxygène de l'oxyde cuivreux et forme de la vapeur d'eau, provoquant la formation de pores et de fissures.
- La localisation de la croissance des grains entraîne l'apparition de structures fragiles dans la zone affectée par la chaleur.
- Un coefficient de conductivité thermique élevé (7 fois supérieur à celui de l'acier) nécessite une source de chaleur à forte concentration de puissance et d'énergie dans la zone de fusion. En raison de l'évacuation rapide de la chaleur, la formation d'un joint s'aggrave et la tendance à l'apparition de défauts - coupes, affaissement, etc. - se développe.
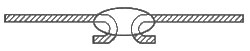
- La grande fluidité du cuivre (2 à 2,5 fois supérieure à celle de l'acier) ne permet pas un soudage bout à bout unilatéral avec une pénétration totale des arêtes et une bonne formation de soudure du côté opposé. Pour les joints bout à bout, une doublure peut être nécessaire du côté opposé, serré contre le métal soudé. La grande fluidité du cuivre rend également difficile le soudage à la verticale et surtout en hauteur.
- À des températures supérieures à 200 ° C, la résistance du cuivre diminue avec une diminution simultanée de la ductilité (contrairement à d'autres métaux, tels que l'acier, dont la résistance diminue à température élevée associée à une plasticité accrue). Des fissures peuvent se produire dans la plage de températures de 250 à 550 ° C, où la ductilité du cuivre atteint son minimum. À cet égard, les fixations dures doivent être évitées. Il n'est pas recommandé d'effectuer les coutures en deux passes, car la première passe crée déjà une fixation rigide. Les gants doivent être remplacés par des attaches coulissantes.
Lors du soudage du laiton, le zinc peut s'évaporer (son point d'ébullition est de 907 ° C, c'est-à-dire inférieur au point de fusion du cuivre), ce qui entraîne la formation de pores. Les couples de zinc, se combinant à l'oxygène, forment de l'oxyde de zinc qui, comme les paires elles-mêmes, est toxique et se libère sous la forme d'un nuage blanc et dense. En raison de l'évaporation et de la combustion du zinc, sa concentration dans l'alliage de soudure diminue. Le préchauffage du métal et les vitesses de soudage plus élevées réduisent l'évaporation du zinc. En général, manuel soudage à l'arc Le laiton est rarement utilisé et nécessite une aspiration continue des gaz.
Le cuivre désoxydé (M-1p, M-2p, M-3r), dans lequel la teneur en oxygène ne dépasse pas 0,01%, est le mieux cuit.
Pour surmonter les difficultés de soudage, la technologie de soudage au cuivre assure la protection du bain de soudure contre les gaz ou le flux: des désoxydants sont introduits dans la composition des électrodes et du fil d'apport: silicium, aluminium, manganèse, etc.
Méthodes de soudage au cuivre
Dans la fabrication structures soudées différents types de soudage sont utilisés à partir du cuivre - sans gaz de protection avec électrodes enrobées, avec gaz de protection avec électrodes non consommables et de fusion (fil), sous flux, etc. Deux types sont les plus courants: le soudage à l'arc manuel avec des électrodes revêtues de métal et le soudage avec des électrodes de gaz de protection. Comme les autres métaux non ferreux, le cuivre nécessite un nettoyage en profondeur avant le soudage. Tout d'abord, vous devez éliminer, à l'aide de chiffons, d'acétone ou d'autres solvants, tous les contaminants susceptibles de fournir des impuretés nocives, notamment le plomb et le soufre. Ils peuvent contenir des lubrifiants et des liquides de refroidissement, des graisses, des huiles et des peintures.Puis complètement enlevé film d'oxyde - une brosse métallique ou un grillage en acier inoxydable, ou un outil abrasif - usiner la pièce pour la faire briller.


Le nettoyage des pièces est une étape très importante qui affecte directement la qualité de la soudure. Sans cela, il est impossible d'obtenir une couture solide et belle.
Avec une épaisseur de paroi de 5 mm, le soudage est effectué avec préchauffage de la pièce à 300-700 ° C. Le chauffage des pièces massives est particulièrement important, et plus la pièce est massive, plus le chauffage doit être élevé.
Soudure au cuivre avec électrodes revêtues de métal (mode MMA)
Le cuivre d'une épaisseur de plus de 2 mm est bouilli à l'aide d'électrodes enrobées. Les métaux jusqu’à 4-5 mm peuvent être soudés sans arêtes de coupe; avec une épaisseur supérieure, il est nécessaire d’effectuer une coupe en forme de V ou de X avec un angle d’ouverture de 60 à 70 °. Le soudage est effectué par courant continu de polarité inverse. Valeurs approximatives du diamètre de l'électrode et courant de soudage en fonction de l'épaisseur du cuivre sont indiqués dans le tableau ci-dessous.| Epaisseur de cuivre, mm | Diamètre de l'électrode, mm | Courant de soudage cuivre, A |
| 2 | 2-3 | 100-120 |
| 3 | 3-4 | 120-160 |
| 4 | 4-5 | 160-200 |
| 5 | 5-6 | 240-300 |
| 6 | 5-7 | 260-340 |
| 7-8 | 6-7 | 380-400 |
| 9-10 | 6-8 | 400-420 |
Lors du soudage de tôles, il peut être nécessaire de réduire le courant initial défini - en raison du réchauffement de la pièce et du risque de brûlure qui en résulte.
Les électrodes Komsomolets-100, ANTS / OZM-2, ANTS / OZM-3, ANTS / OZM-4, OZB-2M (pour le bronz), etc. sont destinées au soudage du cuivre. Il est recommandé de les allumer avant de les utiliser.
Les électrodes recouvertes pour le soudage du cuivre ne peuvent pas fournir la même qualité de soudure, ce qui permet un soudage à l'argon. La force joint soudéleur utilisation dépend de nombreux facteurs: le bon choix de la marque d'électrode, le respect de la technologie requise (nettoyage minutieux, préchauffage, mode de courant optimal) et, bien sûr, la qualification du soudeur.

Soudure au cuivre avec une électrode de tungstène sous argon (mode DC / AC TIG)
Du point de vue du résultat, cette méthode est la meilleure. Les coutures réalisées en mode TIG se distinguent par leur durabilité et leur précision. Le soudage est effectué électrode de tungstène sur variable ou courant continu polarité droite. L'intensité du courant de soudage est choisie en fonction de l'épaisseur du métal soudé et du diamètre de l'électrode.L'argon, l'hélium, l'azote ou leur mélange sont utilisés comme gaz de protection. Ces gaz se distinguent par leurs propriétés technologiques, quelque peu supérieures, légèrement inférieures les unes aux autres. L'azote, en particulier, nécessite moins de courant de soudage que l'argon, mais les joints fabriqués avec son utilisation ont une certaine tendance à la porogenèse. De plus, ceteris paribus, la consommation d’azote dépasse la consommation d’argon. Par conséquent, ce dernier, compte tenu de son universalité, est utilisé plus souvent que les autres gaz.
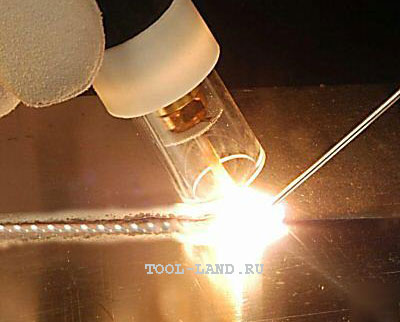
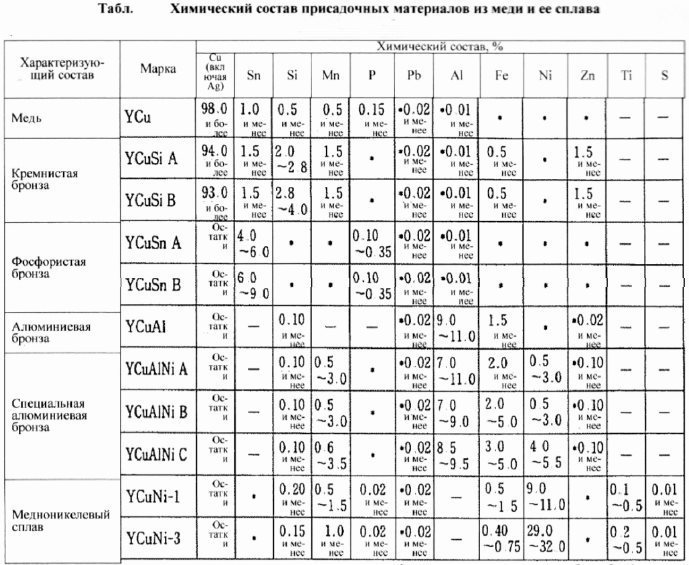
Des baguettes de cuivre (M1, M2, M3) ou de bronze (Br KMts3-1, etc.) sont utilisées comme matériau de remplissage. En pratique, des conducteurs en cuivre constitués de câbles et de fils électriques sont souvent utilisés. Il est souhaitable que le point de fusion de l'additif soit inférieur au point de fusion du métal de base. Pour une meilleure protection de la couture, la barre doit être placée devant le brûleur et non derrière celui-ci (voir la deuxième photo). Des feuilles de cuivre d'une épaisseur allant jusqu'à 4 mm peuvent être soudées avec un bordage sans matériau de remplissage.

Afin d'éviter la contamination de l'électrode de tungstène lors de la combustion à l'arc, celle-ci peut être excitée sur une plaque de charbon ou de graphite, puis transférée dans le produit.
Le soudage peut être effectué dans la position la plus basse et la plus verticale du joint.
![]()
Contrairement à l'aluminium, qui est brassé sans mouvements transversaux, le soudage du cuivre nécessite une manipulation de la torche pour former un joint et assurer sa liaison avec les parois. Le métal doit être "séparé" par des mouvements de torche circulaires ou en zigzag.

Le brassage dans les cratères doit se faire en prolongeant l’arc en retirant progressivement le brûleur, au cas où machine à souder n'a pas de fonction spéciale "soudure de cratère".
Soudure du cuivre semi-automatique (mode MIG)
Le cuivre peut également être soudé avec le mode MIG semi-automatique avec un courant continu de polarité inverse en utilisant de l'argon, de l'azote ou de l'hélium comme protection. La technologie de soudage dans ce cas, à la base, ne diffère pas de la soudure sur acier.Lorsque vous utilisez le contenu de ce site, vous devez placer des liens actifs vers ce site, visibles pour les utilisateurs et les robots de recherche.
La soudure au cuivre-argon est le composé le plus efficace pour les alliages de cuivre.
Tous les métallurgistes doivent traiter le soudage et le soudage des produits en cuivre. Aujourd'hui, nous examinons comment souder le cuivre avec de l'argon!
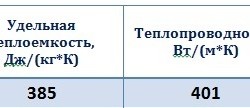
Le cuivre et ses alliages (bronze et nickel) en raison de la conductivité électrique et thermique, la résistance à la corrosion est utilisée dans de nombreuses industries. Le point de fusion du matériau est de 1083 ° C. La conductivité thermique du cuivre pur est 2 fois supérieure à celle de l'aluminium. Par conséquent, lors du soudage à l'argon, un bon chauffage du métal est nécessaire.
Mais la conductivité thermique de l'alliage de cuivre est déjà plus petite, il n'est donc pas nécessaire d'augmenter le chauffage.
Le cuivre et les alliages sont divisés en plusieurs qualités. Pour obtenir un joint soudé de haute qualité, il est préférable d'utiliser du cuivre désoxydé ou sans oxygène, car il contient peu d'oxygène.
Les principales compositions de soudage pour le soudage du cuivre à l'argon sont présentées dans le tableau.
Mais dans la pratique, des métaux similaires sont couramment utilisés dans la composition (que l’on trouve dans l’atelier de la maison).
De plus, pour une meilleure fusion et fusion du métal, des tiges avec un mince revêtement de la couche de fondant sont utilisées.
Préparation du matériel (nettoyage)
La soudure au cuivre avec de l'argon ne peut être effectuée sans un nettoyage en profondeur du matériau. Tout outil abrasif est pris et la place soudée est taillée pour briller. Ensuite, le matériau est dégraissé avec n’importe quel solvant.

La préparation du matériel est une procédure importante.
Adoptez une approche responsable pour nettoyer les produits en cuivre - cela affecte la qualité de la connexion.
Pour éviter les défauts (non-fusion, inclusions de laitier), préchauffez le matériau à une température de 350 à 600 ° C. La différence de température dépend du métal de base, du matériau de remplissage et de la rainure. Déterminé par l'expérience.
Vidéo: comment préparer une fissure sur un radiateur à gaz en cuivre pour le soudage.
Soudure à l'argon (mode TIG)
Cette technologie sur les assurances des soudeurs est la meilleure, les coutures sont soignées et durables. La soudure du cuivre à l'argon est réalisée avec une électrode en tungstène à courant continu. Et ici, dans un alliage aluminium-bronze, il est préférable de se connecter sur un courant alternatif.
Les réglages actuels de l'appareil sont sélectionnés en fonction de l'épaisseur du produit et du diamètre de l'électrode. Tableau pour aider:
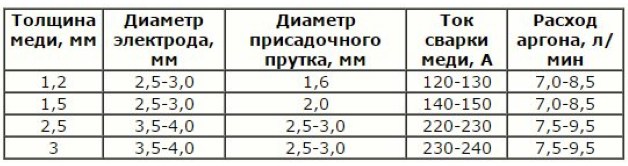
Outre l'argon, vous pouvez utiliser de l'azote, de l'hélium et leurs mélanges pour la composition de gaz de protection. Tous les gaz énumérés ont leurs avantages et leurs inconvénients. Mais l'argon est encore plus demandé pour le soudage.
Les baguettes de remplissage sont sélectionnées en fonction de la composition du matériau. Mais généralement, dans l'atelier à la maison, appliquer fils de cuivre extrait de câbles électriques ou transformateur. Auparavant, le noyau de cuivre était nettoyé du vernis avec du papier de verre et dégraissé avec un solvant.
Il est bon que le fil d'apport extrait ait un point de fusion inférieur à celui du produit préparé pour le soudage.
Quelques conseils de soudeurs expérimentés:
- toujours garder l'additif devant le brûleur;
- le soudage à l'argon pour le cuivre épais peut être effectué sans fil d'apport;
- il est recommandé de zigzaguer le brûleur pour assurer une meilleure adhésion du métal;
- matériau mince, afin d'éviter les brûlures, il est nécessaire de cuisiner avec des coutures courtes avec des interruptions;
- si l’appareil n’a pas la fonction de soudure par cratère, le brûleur doit être retiré progressivement (allongement de l’arc);
- la soudure à l'argon est réalisée en position verticale et horizontale du joint.
Vidéo: chauffage et composé de cuivre.
Soudure de tubes en cuivre
Lorsque des tuyaux en cuivre argon sont connectés, le courant est réglé sur bas. Le soudage est lent et constitue des pièces séparées du joint, avec un chevauchement d’au moins 1/3. Le fil de remplissage est poussé par les mouvements latéraux de la torche. Le principe est simple.
Soudage du cuivre à l'argon. La vidéo à la fin de l'article proposé est instructions détaillées travailler avec soudage à l'arc sous argon. Une telle soudure assure la formation d'un joint de haute qualité et fiable. La quantité d'impuretés diverses contenues dans le matériau à souder, c'est-à-dire le cuivre, détermine la méthode directe de connexion de la structure. Par exemple, pour souder du cuivre pur, des électrodes à fil d'apport et en tungstène sont utilisées. L’environnement de protection de l’argon permet de réduire la décharge de l’arc, ce qui est extrêmement important pour les structures minces.
Comment le cuivre est soudé avec de l'argon - les règles de base.
Le soudage à l'arc sous argon est largement utilisé pour la fabrication de structures en cuivre soudées. Pour obtenir une soudure de haute qualité, il est conseillé d'utiliser des gaz de protection, notamment les meilleures propriétés de l'argon de haute qualité, ou un mélange d'hélium et d'argon (ce dernier étant d'au moins 50 à 75%). À la maison, le cuivre est souvent soudé à l’aide d’une électrode en tungstène. Dans le rôle d’additif, une entretoise ou un fil de fer étroit et bien formé est excellent. La soudure au cuivre argon avec une électrode de tungstène non consommable est caractérisée par une excellente stabilité à l'arc. Ce type de soudage est utilisé lors du raccordement d'éléments minces (jusqu'à quatre millimètres) ou dans des endroits difficiles d'accès.
Les pièces en cuivre, d'une épaisseur maximale de six millimètres, peuvent être soudées sans arêtes de coupe. Si l'épaisseur de la billette de cuivre est de deux à trois millimètres, il n'est pas nécessaire de chauffer le métal de base. La technique de soudage à l'argon du cuivre, dont l'épaisseur excède quatre millimètres, doit être chauffée à 400 ° C. La technologie de soudage des métaux non ferreux (également du cuivre) permet l'utilisation d'électrodes consommables.
Comment le cuivre est soudé à la maison - le principe de la soudure.
Généralement à la maison, il est nécessaire de souder des pièces en cuivre lors de l'installation de conduites d'eau ou de systèmes de chauffage. Le cuivre est un excellent matériau pour les conduites d’eau car il présente une surface plane et lisse, il est insensible à la corrosion, fournit un débit d’eau suffisant, ne contient pas de substances nocives, ne recouvre pas de sédiments variés et possède d’excellentes propriétés bactéricides. Les tuyaux en cuivre peuvent durer plus de cinquante ans. Cependant la technologie soudure de cuivre est un processus extrêmement difficile.
Méthode de soudage du cuivre à la maison.
Si vous vous conformez à tout, le cuivre est parfaitement soudé avec bouteilles de gaz, rempli d'acétylène. Après avoir effectué le soudage approprié et forgé un joint, on obtient un joint de haute qualité. La résistance ultime de la soudure est de 17-22 kgf par millimètre carré. Comme le cuivre a une conductivité thermique assez élevée (cinq fois la conductivité thermique du fer), il est nécessaire d’utiliser une flamme de forte puissance pour le souder. Les unités trop épaisses doivent être bouillies au moyen de deux brûleurs.
Pour réduire l'évacuation de la chaleur inférieure et supérieure, il est souhaitable de poser le matériau à souder avec des feuilles d'amiante. Pour le soudage à la maison du cuivre, il est recommandé d’utiliser une flamme réductrice, car son noyau est orienté vers les bords du métal, qui est en fait à angle droit. Pour réduire la formation d'oxyde de cuivre et prévenir la formation de fissures chaudes, il est nécessaire d'introduire la soudure au maximum rapidement, sans prendre de pause. Ne pas oublier de surveiller la préservation de la flamme pendant le travail.
La répartition de la chaleur pendant le soudage est nécessaire pour que le fil fasse fondre les premiers bords du cuivre. Ce matériau de remplissage sera dirigé vers les bords de la fusion. Le chanfrein de chant sur les tôles, de plus de trois millimètres d'épaisseur, doit être réalisé à 45 degrés. Immédiatement avant le soudage, les bords doivent être brillants ou décapés avec une solution d'azote et rincés à l'eau.
"Aurora 180" - onduleur semi-automatique. Soudure aluminium-cuivre à l'aide de cette unité.
Le dispositif "Aurora 180" est destiné à l'arc, soudure mécanisée au moyen d'une électrode de fusion électrique (ou d'un fil) dans un environnement de gaz de protection actif ou inerte. Dans ce fil de remplissage est alimenté automatiquement. L'appareil semi-automatique a été fabriqué à l'aide de la technologie d'inverseur la plus moderne. Cette machine à souder se caractérise par un fonctionnement fiable, stable et extrêmement efficace, elle produit un faible niveau sonore pendant le soudage. Appliquer "Aurora 180" peut être utilisé pour le soudage:
- aciers inoxydables et au carbone,
- toutes sortes d'alliages d'acier
- aluminium et cuivre
- Caractéristiques de la soudure au cuivre
- Soudage au gaz de produits en cuivre
- Soudage à l'arc sous argon du cuivre
- Soudure manuelle de produits en cuivre
Le cuivre et ses alliages (laiton, bronze, etc.) sont largement utilisés dans diverses industries (notamment en électrotechnique et dans la fabrication de tuyaux) en tant que matériaux de structure.

Le cuivre est largement utilisé dans l'industrie en raison du fait qu'il est un bon conducteur de chaleur et de courant.
Le cuivre conduit bien l'électricité et la chaleur, résiste parfaitement à la corrosion, présente une plasticité et une esthétique élevées. Quiconque doit souvent travailler avec des métaux doit savoir faire bouillir du cuivre.
Caractéristiques de la soudure au cuivre
Le processus de travail avec les produits à base de cuivre dépend en grande partie de la présence dans sa composition de diverses impuretés (plomb, soufre, etc.). Plus le pourcentage de ces impuretés dans le métal sera faible, meilleur sera le soudage. Lorsque vous travaillez avec du cuivre, il est nécessaire de prendre en compte les caractéristiques suivantes:
- Capacité d'oxydation accrue. Lors du traitement thermique de ce métal avec de l'oxygène dans la zone proche de la soudure, des fissures et des zones fragiles apparaissent.
- L'absorption des gaz à l'état fondu du cuivre entraîne la formation de soudures de mauvaise qualité. Par exemple, l'hydrogène, qui se combine à l'oxygène lors de la cristallisation du métal, forme de la vapeur d'eau, ce qui provoque l'apparition de fissures et de pores dans la zone de traitement thermique, ce qui réduit la fiabilité de la soudure.
- Haute conductivité thermique. Cette propriété du cuivre implique que son soudage doit être effectué à l'aide d'une source de chaleur de forte puissance et d'une concentration élevée d'énergie thermique dans la zone de soudure. En raison de la perte rapide de chaleur, la qualité de la soudure diminue et la possibilité de formation d'affaissement, de contre-dépouilles, etc. augmente.
- Le coefficient de dilatation linéaire élevé provoque un retrait important du métal pendant la solidification, ce qui peut entraîner la formation de fissures à chaud.
- Au-dessus de 190 ° C, lorsque la température augmente, la résistance et la ductilité du cuivre diminuent. Dans d'autres métaux, l'augmentation de la température entraîne une diminution de la résistance et une augmentation simultanée de la ductilité. À des températures comprises entre 240 et 540 ° C, la ductilité du cuivre atteint la valeur la plus basse, ce qui entraîne la formation de fissures à sa surface.
- La fluidité élevée rend impossible le soudage de haute qualité sur un seul côté. Pour ce faire, vous devez également utiliser des joints d'étanchéité à l'arrière.
Retour à la table des matières
Effet des impuretés sur la soudabilité du cuivre
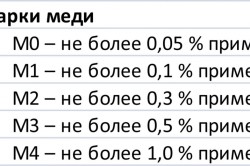
Les impuretés présentes dans le cuivre ont des effets différents sur sa soudabilité et ses performances. Certaines substances peuvent faciliter le processus de soudage et améliorer la qualité de la soudure, et certaines - réduire. Pour la production de divers produits à base de cuivre, les plus populaires sont les feuilles de cuivre de qualités M1, M2, M3, qui contiennent dans une certaine quantité du soufre, du plomb, de l'oxygène, etc.
Le plus grand effet négatif sur le processus de soudage est l'O 2: plus il est gros, plus il sera difficile d'obtenir une soudure de haute qualité. Dans les feuilles de cuivre M2 et M3, une concentration en O 2 inférieure à 0,1% est autorisée.
Une faible concentration de plomb à la température normale n’affecte pas les caractéristiques du métal. Lorsque la température augmente, la présence de plomb dans la même quantité provoque une fragilité rouge.
Le bismuth (Bi) est pratiquement insoluble dans le métal solide. Il recouvre les grains de cuivre d'une coquille fragile, à la suite de quoi le cordon de soudure devient fragile par temps chaud et par temps froid. Par conséquent, la teneur en bismuth ne doit pas dépasser 0,003%.
Le soufre est l’impureté la plus nocive après l’oxygène, car il forme un sulfure qui, situé au niveau des joints de grains, réduit considérablement les performances du cuivre et le rend plus rouge. Lors du traitement thermique du cuivre à haute concentration en soufre, il entre en réaction chimique, ce qui entraîne l'apparition de gaz sulfurique qui, lors du refroidissement, rend le joint poreux.
Le phosphore est considéré comme l'un des meilleurs désoxydants. Sa teneur en billette de cuivre non seulement ne réduit pas les caractéristiques de résistance du joint, mais les améliore également. De plus, sa teneur ne doit pas dépasser 0,1%, car sinon le cuivre devient fragile. Ceci devrait être pris en compte lors du choix d'un matériau de remplissage. Le phosphore réduit également la capacité du cuivre à absorber les gaz et augmente sa fluidité, ce qui peut augmenter la vitesse du travail à souder.
Retour à la table des matières
Le cuivre peut être soudé de différentes manières, les plus populaires étant:
- soudage au gaz;
- flux automatique;
- arc d'argon;
- soudage manuel.
Quelle que soit la méthode choisie, il est nécessaire de préparer correctement les surfaces à souder avant de commencer les travaux. Avant de souder du cuivre, du bronze, du laiton et d'autres alliages, les bords soudés et le fil d'apport doivent être nettoyés de la saleté et de l'oxydation jusqu'à obtention d'un éclat métallique, puis dégraissés. Les bords sont brossés avec des brosses pour le métal ou le papier de verre. Dans ce cas, l'utilisation de papier abrasif grossier n'est pas recommandée.
La gravure des arêtes et des fils peut être réalisée en solution acide:
- sulfurique - 100 cm 3 pour 1 litre d'eau;
- azote - 75 cm 3 par 1 litre d'eau;
- sel - 1 cm 3 à 1 litre d'eau.
Après la procédure de gravure, les blancs sont lavés à l’eau et aux alcalis, puis séchés à l’air chaud. Si l'épaisseur de la pièce à usiner est supérieure à 1 cm, elle doit d'abord être chauffée avec une flamme à gaz, un arc ou une autre méthode. Les joints pour le soudage sont reliés avec des punaises. L'écart entre les éléments joints doit être le même dans toute la section.
Retour à la table des matières
Soudage au gaz de produits en cuivre
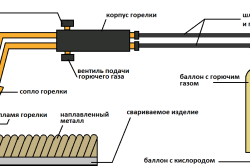
Avec l'aide de la soudure de cuivre soudage au gaz et, dans le respect des techniques d’exécution du travail, il est possible de recevoir un joint qualitatif présentant de bonnes caractéristiques opérationnelles. Dans ce cas, la résistance maximale du joint sera d'environ 22 kgf / mm 2.
Étant donné que le cuivre a une conductivité thermique élevée, il est nécessaire d’utiliser le débit de gaz suivant pour son soudage:
- 150 l / h avec une épaisseur ne dépassant pas 10 mm;
- 200 l / h avec une épaisseur supérieure à 10 mm.
Afin de réduire la formation d'oxyde de cuivre et de protéger le produit de l'apparition de fissures chaudes, le soudage doit être effectué aussi rapidement que possible et sans interruption. Comme additif, on utilise du fil de cuivre électrique ou de cuivre à teneur en silicium (pas plus de 0,3%) et du phosphore (pas plus de 0,2%). Le diamètre du fil doit être d'environ 0,6 épaisseur des feuilles soudées. Dans le même temps, le diamètre maximal autorisé est de 8 mm.
Lorsque le soudage est effectué, il est nécessaire de répartir la chaleur de sorte que le matériau de remplissage fonde un peu plus tôt que la pièce.
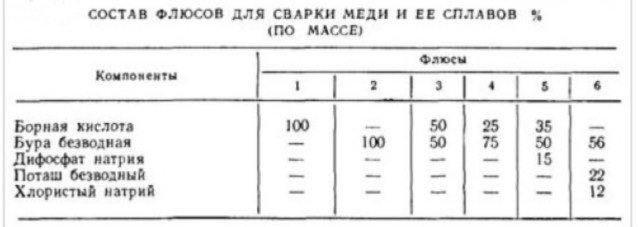
Les flux sont utilisés pour désoxyder le métal et le débarrasser des scories introduites dans le bain de soudure. Ils traitent également les extrémités du fil et les bords des plaques à souder des deux côtés. Pour broyer les grains du métal soudé et augmenter la résistance de la soudure une fois son travail terminé, il est forgé. Si l'épaisseur de la pièce ne dépasse pas 5 mm, le forgeage est effectué à froid et à une épaisseur supérieure à 5 mm - à une température d'environ 250 ° C. Après forgeage, les joints sont recuits à une température de 520 à 540 ° C avec refroidissement rapide à l'eau.
Retour à la table des matières
Soudure automatique à l'arc submergé
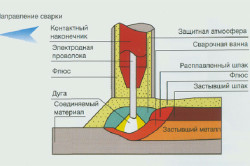
Ce procédé de soudage est effectué par un poste de soudage conventionnel à courant continu de polarité inverse. Si un flux de céramique est utilisé, vous pouvez alors travailler sur un courant alternatif. Pour souder du cuivre d'une épaisseur maximale de 1 cm, il est possible d'utiliser des flux ordinaires. Si l'épaisseur est supérieure à 1 cm, il convient d'utiliser des flux de granulation secs.
Dans la plupart des cas, tout le travail est effectué en une seule passe, en utilisant du fil de cuivre. Si le joint ne doit pas avoir d’indicateurs thermophysiques élevés, alors pour augmenter sa résistance, le bronze et le cuivre sont combinés à des électrodes en bronze. Afin que le métal en fusion ne se répande pas et que la soudure de la pièce à usiner soit formée, des coussins de flux et des revêtements en graphite sont utilisés.
Le soudage du laiton est effectué sous basse tension, car la probabilité d'évaporation du zinc diminuera avec la diminution de la force de l'arc. La soudure en bronze est réalisée par courant continu de polarité inverse. La hauteur du flux est limitée ou utilisée par le flux de la grande granulation (jusqu'à 3 mm).
Lorsqu'il s'agit de souder du cuivre, il est nécessaire de comprendre que ce métal possède des propriétés uniques. A savoir: excellente ductilité, conductivité thermique et conductivité électrique élevées, résistance à la corrosion la plus élevée. Plus de grandes qualités esthétiques. Par conséquent, le cuivre aujourd'hui est utilisé dans divers domaines. Et comme tout le monde doit souvent la rencontrer, il est fort probable qu'un large cercle de personnes s'intéressera au processus de soudage de ce métal. Par conséquent, la question de savoir si le cuivre peut être soudé à la maison intéresse beaucoup de gens aujourd'hui.
Il convient de noter que plus le cuivre est pur, meilleur il est soudé. Mais à côté de cela, les facteurs suivants affectent également la qualité du processus.
- Comme beaucoup de métaux non ferreux, au contact de l'oxygène, le cuivre commence à s'oxyder. L'oxyde est un film mince résistant à la chaleur qui empêche la soudure des ébauches de cuivre. Par conséquent, au stade de la préparation, le film d'oxyde est nécessairement éliminé de différentes manières.
- Le cuivre a un très grand coefficient de dilatation linéaire. Il est une fois et demie plus grand que l'acier. Par conséquent, lors du refroidissement, il y a un fort retrait. C'est ce facteur qui affecte négativement la qualité du joint dans lequel apparaissent des fissures lors du retrait.
- À l'état chauffé, le cuivre absorbe l'hydrogène et l'oxygène. La première à l'intérieur du métal après le refroidissement forme des pores. Le deuxième oxyde à la surface.
- Avec un chauffage et un refroidissement brusques, la structure métallique change. De grain fin, il se transforme en grain grossier. Et ceci est une augmentation de la fragilité dans la zone de soudage.
- Le coefficient de conductivité thermique du cuivre est sept fois supérieur à celui de l'acier. C'est-à-dire que lorsque le métal est chauffé, il fond rapidement. À mesure que la température baisse, il devient rapidement solide. La transition abrupte d'une étape à une autre provoque la formation de défauts à l'intérieur.
- Flux de cuivre. Ce chiffre est 2,5 fois plus que l'acier. Avec une chaleur élevée, ce qui est parfois nécessaire pour le soudage de pièces épaisses, il est presque impossible de fondre complètement d'un côté. Par conséquent, le soudage du cuivre et de ses alliages est réalisé par une technologie à double sens. Sur un côté, la soudure est complètement soudée et une soudure est finalement formée sur le côté arrière. À propos, c'est la fluidité du cuivre qui complique le soudage en position verticale et au plafond.
- Avant de faire bouillir le cuivre, il est nécessaire de comprendre que la résistance et la ductilité du matériau diminuent avec l’augmentation de la température. Jusqu'à + 200 ° C, ces chiffres sont toujours normaux, mais avec une augmentation de leur valeur, ils diminuent fortement. Par exemple, lorsqu’il est chauffé dans la plage de 500 à 550 ° C, la plasticité tombe presque à zéro. Par conséquent, la probabilité d'occurrence à l'intérieur joint de soudure des fissures. Avec une valeur de courant élevée, vous ne devez pas effectuer de remplissage en deux couches de l'espace entre les flans soudés, même si les pièces auront une plus grande épaisseur. Nous devons essayer de tout faire en un seul passage.
Comme mentionné ci-dessus, le moyen le plus simple de souder du cuivre pur sans impuretés ni désoxydé, dans lequel l'oxygène n'est que de 0,01%. Et comme ce cuivre est rare, ses alliages étant principalement utilisés dans l'industrie, il est recommandé d'effectuer le soudage avec des gaz de protection ou des fondants avec des matières de charge, notamment des désoxydants. À savoir: silicium, manganèse, aluminium et autres additifs. À propos, le soudage du cuivre par électrodes (fondues) peut également être effectué. La seule chose est que les désoxydants mentionnés ci-dessus sont inclus dans la tige.
Soudage manuel à l'arc d'alliages de cuivre
En général, le soudage à l'arc électrique du cuivre est souvent utilisé, notamment à la maison. La pertinence de l'application dépend de la rapidité du processus. Dans ce cas, le soudage du cuivre avec une machine semi-automatique ou automatique peut être utilisé.
La technologie de soudage au cuivre est la suivante.
- Les bords des pièces assemblées sont nettoyés de toute contamination, pour laquelle du solvant est utilisé.
- Ensuite, le film d'oxyde est gratté avec des brosses en fer, du papier sablé ou d'autres outils abrasifs.
- Vient ensuite le processus de soudage par l’électrode.
Mais comme l’épaisseur des pièces en cuivre peut varier dans de larges limites, le mode de soudage lui-même sera différent. Par exemple, pour assembler des pièces d’une épaisseur de 6 à 12 mm, il est nécessaire de couper les arêtes de manière à former un intervalle en forme de V. L'angle entre les bords doit être compris entre 60 et 70 °. Si une soudure double face est utilisée, l'angle peut être réduit à 50 °. L'espace entre les pièces est créé en déplaçant les pièces à usiner, de sorte qu'un intervalle de 2,5% de la longueur de la soudure soit formé entre elles.
Si les pièces ne sont pas séparées, il est nécessaire de les clouer. Le pointage est effectué avec une pénétration de couture incomplète de 30 mm tous les 300 mm. En même temps, il devrait y avoir un écart de 2-4 mm. Lors du soudage du cuivre avec un onduleur, pour atteindre l’agrafe, il faut l’enlever en l’abaissant avec un instrument à percussion. Parce que la double pénétration du cuivre entraînera une modification de sa structure et l'apparition de défauts à l'intérieur de la soudure.
Si le métal à souder a une épaisseur supérieure à 12 mm, il est préférable d'utiliser une rainure en forme de X et, par conséquent, de souder des deux côtés. Si, pour une raison quelconque, il est impossible d’utiliser cette coupe, vous pouvez en utiliser une en forme de V. Certes, il est nécessaire de combler complètement le vide, ce qui prendra plus d’électrodes et de temps.
- Il est préférable de cuire les joints de bout à bout sur les garnitures, ce qui abaissera la température dans la zone de soudure et empêchera le métal de circuler à travers l’intervalle. Ici, vous pouvez utiliser de la doublure en acier, cuivre, graphite et autres. Largeur de garniture 40-50 mm.
- Avant de souder du cuivre avec une électrode, les bords doivent être chauffés à 300-400 ° C.
- La tige des électrodes utilisées pour le soudage des alliages de cuivre doit être en cuivre ou en bronze avec des additifs d'alliage (silicium, manganèse, etc.).
Soudure TIG manuelle
La soudure au cuivre-argon est une autre option pour joindre des ébauches de cuivre. À cette fin, on utilise un courant continu de polarité directe, une électrode non consommable en tungstène et un matériau de remplissage en alliage de cuivre, de bronze ou de cuivre-nickel de marque MNZHKT.
Avant de commencer le travail, les bords du joint sont chauffés à 800 ° C. Le fil de soudure de droite à gauche, la tige de remplissage devant le brûleur. L'arc est court.
Soudage avec des électrodes de carbone et de graphite
Ce type de soudage des alliages de cuivre est rarement utilisé. Les électrodes en carbone sont utilisées pour assembler des pièces d’une épaisseur maximale de 15 mm, celles en graphite étant supérieures à une valeur donnée. Mode de soudage:
- Le courant est constant.
- La polarité est droite.
- La tige de remplissage n'est pas immergée dans le bain de soudure. Distance 5-6 mm.
- Le processus est effectué dans un flux protecteur. Il est appliqué à la tige de remplissage, qui est préalablement trempée dans du verre liquide.
- Dégagement - 0,5 mm.
- L'amiante ou la doublure de graphite est utilisé.
- Le cuivre jusqu'à 5 mm d'épaisseur est bouilli sans préchauffage.
- Le soudage doit être effectué en un seul passage.
Soudure Cuivre et Aluminium
Ces deux métaux peuvent être soudés de deux manières: soudage par résistance et connexion au château. Dans le premier cas, il est nécessaire de prendre en compte que le matériau en aluminium a un point de fusion inférieur au cuivre. Par conséquent, lors de l’accostage, il est nécessaire de prendre une billette d’aluminium plus longue pour la correction de la fusion.
Lors du soudage, il est recommandé de souffler la zone de soudure à l'azote. L'air n'ira pas ici, il formera immédiatement un film d'oxyde. Si des tubes en cuivre et en aluminium sont soudés, ils doivent être portés sur la tige, aboutés en un point.
La connexion de verrouillage se produit lorsqu'un morceau de cuivre plat est superposé à une plaque d'aluminium. Cela se fait en soudant la billette de cuivre le long du périmètre. La largeur de la couture doit être égale à l'épaisseur de la doublure de cuivre. Le processus est effectué en utilisant des inserts en graphite, qui formeront le joint.
Soudure Cuivre-Acier
Faire bouillir du cuivre avec de l'acier est difficile, mais possible. A cet effet, toutes les mêmes méthodes sont utilisées comme pour le soudage de deux billettes en acier. La seule chose à laquelle vous devez faire attention est le point de fusion différent des métaux. Par conséquent, lors de la formation des bords, il est nécessaire de rendre le bord en acier plus long (3,5 fois) et mince, de sorte que pendant le processus de soudage métal mince a commencé à fondre plus vite.
Si le soudage est effectué avec des électrodes de carbone, le processus est exécuté à courant continu de polarité directe. La longueur de l'arc est de 14-20 mm, sa tension est de 40-55 volts et l'intensité du courant est de 300-550 ampères. Le soudage est réalisé dans un flux protecteur, qui a exactement la même composition que lors du soudage d’alliages de cuivre. Le flux lui-même est comblé par le vide entre les blancs.
Parfois, il est nécessaire de souder un goujon en cuivre à une pièce en acier. Pour cela, vous devez appliquer inversion de polaritéLe processus lui-même est réalisé sous flux sans préchauffage des arêtes. Les goujons en acier sont mal soudés aux pièces en cuivre; un anneau en cuivre est donc placé sur les goujons, lesquels sont soudés à la billette de cuivre.
Ce sont les méthodes de soudage des alliages de cuivre et des billettes qui sont utilisées aujourd'hui dans l'industrie et les ateliers à domicile. Assurez-vous de regarder la vidéo affichée sur cette page du site.




