L'électrode en forme de tungstène v 0.5 correspond à quel courant. Marquage des électrodes en tungstène
Parmi les électrodes non fondantes, il existe souvent des modèles uniques conçus pour les fonctions que d'autres espèces ne sont pas capables de réaliser. Électrodes de tungstène pour soudage à l'arc sous argon sont utilisés pour créer un arc électrique de la puissance requise et également pour faire fondre le métal principal et les métaux d’addition utilisés comme fil de soudure. Compte tenu du fait qu'ici le moyen de protection est du gaz argon, le revêtement du fil n'est pas nécessaire. Ces produits se caractérisent par des performances élevées et une bonne résistance à la chaleur.
Les électrodes en tungstène sont des tiges minces constituées de particules pressées d’un métal donné. Le fait est que le tungstène est très réfractaire, grâce à quoi ces produits sont fabriqués à partir de celui-ci. Pour les électrodes, on n'utilise pas de métal solide, mais des particules fines pressées, soumises à un traitement thermique intense. En apparence et en propriétés, ils ne diffèrent pas beaucoup des métaux coulés. Les produits peuvent être fabriqués comme avec des revêtements spéciaux qui contribuent à la stabilisation de l’arc, à la désoxydation du métal, à la formation de gaz ou de scories, à l’alliage du métal, etc., ou sans ce dernier. Une électrode en tungstène non fondant est produite conformément à GOST 23949-80.
Le soudage avec une électrode de tungstène dans l'argon est bien meilleur que d'autres variétés de ce procédé. Il n'y a pas de précipitation excessive due au plâtrage. L'outil lui-même est universel et ne donne pas de complications négatives. Pour une utilisation domestique, cette méthode peut sembler un peu coûteuse, mais elle devient indispensable en production et lors de travaux avec des structures critiques.
Types d'électrodes de tungstène
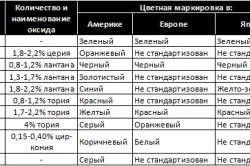
Les modèles électrodes de tungstène diffèrent en couleurs:
- Vert (WP) - dans ce modèle, la teneur la plus élevée en métal pur, la proportion d'impuretés n'étant que de 0,5%. En mode AC, ils offrent une excellente stabilité de l’arc. La balance peut être améliorée en utilisant un oscillateur à stabilisation haute fréquence. Mieux encore, les propriétés se manifestent dans un courant alternatif sinusoïdal. Les électrodes de tungstène sont utilisées pour le soudage de l'aluminium, ainsi que de ses alliages et du magnésium. En raison de la charge thermique limitée, dans ces variétés, l'outil est fabriqué en forme de boule.

- Le blanc (WZ8) - oxyde de zirconium est également présent dans ce modèle. En aucun cas, il ne devrait y avoir de contamination dans le bain de soudure. Utilisez de préférence avec un courant alternatif. Ce type offre une stabilité accrue de l’arc. La charge actuelle est supérieure à celle que peuvent supporter les électrodes de thorium, de lanthane et de cérium. L'affûtage des électrodes en tungstène est ici réalisé sous la forme d'une sphère. Utilisé pour le soudage du nickel, du magnésium, du bronze, de l'aluminium et des alliages de ces métaux.

- L'oxyde de thorium rouge (WT20) est présent dans ce modèle. Les rouges sont parmi les plus communs, car ils pourraient mieux se manifester lors de la soudure sur courant continu, nettement supérieur au modèle sans additifs. Le thorium lui-même appartient aux métaux faiblement radioactifs, ils donnent donc un dépôt négatif non seulement sur l'environnement, mais également sur la santé du capitaine. Les rejets dus à une utilisation intermittente ne font pas courir un risque important à la santé, mais une utilisation continue peut entraîner des complications. L'électrode de tungstène pour thorium se manifeste parfaitement sous la forme d'un courant constant et alternatif. Il peut changer l'angle d'affûtage de la pointe, car même avec un ampérage élevé, ils ne fondent pas à la place. L'affûtage standard se fait sous la forme d'une plate-forme avec des protubérances. Peut convenir au soudage de la craie, du nickel, du titane, du tantale, du molybdène et du bronze au silicium.

- Bleu foncé (WY20) est un modèle yttré qui offre une résistance accrue aux températures élevées. Appliquez-les au courant continu avec une polarité directe. Sert d'outil pour souder des structures particulièrement importantes. L'additif d'oxyde est d'environ 2% ici. En raison de l’extrusion, la stabilité de la tache cathodique augmente. Par conséquent, même lorsque le courant varie sur une large plage, l’arc reste stable. Le tungstène, les métaux faiblement alliés et carbonés sont utilisés.

- Gris (WC20) - environ 2% d'oxyde de cérium est présent dans ce modèle. Le cérium est un métal non radioactif très commun aux terres rares. Cela a un effet positif sur l'émission de l'électrode. De ce fait, la mise en service initiale devient plus facile et la plage de travail par rapport au courant devient plus large. Ce sont des outils universels qui peuvent être utilisés avec tout type d’électricité. Une stabilité élevée de l'arc est perceptible ici même à faible courant. Ils sont utilisés pour les pipelines et les fines feuilles de métal. À haute température, le cérium se concentre dans la pointe, ce qui devient un inconvénient. Ils ont l'habitude de travailler avec l'opium, le tantale, le molybdène, le bronze, le bronze au silicium.

- Or et bleu (WL15 et WL20) - les deux marques contiennent de l'oxyde de lanthane. Cela donne de bonnes performances pour le lancement initial de l'arc. Avec eux, la probabilité de brûler du métal est beaucoup moins grande. L'arc reste stable pendant toute l'opération. La différence entre les marques réside dans le fait qu’il existe 1,5% d’additifs dans l’or et 2% dans le bleu. Plus la composition est riche en oxyde de lanthane, plus la plage de courant de fonctionnement est élevée. Ici, c'est 1,5 fois plus que dans les autres marques. Cela affecte l'usure de la surface de la pointe, considérée comme l'une des plus fines du secteur. Avec cela, de l'acier fortement allié, du cuivre, de l'aluminium et du bronze est soudé.
![]()
Légende et marquage
Le marquage des électrodes en tungstène est assez simple, car leur composition ne contient pas beaucoup d'éléments différents, mais il n'y a qu'un additif, voire aucun. Les couleurs des électrodes de tungstène correspondent simplement aux différents additifs. Si vous regardez la désignation, alors WL15, par exemple, sera typique ici, ce qui peut être interprété comme:
- W - électrode de tungstène;
- L est la présence d'oxyde de lanthane;
- 15 - la présence d'un additif (dans ce cas, l'oxyde de lanthane) 1,5%.
Ainsi, la deuxième lettre indique l'additif et les chiffres, son contenu en centièmes de pour cent.
Sélection d'électrodes de tungstène
Le choix est fait en fonction des conditions d'utilisation. Si le soudage a lieu sur un courant alternatif, il est préférable de choisir du tungstène pur. Les additifs au zirconium augmentent la stabilité de l’arc et la température maximale d’utilisation. L'oxyde de thorium dans la composition améliore la résistance à la température, de sorte que ces électrodes peuvent avoir n'importe quelle forme. Les outils en tungstène yttré permettent une meilleure stabilisation de l’arc. Le cérium dans la composition offre une polyvalence dans tous les modes.
"C'est important! Quel que soit le modèle choisi, vous devez accorder une attention particulière à la sécurité, car les travaux sont effectués à des valeurs de courant élevé."
Principaux modes et nuances d'application
La principale caractéristique de l'utilisation de ces outils est la sélection du mode de courant correct, en fonction de son type et de sa polarité, car les caractéristiques des électrodes apparaissent différemment.
Les fabricants
En raison de sa demande, de telles électrodes sont produites dans le monde entier. Les marques suivantes peuvent être trouvées sur le marché:
- Tungstone (Pologne);
- Abicor Binzel (Allemagne);
- Jasic (Chine).
Le seul choix approprié pour le soudage TIG concerne les électrodes en tungstène. seuls ils sont capables de résister à des températures extrêmes lors du soudage des métaux. En plus de cette propriété obligatoire, le tungstène a une bonne résistance à l’émission thermionique et à l’érosion.
Soudage avec gaz inerte et des électrodes non fondantes sont utilisées en courant continu (TIG-DC) pour les aciers et en alternance (TIG-AC) pour les pièces en aluminium (Al) et en magnésium (Mg).
Dans le cas du courant continu, les électrodes doivent d’abord être préparées pour le travail. affûtage. En fonction des besoins de soudage, l'angle d'affûtage admissible est de 20 °. jusqu’à 90 °, et la meilleure stabilité d’arc est observée à des angles de 30 ° à 60 °. (Fig.1). En fonction de cet angle, la largeur varie joint de soudure et la capacité de fusion de l'électrode.
Lors du soudage en mode TIG-AC, l'extrémité active de l'électrode prend elle-même une forme sphérique; il suffit donc de la rectifier un peu ou de simplement conserver la forme d'origine (Fig.2). 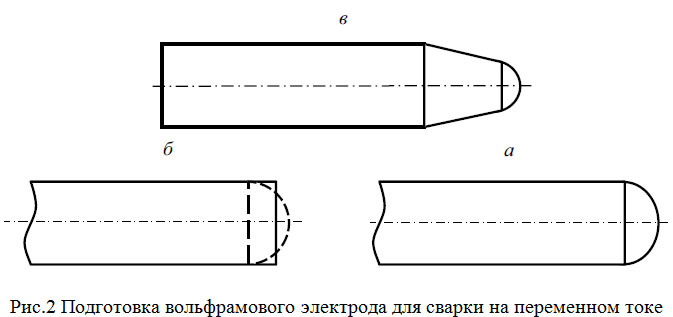
Une pratique réussie consistait à ajouter des impuretés à l'électrode en tungstène pour améliorer ses caractéristiques de soudage.
Par le type d'impureté introduit, on distingue les électrodes de tungstène suivantes:
Marquage: WP
Code de couleur: vert
Additif d'alliage: non
Electrode sans impuretés. Il a de bonnes performances. arc de soudure en mode TIG-AC. Avec elle, les pièces en aluminium et en magnésium sont généralement bouillies.
Marquage: WT-20
Code de couleur: rouge
Dopant: thorium (~ 2%)
Le type le plus populaire d'électrode de tungstène. Certains le considèrent même comme universel et l'utilisent littéralement pour toutes les tâches. Les professionnels ont une opinion légèrement différente. L'ajout de thorium a certes amélioré la capacité d'émission thermoionique et en a fait le leader en termes d'électrodes réfractaires, mais il serait préférable de l'utiliser pour les travaux sur les alliages d'acier inoxydable, de titane et de nickel en mode TIG-DC.
Attention! En raison de la nature radioactive du thorium, l'utilisation d'électrodes WT-20 peut provoquer des maladies graves. Par conséquent, les travaux avec eux doivent être effectués dans le respect le plus strict de toutes les exigences de sécurité et dans des locaux bien ventilés.
Marquage: WC-20
Code de couleur: gris
Additif d'alliage: oxyde de cérium (~ 2%)
Cette électrode a des performances de soudage supérieures à celles du WP et est considérée comme la meilleure alternative au thorium "pur". Il fournit une bonne stabilité de l’arc aux faibles courants. application large dans le soudage de tôles fines en mode TIG-DC.
Marquage: WL-15
Code de couleur: doré
Additif d'alliage: oxyde de lanthane (~ 1,5%)
Un autre remplacement possible de l'électrode WT-20. Il offre de bonnes performances lors du soudage sur n'importe quel courant et constitue la meilleure option pour travailler avec l'aluminium.
Les électrodes de tungstène sont un concept répandu parmi les soudeurs et autres professionnels impliqués dans le travail des métaux. Ce sont de petites tiges destinées à fournir du courant aux produits soudés. Bien sûr, comme tout objet, ils ont leurs propres variétés et types. Pour plus de commodité et légende marquage appliqué qui indique directement caractéristiques techniques matériel de soudage utilisé.

Des électrodes en tungstène sont nécessaires pour transférer le courant aux produits à souder.
Types d'électrodes de tungstène et leur but
Le tungstène est un métal presque impossible à rencontrer dans forme pure. Il est souvent utilisé dans le processus de soudage à l'arc sous argon, ce métal étant assez réfractaire, il est donc capable de conserver sa propre résistance même pendant le soudage à long terme. Métal tungstène économique. Pendant le soudage, sa quantité est négligeable.
Le plus grand fournisseur du métal est la Chine. C'est sur leur territoire que l'on observe d'énormes réserves de tungstène. En relation avec ce fait, l'achat dans le magasin d'électrodes de tungstène, faites attention au fabricant. Si vous trouvez un pays européen, vous pouvez être sûr que vous allez payer trop cher lorsque vous achetez. Les pays européens ne produisent des électrodes qu'après l'acquisition de métal en Chine.
Le matériel de soudage est divisé en trois types, qui comprennent:
- Électrodes AC. Les principaux matériaux qui sont soudés lorsqu'ils sont exposés au courant sont le magnésium, l'aluminium et leurs variétés, les alliages. La version présentée est largement utilisée dans les cas où il est nécessaire de sécuriser le soudage contre la pénétration de contaminants.
- Électrodes à courant continu. Ici, des métaux tels que l'yttrium ou le thorium sont ajoutés à l'électrode de tungstène. Dans le cas de ce dernier, il faut être conscient de sa radioactivité, qui peut nuire considérablement aux personnes à l'intérieur. Par conséquent, les électrodes au thorium sont utilisées pour le soudage dans des zones ouvertes ou dans des entrepôts où la ventilation est fiable. Ces produits sont utilisés pour souder les métaux suivants:
- le cuivre;
- titane;
- le nickel;
- le tantale;
- le bronze;
- acier, non sujet à la rouille pendant le fonctionnement;
- alliages de carbone.
Ici, il convient de noter les mesures de sécurité lors du soudage.
C'est important! Étant donné que certains alliages et métaux peuvent émettre des substances toxiques pendant le processus de combustion, le soudeur doit porter des munitions protectrices, où les organes respiratoires et les yeux seront fermés.
Il faut aussi utiliser gaz protecteur argon.
Électrodes universelles. Les électrodes universelles en tungstène sont utilisées lorsqu'il est nécessaire de souder des produits en cuivre, aluminium, bronze, tantale, nickel, titane et pratiquement tous les types d'acier. Ces électrodes fonctionnent bien sur les courants alternatifs et continus, ce qui simplifie un peu la tâche. Une utilisation fréquente peut être observée dans le soudage de pipelines, car ils peuvent être utilisés pour joindre des feuilles de métal minces et rendre le joint peu visible.
L'utilisation d'un type de soudage spécifique nécessite le bon choix lors de l'achat. Par conséquent, pour effectuer le soudage, il est nécessaire de disposer de connaissances de base sur le comportement et les propriétés du métal en cours de soudage. Souvent soudeurs professionnels avoir la spécialisation appropriée et l'éducation.
Retour à la table des matières
Marquage des électrodes en tungstène
C'est important! Le marquage des électrodes en tungstène est nécessaire pour les spécialistes, car il contient la liste complète des caractéristiques et des métaux utilisés à la fois pour la fabrication de l'électrode et pour le soudage.
Le marquage établi et accepté pour des raisons de commodité diffère par sa désignation et sa couleur.
Le marquage suivant est appliqué aux électrodes en tungstène:
- WP (vert) - ici, l'électrode est presque entièrement constituée de tungstène. Son contenu est de 99,5%. Utilisé pour le soudage du magnésium et de l'aluminium. Une utilisation possible de l'électrode du marquage fournie est un soudage par courant sinusoïdal. Pour la protection, utilisez deux types de gaz: l'argon et l'hélium.
- WC-20 (gris) - 2% d'oxyde de cérium. Ils appartiennent aux électrodes universelles, car ils sont utilisés en soudage à courant alternatif et en utilisant une polarité positive. Impliqué dans la connexion de pipelines dans des joints non rotatifs.
- WL-15, WL-20 (bleu) - il existe ici un mélange de lanthane, qui permet d'obtenir un arc stable, et un rallumage, qui rend l'électrode de cette marque souvent utilisée dans l'industrie. De plus, l'utilisation de lanthane dans l'électrode peut augmenter le courant de fonctionnement et réduire l'usure de moitié. Les coutures produites par le type d'électrode présenté sont durables et moins contaminées. Pour que l'électrode fonctionne, il est nécessaire de donner une extrémité sphérique.
- WT-20 (rouge) - Le thorium est inclus ici. Comme déjà décrit ci-dessus, sa poussière au travail est quelque peu dangereuse pour la santé humaine. Malgré cela, le marquage présenté est parfois plus utilisé que les électrodes, presque entièrement composées de tungstène. Cette caractéristique s’explique par les excellentes propriétés du thorium, capable de combiner les métaux les plus difficiles en quelques secondes à peine. Pendant le fonctionnement, il est recommandé d’utiliser un courant continu, car avec l’utilisation sinusoïdale du courant, l’arc résultant peut sauter par-dessus la surface à souder. De tels problèmes ne peuvent être tolérés.
- WZ-8 (blanc) - il y a moins d'un pourcentage d'oxyde de zirconium. Pendant le travail, il est nécessaire de surveiller attentivement la pureté. Il est recommandé d'utiliser du courant alternatif. Avant utilisation, l'extrémité sphérique doit être fixée à l'électrode. Idéal pour le soudage de l'aluminium.
- WY-20 (bleu foncé) - électrodes en tungstène avec une fine couche d'yttrium. Considérées comme les électrodes les plus stables, elles sont souvent utilisées pour le soudage de structures importantes.
Lors du choix des électrodes, il est nécessaire de décider de la méthode de soudage et des propriétés du métal en cours de soudage, car plusieurs types et marques d'électrodes en tungstène peuvent être nécessaires pour connecter une conception.
Retour à la table des matières
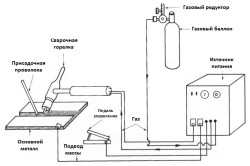
La soudure à l'arc sous argon: caractéristiques et technologie
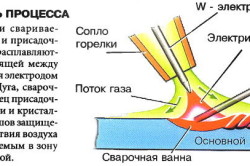
La soudure à l'arc sous argon est un composé de métaux sous la protection de l'argon. Le processus présenté est exécuté de deux manières, chacune d’elles devant être examinée en détail.
Soudure manuelle avec une électrode de tungstène sous protection d'argon. Cette méthode comporte plusieurs étapes:
- L'argon et le courant requis sont fournis au brûleur. La deuxième phase du courant mène à la surface, où il sera soudé. Un arc apparaît entre l'électrode attachée au brûleur et la surface. Le fil est alimenté pour l'additif.
- Ensuite, vous devez allumer l'arc. Pour ce faire, il est préférable d'utiliser une plaque de carbone afin de ne pas gâcher la surface à souder, car un tel oubli pourrait entraîner une contamination du joint.
- Ensuite, l'arc est excité. Un oscillateur est souvent utilisé ici.
- Nous suivons le mouvement de l’électrode, puisque sa trajectoire doit être posée exactement le long du joint. Dans tous les autres cas, le travail doit être interrompu, car cet incident peut signaler le début de la fusion de l’électrode.
Ici, l'utilisation de courant alternatif est autorisée, car pendant le travail de soudage, un composant continu sera formé.
Soudure automatique avec électrode de tungstène. Cette méthode est souvent utilisée pour le soudage de pipelines dans des joints non rotatifs.
Le soudage automatique est effectué par des unités spéciales de différentes conceptions, qui effectuent indépendamment tout le processus de soudage.
Ici, un arc de soudure se produit entre la surface métallique et l'extrémité du fil, qui sert d'électrode.
Souvent, les dispositifs présentés ne peuvent pas être appliqués dans certaines zones. Cela est dû en particulier à l’incapacité de faire une couture courte.
Les électrodes en tungstène pour le soudage à l'arc sous argon portent les marques suivantes: WP, WZ, WT, WY. Cela est dû à leur fiabilité et à leur polyvalence d'utilisation. De nombreux types d'électrodes présentés sont utilisés pour souder de fines feuilles de métal. Dans ce cas, un mince affûtage de l'électrode est souvent nécessaire.
Les électrodes en tungstène sont des tiges non consommables pour le soudage à l'arc sous argon. Ils sont également utilisés dans certaines opérations de surfaçage, découpe au plasma métaux, pulvérisation.
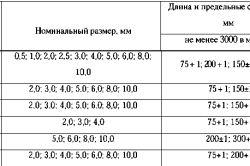
1 Description des qualités des tiges de tungstène selon GOST 23949–80
Les produits de soudage décrits sont constitués de tungstène sous sa forme pure, de tungstène et de divers additifs pouvant activer le processus de soudage. La norme d'État 23949 parle des marques suivantes d'électrodes en tungstène pour le soudage à l'arc sous argon:
- EVT-15;
- EVI (1, 2 et 3).
La fraction massique de tungstène pur dans ces électrodes est comprise entre 99,91 et 99,95%. Les différentes impuretés (en particulier le molybdène, le silicium, le fer, l’aluminium, le calcium et le nickel) ne peuvent pas contenir plus de 0,05 à 0,11%. Dans les grades EVI-2 et EVI-3, la présence de tantale est autorisée jusqu'à 0,01%, dans l'EVT-15 - 1,5 à 2% de dioxyde de thorium, dans l'EVL - de 1,1 à 1,4% d'oxyde de lanthane. En outre, dans les produits de qualité EVI, il y a 1,5 à 3,5% d'oxyde d'yttrium.
Les électrodes en tungstène de tous types en raison de la température d'ébullition élevée (environ 5800 degrés) du tungstène et de sa réfringence accrue (presque 3 000 degrés) sont caractérisées par des débits très faibles pendant le soudage.
Un mètre de couture est utilisé en centièmes de gramme de matériau. Et l'ajout de zirconium, de lanthane, de cérium et de thorium donne aux tiges de tungstène un paramètre de fonctionnement vraiment unique.

Les électrodes finies sur leur surface ne doivent pas contenir de pollution ni d’inclusions, d’oxydes, de délaminage, de traces de matériaux technologiques lubrifiants, de fissures et de trous. Lors de la réception des baguettes de soudage, leur surface est inspectée visuellement. Dans certains cas, l'utilisation d'appareils de mesure et d'outils optiques spéciaux est autorisée.
2 Marquage de couleur international des baguettes de soudage au tungstène
Le choix d'une marque particulière d'électrode de tungstène est assez simple, elles sont toutes indiquées d'une manière ou d'une autre. Par exemple, l'une des extrémités des produits en tungstène pur est indiquée en vert et est marquée dans la pratique internationale par les lettres "WP". Selon les normes mondiales, de telles électrodes contiennent 99,5% de tungstène. Ils garantissent la stabilité parfaite de l'arc électrique lors des opérations de soudage sur courant alternatif.
Les baguettes "vertes" sont principalement des électrodes en tungstène pour le soudage de l'aluminium, des alliages à base de magnésium et du magnésium pur. Les experts recommandent de les utiliser lorsque le soudage est effectué dans une atmosphère d’hélium ou d’argon sur un courant alternatif sinusoïdal. La particularité de ces cannes est que leur extrémité de travail se présente sous la forme d'une balle. Ce besoin est dû au fait que la charge thermique sur le produit a un chiffre limité.
La couleur grise est "WC-20". Environ deux pour cent de cérium de terres rares actif sont présents dans leur composition. L'additif spécifié fournit:
- augmenter les valeurs de courant autorisées pour le soudage;
- allumage par arc de secours;
- émissions améliorées (et très importantes) de la baguette de soudage.
Les électrodes «grises» dans un environnement professionnel sont considérées comme les plus polyvalentes. Ils permettent de connecter des structures de presque tous les alliages métalliques connus aujourd'hui et des nuances d'acier, de plus, à la fois avec un courant continu et un courant alternatif de polarité directe. Notez que le cérium est un élément non radioactif. En outre, il se classe parmi les métaux communs du groupe des terres rares.
Un point important - "WC-20" même à des valeurs de courant minimales assure une excellente stabilité de l'arc de soudage. C'est pour cette raison que son utilisation est recommandée pour le soudage de tôles d'acier minces, de canalisations à des fins diverses, ainsi que des produits de tuyauterie de tous diamètres. Mais il est préférable de ne pas choisir d'indice de courant élevé lorsque vous travaillez avec "WC-20", car une teneur élevée en oxyde de cérium peut se former à l'extrémité rouge de la tige.
Produits faiblement alliés en cuivre et titane, et généralement soudés au courant continu à l’aide de tiges "rouges" (marquage - "WT-20"). Ces électrodes sont dopées au dioxyde de thorium (jusqu'à 2%) et sont utilisées le plus souvent.

Il est à noter que le thorium est un métal radioactif. Si les électrodes "WT-20" ne sont pas utilisées systématiquement et si le volume de travail effectué est insignifiant, la santé du soudeur ne sera pas menacée.Si leur utilisation constante est prévue, il est très important de veiller à une ventilation efficace de la zone de soudage et de fournir au soudeur des munitions de protection (masque spécial, lunettes de protection, etc.).
Cannes avec des marques rouges à des taux élevés courant de soudage pratiquement ne change pas leur configuration. En fonction de la tâche qui incombe à un spécialiste du soudage, vous pouvez modifier l'angle d'affûtage "WT-20". En général, le choix de l'électrode "rouge" est pleinement justifié lors d'une opération de soudage à courant constant. Dans de tels cas, il est plusieurs fois plus efficace qu'une tige de tungstène pur.
Lors du soudage de pièces en magnésium et en aluminium avec un courant alternatif, utilisez généralement des électrodes "blanches" "WZ-8" avec de l'oxyde de zirconium ne dépassant pas 0,8%. Ces tiges ont un arc unique dans leur stabilité, elles ne contaminent absolument pas le bain de soudure. Leur extrémité de travail est en forme sphérique. La charge de courant autorisée sur le "WZ-8" est légèrement supérieure à celle des produits de soudage au thorium, au lanthane et au cérium.

Dessins en titane très responsables, alliages de cuivreLes alliages anticorrosion et à faible teneur en carbone sont le plus souvent soudés avec des baguettes «WY-20» marquées en bleu foncé et contenant du dioxyde d’yttrium en tant que composé dopant (environ 2%). Ces électrodes se caractérisent par une grande stabilité du point de cathode, grâce à quoi l'arc devient stable à des valeurs très différentes du courant de soudage. À ce jour, le "WY-20" est reconnu comme le produit le plus résistant d'un certain nombre d'électrodes de type non consommable.
Il existe également des baguettes de soudage "WL-20" et "WL-15". Les premiers contiennent de l’oxyde de lanthane dans une proportion d’environ 2% (en bleu), les seconds ne contiennent pas plus de 1,5% de l’oxyde indiqué et sont indiqués en couleur dorée. Ils s'appellent des électrodes de lanthane.
Ces produits garantissent de faibles niveaux de contamination. joint soudé et sont considérés comme très durables. Et l'affûtage initial des électrodes en tungstène avec de l'oxyde de lanthane est maintenu pendant une longue période. Par conséquent, "WL" est souvent utilisé pour le soudage de "l'acier inoxydable" et des aciers conventionnels en polarité de courant continu.

Les baguettes de lanthane ont un potentiel de portance élevé (presque deux fois supérieur à celui d'un produit standard en tungstène pur), une légère tendance à la combustion et un allumage par arc simple. De plus, "WL-20" et "WL-15" garantissent une usure minimale de l'extrémité de travail de la baguette de soudage.
Comme vous pouvez le constater, il existe de nombreuses variétés d’électrodes à base de tungstène et d’additifs spéciaux. Cela signifie que l'utilisateur peut faire un choix judicieux de la tige, ce qui est idéal pour relier des pièces et des structures de différentes qualités et types d'acier.
3 caractéristiques affûtage des tiges de tungstène
Pour le traitement des produits de soudage décrits dans l'article, une affûteuse spéciale pour électrodes de tungstène est généralement utilisée. Un tel dispositif comporte des disques à grains fins. Le grain doit nécessairement avoir une petite taille, car sinon, au bout de la tige, lorsqu’elle est affûtée, des rainures et de petites bavures se formeront. Afin d'éviter toute contamination des disques, il est interdit d'utiliser la machine pour traiter d'autres matériaux.
Une affûteuse pour électrodes de tungstène est utilisée selon les besoins. L'angle d'affûtage et la taille de l'affûtage de la baguette de soudage sont d'une grande importance pour son utilisation normale, car ils affectent directement le potentiel de pénétration de l'arc électrique. Avec une diminution de la taille de l'émoussement, on observe une augmentation de la profondeur de pénétration, ainsi qu'une augmentation de la densité de courant, de la pression de l'arc et de la concentration de flux de chaleur.
Les paramètres géométriques et la forme de la colonne d'arc changent lorsqu'un ou l'autre angle est sélectionné. Un pôle d'arc électrique sera caractérisé par une forme conique à des angles de 15 à 75 degrés. Et dans les cas où l'affûtage est effectué à grand angle, le pôle modifiera sa forme en une forme cylindrique. Lors de l'utilisation du courant alternatif, l'affûtage est le plus souvent effectué avec une extrémité arrondie. dans le traitement recommandé pour les cas où le processus est effectué à un courant constant.

La longueur de l'affûtage, en règle générale, est de 0,5 à 2 sections de la baguette de soudage, ce qui a un impact significatif sur la largeur et la profondeur de la soudure. Avec une augmentation de la longueur de l'affûtage, une diminution de la largeur de la partie fondue est observée. Si vous choisissez une petite longueur, la profondeur de pénétration est considérablement réduite. Il faut toujours se rappeler ces caractéristiques lors de l’utilisation d’une affûteuse pour électrodes de tungstène.
J'aimerais également ajouter que la combustion stable de l'arc électrique après l'affûtage de tiges de tungstène dépend de:
- émousser à la pointe de l'électrode;
- rayures apparaissant sur le produit lors de l'affûtage.
La quantité d'affaiblissement est choisie de sorte qu'elle corresponde à l'indice de courant et à la section transversale de la baguette de soudage. Et les risques, dont les dimensions doivent être minimales, sont placés dans l'axe du produit. Après l'affûtage, il est recommandé de polir la tige.

- "G-Tech" d'un fabricant de bonne réputation ESAB: voitures de différents modèles avec disques de diamant et système de dépoussiérage en mode automatique, ainsi que des réservoirs consignés volumineux. Nous ajoutons que les appareils "G-Tech" ne nécessitent pas de système d'échappement séparé;
- "ESG Plus" de la société Orbitalum: traitement des électrodes de six sections populaires, possibilité de réaliser quatre angles différents et en face de la pointe des baguettes de soudage;
- "EWM TGM 40230": une machine à main compacte qui offre une qualité de netteté décente de 0 à 90 degrés.
Soudage Al, Mg et leurs alliages sur courant alternatif (AC). Électrodes de soudure assurer une bonne stabilité de l’arc lors du soudage à courant alternatif, équilibré ou non équilibré, avec stabilisation continue à haute fréquence (avec oscillateur).
Le soudage à l'argon est effectué avec une électrode de tungstène non consommable dans un environnement de gaz inerte. La société GlobalWeldingCompany propose d'acheter en gros dans un entrepôt à Moscou à électrodes de tungstène pour le soudage à l'arc sous argon à des prix abordables. Pour le confort de nos clients, nous effectuons des livraisons dans toute la Russie par une entreprise de transport.
L'utilisation d'électrodes de tungstène
Utiliser du tungstène quand travaux de soudure est un avantage car il ne fond pas à haute température. Des électrodes spécialisées pour les électrodes universelles en aluminium, en titane, en cuivre et universelles sont disponibles à la vente. Vous pouvez les commander à moindre coût, avec une livraison en ville ou en Russie.
Les électrodes sont entièrement en tungstène ou additionnées de métaux des terres rares, offrant une stabilité accrue de l’arc de soudage formé. Selon la teneur en impuretés, les produits se voient attribuer une certaine marque.
- AC (WZ, WP)
- DC (WY, WT)
- Universel (WL, WC)






