Mélange de gaz pour le soudage tel qu'il est fait. Mélange de gaz pour le soudage
Mélanges gazeux de soudage à base d'argon et de dioxyde de carbone.
Pour haute qualité electro soudure dans l’environnement des gaz de protection, la société "Cryogenservice" propose une large gamme de mélanges de soudure sur la base d'argon, ainsi que de remplir des bouteilles avec des mélanges de soudure de n'importe quel volume!
INFORMATIONS UTILES:
Est-il possible de réduire les coûts de soudage tout en améliorant sa qualité?
Oui! Oui et encore!
La technologie de soudage dans un environnement protecteur utilisant des mélanges de gaz de soudage améliore considérablement la qualité et l'efficacité du travail de soudage. L'utilisation de mélanges de gaz à base d'argon est devenue une nouvelle étape dans l'amélioration des procédés de soudage!
Les avantages de l’utilisation de mélanges de soudage aux gaz à base d’argon par rapport au dioxyde de carbone:
Augmenter la quantité de métal déposée par unité de temps et réduire la perte de métal d'électrode pour la pulvérisation.
Réduire la quantité d'éclaboussure collée (pulvérisation) dans la zone joint soudé et par conséquent, une réduction pouvant aller jusqu'à 95% de l'intensité de travail pour leur suppression. Augmenter la densité et la ductilité du métal soudé. Augmenter la force du joint soudé. Le processus de soudage est stable même avec une alimentation inégale. fil de soudure, ainsi que la présence de traces de graisse technologique et de rouille sur sa surface. Les conditions de travail hygiéniques sur le lieu de travail du soudeur sont améliorées en réduisant considérablement la quantité de fumées de soudage et de fumées.
Meilleure qualité:
Réduit la quantité d'inclusions d'oxydes et écrase le grain, améliorant la microstructure du métal. Augmente la profondeur de pénétration du joint, augmente sa densité, ce qui augmente finalement la résistance des structures soudées.
Résistance élevée à la fatigue, le meilleur aspect des produits - des arguments de poids en faveur des mélanges de soudage lors du soudage.
Meilleure performance:
La vitesse de soudage par rapport au traditionnel (dans un environnement protecteur de CO2) est doublée. Ceci est dû à la tension superficielle inférieure du métal en fusion, ce qui entraîne une réduction de 70% à 80% des éclaboussures et des éclaboussures du métal de l'électrode. La quantité insignifiante de projections et de scories de surface exclut dans de nombreux cas les travaux de nettoyage des éléments soudés.
Économies:
Réduit la consommation d'énergie et le fil de soudure de 10-15%. Vous permet de réduire considérablement le coût des travaux associés au nettoyage et à la préparation des soudures avant de peindre ou de galvaniser. Augmente la durée de vie des buses de soudage, des masques en verre et des vêtements, réduisant ainsi le coût de leur remplacement.
Meilleures conditions de travail:
Beaucoup moins de fumée, les aérosols de soudage et les gaz nocifs préservent la santé du soudeur et lui permettent de travailler avec une grande attention pendant une longue période. Le risque de maladie professionnelle des soudeurs - la silicose des poumons est réduite.
Il est temps d'utiliser des technologies de pointe et de nouveaux produits qui permettent aux fabricants de garantir une qualité de travail et une efficacité de production élevées, d'améliorer et de sécuriser les conditions de travail de leurs travailleurs.
La société "Cryogenservice" fournit des mélanges de gaz de soudage, des bouteilles de remplissage et une livraison rapide de moyens de transport spécialisés.
Tableau comparatif pour le choix de la composition du mélange de soudage
| Nom et désignation du mélange gazeux | Composition et mode de livraison | Domaine d'application en soudage |
|---|---|---|
| Mélange de gaz TU 2114-001-87144354-2012 Ar / 2CO2 | 98% Ar + 2% CO2Ar - Argon de la plus haute qualité (99,993%); CO2 - Gaz de la plus haute teneur en dioxyde de carbone (99,8%). Livré dans des bouteilles en acier à une pression de 150 kgf / cm2; en monobloc BMKB - sous pression de 200 kgf / cm2. Les bouteilles sont peintes en noir et portent l'inscription blanche «mélange d'Ar - CO2 |
soudage semi-automatique: - les aciers inoxydables; - produits à paroi mince (épaisseur inférieure à 1 mm) provenant de produits ordinaires aciers de construction; - soudage-brasage sur un dispositif semi-automatique de pièces galvanisées et de connexions cuivre-fer. |
| Mélange de gaz TU 2114-001-87144354-2012 Ar / 10CO2 | 90% Ar + 10% CO2Ar - gaz argon de la plus haute qualité (99,993%); CO2 - gaz de la plus haute teneur en dioxyde de carbone (99,8%). Livré dans des bouteilles en acier à une pression de 150 kgf / cm2; en monobloc BMKB - sous pression de 200 kgf / cm2. | - soudage semi-automatique d'aciers de construction faiblement alliés et moyennement alliés; - tous les types de soudage à grande vitesse; - soudage par impulsions; - il est possible de travailler à la fois en mode de transfert atomisé et en mode jet. |
| Mélange de gaz TU 2114-001-87144354-2012 Ar / 18CO2 |
82% Ar + 18% CO2Ar - gaz argon de la teneur la plus élevée (99,993%); CO2 - dioxyde de carbone la plus haute teneur (99,8%). Le mélange de gaz de soudage est fourni: dans des bouteilles en acier sous une pression de 150 kgf / cm2; en monobloc BMKB - sous pression de 200 kgf / cm2. Les bouteilles sont peintes en noir et portent l'inscription «mélange Ar-CO2» en blanc. |
Le mélange de gaz le plus polyvalent pour le soudage semi-automatique des aciers de construction au carbone, adapté à presque tous les types de matériaux et de types de joints. |
| Mélange de gaz TU 2114-001-87144354-2012 Ar / 20CO2 Certificat de NAKS № АЦСМ-12-01610 |
80% Ar + 20% CO2Ar - gaz argon de la plus haute qualité (99,993%); CO2 - gaz de la plus haute teneur en dioxyde de carbone (99,8%). Livré dans des bouteilles en acier à une pression de 150 kgf / cm2; en monobloc BMKB - sous pression de 200 kgf / cm2. Les bouteilles sont peintes en noir et portent une inscription blanche «mélange Ar-CO2». |
- soudage et surfaçage semi-automatiques d'aciers de construction conventionnels; - soudage semi-automatique de l'acier inoxydable avec du fil fourré; -la capacité d'effectuer des coutures verticales avec un minimum d'éclaboussures |
| Mélange de gaz TU 2114-001-87144354-2012 Ar / 25CO2 |
75% de Ar + 25% de CO2Ar - gaz argon de la plus haute qualité (99,993%); CO2 - gaz de la plus haute teneur en dioxyde de carbone (99,8%). Fourni: dans des bouteilles en acier sous une pression de 150 kgf / cm2; en monobloc BMKB - sous pression de 200 kgf / cm2. Les bouteilles sont peintes en noir et portent une inscription blanche «mélange Ar-CO2». | - le soudage et le surfaçage semi-automatiques des aciers de construction conventionnels; - le soudage de tubes sur des machines automatiques et des robots; - garantit une pénétration maximale avec un minimum de projections. - un fonctionnement dans toutes les positions. |
top
La société "Cryogenservice" approvisionne des entreprises (de différents profils) en gaz techniques: azote, argon, acétylène, mélanges de gaz, hélium de qualité "A" et hélium de marque "B", oxygène technique, propane et dioxyde de carbone. En plus des fournitures gaz techniquessociété spécialisée dans le commerce bouteilles de gazproduites conformément aux normes GOST 949-73 et GOST 15860-84 (pour le propane). Parmi les services supplémentaires de la société, il est possible de signaler les services de réparation, location, achat et réexamen (certification) de bouteilles de gaz.
- Mélanges de gaz de soudage
- Critères de sélection
- Source de courant et fonction
- Réglage actuel et affichage numérique
Pour le soudage, une variété d'équipements est utilisée, mais un soudage semi-automatique est devenu populaire aujourd'hui, offrant les performances, la qualité du travail et la commodité nécessaires.
Le dispositif semi-automatique de soudage est le dispositif électrotechnique destiné au procédé de soudage avec utilisation d'une électrode.
Avant d'acheter, vous devez décider comment choisir un poste de soudage semi-automatique. Il est nécessaire de prendre en compte de nombreux paramètres, de décider dans quel environnement gazeux le travail sera effectué.
Mélanges de gaz de soudage
Lors du choix d'un poste de soudage, il est nécessaire de prendre en compte le milieu gazeux dans lequel le travail sera effectué. Par exemple, un gaz inerte (argon) doit être utilisé pour le procédé de soudage MIG, et un gaz actif (carbone) convient au MAG.
Tous les types de gaz utilisés dans les machines à souder peuvent être divisés en 2 grands groupes:

- Composés gazeux réagissant activement avec les métaux. Ceux-ci comprennent le dioxyde de carbone, l'azote et l'oxygène.
- Gaz inertes, par exemple l'hélium, l'argon.
L'option la plus simple consiste à utiliser du dioxyde de carbone, et ce sera le moins cher. Mais dans ce cas, la qualité de la couture en souffre: on ne peut pas parler de mauvaise qualité, mais un nettoyage supplémentaire est nécessaire après le travail, sinon la couture rouillera. Pour un fonctionnement semi-automatique, il est recommandé d’utiliser un mélange de deux gaz - il s’agit d’une composition composée de 20% de dioxyde de carbone et de 80% d’argon. L'argon pur est utilisé pour les métaux non ferreux, et lorsque vous utilisez une électrode en tungstène, il est préférable de prendre un mélange contenant 90% d'argon et 10% d'hydrogène.
L'azote pur en tant que moyen de protection est utilisé pour le soudage de pièces en bronze, laiton. Certains modèles peuvent fonctionner sans gaz, mais il faut ensuite utiliser le flux. Il est important de déterminer immédiatement dans quelles conditions le travail doit être effectué, s'il existe des exigences pour l'environnement gazeux.
Retour à la table des matières
Critères de sélection
Pour le type semi-automatique, il est nécessaire de faire attention à divers paramètres. Les critères de sélection incluent:

La valeur de la tension du réseau électrique est un indicateur important lors du choix d’un poste de soudage.
- capacité de charge du milieu d'alimentation électrique;
- le choix du matériau à souder, qu'il s'agisse d'acier inoxydable, d'acier à faible teneur en carbone, d'aluminium, de métaux non ferreux;
- épaisseur du métal traité;
- exigences de qualité de soudage;
- la qualité joint de soudure en prenant en compte sa longueur, sa largeur, sa position dans l'espace;
- intensité de fonctionnement de l'équipement.
Choisir machine à souder, il faut faire attention à la tension du réseau électrique. Il est important de déterminer avec précision quelle machine peut être utilisée pour le travail. Par exemple, pour les réseaux monophasés, seuls les appareils pouvant fonctionner avec des réseaux de 220 V avec une charge allant jusqu'à 16 A. Si l'appareil est conçu pour fonctionner à une tension inférieure à 150 V, il est difficile d'utiliser un appareil semi-automatique, un onduleur supplémentaire ou un générateur électrique est nécessaire, car un appareil semi-automatique ne fonctionnera pas normalement.
Retour à la table des matières
Quel devrait être le courant de soudage
Lors du choix d'une unité, il est important de prendre en compte le courant. Cet indicateur détermine les valeurs auxquelles l'équipement ne surchauffera pas et l'épaisseur du métal pouvant être bouilli. Lorsqu'un poste de soudage semi-automatique est sélectionné, certains indicateurs doivent être pris en compte. Par exemple, si le métal à souder a une épaisseur maximale de 5 mm, il est possible de prendre un équipement avec un courant de 150-200 A. Un diamètre de 0,8-1 mm est autorisé pour le fil. Mais avec une plus grande épaisseur de pièces soudées, la valeur du courant nominal augmentera à 250 A, le fil pour le travail est utilisé avec un diamètre de 1,2-1,6 mm. Plus en détail, le choix du dispositif de soudage dans des conditions d'utilisation du dioxyde de carbone sera basé sur les valeurs suivantes:

- Avec une épaisseur de métal de 0,8-1 mm, un diamètre de fil de 0,7-0,8 mm sera nécessaire. Courant de soudage devrait être égal à 50-80 A.
- Avec une épaisseur de métal de 1,5-2 mm, un diamètre de fil de 0,8-1,2 mm sera nécessaire. Le courant de soudage doit être égal à 90-200 A.
- Avec une épaisseur de métal de 3 mm, le diamètre du fil sera de 1,2 à 1,4 mm, le courant de soudage est de 200 à 380 A.
- Avec une épaisseur de métal de 4 mm, le diamètre du fil sera de 1,2 à 1,6 mm, le courant de soudage est de 200 à 350 A.
- Lorsque l'épaisseur du métal est de 8 mm, il est nécessaire d'utiliser un diamètre de fil de 1,2 à 2,5 mm. Le courant de soudage doit être compris entre 300 et 450 A.
Certains experts recommandent de prévoir une réserve de 50 A. Cela vous permettra d’utiliser l’appareil pour du métal plus épais, si nécessaire. Afin de choisir un poste de soudage semi-automatique, vous devez tenir compte de la durée de la charge. Cela est nécessaire pour que l'équipement ne surchauffe pas pendant le fonctionnement. Ces valeurs sont toujours spécifiées par le fabricant, mais la durée de chargement est généralement de 60%. C'est assez pour un travail de qualité.
Le dispositif semi-automatique utilise un arc électrique pour la fusion du métal et du matériau de remplissage. Mais contrairement à la norme soudage à l'arc électriquece qui se produit à l’aide d’électrodes enrobées, on utilise ici le fil dépourvu de couche protectrice. La protection est assurée par des mélanges de gaz pour le soudage. Pendant le soudage, le bain de métal en fusion est protégé par un gaz ou un mélange en combustion, formant ainsi un bouclier fiable contre la pénétration d'oxygène et d'hydrogène dans l'air. En outre, le mélange de gaz pour le soudage semi-automatique contribue à la destruction des oxydes et autres facteurs négatifs. En conséquence, on obtient un résultat plus fiable qu'avec le soudage ordinaire, mais cela nécessite beaucoup de travail.
Champ d'application
Les mélanges de gaz de soudage peuvent être utilisés dans presque tous les endroits où il est nécessaire de travailler avec un composé métallique. Ils sont conçus pour le soudage avec une grande responsabilité. Le coût de la création d’un joint utilisant du gaz est beaucoup plus élevé que sans cela. Cette méthode est donc utilisée dans les cas où vous avez besoin d’une garantie accrue de la fiabilité de la connexion. Les structures métalliques sur les chantiers de construction, en particulier les pièces qui les portent, sont toujours connectées à l'aide de mélanges de gaz.
Les tuyaux dans la sphère privée ou dans les installations industrielles sont reliés entre eux par des dispositifs semi-automatiques, car ici, vous devez être étanches. Ceci élimine la présence de microfissures, pores, cavités et autres défauts qui nuisent à la résistance. Pour chaque type de composé métallique, en fonction de sa composition, ses gaz de protection et leur combinaison sont sélectionnés.
Les ateliers de réparation et les locaux d'habitation peuvent également fournir l'utilisation de ces substances, parmi lesquelles il existe des options relativement peu coûteuses et très fiables. La gamme d'utilisation est fournie par une variété de combinaisons de composants dans des mélanges et par la possibilité de les utiliser pour une grande variété de cas.
Les avantages
Chaque mélange de gaz pour le soudage semi-automatique est unique, mais en général, ils présentent tous un certain nombre d'avantages, et ce fait mérite une utilisation aussi large dans zone de soudure. Les principaux avantages comprennent:
- Donne une couture de haute qualité;
- Augmente les performances de soudage;
- Augmente l'efficacité du travail;
- Réduit la quantité d’éclaboussures de métal en fusion du bassin de soudure;
- Donne une combustion stable à l'arc;
- Les coutures deviennent plus denses et plastiques à la fois;
- Augmente le taux de fusion du métal;
- Réduit les niveaux de fumée.
Inconvénients
- Les mélanges de gaz de soudage sont inflammables et un stockage inadéquat des bouteilles peut provoquer une explosion.
- Certains mélanges sont nocifs pour la santé humaine, entraînent l’étouffement ou la survenue de maladies professionnelles;
- Il n'est pas toujours possible d'obtenir l'une ou l'autre variété ou de la fabriquer vous-même.
Types de mélanges de gaz
Il existe plusieurs types principaux de mélanges qui sont utilisés dans soudure moderne. Le mélange de gaz argon et dioxyde de carbone est l’un des types de travail responsable les plus répandus et les plus populaires. Le plus souvent, il est utilisé dans l'assemblage d'aciers à faible niveau de dopage. Le dioxyde de carbone aide à faciliter la transition du jet. L'utilisation d'un tel mélange rend les coutures en plastique et réduit également le risque de formation de pores.
L'argon avec l'oxygène donne également une structure plus dense du composé, puisque les pores ne se forment pratiquement pas ici. Le rapport entre les gaz dans le mélange peut être différent, mais le niveau d'argon atteint souvent environ 95%.

L'argon à l'hydrogène est utilisé pour les aciers fortement alliés, y compris l'acier inoxydable, le nickel et leurs alliages. Cette combinaison est utilisée dans la pratique non seulement comme, mais aussi comme moulage.
L'argon à l'hélium est conçu pour fonctionner avec les métaux non ferreux et leurs alliages. Les principaux métaux utilisés dans ce mélange sont l'aluminium, le cuivre, le nickel et divers alliages nickel-chrome.
L'argon avec des gaz actifs est considéré comme un mélange universel pour travailler avec une large gamme de nuances d'acier. Celles-ci peuvent être des variétés de niveaux de dopage faibles, moyens et élevés. Avec ses propriétés, cette combinaison a un coût relativement bas pour son industrie.
Le principe de soudage de mélanges de gaz semi-automatiques
Les mélanges de soudage d'argon et de dioxyde de carbone, ainsi que d'autres types, ont leurs propres caractéristiques d'utilisation. Le principe d’application est basé sur le fait d’assurer le niveau de protection maximal tout en évitant d’endommager le métal lors du soudage. Tout d'abord, le brûleur est allumé, avec lequel un jet de gaz est fourni à la jonction. Il peut être utilisé pour préchauffer le site si la technologie l'exige.
Ensuite, l'arc est allumé avec une électrode qui ne fond pas. Appareils semi-automatiques à soudage automatique utilise souvent électrodes de tungstène. Simultanément à l'allumage de l'arc, l'alimentation en fil est protégée par un flux de mélange de gaz en combustion. Pour un soudage de haute qualité, il est nécessaire de calculer correctement la quantité d'alimentation en gaz et la vitesse du fil. Pour cela, certains modes sont sélectionnés individuellement pour chaque type de connexion.
La température de combustion du mélange ne doit pas faire fondre le métal et, de sorte que, avec une courte distance du brûleur avec l'additif du bain, il n'est pas nécessaire de le déconnecter. Une fois la couture terminée, si un refroidissement progressif est nécessaire, il peut être chauffé avec le même carburant que le brûleur en fonctionnement. Lorsque le travail nécessite l'utilisation d'un équipement de protection individuelle.
Conclusion
Les compositions gazeuses à plusieurs composants sont très courantes dans ce domaine, car elles permettent d'obtenir des propriétés uniques en combinant plusieurs éléments. En plus des options standard, vous pouvez essayer de créer votre propre combinaison souhaitée. Il existe plusieurs façons de préparer vous-même un mélange de gaz à souder. Dans tous les cas, il convient de respecter les règles de sécurité relatives au travail avec des appareils à gaz et semi-automatiques, car il existe toujours un risque de choc électrique.
Le soudage semi-automatique nécessite une attention particulière aux gaz de protection utilisés. Les gaz inertes (argon, hélium), les gaz actifs (dioxyde de carbone, azote, hydrogène, etc.) et les mélanges de gaz inertes et actifs sont utilisés comme gaz de protection lors du soudage par fusion. Le choix du gaz de protection est déterminé par la composition chimique du métal à souder, les exigences imposées sur les propriétés du joint soudé, le processus économique et d'autres facteurs.
Mélange gaz inertes avec des gaz actifs, il est recommandé d’utiliser la résistance à l’arc, d’augmenter la profondeur de pénétration et de modifier la forme de la soudure, le traitement métallurgique du métal en fusion et d’accroître les performances de soudage. Lors du soudage dans un mélange de gaz, la transition du métal de l'électrode dans la soudure augmente.
Un mélange d'argon avec 1-5% d'oxygène Utilisé pour le soudage d'électrodes consommables en acier à faible teneur en carbone et en acier allié. L'ajout d'oxygène à l'argon diminue le courant critique, empêche la formation de pores et améliore la forme du joint.
Un mélange d'argon avec 10-25% de dioxyde de carbone utilisé lors du soudage des électrodes consommables. L'ajout de dioxyde de carbone lors du soudage des aciers au carbone permet d'éviter la formation de pores, augmente légèrement la stabilité de l'arc et la fiabilité de la protection de la zone de soudage en présence de courants d'air et améliore la formation de soudure lors du soudage de tôles minces.
Un mélange d'argon avec du dioxyde de carbone (jusqu'à 20%) et avec pas plus de 5% d'oxygène utilisé dans le soudage des électrodes consommables des aciers au carbone et alliés. Les additifs de gaz actifs améliorent la stabilité de l'arc, la formation de joints et empêchent la porosité.
Un mélange de dioxyde de carbone et d'oxygène (jusqu'à 20%) utilisé dans le soudage des électrodes consommables acier au carbone. Ce mélange a un pouvoir oxydant élevé, une pénétration profonde et une bonne forme, protège le joint de la porosité.
Le soudage semi-automatique avec de l'argon pur n'est pas souvent utilisé sur les aciers inoxydables. Sans gaz de protection actif (oxygène ou CO2), l'arc n'est pas stable. La conductivité thermique et l'énergie d'ionisation de l'argon sont faibles et le chauffage de la pièce est insuffisant. En conséquence, la fusion devient très lente et les caractéristiques de transfert et d'écoulement du métal sont faibles. Cela conduit à des coutures inégales et à une pénétration inadéquate. Pour surmonter ces effets, les gaz de protection de soudage doivent contenir des ingrédients actifs tels que l'oxygène ou le dioxyde de carbone. Cela stabilise l'arc, améliore les caractéristiques d'écoulement et augmente le chauffage de la pièce.
Le mélange argon-oxygène pour les gaz de protection lors du soudage des alliages chrome-nickel contient de 1 à 3% d'oxygène. Ils offrent une stabilité de l'arc et de faibles projections lors du fonctionnement. Cependant, comparé aux gaz contenant du CO2, cela provoque un degré élevé d'oxydation, un chauffage insuffisant et la formation de pores. Le chauffage peut être obtenu en augmentant la teneur en oxygène, ce qui augmentera proportionnellement l'oxydabilité de la soudure. Cela augmente les scories, donc avant de graver la soudure, il est nécessaire de la nettoyer avec un marteau ou un polissage.
À cet égard, les mélanges de gaz protecteurs à base d'argon avec une teneur en CO2 d'environ 2,5% sont les plus largement utilisés dans le soudage semi-automatique des aciers au chrome-nickel. En raison de la dissociation et des transformations des molécules de CO2 sur l'arc, un chauffage plus élevé est obtenu avec une diminution simultanée de l'oxydation et du nombre de pores. Par rapport au mélange Ar + O2, le joint est plus large et le matériau fond de manière plus fiable en raison du réchauffement plus important.
Des mélanges protecteurs à teneur supplémentaire en hélium peuvent être utilisés pour améliorer les caractéristiques d'écoulement et augmenter la vitesse de soudage. La teneur en hélium est généralement comprise entre 20% et 50%. Par rapport à l'argon, l'énergie d'ionisation et la conductivité thermique de l'hélium sont beaucoup plus élevées, ce qui crée un réchauffement plus important de la pièce. En conséquence, la masse fondue chauffe plus fortement et devient plus liquide. Helium, vous permet de réchauffer le matériau de base. A la jonction des surfaces à souder, on verra bien qu'avec un léger approfondissement du joint, son rouleau de surfaçage devient plus large. Les mélanges de gaz avec de l’hélium améliorent la qualité de la soudure des alliages très visqueux de molybdène et de nickel-nickel. Ces aciers, en particulier lors du soudage à haute tension, ont tendance à former du carbone à la surface, qui est très difficile à éliminer. Lorsque vous utilisez un gaz protecteur contenant de l'hélium, la quantité de suie est considérablement réduite.
Notre publication traite de la manière dont une soudure en acier inoxydable avec un dispositif semi-automatique en dioxyde de carbone.
- Source de courant ();
- fil de soudure;
- gaz protecteur.
Le fil de soudure doit être identique au métal à souder. Dans notre cas, choisissez un acier inoxydable pour le semi-automatique.
Fil de soudure en acier inoxydable pour semi-automatique
Sur le marché, il existe un réseau de fabricants russes et étrangers, divisé en poudres et en solides. Le diamètre est compris entre 0,13 et 6,0 mm. À la maison, des diamètres de 0,6 et 0,8 mm sont utilisés et plus de 1,0 mm en production.
- Le fil plein est utilisé pour les connexions dans des environnements de gaz de protection et de flux submergés. Cette méthode élimine les entrées d’air dans la zone de soudure, améliorant ainsi la qualité de la soudure.
- Le fil fourré en acier inoxydable (auto-blindé) est un tube à paroi mince rempli de flux et de gaz. Le mélange de composants vous permet de souder des produits sans gaz de protection (dioxyde de carbone et argon).
Fil pour le soudage d'acier inoxydable semi-automatique, produit avec traitement thermique ou étirage à froid. Et il est divisé en oxydé (T) et en lumière (blanc, TS).
Le fil résistant à la corrosion reçoit 2 classes de précision:
- haute précision (P);
- précision normale.
Le fil avec une grande précision est utilisé pour améliorer la qualité de la couture.
La composition chimique des aciers inoxydables est divisée en différentes qualités et les fils ont également des marquages différents. Le tableau ci-dessous présente les marques, le diamètre et le poids des fils en acier inoxydable:
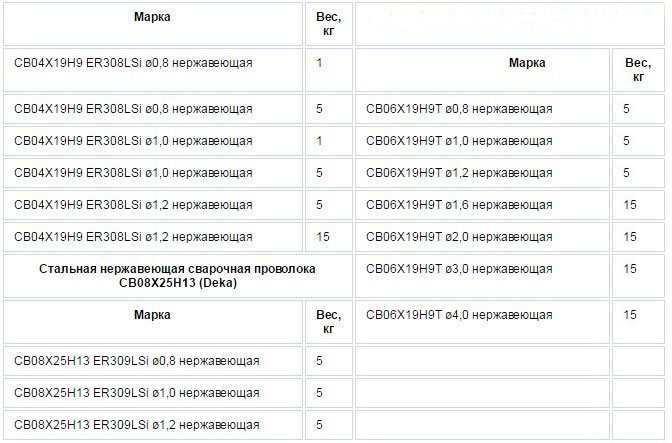
Le coût du fil en acier inoxydable pour semi-automatique
Le prix varie en fonction du fabricant et de la région de résidence de l'acheteur.
Moyenne:
- ER 308 LSI 0,8 mm 1kg - 825 roubles;
- ER 308 LSI 0,8 mm 5kg - 4237 frotter.
Vidéo:
Sélection de gaz
Cuire sans gaz semi-automatique - c'est impossible, sauf dans le cas de l'utilisation de fils fourrés. Le soudage de l’acier inoxydable semi-automatique peut être effectué dans un environnement de dioxyde de carbone ou d’un mélange de dioxyde de carbone et de dioxyde de carbone.

Le dioxyde de carbone est un gaz abordable et bon marché pour l'assemblage des aciers inoxydables. Lorsqu'il l'utilise proprement, le soudeur est confronté à des éclaboussures de métal excessives et à un cordon de soudure noueux.
Il est plus pratique d'utiliser un mélange d'argon et de dioxyde de carbone, le pourcentage de 98/2 (Ar-98%, CO2-2%). La composition du mélange de soudeurs expérimentés varie en fonction de la marque d'acier inoxydable et de leurs préférences.
Le pourcentage de dioxyde de carbone et d'argon peut être ajusté à l'aide de deux cylindres séparés. Les sorties de deux boîtes de vitesses doivent être connectées à l'aide d'un té tiré d'un essuie-glace de voiture de production nationale. Détails de cette conception dans la vidéo:
Il ne vous reste plus qu’à sélectionner le gaz de protection et le fil connecté à l’appareil. Attention, la pointe conductrice doit avoir le même diamètre que le fil.
Achetez des pourboires avec une marge, au cours du processus, ils s’éteignent et l’appareil chauffe moins bien.
Vidéo: comment mettre en place un semi-automatique pour travailler (pour les débutants).
Comment souder l'acier inoxydable dans le dioxyde de carbone
Pour nettoyer la surface de travail du produit lors de l’assemblage de métal d’une épaisseur de 4 mm ou plus, réaliser des arêtes (rainures pour la fusion des métaux). In, raconte le marquage des aciers inoxydables et la préparation des surfaces.
Après le chanfreinage, assemblez les pièces avec une pince en laissant un espace entre les produits (au moins 1,5 mm).
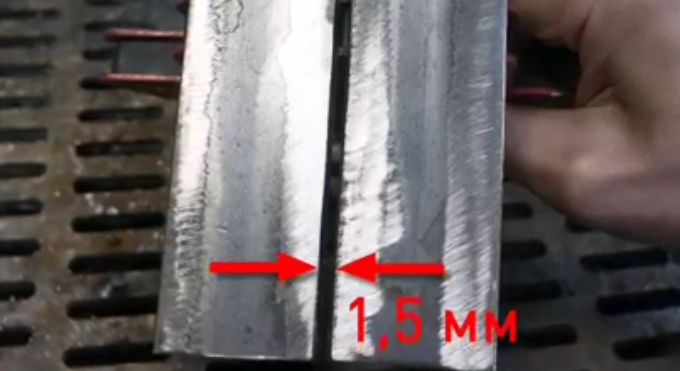
L'espace doit se trouver sur toute la longueur de la pièce, cela permettra au métal de bouillir sur toute l'épaisseur. Connectez la masse et définissez vos réglages sur le semi-automatique en fonction de la conception de votre appareil et de l'épaisseur du métal.
Simple semi-automatique sur le panneau avant ont 2 réglages:
- tension de soudage;
- vitesse d'alimentation du fil.
Les modèles avancés sont équipés d'un bouton de réglage d'inductance. En outre, la vitesse d'alimentation du fil à partir du diamètre peut être ajustée par un commutateur.
Le réglage de l'inductance modifie la rigidité de l'arc, la profondeur de pénétration et la forme du rouleau:
- Avec une petite inductance: l’arc est froid - nous obtenons un rouleau mince avec une pénétration profonde;
- Avec une grande inductance: l’arc est chaud - un rouleau large avec une pénétration peu profonde.
En tenant un brûleur avec une pente de 20 à 60 degrés (la distance entre la buse et le bain de soudure est de 10 à 20 mm), terminez le raccordement de l’acier inoxydable avec des punaises courtes. Appuyez sur la gâchette - relâchée, enfoncée et relâchée, de sorte que lentement et remplissant les bords coupés du métal se produit. Vous pouvez cuisiner comme un coin arrière (pour vous-même) et un angle en avant (par rapport à vous-même).
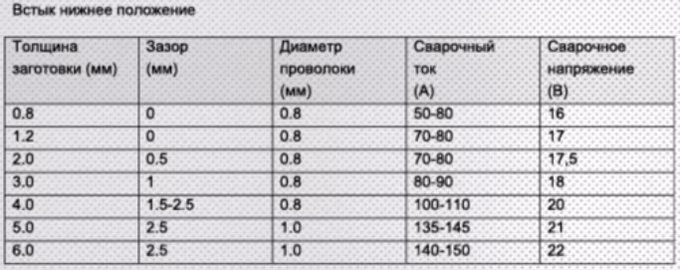
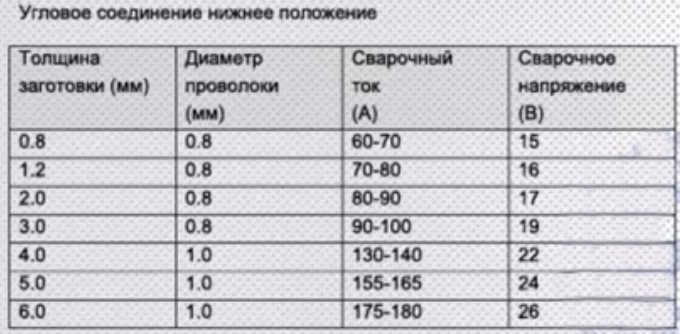
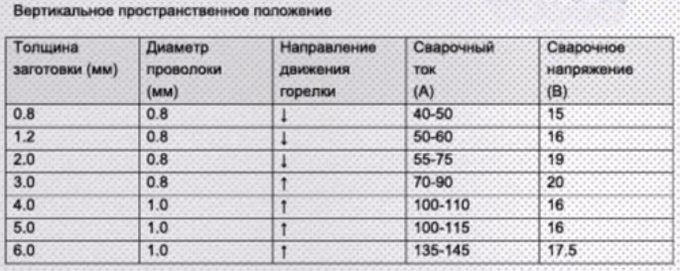
Les tableaux (ci-dessous) vous aideront à choisir les paramètres du mode semi-automatique:
Lors du soudage avec chevauchement, il n’est pas nécessaire de chanfreiner, il suffit de nettoyer la surface, de placer les pièces les unes sur les autres et d’effectuer le raccordement.
En cours de soudage, avant le nouveau joint, mordez la bille de soudure à la pointe du fil.




