الکترودهای الکتریکی در محیط آرگون استفاده می شود. علامت گذاری الکترودهای تنگستن
الکترودهای تنگستن میله های غیر قابل مصرف برای جوشکاری قوس آرگون است. آنها همچنین در برخی از عملیات پوشش، پلاسما برش فلزات، پاشش استفاده می شود.
1 شرح انواع میله های تنگستن با توجه به GOST 23949-80
محصولات جوش توصیف شده از تنگستن ساخته شده است شکل خالص، و همچنین تنگستن و افزودنی های مختلف که می تواند فرآیند جوشکاری را فعال کند. استاندارد دولتی 23949 از مارک های زیر از الکترود های تنگستن برای جوشکاری قوس آرگون صحبت می کند:
- EVT-15؛
- EVI (1، 2 و 3).
کسر جرم تنگستن خالص در این الکترود ها از 99.91 تا 99.95٪ است. ناخالصی های مختلف (به ویژه مولیبدن، سیلیکون، آهن، آلومینیوم، کلسیم و نیکل) در آنها نمی تواند بیش از 0.05-0.11٪ باشد. در نمرات EVI-2 و EVI-3، حضور در تانتالم تا 0.01٪ مجاز است، در EVT-15 - 1.5-2٪ از تریا دی اکسید، در EVL - 1.1-1.4٪ از اکسید لانتانیم. در محصولات EVI، علاوه بر این، از 1.5 تا 3.5 درصد اکسید یتیم وجود دارد.
الکترودهای تنگستن از همه نوع به علت درجه حرارت جوش بالا (تقریبا 5800 درجه) و درجه حرارت آن (تقریبا 3000 درجه) بازتابی از جریان جریان بسیار پایین در طی جوشکاری مشخص می شود.
یک متر از درز صرف یک صد گرم ماده است. و افزودن زیرکونیم، لانتانیم، سریم، توریم، میله های تنگستن را یک پارامتر عملی منحصر به فرد می کند.

الکترودهای به پایان رسید در سطح آنها نباید شامل آلودگی و هر گونه ترکیبات، اکسید، خواص خواص مواد شیمیایی روانکاری، ترک ها و حفره ها باشد. در فرایند پذیرش میله های جوشکاری، سطح آنها به صورت بصری بررسی می شود. در بعضی موارد، استفاده از ابزار اندازه گیری و ابزارهای ویژه نوری مجاز است.
2 بین المللی رنگ مارک از میله های جوشکاری تنگستن
انتخاب مارک خاصی از الکترود تنگستن کاملا ساده است، همه آنها به یک یا چند نشان داده شده است. به عنوان مثال، یکی از پایان دادن به محصولات تنگستن خالص در سبز نشان داده شده و در عمل بین المللی با حروف "WP" مشخص شده است. بر اساس استانداردهای جهانی، چنین الکترودهای حاوی 99.5٪ تنگستن هستند. آنها در طول عمل جوش بر روی جریان متناوب، ثبات کامل قوس الکتریکی را تضمین می کنند.
میله های "سبز" عمدتا الکترودهای تنگستن برای جوشکاری آلومینیوم، آلیاژهای منیزیم و منیزیم خالص هستند. کارشناسان توصیه می کنند از آنها استفاده کنند وقتی جوشکاری در فضای هلیوم یا آرگون در جریان متناوب سینوسی انجام می شود. منحصر به فرد این میله ها این است که پایان کاری آنها به شکل یک توپ ساخته می شود. این نیاز به دلیل این واقعیت است که بار گرما در محصول دارای یک رقم محدود است.
رنگ خاکستری "WC-20" است. حدود دو درصد از فعالیت سریم نادر خاکی در ترکیب آنها وجود دارد. افزودنی مشخص شده فراهم می کند:
- افزایش مقادیر مجاز جوش برای جوشکاری؛
- احتراق قوس الکتریکی؛
- بهبود (و بسیار قابل توجه) انتشار اجاق گاز جوشکاری.
الکترودهای "خاکستری" در یک محیط حرفه ای در نظر گرفته شده است که همه کاره است. آنها امکان اتصال به سازه ها از تقریبا تمام آلیاژهای فلزی معروف امروز و انواع فولاد را دارند، علاوه بر این، هر دو با جریان مستقیم و متناوب قطب مستقیم. توجه داشته باشید که سریم یک عنصر غیر رادیواکتیو است. علاوه بر این، آن را در میان فلزات معمولی گروه زمین نادر قرار می دهد.
یک نکته مهم - "WC-20" حتی در حداقل مقادیر فعلی ثبات عالی فراهم می کند جوش قوس. به همین دلیل استفاده از آن برای جوشکاری ورق های فولادی نازک، خطوط لوله توصیه می شود برای مقاصد مختلف، و همچنین محصولات لوله از هر قطر. اما بهتر است در هنگام کار با "WC-20" نرخ جریان بالای بالا را انتخاب نکنید، زیرا مقدار بالای اکسید سریم در انتهای داغ میله شکل می گیرد.
کم آلیاژ و محصولاتی از مس و تیتانیوم، و همچنین معمولا با جریان مستقیم با استفاده از میله های قرمز جوش داده شده (علامت گذاری - "WT-20"). این الکترود ها با دی اکسید تیره (تا دو درصد) و اغلب مورد استفاده قرار می گیرند.

شایان ذکر است که توریم یک فلز رادیواکتیو است. اگر الکترود "WT-20" به صورت سیستماتیک استفاده نشود و حجم کار انجام شده ناچیز است، تهدیدی برای سلامت جوشکار وجود ندارد.اگر استفاده مداوم از آنها پیش بینی شود، بسیار مهم است که تهویه موثر منطقه جوشکاری و ارائه جوشکار با مهمات حفاظتی (ماسک ویژه، عینک ایمنی و ...) باشد.
میله ها با نشانه های قرمز در نرخ های بالاتر جریان جوشکاری عملا پیکربندی آنها را تغییر نمی دهد. شما می توانید زاویه تیز کردن "WT-20" را با توجه به آنچه که قبل از متخصص جوشکاری انجام می دهید قرار دهید. به طور کلی، انتخاب الکترود "قرمز" به طور کامل در انجام یک عمل جوش در جریان ثابت کاملا توجیه می شود. در چنین مواردی، چندین برابر موثرتر از یک تنگستن خالص است.
هنگام جوشکاری قطعات منیزیم و آلومینیوم با جریان متناوب، معمولا "الکترودهای سفید" WZ-8 "با اکسیدهای زیرکونیوم بیش از 0.8 درصد استفاده نمی شود. چنین میله هایی دارای یك قوس منحصر به فرد در ثبات هستند؛ آنها به طور كامل از استخر جوش آلودگی ندارند. پایان کار آنها به شکل کروی ساخته شده است. بار مجاز بر روی "WZ-8" کمی بیشتر از محصولات جوشکاری توریم، لانتانیم و سریم است.

طرح های بسیار تیتانیوم آلیاژهای مس، آلیاژهای ضد خوردگی و کم کربن، اغلب با میله های WY-20 جوش داده می شوند که در آبی تیره و حاوی دی اکسید یتیم به عنوان ترکیب دوپینگ (حدود دو درصد) است. این الکترود ها با ثبات بالا نقطه نقطه کاتد مشخص می شوند که باعث می شود که قوس با مقادیر بسیار متفاوت جریان جوشکاری پایدار شود. تا به امروز، "WY-20" به عنوان مقاوم ترین محصول تعدادی از الکترود های غیر مصرفی شناخته شده است.
همچنین میله های جوشکاری "WL-20" و "WL-15" وجود دارد. اولین آنها حاوی اکسید لانتانیم در حدود دو درصد (مشخص شده در آبی) هستند، دومین آنها حاوی بیش از یک و نیم درصد اکسید نشان داده نشده و در رنگ طلایی نشان داده شده است. آنها الکترودهای لانتانیم نامیده می شوند.
این محصولات سطح پایین آلودگی را تضمین می کند. جوش داده شده و بسیار با دوام بودن در نظر گرفته می شود. و تشدید اولیه الکترودهای تنگستن با اکسید لانتانیم برای مدت طولانی حفظ می شود، بنابراین "WL" اغلب برای جوش "فولاد ضد زنگ" و فولادهای معمولی در قطب فعلی فعلی مورد استفاده قرار می گیرد.

میله های لانتانیم پتانسیل بالایی دارند (تقریبا دو برابر بزرگتر از پتانسیل یک محصول استاندارد ساخته شده از تنگستن خالص)، گرایش کوچکی به سوزاندن و سوزاندن قوس ساده است. علاوه بر این، "WL-20" و "WL-15" حداقل قطر کار پایان دهنده جوشکاری را تضمین می کنند.
همانطور که می بینید انواع زیادی از الکترودهای ساخته شده از تنگستن و افزودنی های خاص وجود دارد. این به این معنی است که کاربر می تواند یک انتخاب صحیح از میله را انجام دهد، که ایده آل برای اتصال قطعات و سازه های مختلف درجه ها و انواع فولاد است.
3 ویژگی های تیز کردن تنگستن میله ها
برای پردازش محصولات جوشکاری شرح داده شده در این مقاله، معمولا دستگاه آسیاب مخصوص برای الکترودهای تنگستن استفاده می شود. چنین وسیله ای دارای دیسک های ریز دانه ای است. دانه باید الزاما یک اندازه کوچک باشد، از این رو، در غیر این صورت، در انتهای میله، زمانی که آن را تیز تر، شیارها و مورب های کوچک تشکیل می شود. برای جلوگیری از آلودگی دیسک، استفاده از دستگاه برای پردازش مواد دیگر ممنوع است.
دستگاه آسیاب برای الکترودهای تنگستن به صورت مورد نیاز استفاده می شود. زاویه تیز کردن و اندازه نازک شدن جوشکاری برای استفاده عادی از اهمیت زیادی برخوردار است، زیرا آنها به طور مستقیم بر قابلیت نفوذ قوس الکتریکی تاثیر می گذارند. با کاهش اندازه نازک، افزایش عمق نفوذ مشاهده می شود، همچنین افزایش تراکم جریان، فشار قوس و غلظت جریان شار حرارت مشاهده می شود.
پارامترهای هندسی و شکل ستون قوس هنگامی که یک یا چند زاویه انتخاب شده تغییر می کند. یک قطب قوس الکتریکی با شکل مخروطی در زاویه های 15 تا 75 درجه مشخص می شود. و در مواردی که تیز کردن با یک زاویه بزرگ انجام می شود، قطب شکل آن را به یک استوانه تغییر می دهد. هنگام استفاده از تیز کردن AC اغلب با پایان گرد انجام می شود. در پردازش توصیه می شود برای مواردی که روند در یک جریان ثابت انجام می شود.

طول تیز کردن، به عنوان یک قاعده، 0.5-2 بخش از جوشکاری است، که تاثیر قابل توجهی در عرض و عمق جوش دارد. با افزایش طول تیزش، کاهش پهنای بخش ذوب مشاهده می شود. اگر طول کوچک انتخاب شده باشد، عمق نفوذ به طور قابل توجهی کاهش می یابد. این ویژگی ها همیشه باید هنگام استفاده از یک دستگاه آسیاب کردن برای الکترودهای تنگستن به یاد بیاورید.
همچنین می خواهم اضافه کنم که سوزاندن پایدار قوس الکتریکی پس از اصلاح میله های تنگستن بستگی دارد به:
- نازک شدن در نوک الکترود
- خش بر روی محصول در حین تیز کردن ظاهر می شود.
مقدار خراشی انتخاب شده است به طوری که آن را با شاخص فعلی و مقطع عرضی جوشکاری مربوط می شود. و خطرات، ابعاد آن باید حداقل باشد، در امتداد محور محصول قرار می گیرد. پس از تیز کردن، توصیه می شود که میله را له کنید.

- "G-Tech" از یک تولید کننده معتبر ESAB: اتومبیل های مدل های مختلف با دیسک های الماسی و سیستم جمع آوری گرد و غبار در حالت اتوماتیک، و همچنین مخازن قابل برگشت مجدد. ما اضافه می کنیم که دستگاه های G-Tech نیازی به یک سیستم اگزوز جداگانه ندارند.
- "ESG Plus" از شرکت Orbitalum: پردازش الکترود از شش بخش محبوب، امکان انجام چهار زوایای مختلف و روبرو شدن با نوک میله های جوشکاری؛
- "EWM TGM 40230": یک دستگاه جمع و جور دستی که کیفیت آن را از 0 تا 90 درجه بهبود می بخشد.
الکترودهای تنگستن برای جوشکاری قوس آرگون TIG استفاده می شود. این الکترودهای مقاوم هستند: نقطه ذوب آنها در مقایسه با فرآیندهای رویدادهای جوشکاری. مهم است که مصرف آنها بسیار کمتر باشد: فقط چند ده میلیگرم الکترود در هر متر از جوش به پایان رسید.
الکترود تنگستن یک میله تنگستن است. بعضی از مدل ها افزودنی های فلزات نادر را در ترکیب ترکیب می کنند که باعث می شود طول عمر آنها به طور چشمگیری افزایش یابد.
مارکینگ الکترودهای تنگستن بر اساس نوع مواد افزودنی موجود در ترکیب آنها ساخته شده است:
- WL15 جزء این الکترودها، اکسید لانتانیم است. الکترودهای دارای سطح طلایی هستند. آنها فوری فوری (اولیه و تکراری) را فراهم می کنند، به سوزاندن بسیار مقاوم هستند و باعث سوزاندن پایدار می شوند. امکان جوشیدن انواع فلزات با جریان مستقیم و متناوب وجود دارد.
- WY20 عناصر جوش داده شده TIG با مقاومت بالا ذوب و رنگ آبی تیره. برای تولید مهم ترین ترکیبات هنگام کار با فولاد ضد زنگ، کربن و کم آلیاژهای مواد، و همچنین مس و تیتانیوم استفاده می شود. جوشکاری بر روی جوش ثابت جوش انجام می شود.
- WC20 الکترود با حضور اکسید سریم در ترکیب. افزایش انتشار گازهای گلخانه ای فراهم می کند arcing سریع و از حفاظت از بیش از جریان مجاز جوش. نقاشی شده در خاکستری. برای کار با انواع فولاد مورد استفاده برای جوشکاری با متناوب و جریان مستقیم مورد استفاده قرار می گیرد.
- WZ8 ترکیب این الکترودها اکسید زیرکونیوم است. زیرکونیوم به ثبات احتراق و افزایش قابل توجه در جریان در طول کار در حال انجام است. سطح الکترود سفید است. WZ8 را در کار جوشکاری روی آلومینیوم و منیزیم اعمال کنید. کار بر روی جریان متناوب انجام می شود، در این فرایند، ذرات ناخواسته در استخر جوش حذف می شوند.
- WT20 الکترود با حضور اکسید توریوم در ترکیب. توریم به طور قابل توجهی عملکرد را بهبود می بخشد و زندگی را گسترش می دهد. الکترود در رنگ قرمز رنگ است. با کمک آنها شما می توانید محصولات ضخامت های بزرگ از مس، تیتانیوم، ضد زنگ، کربن و فولاد آلیاژی کم. در حال کار بر روی یک جریان مستقیم استفاده می شود.
- WL20 اکسید لانتانیم در ترکیب آنها موجب احتراق سریع قوس می شود، احتمال سوزش را کاهش می دهد، ثبات احتراق را افزایش می دهد. رنگ الکترودها آبی است. آنها جهانی هستند و می توانند بر روی جریان مستقیم و متناوب عمل کنند. مورد استفاده برای تقریبا تمام انواع آلیاژ و فولاد است.
- WP در حضور تنگستن در ترکیب آن متفاوت است. سطح الکترود رنگ سبز رنگ است. افزایش ثبات قوس جوشکاری را فراهم کنید. این الکترودهای منیزیم و آلومینیوم جوش داده شده اند. عملکرد کار بر روی جریان متناوب انجام می شود.
در فرآیند انتخاب الکترودهای تنگستن، توجه به پارامترهای کلیدی زیر را ذکر کنید:
- بسته بندی الکترود در لبه های پلاستیکی ساخته شده از پلاستیک یا جعبه ها عرضه می شود. در یک مجموعه، به عنوان یک قانون، 10 قطعه. این مقدار معمولا برای تعداد زیادی از مشاغل جوشکاری کافی است.
- اندازه معمولا طول الکترودها 175 میلی متر است. الکترود تنها در قطر متفاوت است، که بر اساس ضخامت مواد کار شده و قدرت فعلی مجاز برای کارهای خاص انتخاب شده است. قطر الکترودهای مختلف می تواند 2-4 میلی متر باشد. هزینه ممکن است بسته به ضخامت میله تغییر کند.
فروش الکترودهای تنگستن در مسکو با قیمت مقرون به صرفه می توانید در فروشگاه آنلاین "Vistek". ما به مشتریان خود را با انتخاب بهترین انتخاب از الکترودهای جوشکاری تنگستن با کیفیت با بهترین قیمت ارائه می دهیم. از شما فقط نیاز به تعیین اهداف و ویژگی های کار برنامه ریزی شده. مشاوران واجد شرایط ما به شما کمک می کنند انتخاب درست و سفارش خود را انجام دهید.
الکترود تنگستن در محيط گازهاي محافظتي (هليوم، آرگون) کاربرد دارد. کمتر از زمانی که استفاده می شود برش پلاسما و پوشش
الکترود تنگستن برای جوشکاری قوس آرگون دارای رطوبت بالا (3000 درجه) است. تولید شده با فشار دادن پودر. علاوه بر تنگستن (نقطه جوش 5800 درجه) در ترکیب، بسته به نام تجاری محصول، اکسید وجود دارد:
- سریم؛
- توریم؛
- ایتریم؛
- لانتانیم؛
- زیرکونیم
برای راحتی جوشکارها، الکترودهای غیر مصرفی رنگی هستند.
1) WP (نوک سبز) - محتوای تنگستن 99.5٪، برای جوشکاری با منیزیم (آلیاژها)، آلومینیوم. محتوای بالای تنگستن، ثبات یک قوس متناوب در هلیوم و آرگون را افزایش می دهد. منطقه کار الکترود به شکل یک توپ رشد ساخته شده است.
2) WT-20 (کد قرمز) - دی اکسید تریم (2٪) اضافه شده است.

اتصال DC: مس، تیتانیوم و ضدزنگ، کم آلیاژ، فولاد کربن. نام تجاری در تقاضا است، اما توریم یک ماده رادیواکتیو است؛ هنگامی که ذرات الکترودهای منفجر شده، گرد و غبار به سلامت انسان آسیب می رساند. منطقه کاری جوشکار نیاز به تهویه مناسب دارد. WT-20 شکل الکترود را در هر قدرت جریان نگه می دارد و زاویه تیزاب برای نیازهای جوش تغییر می کند.
3) WС-20 (نوک خاکستری) - دی اکسید سریم (2٪) اضافه شده است.

این مارک برای فولادهای جوشکاری و آلیاژی در جریان مستقیم و متناوب استفاده می شود. دی اکسید سریم (عنصر غیر رادیواکتیو) شروع به ایجاد قوس می کند و تحمل فعلی را افزایش می دهد. WC-20 برای جوش ورق فولاد نازک، خطوط لوله و لوله های مداری استفاده می شود. عدم وجود محصولات سریم در غلظت اکسید در منطقه کار الکترود.
4) WY-20 (نوک تیز آبی) با افزودن دی اکسید یتیم (2٪).

مس موجود مستقیم، تیتانیوم (آلیاژها) و فولاد - ضد زنگ، کربن، کم آلیاژ. افزودنی Yttrated باعث بهبود ثبات قوس در تمام حالت های فعلی می شود.
5) WZ-8 (علامت سفید) - اکسید زیرکونیوم (0.8٪).

برای جوش بر روی جریان متناوب آلومینیوم، منیزیم و آلیاژهای. منطقه کار الکترود با زیرکونیوم به شکل یک کره، بیش از بار فعلی سایر محصولات است.
6) الکترودهای تنگستن برای جوشکاری قوس آرگون با ترکیبات اکسید لانتانیم:
WL-15 (رنگ طلایی)، 1.5٪ اکسید لانتانیم؛
WL-20 (کد آبی)، 2٪ لانتانیم؛
WR-2 (نوک فیروزه ای) - اکسید لانتانیم (1.4٪).

محصولات با اکسید لانتانیم، شروع آسان و قوس پایدار هستند، سوزاندن فلزات به حداقل می رسد، کاهش سایش منطقه کار الکترود. مورد استفاده برای انواع فولاد و آلیاژها.
اندازه و قیمت الکترودهای:
- طول - 175 میلیمتر؛
- قطر از 1 تا 5 میلی متر.
محبوب ترین قطر آن 1.6-2.5 میلی متر است.
قیمت محصولات تنگستن به تولید کننده، نام تجاری و قطر الکترود بستگی دارد.
هزینه WL-15 از چین (1.0 میلی متر، جهانی) - 40 روبل. محصول TBi D آلمانی (3.0 میلی متر، قرمز برای فولاد ضد زنگ) هزینه 340 روبل خواهد داشت. برای چینی WT-20 (5.0 میلی متر، قرمز برای فولاد ضد زنگ) باید 900 روبل پرداخت کند.
چگونه تیز کردن محصولات تنگستن
قبل از اعمال الکترود برای جوش آرگون تیز برای به دست آوردن طول صحیح اصلاح، کارشناسان آرگون به یک فرمول ساده توصیه می کنند: قطر الکترود را 2.5 برابر کنید.
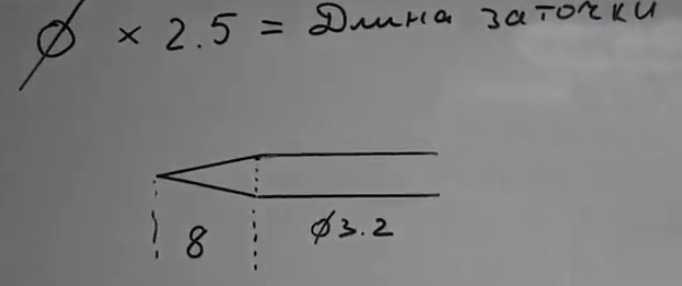
به عنوان مثال، قطر 3.2 میلیمتر ضرب 2.5 می شود و طول 8 میلی متر افزایش می یابد (تصویر بالا).
هنگامی که در جریان متناوب، توپ بر روی محصول تنگستن توسط CAM تشکیل شده است. به خصوص الکترود بلانت، ساخت نیمکره - لازم نیست.
الکترود زمین مانند مداد است. در صورت تیز کردن، خطرات ساینده باعث ایجاد موانعی برای قوس پایدار می شود.
شما می توانید از شن و ماسه و یا آسیاب تیز کنید، چرخش محصول را در دستان خود قرار دهید. برای تیز کردن یکنواخت می توانید میله را در کارتریج پیچ گوشتی یا مته الکتریکی بچسبانید و یک سرعت چرخشی کوچک را تنظیم کنید.
به دلایل ایمنی، یک ماسک برای محافظت از اندام تنفسی خود از گرد و غبار استفاده کنید.
خودکار سازی روند تیز کردن
ماشین آلات مخصوص برای برش الکترودهای تنگستن برای جوشکاری آرگون به فروش می رسد. در بسته بندی شامل - یک چمدان مقاوم در برابر شوک برای ذخیره سازی دستگاه، یک ماشین الکتریکی، دستگاه برای تثبیت الکترود در نگهدارنده.
دستگاه چاپگر شامل موارد زیر است:
- دیسک الماسی ساینده یک طرفه؛
- تعدیل تعداد انقلابها؛
- فیلتر برای گرد و غبار تنگستن خوب؛
- تنظیم زاویه تیز کردن از 15 تا 180 درجه.
کسانی که مایل به خرید این دستگاه برای نیازهای خانگی هستند.
P.S. در فرآیند تمرین، ترجیح می دهید که علائم الکترود مورد علاقه شما بیشتر مورد استفاده قرار گیرد.
همانطور که به هر متخصص شناخته شده است، الکترودهای تنگستن که به عنوان غیر مصرفی دسته بندی می شوند، برای جوشکاری انجام شده در آرگون استفاده می شوند. آنها با طیف گسترده ای از انواع مختلف تمایز می یابند؛ هر کدام از آنها به وسیله نشانه گذاری در این فرایند تولید شده است.
درک ویژگی های الکترودهای تنگستن
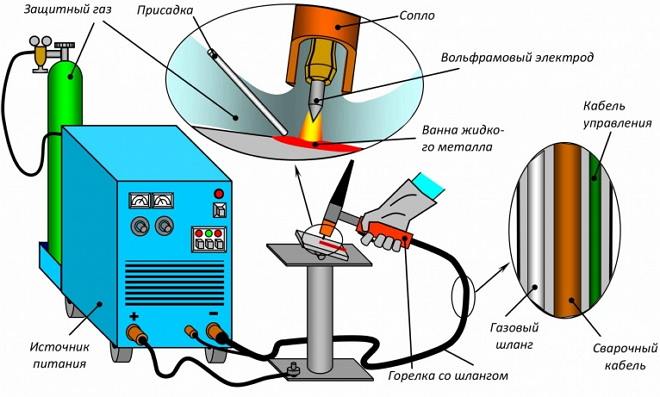
الکترود های تنگستن، میله های نسوز هستند که قوس الکتریکی مورد نیاز برای ذوب شدن لبه قطعات لازم برای اتصال و مواد پرکننده در طول فرآیند جوشکاری را تشکیل می دهند. چنین الکترودهای به طور عمده برای جوشکاری در محیط محافظت از آرگون استفاده می شود. با کمک آنها، جوشکاری ساختارهای مختلف، از جمله لوله را انجام دهید. تنگستن برای این هدف به طور شگفت انگیز انتخاب نشده است؛ چرا که این یکی از فلزهای مقاوم ترین موجود در طبیعت است.
الزامات علامت گذاری برای میله های تنگستن در فرآیند تولید آنها در استانداردهای بین المللی مشخص شده است که امکان طبقه بندی این محصولات را به نوع خاصی در هر کشوری از جهان ایجاد می کند. با توجه به این الزامات، علامت گذاری الکترود باید نه تنها نوع آن را، بلکه ترکیب شیمیایی آن نیز نشان دهد.
الکترود تنگستن را می توان با اولین حرف "W" (تنگستن) تعیین کرد. در ترکیب بسیاری از این میله ها مقدار کمی از افزودنی های آلیاژی وجود دارد. دومی بهبود می یابد مشخصات فنی محصولات و افزایش عمر مفید آن. بر اساس نوع عنصر آلیاژ، که در الکترود تنگستن قرار دارد، نامه دوم در برچسب گذاری می گوید.
در تعیین میله های تنگستن می توان از نامه های زیر یافت شد که نشان دهنده برخی افزودنی های آلیاژی هستند.
C (اکسید سریم)الکترودهای تنگستن حاوی این افزودنی آلیاژی، محصولات جهانی هستند، آنها برای جوشکاری با هر نوع جریان استفاده می شوند، آنها حتی با مقادیر کوچک آن، سوزاندن قوس پایدار را حفظ می کنند.
الکترود تنگستن حاوی اکسید سریم برای جوشکاری بر روی جریان متناوب استفاده می شود. هنگام استفاده از آنها، باید بسیار مراقب باشید که استخر جوش در معرض آلودگی حداقل قرار نگیرد. قوس ایجاد شده با کمک چنین میله ها با ثبات و قدرت بالا متمایز است. الکترودهای تنگستن با اکسید زیرکونیوم در مقایسه با انواع دیگر محصولات می توانند بارهای فعلی قابل توجهی را تحمل کنند.
L (اکسید لانتانیم)محصولات حاوی این افزودنی آلیاژی، باعث احیای قوس الکتریکی و ثبات بالای آن و همچنین سرعت سریع احتراق دوباره می شوند. هنگام استفاده از چنین میله ها خطر سوزاندن قطعات متصل کاهش می یابد، جریان فعلی به طور قابل توجهی افزایش می یابد. این الکترود ها دوام دارند، در مقایسه با محصولات تنگستن خالص، سیلندر جوش کمتر است.
الکترودهای تنگستن حاوی اکسید توریوم در ترکیب آنها بسیار محبوب هستند زیرا دارای مزایای فراوانی هستند. اغلب این محصولات برای اتصال بلتس فولاد ضد زنگ ساخته شده از جریان مستقیم استفاده می شود. در همین حال، این الکترودهای تنگستن دارای معایبی هستند. هنگامی که برای جوش استفاده می شود اتاق های بسته و هنگامی که تیز کردن باید مجهز باشد محل کار تهویه هوا، از آنجا که توریم یک فلز رادیواکتیو، بخار و گرد و غبار است که می تواند تاثیر منفی بر سلامت انسان داشته باشد. علاوه بر این، هنگامی که جوشکاری با چنین الکترودهای بر روی جریان متناوب انجام می شود، قوس می تواند بر روی سطوح پیشانی پرش کند، که منجر به خرابی کیفیت اتصال شكل می شود.
Y (یتیم)محصولات این نوع به عنوان پایدار ترین الکترودهای تنگستن محسوب می شوند، به همین دلیل آنها برای جوشکاری سازه های بسیار مهم مورد استفاده قرار می گیرند. جوش با استفاده از آنها بر روی جریان مستقیم انجام می شود.
P (تنگستن خالص)این نامه که در مارک موجود است، نشان می دهد که محصول از 99.5٪ تنگستن ساخته شده است. الکترودهای تنگستن که حاوی مواد افزودنی آلیاژی در ترکیب آنها نیستند، در هنگام جوش بر روی جریان متناوب، ثبات قوس را فراهم می کنند. چنین میله هایی برای قطعات آلومینیومی استفاده می شود.
برای اینکه یک متخصص برای کسب اطلاعات کامل در مورد الکترودهای تنگستن، نشانه های دیجیتال نیز در نشانه گذاری آنها وجود دارد.
اولین رقم بعد از حروف نشان دهنده درصد دقیق ضمانت است. بنابراین، شکل 20 به این معنی است که مواد الکترود حاوی 2.0٪ از افزودنی مربوطه، شکل 15 - 1.5٪ و غیره رقم دوم در تعیین نوار، که از ابتدا توسط یک تکه جدا می شود، نشان دهنده طول محصول است که در میلی متر بیان می شود.
شایع ترین طول 175 میلی متر است، اما 50، 75 و 150 میلیمتر نیز تولید می شود. قطعات با پارامترهای هندسی مختلف با الکترودهای تنگستن از مقاطع مختلف، که مقدار آن می تواند 1 باشد، پخته می شود. 1.6؛ 2؛ 2.4؛ 3؛ 3.2؛ 4؛ 4.8؛ 5.6؛ 6.4 میلیمتر
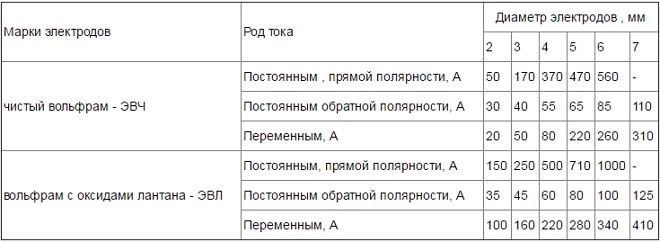
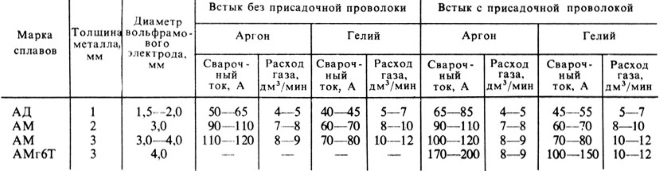
جدول برای انتخاب قطر یک الکترود تنگستن برای جوشکاری در آرگون، با در نظر گرفتن قدرت و نوع جریان
برای مثال، بیایید علامت گذاری الگوریتم WL 10-75 را انجام دهیم. علاوه بر تنگستن، حاوی 1.0٪ اکسید لانتانیم است. طول این محصول، با توجه به مشخصات آن، 175 میلی متر است.
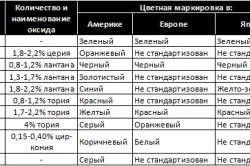
به طوری که در یک نگاه می توان تعیین کرد که چه نوع الکترود تنگستن و چه چیزی می تواند مورد استفاده قرار گیرد، انتهای محصولات مارک های مختلف در رنگ های مختلف رنگ می شوند. چنین برچسب ها را می توان در یکی از رنگ های زیر اعمال کرد:
- سبز - محصولات تنگستن خالص، با حروف WP مشخص شده است.
- خاکستری - WC 20 الکترودهای حاوی 2٪ اکسید سریم؛
- طلا - WL 15 محصولات، ترکیب آنها با 1.5٪ اکسید لانتانیم تکمیل شده است؛
- سیاه و سفید - WL 10 میله، که 1٪ اکسید لانتانیم اضافه شده است؛
- آبی - WL 20، در چنین الکترودهای 2٪ اکسید لانتانیم وجود دارد؛
- سفید - الکترود WZ 8 که ترکیب آن با 0.8٪ اکسید زیرکونیوم غنی شده است.
- زرد - WT 10 الکترود حاوی 1٪ تری اکسید؛
- قرمز - WT 20 میله، حاوی 2٪ اکسید توریوم؛
- بنفش - WT 30 الکترودهای حاوی 3٪ اکسید توریوم؛
- نارنجی - WT 40 محصولات، از جمله 4٪ اکسید توریوم؛
- آبی تیره - WY 20 الکترودهای تنگستن که حاوی 2٪ اتریم هستند.

حوزه های استفاده از الکترودهای تنگستن مارک های مختلف
الکترودهای تنگستن متعلق به هر نوع دارای ویژگی های متمایز است که زمینه کاربرد آنها را مشخص می کند.
WP - نوک سبزالکترود ساخته شده از تنگستن خالص (WP) به طور عمده برای جوشکاری با جریان متناوب مورد استفاده قرار می گیرد که در آرگون انجام می شود. با کمک آنها، محصولات ساخته شده از آلومینیوم، برنز آلومینیوم (آلیاژ آلومینیوم)، منیزیم، نیکل و آلیاژهای آنها تولید می شوند.
الکترود های این نوع دارای مشخصات زیر هستند:
- آتش سوزی بد؛
- زندگی کوتاه کوتاه؛
- تحمل ضعیف به بار فعلی معنی دار؛
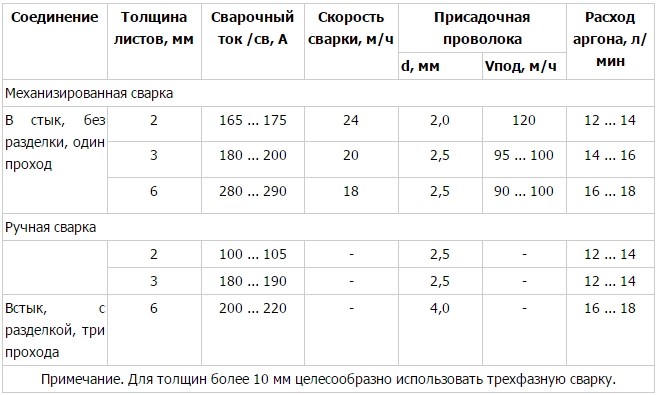
حالت جوشکاری مس الکترود تنگستن (برای اتصالات مفاصل بر روی پوشش مایع آب سرد و یا کاسه شل)
WC 20 - نوک خاکستریالکترودهای WC 20 برای استفاده، اما با کمک آنها، اتصالات قطعات ساخته شده از بالا آلیاژ، از جمله فولاد ضد زنگ، فلزات بالا آلیاژ (مولیبدن، تانتالیم و غیره)، مس، نیکل، تیتانیوم و آلیاژهای آنها استفاده می شود. جوشکاری چنین میله هایی بر روی جریان مستقیم انجام می شود که به قطب راست خط متصل می شوند.
ما ویژگی های الکترود تنگستن این نوع را لیست می کنیم:
- احتراق قوس مطلوب؛
- طول عمر خدمات
- ایمنی برای سلامت انسان.
الکترود WZ 8 (نوک سفید) برای جوشکاری در جریان متناوب در آرگون استفاده می شود. با استفاده از آنها، جوشکاری قوس آرگون از محصولات ساخته شده از آلومینیوم، مس-آلومینیوم (برنز)، منیزیم، نیکل و آلیاژهای این فلزات انجام می شود.
خصوصیات متمایز محصولات تنگستن این برند عبارتند از:
- احتراق مطلوب از جوش قوس؛
- تحمل بار بار خوب؛
- ایمنی برای سلامت انسان.
محصولات با WT 20 مشخص شده برای جوش قوس مستقیم (قطر مستقیم استفاده می شود) استفاده می شود. چنین محصولات جوش آماده سازی از فولادهای پر آلیاژ، فلزات بالا ذوب، مس، نیکل، تیتانیوم و آلیاژهای آنها است.
ویژگی های الکترودهای تنگستن این نوع:
- احتراق خوبی از قوس جوشکاری؛
- عمر مفید کافی
- تحمل خوبی برای بارهای فعلی مهم؛
- خطر احتمالی برای سلامت انسان.
گروه الکترودهای تنگستن، که توریم موجود است، شامل محصولات مارک های WT 30 و WT 40 می شود. از آنجا که محتوای قابل توجه این عنصر رادیواکتیو در ترکیب الکترود ها، توصیه نمی شود که آنها استفاده شوند، بخارات از آنها باعث آسیب به محیط زیست و سلامت انسان می شود.
معیار انتخاب یک الکترود تنگستن
هنگام انتخاب میله های تنگستن، لازم است بر روی پارامترهای زیر تمرکز کنید:
- نوع، ترکیب شیمیایی و حضور افزودنی های آلیاژی؛
- قطر که ضخامت قالب را تحت تاثیر قرار می دهد جوش جوش;
- هندسه نوک، که بسیاری از ویژگی های فرآیند جوشکاری را تعیین می کند؛
- تیز کردن کیفیت.
به طور طبیعی، انتخاب یک الکترود یک نام تجاری خاص، به طور قابل توجهی تحت تاثیر ویژگی های قطعاتی است که می بایست پیوست شوند: ابعاد، ترکیب مواد و غیره. هنگام انتخاب میله های تنگستن، می توانید به جدول های مرجع یا تجربه خود مراجعه کنید.

ویژگی ها و روش های تیز کردن
تشدید الکترودهای تنگستن یک پارامتر مهم است که باید مورد توجه قرار گیرد. شکل الکترود غیر تضعیف کننده تیز به این ترتیب بستگی دارد پارامترهای مهم، به عنوان فشار قوس جوش و توزیع انرژی که آن را به فلز از جزئیات متصل منتقل می کند. به همین دلیل حجم منطقه نفوذ فلز متصل می شود و بنابراین عمق و عرض جوش بستگی به نحوه برش الکترود دارد.
شکل تیز کردن پایان کار الکترود بسته به اینکه نه تنها پارامترهای قطعاتی که باید به هم متصل شوند، انتخاب می شود، بلکه بر طبق نوع الکترود برای انجام جوش انتخاب می شود.
بنابراین، برای محصولات با نام تجاری WP، WL 10، WL 20 و WL 15 از اصطکاک کروی پایان کار استفاده می کنند، زیرا بار حرارتی آن بسیار مهم نیست. و در انتهای WT 20 الکترود، در مقایسه با محصولات مارک های WP، WL 10 و دیگران، آنها فقط یک برآمدگی اندک ایجاد می کنند. نوع جريان مورد استفاده براي جوشکاري نيز بر شکل چاقي تأثير مي گذارد. شما می توانید با پارامترهای دقیق تیزکردن الکترودهای تنگستن و توصیه های انتخاب او در ادبیات مرجع آشنا شوید.

برای جوشکاری، می توان از الکترود های مختلفی استفاده کرد. این همه چیز بستگی دارد ماشین جوشکاری مورد استفاده قرار خواهد گرفت، که نیاز به یک الکترود دارد. الکترودهای تنگستن محبوب غیر مصرفی، آنها با کیفیت بالا هستند. هنگام انتخاب، لازم است توجه داشته باشید که نوع مارک الکترودهای تنگستن توسط سازنده استفاده می شود.
انتخاب الکترودهای تنگستن ضروری است: نوع الکترود، قطر، هندسه نوک الکترود و کیفیت تیز و سختی.
مشخصات الکترودهای مورد استفاده
الکترود از تنگستن برای جوشکاری با آرگون در محیط استفاده می شود گاز بی اثر. آنها را می توان به عنوان استفاده کرد جوشکار حرفه ای، و مبتدیان. این الکترودهای بی خطر هستند و با بالاترین کیفیت مشخص می شوند.
بر اساس استانداردهای بین المللی، تمام الکترودهای مبتنی بر تنگستن به طور ویژه برچسب گذاری شده اند تا نوع و ترکیب را مشخص کنند. اولین حرف در لیست "W" است، یعنی تنگستن دوم به عنصر اکسید اشاره دارد که به عنوان یک ماده جانبی مورد استفاده قرار می گیرد. از اکسید آلاینده استفاده می شود:
- اکسید سریم، با علامت "C" نشان داده شده است؛
- اکسید زیرکونیوم، با برچسب "Z" بر روی برچسب نشان داده شده است؛
- اکسید لانتانیم - حرف "L"؛
- اکسید توریوم - "T"؛
- تنگستن خالص که حاوی هیچ افزودنی آلیاژی نیست، بر روی علامت گذاری با علامت "P" نشان داده شده است.
بعد از حرف دوم عددی است که نشان می دهد درصد ماده اضافه شده در طول دوپینگ. شماره 20 نشان می دهد که این ترکیب شامل 2٪ از ماده جانبی است. خط دوم شماره است - این طول است که در میلی متر بیان می شود. طول شایع ترین استفاده شده 175 میلی متر است اما همچنین مقادیر 50، 75 و 150 میلی متر وجود دارد. قطر الکترودهای تنگستن می تواند متفاوت باشد، توسط 1، 1.6، 2، 2.4، 3، 3.2، 4، 4.8، 5.6، 6.4 میلی متر.
مارک حاوی تمام اطلاعات لازم برای کاربر است. به عنوان مثال، مارک WL 15-175 وجود دارد. به این معنی است که این الکترود با dopants از لانتانیوم است که محتوای آن 1.5٪ و طول آن 175 میلی متر است. تعیین الفبایی عددی دور از همه چیز است، لازم است توجه به رنگ علامت گذاری شود. امروز مواد برای جوشکاری با مارک رنگ تولید می شوند:
- تنگستن خالص - WP سبز؛
- در ترکیب اکسید سریم 2٪ - خاکستری WC 20؛
- اکسید لانتانیم در رنگ 1.5٪ - WL 15 طلایی موجود است.
- اکسید لانتانیم در 2٪ موجود است - WL 20 آبی؛
- 0.8٪ اکسید زیرکونیوم - WL 8 سفید؛
- اکسید توریوم در 1٪ وجود دارد - زرد WL 10؛
- اکسید توریوم در 2٪ موجود است - WL 20 قرمز است؛
- اکسید توریوم در 3٪ وجود دارد - WL 30 بنفش؛
- اکسید توریوم در 4٪ موجود است - رنگ نارنجی WL 40.
![]()
استفاده از یک الکترود که WT30، 40 مشخص شده است توصیه نمی شود، زیرا تریوم عنصر رادیواکتیو است، محتوای بالای آن می تواند خطرناک باشد.
مشخصات:
مارک سبز WP برای جوشکاری قوس آرگون با جریان متناوب طراحی شده است. استفاده از چنین فلزاتی برای کار به عنوان آلومینیوم و منیزیم، نیکل امکان پذیر است.
خواص:
- اشتعال کم است
- عمر سرویس بیش از حد طولانی نیست
- او امنیت عالی دارد.
Wc-20 با مارک خاکستری برای جوشکاری با جریان مستقیم با قطب مستقیم فلزات مانند مس، مولیبدن، فولاد ضد زنگ، تیتانیوم و غیره استفاده می شود.
ویژگی ها به شرح زیر است:
- احتراق خوب است؛
- عمر سرویس طولانی است
- امنیت آنها بسیار عالی است.
WL مناسب برای جوشکاری با جریان مستقیم یا متناوب با قطب مستقیم است. مناسب برای قطعات با ضخامت کوچک، برای فولاد آلیاژی بالا.
مشخصات:
- اشتعال پذیری رضایت بخش است
- طول عمر خدمات
- امنیت عالی است
انواع دیگر وجود دارد، اما لازم است مواد را به دقت انتخاب کنید، زیرا کیفیت و ایمنی کار بستگی به آن دارد.
نحوه انتخاب یک الکترود تنگستن؟
![]()
الکترودهای تنگستن WP برای جوش متناوب (AC) جوشکاری از آلومینیوم های آلومینیومی با ثبات قوس خوب استفاده می شود.
در فرآیند جوشکاری، که در محیط گاز بی اثر انجام می شود، از الکترودهای تنگستن استفاده می شود. این امر بالاترین کیفیت کار را تضمین می کند، جوش شفاف و با دوام است. هنگام انتخاب یک محصول مقاوم در برابر حرارت ذوب بر اساس تنگستن، لازم است توجه به معیارهای زیر باشد:
- نوع الکترود تنگستن، ترکیب آن، حضور افزودنی های آلیاژی، پارامترها؛
- قطر که اجازه می دهد تا شما را به تنظیم ضخامت شوی کار؛
- کیفیت تیز، چگالی مواد؛
- هندسه مشخصه نوک.
هنگام خرید، شما می توانید بر روی برچسب که تولید کننده مواد را قرار می دهد تکیه می کنند.
این شامل اطلاعاتی است که مواد افزودنی در ترکیب قرار گرفته است، چه دامنه کاربردی، در چه شرایطی می تواند مورد استفاده قرار گیرد.
اثر دوپینگ بر کیفیت الکترود
هنگام انتخاب، باید توجه داشته باشید که کدام مواد افزودنی برای استفاده از دوپینگ استفاده می شود. این مهم است، زیرا استفاده از مواد، کیفیت و خصوصیات آنها به این بستگی دارد. تمام افزودنی های آلیاژی اجازه می دهد الکترودهای با پارامترهای زیر را بدست آورید:

با توجه به خواص آنها، الکترودهای تنگستن نام تجاری WZr 08 باعث کاهش خطر تنگستن شدن در جوشکاری می شوند.
- WP یک نوع خاص است که شامل هیچ افزودنی نیست که از تنگستن خالص ساخته شده است. آنها عمدتا برای جوشکاری با جریان متناوب (AC) مورد استفاده قرار می گیرند. ثبات قوس خوب است، کیفیت درز عالی است. الکترود تنگستن را نمی توان در هنگام استفاده استفاده کرد جریان مستقیم. برای چنین مواد، نشانه گذاری خواهد شد سبز، نشان داده شده توسط WP نمادها.
- E3 نشان می دهد که مواد افزودنی از اکسید های عناصر کمیاب خاکی، به عنوان مثال، مخلوط اکسید استفاده می شود. الکترودهای مضر نیستند، که آنها را از نجیب زاده متمایز می کند، آنها رادیواکتیو نیستند، آنها برای محیط زیست کاملا خطرناک نیستند. محدوده این مواد گسترده است. آنها می توانند برای هر فرآیند و ظرفیت با متناوب یا جریان مستقیم، برای فولادهای پر آلیاژ، برای انواع مختلف آلومینیوم، و همچنین مس، تیتانیوم، منیزیم شناخته شده استفاده می شود. الکترودهای تنگستن با ویژگی های احتراق عالی مشخص می شوند، آنها راه حل بهینه برای فرایندهای خودکار هستند. بار فعلی آنها بیشتر است، اما عمر مفید این مواد بسیار بالاتر از آنهایی است که معمولی هستند. علامت گذاری مواد از این نوع WLa 10/15/20 تعیین شده است.
- الکترودهای تنگستن Lanthanated، که می تواند برای جوشکاری در جریان مستقیم یا متناوب جریان استفاده شود. این نوع است که می تواند برای جوشکاری به اصطلاح microplasma استفاده شود. این امکان وجود دارد که در ترکیب La 2 O 3 وجود داشته باشد، که باعث افزایش توانایی آتش زدن بهتر می شود. قوس به عنوان یک نتیجه از کیفیت به دست آمده است. زندگی آنها پایین تر از گذشته است. حضور چنین افزودنی آلیاژی آنها را قوی تر یا با دوام تر نمی کند - این فقط گسترش استفاده از آن را گسترش می دهد. علامت گذاری حاوی چند رنگ است: سیاه و سفید برای WLa 10، طلا برای WLa 15.
WCe 20 یا WZr 08؟
WCe 20 الکترودهای تنگستن شناخته شده است که حاوی افزودنی های آلیاژی مانند اکسید سریم (مدیر عامل 2) است. ظرفیت بار چندین بار افزایش یافته است، کیفیت آنها بالاتر از گروه های فوق است، اما E3 و WL هنوز پایدارتر هستند. منطقه استفاده بسیار گسترده است، شامل موارد زیر است جوشکاری با آلیاژهای آلیاژ، غیر آلیاژ. جریان مستقیم می تواند کم و متوسط باشد، جوشکاری با جریان متناوب امکان پذیر است.
WZr 08 الکترودهای تنگستن هستند که شامل زیرکونیم هستند. آنها مورد استفاده قرار می گیرند وقتی که لازم است برای حفاظت از جوش در برابر ورود تنگستن به آن نیز لازم باشد. آنها برای جریان مستقیم مناسب نیستند، گرچه در برخی موارد از آنها استفاده می شود. علامت سفید است.
از بازخورد شما متشکریم




