نحوه یادگیری چگونگی جوشکاری قوس چگونه است؟ چگونگی یادگیری طبخ با جوشکاری
این یک کارگاه کوچک در جوشکاری قوس دستی است. در مقاله ما سعی شده است با توجه به شایع ترین مشکلات و مسائل مواجه با جوشکار تازه کار.
فکر می کنم در مورد خرید یک ماشین جوشکاری "برای خانه، برای خانه"، بسیاری از مردم عادی این وظیفه را رد می کنند، زیرا آنها شک دارند که می توانند به طور مستقل از عقلانیت جوشکاری قوس الکتریکی کار کنند. همه می دانند که جوشکارهای بسیار ماهر سازندگان هستند، کاسه ای جداگانه از صنعتگران. در همین حال، واقعیت این است که در اکثریت قریب به اتفاق، استفاده از ساخت و ساز داخلی جوشکاری به یک کیفیت خاص جوش نیاز ندارد و در واقع اتصالات جوش داده شده، به سادگی جایگزین پیچ و مهره فلزی پیچ / پیچ پیچیده است. در این مورد، البته، کارشناسی ارشد تازه کار نباید جوشکاری شود، مثلا یک لوله آب یا یک کانال همپوشانی بارگذاری شده، به این دلیل که عواقب آن بسیار ناخوشایند است.
بهترین روش برای یادگیری نحوه آشپزی این است که در دوره های مناسب ثبت نام کنید. همچنین فقط برای کار با یک استاد با تجربه برای یک لحظه مفید است، به طوری که به طور واضح، در زمان واقعی، اقدامات او را رعایت کنید، او را با سوالات عذرخواهی کنید و تکنیک های اولیه را بیاموزید. اما حتی این لازم نیست، آموزش اساسی نظری می تواند به اندازه کافی برای بیرون آمدن و شروع به یادگیری خود. به خصوص اگر انتخاب منبع جریان جوشکاری، شما اولویت را برای مبدل ها، که در حال حاضر بسیار کاربردی است و ببخشید بسیار مبتدی است. ما در حال حاضر در مورد انتخاب تجهیزات جوشکاری در مقاله "چگونه به انتخاب یک جوش اینورتر بحث در مورد. مشاوره حرفه ای بعد، ما در مورد شایع ترین نوع جوش - قوس الکتریکی دستی (MMA)، طراحی شده برای اتصال قطعات کربن صحبت می کنیم فولاد ساختاری با استفاده از الکترودهای پوشش داده شده.

آماده سازی جوشکاری
باید تکمیل شود
لباس
جوش یک فرایند نسبتا مضر برای یک فرد است، بنابراین استاد باید از دفاع خود مراقبت کند. شما باید با لباس شروع کنید مناسب برای جوشکار مقاوم در برابر آتش، و نیز سایبان های مختلف، پیش بند ها و غیره. دست ها به صورت جداگانه محافظت می شوند، برای این منظور، کت و شلوار مخصوص، دستکش و دستکش مورد نیاز است. در مورد کفش ها را فراموش نکنید، که باید برای پوشیدن شلوار بالا باشد، و مقاوم در برابر حرارت برای مقاومت در برابر جرقه داغ. مهمترین چیز حفاظت از بینایی است. برای این منظور، به اصطلاح فیلتر نور ساخته شده است که، در حال نصب بر روی ماسک، قادر به محافظت چشم از اشعه مضر است، اما اجازه می دهد تا یک دید کلی از استخر جوش. آنها اعداد دارند و توسط سایه جدا شده اند. سایه چراغ های فیلتر مطابق با شرایط کاری (شدت قوس) انتخاب شده است. بسیاری از استادان بسیار علاقه مند به ماسک فیلتر نور نوع سایه دار هستند. بعضی از تجهیزات، معمولا ماسک یا دستکش، سازندگان دستگاه ممکن است در بسته باشند، اما همیشه این دستگاه با کیفیت معمولی نیست.

سیم های ولتاژ بالا
علاوه بر دستگاه خود جوش (منبع جریان جوشکاری)، لازم است که سیم برای انتقال قدرت به نگهدارنده الکترود و گیره زمین (ترمینال زمین) باشد. اینها یک هادی مسی ویژه از مقطع بزرگ است که برای نیروی جریان خاص طراحی شده است - جریان بیشتر، سیگنال بزرگتر و جریان بیشتر آنها محاسبه شده است. در شرایط زندگیجایی که در آن مبدل های نسبتا کم توان مورد استفاده قرار می گیرند، هادی های طراحی شده برای جریان تا 200 A، 2.5-4 متر طول، کاملا مناسب هستند. به عنوان یک قاعده، این سیم ها همراه هستند، اما گاهی اوقات آنها باید جداگانه خریداری شوند.

کیف حمل
برای اتصال اینورتر به شبکه (علاوه بر یک پریز برق قابل اعتماد برای 25 A، از یک دستگاه با کیفیت بالا استفاده می شود) تقریبا همیشه نیاز به حمل دارد. سطح مقطع هر هادی نباید کمتر از 2.5 میلیمتر باشد. طول آن می تواند تا پنجاه متر باشد، اما هر چه کوتاهتر باشد، دقیقتر خواهد بود که جریان در خروجی باشد. در هر صورت، پسوند باید از حلقه به طور کامل برداشته شود تا گرمای بیش از حد نباشد.
ابزار کمکی
هنگامی که جوش کار می کند، زاویه سنج ("بلغاری") همیشه مفید است، بهتر است "بزرگ" و "کوچک". به عنوان یک ابزار، شما باید با هر دو دیسک ساینده برش و سنگ زنی ذخیره کنید. برای تمیز کردن قطعات نیاز به یک برس فلزی. برای حذف سرباره به یک چکش نیاز دارد. با توجه به خطرات حرارتی، پلاستیک کار نمی کند به منظور ایمن کردن قطعات با هم جوش داده شود، استفاده از گیره های فلزی بسیار راحت است. بیایید بلافاصله به داربست اشاره کنیم که کاملا صاف است. آنها برای کنترل فرآیند جوشکاری به طور کامل در مکان مورد نیاز هستند و اگر بخشی از «روی میز» را بخرید، به عنوان محل کار کار خواهند کرد.

الکترود
طبقه بندی الکترودهای جوشکاری MMA بسیار گسترده است. ما قادر خواهیم بود تا بسیاری از وظایف را با کمک مارک های محبوب مانند ELN، OZS، MP، که برای جوشکاری با اینورتر جریان مستقیم مناسب هستند، حل کنیم. در مورد قطر میله، اندازه ما یک "دو" و، بعضی اوقات کمتر، "troika" است. یک قاعده طلایی باید درک شود: قطر الکترود توسط ضخامت فلز از قطعات جوش انتخاب شده است و در حال حاضر از قطر الکترود انتخاب شده است جریان جوشکاری. این معیار اصلی اصلی است، اگر چه ترکیب شیمیایی فلز، شکل لبه ها، نوع اتصال قطعات، موقعیت جوش در فضا نیز مورد توجه قرار گرفته است.

تقریبا، برای فلز با ضخامت 1.5 تا 3 میلی متر، باید یک الکترود با قطر 2 تا 2.5 میلیمتر گرفته شود. سه نفر فلز با ضخامت 5 میلی متر جوشانده می شوند و این محدودیت ما خواهد بود، قطعات وسیع تر از کنترل ما فراتر خواهد ماند، از آنجا که الکترود به سادگی فلز فلزات را گرم نمی کند. یک شبکه درون خانه الکترود 4 میلیمتر را از بین نمی برد (قدرت فعلی نزدیک به 200 A است و بار تقریبا 5 کیلو وات خاموش می شود - دستگاه خاموش می شود) و قابلیت های آن به ندرت مورد نیاز است. درباره چگونگی افشای جریان، به عنوان خوانده شده در زیر.
چگونه جزئیات را تهیه کنیم
پردازش جوش
منطقه اتصال دو بخش، جایی که تشکیل می شود جوش جوش، باید از خاک و رطوبت پاکسازی شود، همچنین از لبه ها لازم است که با استفاده از یک برس فلزی، باقی مانده از ترکیبات رنگ و لاک (فلز به زاویه چند سانتیمتر از مفصل) زنگ زده شود. اگر ضخامت قطعات بیش از 3 میلیمتر باشد، توصیه می شود از لبه ها استفاده کنید که اجازه می دهد آشپزی خوبی از آرایه فلزی بدست آورید.
جهت گیری قطعات
اگر جوش جوشکاری روی سطح افقی قرار داشته باشد (جوش "در موقعیت پایین")، جوشکاری قوس دستی ساده تر انجام می شود. با استفاده از این روش، راحت تر به کنترل استخر جوش می انجامد. گرانش بر روی ذوب از بالا به پایین عمل می کند، بدون تغییر آن، به فلز پرکننده الکترود به جوش ساخته شده توسط کاربر کمک می کند. به همین دلیل، اگر یک فرصت وجود داشته باشد، برای یک مبتدی بهتر است که روی میز آشپز بگذاریم، و فقط بعد از آن برای جمع کردن قطعات بزرگ «در محل».

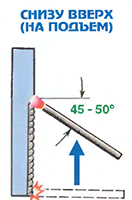
موقعیت عمودی پیچیده تر است، اما اغلب این اتفاق می افتد، با این روش جهت گیری لازم است که به صورت عمودی یا افقی در یک سطح عمودی طبخ شود. در مورد اول، اغلب جوش از پایین به بالا هدایت می شود، اما برای یک فلز نازک بهتر است از بالا به پایین حرکت کند - به این ترتیب آن کمتر حرارت داده می شود و کمتر به سوختگی می انجامد. یکی از ویژگی های نوع دوم جوشکاری (به صورت افقی در یک سطح عمودی) این است که استوانه جوش "کشیده" عمود بر نیروی جاذبه است، بنابراین، به طوری که فلز نشت ندهد، مقدار ذوب (اندازه استخر جوش) باید حداقل باشد، قوس را می توان به عنوان کوتاه ترین نگه داشته می شود.

به دلایل آشکار، جوش سقف دشوار و ناکارآمد است، برای غیر حرفه ای بهتر است که آن را نگیرید.
لازم به ذکر است که وقتی قطعات جوش به روش های مختلف می توانند نسبت به یکدیگر متفاوت باشند. از اینها، انواع مختلفی از جوشکاری وجود دارد: پایان به پایان، همپوشانی، زاویه ای، تروویاا. جوشکاری با یک الکترود "تقریبا مستقیم" انجام می شود؛ در سه نوع دیگر، الکترود کج خواهد شد، چون شما نیاز به جوش دو قسمت در هواپیما های متقارن استوار دارید. یک مشکل وجود دارد: به عنوان مثال، اگر اتصال زاویه ای قطعات به صورت معمول بر روی میز قرار گیرد، در بخش ما حرف L را می بینیم، یعنی به دلیل گرانش، لبه پایین به داخل منطقه استخر جوش می افتد. به همین دلیل است که قطعات "در قایق" (بخش به شکل V) قرار می گیرد، سپس هر دو لبه به خوبی جوش داده می شوند.
مجموعه فعلی چیست؟
ما قبلا گفته ایم که جریان جوشکاری بسته به ضخامت الکترود انتخاب شده است. ابتدا باید بدانید که فقط محدودیت فعلی پایین تر از لحاظ فنی محدود است. به عنوان مثال، با استفاده از دو، برای گرفتن یک درز خوب، شما باید سوئیچ فعلی را به 70-80 و یا بیشتر آمپر (بیشتر، هرچه سریعتر الکترود سوزانده شود) تنظیم کنید. برای سه، یک جریان از 100 به 140 A مناسب است، چهار - 160 A. اول، سعی کنید جریان کمی بالاتر از حداقل، و در صورت لزوم، افزایش ارزش آن است. یک روش خوب برای درک این است که آیا حالت قدرت را به درستی انتخاب کرده اید: صدای جوشکاری باید شبیه خرچنگ باشد، نه گردن زدن و یا کوک کردن.

چگونه می توان از نگهدارنده الکترود و جرم استفاده کرد
اینورتر بر روی جریان مستقیم عمل می کند، بنابراین به شما اجازه می دهد سیم های ولتاژ بالا را در دو حالت وصل کنید؛ شما می توانید یک "plus" یا "minus" را به الکترود یا زمین بفرستید. اگر الکترود به علاوه (قطب معکوس) باشد، آن را قوی تر گرم می کند، و اگر منهای (قطب مستقیم) - و سپس آن بخشی. قطبش معکوس بیشتر استفاده می شود، برای جوشکاری سنتی معمول است. قطبش مستقیم برای جوشکاری ورق فلز با سرعت بالا با الکترودهای مخصوص استفاده می شود.
کار با جوش قوس
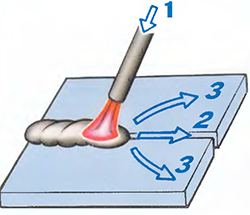
پس از اتمام تمام کارهای آماده سازی، می توانید آموزش دهید. در هر صورت راحت باشید، بهتر بنشینید، روی میز بگذارید، کلیدهای الکترود را با هر دو دست نگه دارید. در ادامه، ما حرکت و تکنیک های اولیه را در ساده ترین حالت در نظر می گیریم - جوشکاری در موقعیت پایین تر، قطعات جوش دو طرفه، دو الکترود، ورق فلز (یا صفحات)، لبه های مستقیم بدون چفت، یک لایه ی تک لایه. این موارد تقریبا به ترتیب کار است، اما برخی اقدامات به طور همزمان انجام می شود. هر آیتم لزوما نشانگر یک عمل نیست؛ یک نقطه مهم برای توجه به آن است.
1. سوزش برای اینکه قوس به نظر می رسد (روشن شود)، باید یک حرکت قابل توجه از الکترود را از طرف انجام دهد، مانند یک مسابقه. نیاز به حمله به جهت درز، به طوری که قطعه کار از بین نمی شود. خود الكترودي بايد نسبت به عمودي (حدود 30 درجه) كوچك باشد.

2. کنترل قوس، تشکیل استخر جوش. به محض اینکه قوس شکسته شد، ما آن را به ابتدای درز می بریم و صبر کنیم تا فلز به ذوب برسد. اول، یک نقطه قرمز زیر الکترود به مدت 2-3 ثانیه ظاهر می شود، شار می سوزد. سپس شما می توانید ظاهر یک نقطه نارنجی زرد را مشاهده کنید، که می تواند دیده می شود موج دار - آن را ذوب فلز است.
3. موقعیت الکترود در هنگام تشکیل استخر جوش. الکترود تقریبا به صورت عمودی قرار دارد، کمی در جهت سوراخ (25-40 درجه) کج شده است. لازم است فاصله ای بین 3 میلیمتر بین الکترود و قطعات نگهداری شود؛ معمولا برای این منظور، فلز بلبرینگ جوش داده شده به گچ اعمال می شود.

4. شکل گیری سم، کنترل حمام جوش. بنابراین، نشانه ظهور استخر جوش، ظاهر یک نقطه پرتقال با سطح لرزش است. از ابتدای احتراق قوس، حمام (فلز مذاب) در 2-3 ثانیه ظاهر می شود و ما باید یک و دو میلیمتر الکترود را در جهت جوش ما جابجا کنیم. سپس ما دوباره ظاهر نقطه نارنجی صبر می کنیم، در حال حاضر کمتر از یک ثانیه طول می کشد. بنابراین به تدریج، میلی متر توسط میلی متر، و حرکت می کند.
5. موقعیت، نوع حرکت الکترود در هنگام تشکیل واشر.
اول، شما باید همیشه شیب صحیح را حفظ کنید. اگر الکترود بیش از حد کج شود، قوس با استفاده از جریان آن را به عقب سوپاپ جوش تبدیل می کند، ساختن جوش بالا می شود، و برای گرم کردن فلز مشکل است. الکترود عمودی بیشتر قوس بر روی حمام را فشار می دهد و آن را گسترش می دهد. به این ترتیب، میل الکترودها را می توان با ارتفاع جوش دستکاری کرد، صحیح تر است، که در آن سطح با جوش داده می شود. با این حال، لازم به ذکر است که با یک الکترود به طور قابل ملاحظه ای کج، وضعیت باسن جوش را بصری تر می کند.

دوم، فراموش نکنید که شکاف قوس را حفظ کنید. واقعیت این است که الکترود مصرف می شود، و باید آن را به طور مداوم کاهش داد، به عنوان آنها می گویند: "فرو رفتن" به استخر جوش. اگر الكترود به اندازه كافي نزديك نباشد، فلزي براي ساختن جوش وجود نخواهد داشت و فاصله زياد باعث ناپايداري قوس خواهد شد. تماس بامصرف قطعات الکترود باعث ایجاد یک اتصال کوتاه و حفاظت در اینورتر می شود. ارتفاع نقطه مرجع زمانی که با الکترودهای شیب دار، قطعات را تنها با پوشش الکترود لمس کنید.
سوم، نوع حرکت الکترود برای یک مبتدی بهتر است برای انتخاب مستقیم، در موارد شدید - با دایره کوچک (در اطراف حمام) و در عین حال حرکات نقل و انتقالات. ما به اصطلاح "مقیاس" شکل می دهیم، که تقریبا نصف با هم همپوشانی دارند. بهترین درز - با پلاگین کوچک. به هر حال، تمام زایگاگ ها و هشتم بعد از آن تسلط خواهند یافت، آنها نیاز به کار با فلز ضخیم دارند.

چهارم: سرعت حرکت. عدم پیروی از این پارامتر اغلب باعث نقص عمده جوش - عدم نفوذ و یا سوزاندن. راه حل های عددی نمی تواند داده شود. حالت (رنگ) ناحیه زیر الکترود را تماشا کنید، به آرامی حرکت کنید، از آن استفاده نکنید. توقف و نگاهی به قسمت های به پایان رسید از درز. الکترود نازک تر، کمتر آن را گرم کردن فلز، و کندتر آن را منجر می شود. بدیهی است، در شرایط مرزی (زمانی که قطعات را می توان با هر دو سه گانه و یک دیود جوش) بهتر است برای مبتدی تر از استفاده بیشتر الکترود نازک و پیام او را کندتر میکند. همانطور که مهارت های خود را بهبود می دهید - جریان را افزایش دهید و از یک الکترود ضخیم استفاده کنید.
6. کنترل استخر جوش به صورت بصری انجام می شود. در حمام و درز پشت، نه قوس خود را نگاه کنید. جوش خود را بررسی کنید به طوری که از همان ضخامت و عرض (عرض مطلوب از 0.8 تا 1.5 قطر الکترود) با حداقل نقص (GOST 30242-97) باشد. در شرایط داخلی، بسیاری از نقص های جوش بدون هیچ مشکلی توسط podvarivaniem اضافی حذف می شوند، اما تنها پس از خنک کردن درز و تمیز کردن آن از سرباره. شاید برای یک مبتدی، بهتر است که با یک الکترود به طور قابل توجهی کج بکارید تا بدنه ی جوش را بهتر ببینیم. توجه داشته باشید که نباید ابتدا سعی کنید جوش با یک قوس جوش کنید، متوقف کنید و هندسه (مقطع عرضی) جوش حاصل را در نظر بگیرید: مقیاس / تورم - خوب؛ توپ بر روی یک پا - قدرت کنونی کوچک؛ سوزاندن و دهانه ها - جریان الکتریکی با سرعت بالا و رانندگی همراه با یک مسیر مشخص.
7. چگونه جوشکاری را پایان دهید. در انتهای جوش، الکترود را بلافاصله حذف نکنید، اما یک دایره کوچک در محل قرار دهید، فلزی را بگذارید، در غیر این صورت یک دهانه در نقطه جداسازی قوس باقی خواهد ماند. الکترود را به آرامی با اعتصاب بیرون بکشید. پس از جوشکاری، سرباره، زمانی که آن را سرد کرده و سیاه شده، با یک چکش و یک قلم مو سفت از درز برداشته شده است. با جوشکاری مناسب، آن را با پوسته های بزرگ می ریزد و در فلز جوش وجود ندارد.

البته این مقاله نباید ادعا شود که راهنمای جامع باشد، اما ما سعی کرده ایم به پرسش های متداول از جوشکار جدید پاسخ دهیم. من همچنین می خواهم بگویم که قبل از شروع آموزش، توصیه های سازنده دستگاه جوشکاری و الکترود خود را به خوبی بخوانید و همچنین قوانین ایمنی را هنگام جوشکاری دقیق بخوانید. و همه چیز برای شما کار خواهد کرد.
آنتور توریشچف، rmnt.ru
اغلب در زندگی روزمره نیاز به جوشکاری به خصوص در یک خانه خصوصی وجود دارد. اگر کارهای زیادی انجام شود، می توانید از خدمات جوشکاری استفاده کنید، اما اگر یک جفت محصول کوچک باشد، بهتر است با استفاده از دستگاه جوشکاری اینورتر استفاده کنید.
چرا اینورتر؟ در واقع، این یکی از ساده ترین، مقرون به صرفه ترین و مناسب ترین نوع جوشکاری است. جوشکاری با اینورتر برای مبتدیان برای بحث در مورد مفاصل جوش داده شده، به تخریب اصول اولیه کمک می کند، هزینه کمی را صرف می کند، بدون اینکه بسیاری از مخروط ها پر شود.
مزایای جوش اینورتر
برای ساده تر کردن آن، اجازه دهید مزایای این نوع جوشکاری را در نظر بگیریم:
- دسترسی (تقریبا یک دستگاه خانگی است، هر فروشگاه تجهیزات جوشکاری یک انتخاب گسترده ای از اینورتر ها را فراهم می کند)؛
- هزینه کم (بعضی از جوشکارها ارزانتر از پرداخت هزینه خدمات جوشکاری هستند)
- وزن کم، تحرک (دستگاه های توزین 3 تا 10 کیلوگرم و می توانند به آسانی از محل به مکان منتقل شوند).
- همه کاره (با چنین دستگاه، عملا هر فلز می تواند جوش داده شود)؛
- کارایی (کارآیی اینورتر حدود 90٪ است که بدان معنی است که صورت حساب برق بزرگ نخواهد بود)
- الزامات ولتاژ پایین (الکترود 3 میلی متر برای جوشکاری در جریان های کم در شبکه 180-170 V)
- سهولت یادگیری (پس از خواندن این مطالب، دانش خود را به اندازه کافی برای شروع به خواندن خود خواهید داشت).
قبل از اینکه متوجه شوید چگونه شروع به پخت و پز کنید اینورتر جوشکاری، شما نیاز به آماده سازی اولیه دارید. این شامل مجموعه ای از الزامات ایمنی است و این ها لباس هایی هستند که به درستی مرتب شده اند. محل کار، تجهیزات حفاظتی شخصی و غیره.
از سوی دیگر، استفاده از الکترودهای مناسب و همچنین درست بودن آن است. بدون این دانستن گرفتن یک درز صاف و با کیفیت بسیار دشوار است، اما حتی برای امنیت نیز سخت تر است.
مقررات
ما با نحوه یادگیری نحوه طبخ غذا یا نحوه محافظت از خود در طی جوشکاری فلز با یک اینورتر شروع می کنیم. ما نیاز داریم:
- دستکش از پارچه های ضخیم (غیر لاستیک).
- ماسک جوشکاری برای هر جریان جوشکاری، باید یک فیلتر در ماسک وجود داشته باشد، در غیر این صورت شما "bunnies" یا خواهد شد. شما همچنین می توانید خرید کنید - این یک ماسک ویژه برای جوشکار است که به طور مستقل به شدت قوس تنظیم می شود. برای هالئلون، یک مشاهده وجود دارد - در دمای پایین، سرعت واکنش کاهش می یابد.
- لباس هایی که از جرقه ها نمی آیند الزامات شلوار، بالا و کفش جهانی است - آنها باید مقاومت کرده و ضربه نزنند.

آماده سازی محل کار
گام بعدی این است که یک پلت فرم مناسب برای ایجاد یادگیری نحوه آشپزی ایجاد کنید. اینورتر جوشکاری. جوشکار با تجربه، ترجیح می دهد از یک جدول جوش مخصوص استفاده کند، هر جدول فلزی برای مبتدیان مناسب است و به راحتی ترتیب می دهد و در صورت لزوم قطعات مورد نیاز برای جوش را اصلاح می کند.
البته نور کافی باید مرتب شود. بنابراین، به عنوان جرقه ها و اکسید های بزرگ می تواند در طول کار با اینورتر رخ دهد، میز و فضای اطراف آن باید از مایعات و مواد قابل اشتعال و قابل اشتعال پاک شوند. جوشکار باید بر روی سطح محافظت کند که از شوک الکتریکی احتمالی مانند کفپوش چوب محافظت کند.
نحوه انتخاب یک الکترود
برای انتخاب الکترود هنگام جوشکاری با اینورتر برای مبتدیان، ما باید بدانید: نوع فلز و ضخامت آن. جوشکاران با تجربه بیشتر موقعیت جوشکاری، عمق نفوذ و سایر تفاوت های ظریف را در نظر می گیرند، اما ما تنها نیاز به دو نقطه دارد. برای هر نوع فلز یک نوع الکترود وجود دارد، آنها برای ترکیب خاص فلز تولید می شوند.
آلیاژهای نازک، چدن یا فولاد معمولی نمیتوانند با یک نام تجاری پخته شوند. ضخامت الکترود بر اساس ضخامت فلز و عمق نفوذ مورد نظر انتخاب شده است. برای مبتدی ها، ما توصیه می کنیم قطعات فولادی را انتخاب کرده و آنها را با الکترودها، به عنوان مثال OK-46 یا UONII 13/55، با قطر 3-4 میلی متر، پخت و پز کنید.

الکترودهای UONII
مدار سیم کشی اینورتر، قطبیت
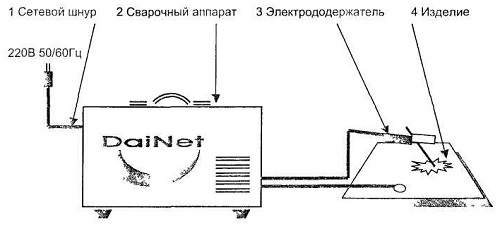
طرح کلی به نظر می رسد چیزی شبیه به این - سوکت جوش اینورتر، کابل زمین و کابل با الکترود. در اینجا ما بیشتر به اتصال سیم از اینورتر جوشکاری علاقه مند هستیم. دو کابل از دستگاه می آیند: اول یک جرم است؛ در انتهای یک کفی یا یک کلیپ وجود دارد؛ کابل دوم در قالب دسته ای با یک کلیپ برای یک الکترود ساخته شده است.
کابل جرم به طور مستقیم به قسمت جوش داده شده و یا به جدول جوش در تماس با محصول وصل می شود. در سیم با کلیپ قرار داده و جذب الکترود.
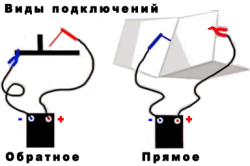
دو گزینه اتصال وجود دارد: قطب مستقیم (توده +، بازوی) و قطب معکوس (توده - بازو +). با قطب مستقیم، مقدار گرما که بر روی فلز اثر می گذارد، کاهش می یابد، همجوشی می شود عمیق تر. اتصال مستقیم این جوش اینورتر به شما امکان جوش دادن فلز ضخیم را میدهد.
قطب معکوس هنگام جوشکاری با یک کنتاکتور اینورتر گرما را بر روی محصول ایجاد می کند و به شما اجازه می دهد تا یک درز گسترده تر را بکار ببرید، اما با نفوذ کمتر. با استفاده از این اتصال، فلز نازکی را که برای سوختن آسان است، جوشانید.
اتصال جوش اینورتر به شبکه
آماده سازی فلز
قطعات قابل جوش باید با دقت آماده شوند. برای انجام این کار، لبه ها با یک قلم مو مخصوص تمیز می شوند و لایه اکسید را حذف می کنند. پس از تمیز کردن بی روح، گریس اضافی به وسیله وسیله خاص انجام می شود.
قطعات قابل جوش را درست تنظیم کنید. بسته به موقعیت آنها، نه تنها نوع اتصالات، بلکه الگوی حرکت الکترود، ولتاژ، شیب مستقیم یا معکوس را تشخیص می دهد. ترکیبات زیر متمایز هستند:
- مفاصل ملتحمه
- گوشه؛
- برج ثور
- چهره؛
- همپوشانی
در این دوره آموزشی تکمیل شده است. سوال از قدرت فعلی باقی مانده حل نشده است. برای شروع، ارزش انتخاب این پارامتر، با توجه به مقادیر مشخص شده توسط سازنده الکترود است. آنها را می توان در جعبه یافت. شما نباید ارزش بالاتر، حداکثر را تنظیم کنید، در غیر این صورت فلز از بین خواهد رفت، اما شما همچنین می توانید فلز را به این ترتیب برش دهید. اگر جریان بیش از حد تنظیم شده باشد، قوس حرارتی نخواهد داشت و الکترود شروع به چسباندن می کند.
جوش می تواند نه تنها اتصال، بلکه قطعات را نیز قطع کند. با آموختن اینکه چگونه از یک جرثقیل استفاده کنید، می توانید آن را بیابید - «چگونه برش فلز؟» کافی است که فشار را افزایش دهید و می توانید آرماتور یا گوشه ها را قطع کنید. همچنین لازم به ذکر است که هیچ کدام از این نکات در مورد میزان برش وجود ندارد.

انتخاب نیروی جاری هنگام جوشکاری با الکترود
چگونه با یک اینورتر جوشکاری کار کنیم
جوشکاری اینورتر برای مبتدیان زمانی اتفاق می افتد که قوس بین فلز و الکترود تشکیل شود، شروع به ذوب شدن هسته الکترود و همچنین بخشی از فلز می شود. در حمام حاصل، ترکیبات فلزات را تشکیل می دهند و یک درز تشکیل می دهند. حفاظت در برابر اکسیداسیون و پرش از فلز مذاب در حمام، کمک می کند تا یک لایه پوشش ویژه ای که بر روی الکترود قرار داده شده است.
احتراق قوس
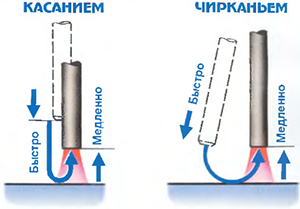
برای انجام این کار، از یکی از دو روش استفاده کنید:
- خندیدن؛
- ضربه زدن
با کشیدن یک الکترود (مانند یک مسابقه) با جوش شروع به راه اندازی قوس می کنیم. اگر دقیقا، سپس ما الکترود فلز را لمس می کنیم، سپس ما را به لمس کردن سطح و به آرامی الکترود را برای یک فاصله معین بلند می کنیم. در این حالت، اگر احتراق رخ ندهد، قطعات الکترود مذاب ممکن است روی فلز باقی بمانند. بنابراین لازم است به طور مستقیم در محل اتصال یا نزدیکی آن ضربه بزنید.
تقریبا همان الکترود متخلخل با ضربه زدن. تفاوت این است که ما آن را بر روی سطح فلز انجام نمی دهیم، بلکه فقط لبه را لمس می کنیم سیم جوش، شروع جوش و الکترود را بردارید.
روش احتراق قوس
نحوه حرکت الکترود در طی جوشکاری
تمام فرآیندهای که قبلا توصیف شده بود برای یک مبتدی مشکل نداشتند، اما اکنون ما به وظایف پیچیده تر حرکت می کنیم. اولین مشکل که یک جوشکار تازه کار با آن مواجه است، حرکت الکترودها است تا یک جفت حتی تشکیل شود.
اگر قوس الکتریکی را روشن کرده اید و سپس الکترود را به طور مستقیم در امتداد اتصال هدایت می کنید، احتمال نفوذ خوب و یک درز حتی کم است. موارد استثنایی فلزات نازکبرای این روش جوش استفاده می شود.
سه ستون که شلوار زیبا را نگه می دارند عبارتند از:
- زاویه الکترود
- طرح حرکات طولی و عرضی؛
- سرعت الکترود.
چگونگی یادگیری نحوه دقیق جوش فلز
بیایید با زاویه تساوی شروع کنیم. بهینه، برای جوش به عقب و جلو، زاویه 30 تا 40 درجه است. برای سخت برای رسیدن به مکان، شما می توانید از کار زیر زاویه سمت راست (90 درجه) استفاده کنید.
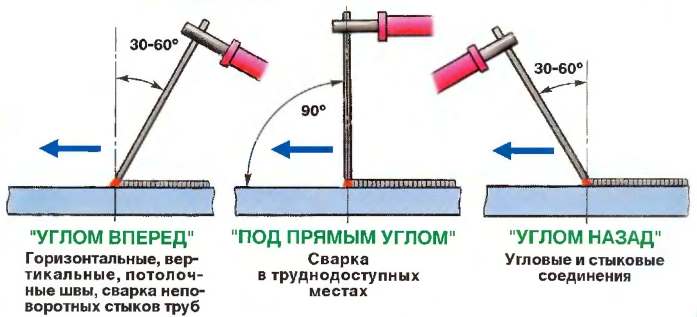
زاویه الکترود در جوشکاری
همانطور که گفتیم، جوش نه به وسیله حرکت خطی بلکه با ترکیب حرکات طولی و عرضی قرار می گیرد. الگوی های خاصی وجود دارد که می توانید برای حرکت الکترود آموزش دهید. شما می توانید از شاخه های ساده در هر دو طرف شروع کنید، سپس الگوهای پیچیده تر و زاویه ای تمرین کنید. هر جوشکار به طور مستقل یک طرح مناسب را برای خود انتخاب می کند. شما می توانید دست خود را در خانه و بدون جوشکاری، رسم نمودار بر روی کاغذ انجام دهید.
روشهای جوشکاری
سرعت بخشی در هنگام طراحی نمودارها آموزش دیده است. هر خط باید به وضوح کشف شود، بنابراین تمام حرکت ها به صورت صاف و متوسط می آیند. با گذشت زمان، به دنبال شرایط حمام، شما قادر خواهید بود سرعت خود را تنظیم کنید.
سریع تر الکترود حرکت می کند، نفوذ کمتر است. اگر آن را به آرامی رانندگی کنید، فلز ممکن است بیش از حد گرم شود و آن را سوزاند.
کنترل شکاف قوس
آخرین، اما نه کم، نقطه فاصله از الکترود، به شکاف فلزی یا قوس است. یک شکاف کوچک تا 2 میلی متر باعث ایجاد یک قوس کوتاه می شود. این نمیتواند کفی را به اندازه کافی گرم کند، بنابراین نفوذ کم عمق است و بخشی از الکترود مذاب به شدت در بالای سطح قرار می گیرد.
شکاف بزرگ بیش از 3 میلیمتر منجر به این واقعیت است که قوس بسیار بزرگ است. قوس بزرگ بی ثبات است، دائما در حال تغییر جهت ذوب است. همچنین، در چنین فاصله ای طولانی، حمام ذوب به طور کامل با یک لایه محافظ پوشیده نمی شود، بدین معنی که اسپری افزایش می یابد.
به منظور آشپزی به خوبی با یک اینورتر شما نیاز به شکاف به درستی انتخاب شده است. شکاف قوس مطلوب برای جوشکار مبتدی 2-3 میلیمتر است. در چنین فاصله ای، قوس فلزی را به اندازه کافی برای نفوذ عمیق و گسترده به هوا می کشد، به علاوه یک لایه محافظ که به طور کامل کار می کند.
بسته به مدل اینورتر و حضور آن در توابع مختلف که جوشکاری را تسهیل می کنند، گاهی لازم نیست که فاصله بین الکترود و فلز را حفظ کنید. این کافی است که الکترود را در امتداد سطح فلز هدایت کنید.
علاوه بر مفید بودن در بالا، تماشای ویدیو زیر خواهد بود:
- از تجهیزات حفاظتی، به ویژه حفاظت چشم، توجه نکنید. حتی یک نگاه اجمالی از جوشکاری می تواند باعث سوختگی شبکیه شود، و یک عمل طولانی ناگزیر باعث می شود که بدتر شدن یا حتی از بین رفتن دید.
- وقتی اولین بار سعی می کنید اتصالات مختلف را جوش دهید، اشتباهات زیادی خواهید کرد. قبل از شروع به اتمام کار، توصیه می کنیم چند روز آموزش در انواع مختلف ترکیبات.
- شروع به کار با جوشکاری، شاید حتی یک کودک، اما حتی قابل اعتماد جوش داده شده - نتیجه آموزش و رویکرد دقیق به کسب و کار.
- فراموش نکنید که بعد از جوشکاری سرباره را ضرب و شتم کنید، در غیر اینصورت فرایندهای خوردگی را تحریک می کنید.
- مطمئن نیستید که چرا الکترود بسته است؟ توجه به تنظیمات جاری و خشکی الکترودها.
- الکترود برای اینورتر باید در یک اتاق خشک مجروح شود. الکترود های خام را می توان در دیگ خشک کرد.
- قبل از روشن / خاموش کردن موقعیت سیم، قبل از اینکه یک اتصال کوتاه رخ دهد ممکن است بررسی شود.
- دستورالعمل مربوط به جوش اینورتر حاوی اطلاعات در مورد چرخه کار است. این مدت زمان مطلوب عملیات مداوم مکانیسم است که پس از آن دستگاه کار شروع به گرم شدن می کند. چرخه کار باید متناوب متناوب باشد.
ما امیدواریم که این مواد به سئوالات شما پاسخ کامل داده و شما به راحتی می توانید اینورتر جوشکاری را متصل کنید، یک تکنیک جوشکاری اینورتر برای شما در دسترس است. با استفاده از این راهنما، به تدریج شروع به بهبود مهارت های خود خواهید کرد، شما به راحتی می توانید فلز را با یک اینورتر جوش کنید.
پس از تمرین کمی، شما می توانید مستقل جایگزین حصار، جوش قوس زیر انگور و تعدادی از آثار دیگر جوش داده شده است.
قبل از اینکه سعی کنید یاد بگیرند که چگونه طبخ غذا بخرید، باید خودتان را با اجزای اینورتر آشنا کنید و همچنین در چند کلاس عملی شرکت کنید (می توانید ببینید که چگونه با جوشکاری آشپزی کنید). اینورتر جوشکاری شامل قطعات زیر است:
مبدل فرکانس؛ سیستم کنترل؛ فیلتر قدرت و یکسو کننده؛ ترانسفورماتور فرکانس بالا؛ یکسو کننده برق
به طور معمول، ابعاد اینورتر جوشکاری کوچک است، به شما این امکان را می دهد که حتی در طول کار تمام مدت شانه را بپوشانید.
نحوه یادگیری نحوه طبخ جوشکاری اینورتر، هر کسی می تواند یاد بگیرد. برای انجام این کار، باید از الکترودهای جوشکاری استفاده کنید که دارای سه نوع اصلی هستند:
- آلیاژ بالا
- کربن؛
- آلیاژ
با استفاده مناسب، شما می توانید به اندازه کافی کیفیت درز کنید. فرکانس جوشکاری اینورتر نباید از 60 تا 85 کیلوهرتز تجاوز کند.
اینورتر جوشکاری بسیار مقرون به صرفه است که برای دستگاه بسیار بزرگ است. هر دو اندازه تجهیزات و بهره وری آن با استانداردهای اروپایی تعیین می شوند که چارچوب نسبتا سخت برای مصرف انرژی ایجاد می کنند.
برای شناختن نحوه طبخ جویدن (ویدیو)، حداقل باید فرض کنید که چه تجهیزات اضافی شما ممکن است نیاز داشته باشید: (شما باید ماسک مناسب را که به راحتی بر روی سرتان قرار می گیرد را انتخاب کنید)، دارندگان، دستکش های محافظ و کت و شلوار.

کدام دستگاه جوشکاری برای انتخاب جوشکاری؟
برای جوشکاری اینورتر، ابتدا باید دستگاه خود را برای جوشکاری انتخاب کنید. انواع مختلفی از دستگاه های جوشکاری در بازار مدرن و همچنین بسیاری از مواد ویدئویی در بخش نحوه کار با جوشکاری تصویر وجود دارد.
برای انتخاب مناسب ترین واحد، شما باید از ویژگی های هر مدل آشنا شوید. اول از همه، هنگام انتخاب یک اینورتر، توجه به محدوده تنظیم جوش جوش داده می شود. به عنوان مثال، برای کار جوش در کشور، دستگاه کاملا با یک شاخص در حدود 160-200 A قرار می گیرد.
چگونگی جوش "ویدئو بر روی اینورترها" با جوش، احتمالا شامل اطلاعاتی در مورد چنین نشانگر PV می شود - مدت زمان خاموش شدن اینورتر. این شاخص همیشه در نشان داده شده است مشخصات فنی ماشین جوشکاری (٪). به عنوان مثال، اگر PV 40٪ باشد، زمان کار 60٪ خواهد بود.
این ممکن است و بیشتر، درست قبل از جوشکاری خود را با دست خود، شما باید بسیاری از اطلاعات را یاد بگیرند.
ولتاژ idling و مصرف انرژی - دو شاخص که نقش مهمی در انتخاب نیز ایفا می کنند. ولتاژ باید 50-90 A باشد و مصرف برق نباید از 16 تا 25 درجه بالاتر باشد.
همچنین، بخش "نحوه کار با جوشکاری تصویر" حاوی اطلاعاتی درباره خصوصیات گرد و غبار و رطوبت دستگاه است.

انتخاب الکترودهای جوش اینورتر
مواد "چگونگی آشپزی فیلم با جوش" لزوما حاوی اطلاعاتی هستند که باید برای کار با جوشکاری اینورتر بخرید.
انتخاب الکترودها اساسا بستگی به مواد مورد استفاده (فولادهای کم و متوسط کربن، آلیاژ پایین و ضدزنگ) دارد. به عنوان مثال، الکترود های آلیاژی بالا برای پوشش و کار با فولادهای ویژه مورد استفاده قرار می گیرند، الکترودهای آلیاژ برای جوشکاری فولادهای آلیاژ استفاده می شوند.
انتخاب الکترودها نیز به نوع کار بستگی دارد. به عنوان مثال، در کشور، جایی که جوشکاری عمدتا بدون بارهای بحرانی انجام می شود، شما می توانید از الکترود کلاس MP-3 یا ANO استفاده کنید. اگر کار جوش سخت تر انجام شود بهتر است از الکترودهای کلاس OUNI استفاده کنید. علاوه بر این، لازم است که قطر و نام تجاری الکترودها را نیز مورد توجه قرار دهیم.
مبانی جوشکاری برای مبتدیان
قبل از شروع جوش قطعات مهم، شما باید سعی کنید جوش چیزی غیر ضروری. حتی اگر جوشکار در مورد چنین محصولاتی تجربه ای نداشته باشد، او قادر خواهد بود برای چگونگی یادگیری نحوه طبخ جویدن، خود را درک کند.
لازم است که الکترود را در یک نگهدارنده خاص پر کنید، گیره ها را در قسمت جوش قرار دهید.
الکترود باید با زاویه 65 درجه به محصول تنظیم شود و در هنگام جوشکاری سعی کنید همیشه فاصله کمی بین الکترود و بخش را نگه دارید. پس از تخم گذاری بر روی آن، توصیه می شود با چکش ضربه بزنید تا کل سرباره کاملا فرو ریخته شود.
نحوه جوشکاری با جوشاندن اطلاعات حاوی اطلاعاتی است که سه نوع اصلی از آنها وجود دارد:
- عمودی
- افقی
- سقف

برای کار موفق، شما همچنین باید چند قاعده را دنبال کنید:
- نیاز به یادگیری نحوه درست نگه داشتن الکترود جوشکاری;
- دریافت کنید جوش قوس به دو روش: با بلند کردن یا با قلم زدن؛
- دریافت قوس با عرضه سیم دوم (جرم) همراه است، که از اینورتر خارج می شود و به بخش جوش متصل می شود؛
- فاصله مطلوب از الکترود به قسمت 2-6 میلیمتر؛
- اگر به طور مساوی و به طور مساوی در طول کل مفصل هدایت شود، خندق که در صورت ایجاد قوس بر روی یک سطح فلزی عمل می کند، با فلز مذاب پر می شود (نحوه طبخ جوشاندن فیلم شامل مواد مفصلی است).
تجهیزات جوش Resanta، مانند هر نوع دیگر، به دلایل نامطلوب است دلایل مختلف. بسته به نوع دستگاه جوش، مجموعه ای از خرابی های معمولی متفاوت است ....
با توجه به استفاده از زاویه های مغناطیسی، کار جوشکاری ساده تر و دقیق تر می شود، بنابراین این عنصر توسط بسیاری از متخصصان در زمینه جوشکاری توصیه می شود. اگر از گوشه های مغناطیسی برای جوشکاری استفاده می کنید ...
جوشکاری مدرن، اینورتر، یک دستگاه کوچک است که برای حمل و تسهیل جوشکاری در دسترس است (در مقایسه با ترانسفورماتورهای قبلی). یادگیری آشپزی با اینورتر بسیار ساده تر از یک دستگاه ترانسفورماتور است.بنابراین، جوشکاری دیگر مجازات حرفه ای ها نیست، تبدیل به یک حرفه ای محبوب شده است، برای تسلط و استفاده در سایت خود در دسترس است. چگونگی یادگیری نحوه جوش فلز با استفاده از اینورتر را در نظر بگیرید.
دستگاه و اصل عمل جوش اینورتر.
دستگاه جوش اینورتر: چطور قوس؟
اینورتر یک جعبه فلزی کوچک (تا 0.5 متر) است که وزن آن تا 10 کیلوگرم است. وظیفه اصلی دستگاه جوش این است که جریان یک پارامتر مشخص را تولید کند. برای انجام این کار، اینورتر جریان را از شبکه (220 ولت AC) به جوشکاری تبدیل می کند. جریان جوشکاری اکثر لوازم خانگی ثابت است.
اتصال مستقیم و معکوس
هر اینورتر دارای دو پایانه است: یک کاتد (با "-" مشخص شده) و یک آند (با "+" نشان داده می شود). یک الکترود به یک ترمینال وارد می شود، و دوم به فلز متصل می شود. پس از اعمال جریان الکتریکی، یک مدار الکتریکی رایج شکل می گیرد. با یک شکست کوچک در مدار (با فاصله چند میلیمتر) در محل شکستن، یونیزاسیون هوا فوری اتفاق می افتد و یک جوش جوش اتفاق می افتد.
انتشار گرما اصلی در قوس رخ می دهد. دمای سوزاندن آن 5000 تا 7000 درجه سانتیگراد است. این بالاتر از نقطه ذوب تمام فلزات مورد استفاده است. هنگامی که قوس می سوزد، لبه های فلزات و الکترود ذوب می شوند و مخلوط می شوند. سرباره مواد سبک تر است، آن را به سطح شناور می شود و فلز پایه را از اکسیداسیون و اشباع با نیتروژن محافظت می کند. پس از انجماد، جوش شکل می گیرد.
قطبیت پارامترهای جریان و جوش - چه چیزی است؟

جوشکاری می تواند از کاتد به آند و از سوی آند به کاتد حرکت کند. این یک جریان قطبی متفاوت است. هنگامی که حرکت فعلی از کاتد، قطب مستقیم است. با حرکت معکوس (از آند) - معکوس. قطب مستقیم و معکوس چیست؟
استفاده از قطب های مختلف به دلیل این واقعیت است که دمای بالاتر در ترمینال که جریان الکتریکی جریان دارد. اگر جریان قطب مستقیم باشد، دمای بالاتر در آنود (یعنی روی سطح جوش داده شده) تشکیل می شود. این شایع ترین نوع جوشکاری است، بیشتر جواهرات تازه کار با آن کار می کنند. اگر فعلی قطب معکوسیک درجه بالاتر در کاتد تشکیل شده است (یک الکترود به آن متصل است). این کار در هنگام کار با ورق فلز و آن دسته از نمرات فولاد است که نمی توانند بیش از حد گرم شوند (به عنوان مثال، بالا آلیاژ) مورد نیاز است.
قطر الکترود بسته به ضخامت قطعات جوش انتخاب شده است. اندازه الکترود و قدرت جریان الکتریکی متناسب با یکدیگر هستند: الکترود ضخیم تر، جریان قوی تر است. برای محاسبات تقریبی، فرض می شود که جریان برابر با قطر ضرب شده با 3.5 است. یعنی، برای الکترود 3 میلیمتر، قدرت فعلی خواهد بود: 3 * 3.5 = 105 A.
از آن جایی که قدرت جریان نیز تحت تأثیر محل جوش (افقی، عمودی یا سقف)، مواد الکترود است، برای یک جوشکار مبتدی ساده تر از جدول قدرت قدرت فعلی برای قطر الکترود و انتخاب قطر در طول ضخامت عناصر قابل جوش است (شکل 1 و 2 به ترتیب). سپس شما می توانید فلز را با یک اینورتر بجوشانید.
مزایای اینورتر بر روی ترانسفورماتور
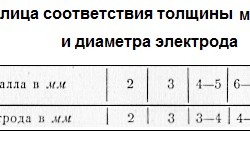
شکل 1 جدول مربوط به ضخامت فلز و قطر الکترود.
هنگام یادگیری آسانتر است که هنر جوشکاری را با کمک یک اینورتر به کار برید. فلز جوش با اینورتر ساده تر است زیرا دستگاه فراهم می کند جریان مستقیم جوشکاری (صرف نظر از نوسانات ولتاژ در شبکه). به عنوان یک نتیجه، قوس به طور پیوسته سوزانده می شود، فلز کمی پاشش داده می شود. مقدار جوش جوش به آرامی تنظیم می شود.
جوش اینورتر جوش مناسب برای مبتدیان به دلیل حضور توابع اضافی. به عنوان مثال، "شروع داغ" (Hot-Start) را می توان در اینورتر طراحی کرد، جریان جوش را در ابتدای کار افزایش می دهد (که باعث می شود شروع قوس ساده تر شود). یکی دیگر از تابع "Arc Arc" (Arc-Force) هنگامی فعال می شود که جوشکار خیلی نزدیک به فلز است. در این مورد، اینورتر به طور خودکار جریان را افزایش می دهد، سرعت ذوب را افزایش می دهد و مانع از چسباندن می شود.
در مورد چسبیده، قابلیت ضد کشیدن فعال شده است. جریان را کاهش می دهد و باعث می شود الکترود را از فلز جدا کند و جوشکاری را ادامه دهد. هنگامی که اینورتر عمل می کند، مقدار نسبتا کمی از برق مصرف می شود. برای مثال جوش با ولتاژ 4 کیلووات (که مربوط به کار دو کوره الکتریکی است) برای جوشکاری با الکترود قطر 3 میلی متر لازم است. صرفه جویی در برق به قیمت نسبتا گران قیمت یک اینورتر می پردازد.
اقدامات ایمنی جوش
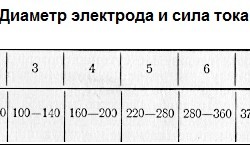
شکل 2. قطر الکترود و آمپرژ
قبل از شروع کار فضای داخل شعاع چند متر از چوب و دیگر اجسام قابل اشتعال آزاد می شود. این برای جوشکار تازه کار مهم است. الکترود جوشکاری یا قطعه آن دارای درجه حرارت بالا است، آنها قادر به آتش زدن تخته ها، جعبه ها و بقایای کاغذ هستند. لباسهایی که کل بدن را پوشانده اند (شلوار بلند، ژاکت با آستین بلند) مطمئنا پوشیده می شود. این نیز برای مبتدیان مهم است، زیرا در هنگام پاشش قطره های فلزی می توانند روی پوست باز و یا دست های پا بروند. حتما یک سپر صورت با یک شیشه ی تاریک (فیلتر نور) بپوشانید. برای نور خورشید، این شیشه غیر قابل نفوذ است. شعله ای که از طریق فیلتر سوزانده می شود قابل مشاهده است.
تماشای قوس بدون یک شیشه محافظ خطرناک است، شما می توانید چشم خود را بسوزانید. یک درجه ضعیف سوختگی (یک یا دو بار در قوس به نظر می رسد) منجر به تشکیل لکه های نور قبل از چشم ("برداشتن bunnies"). با درجه متوسط سوختگی، چشم ها درد و خارش دارند (حس شنوایی در چشم وجود دارد). یک درجه سوختگی شدید منجر به از دست دادن کامل یا کامل بینایی می شود.
چگونه قوس را بجوشانیم؟
مقررات ایمنی برای جوشکاری
برای جوش کردن سطوح فلزی، لازم است که یاد بگیریم که چگونه قوس را آغاز کنیم و آن را حفظ کنیم. ابتدا باید ترمینال های اینورتر را وصل کنید. ما با جریان قطب مستقیم کار می کنیم، بنابراین ما الکترود را به ترمینال کاتد ("-") وارد می کنیم. برای سهولت کار ما یک الکترود با قطر 3 میلیمتر را می گیریم. جوش با الکترود ضخیم تر دشوار است، منجر به نوسان در طول قوس و سوزاندن ناپایدار می شود، و نیاز به حرفه ای تر است. ما یک جریان 100A (برای الکترود 3 میلیمتر و یک جهت افقی از سطوح جوش داده شده) را تنظیم می کنیم. ما با پایه های دسته با الکترود را در دست می گیریم، اینورتر را روشن می کنیم (جریان برق) و روی یک صفحه محافظ قرار می دهیم.
برای جلوگیری از از بین رفتن ممنوعیت جوش بدون صفحه محافظ ممنوع است.
احساس ناراحتی ناشی از سلامت دستگاه چشم نیست. قبل از احتراق قوس، انتهای الکترود باید بر روی فلز ضربه زده شود تا گچ از لبه آن حذف شود. این باعث آتش سوزی می شود. دو نوع آتش سوزی وجود دارد:
- خندیدن لازم است که الکترود را به سطح فلز متصل کرده و به آنها ضربه بزنید (عمل شبیه به اشتعال یک مسابقه است). بنابراین الکترود جدید را روشن کنید.
- لمس کنید الکترود به فلز آورده شده و سطح آن را به آرامی لمس می کند، پس از آن بلافاصله به فاصله چند میلیمتر برداشته می شود. این است که چگونه الکترود در هنگام جوشکاری قطع می شود (چسبندگی اتفاق می افتد یا جوشکار می کند میله را از سطح فلز نیز برداشته است).
فرآیند جوشکاری: چگونگی حمایت از قوس؟
مهم است که یک فاصله کوچک (3-5 میلی متر) بین فلز و الکترود مشاهده شود. این فاصله طول قوس نامیده می شود. با افزایش آن، قوس متوقف می شود.
طول قوس تقریبا برابر با قطر الکترود است. به عبارت دیگر، برای سوزاندن پایدار و حتی جوشکاری با الکترود 3 میلیمتر، لازم است که از سطوح قابل جوش کردن فاصله بین 3-5 میلیمتر نگه داشته شود.
اگر الکترود خیلی نزدیک به سطح فلز باشد، یک اتصال کوتاه رخ می دهد: الکترود به فلز می خورد. برای جدا کردن الکترود از سطح جوش، لازم است آن را در جهت دیگر شیب دهید یا اینورتر را خاموش کنید. وقتی برق قطع شود، الکترود خاموش می شود.
زاویه الکترود می تواند متفاوت باشد. بهتر است یک جوشکار تازه کار در حدود 70 درجه از سطح فلز باشد (یعنی با انحراف جزئی از موقعیت عمودی).
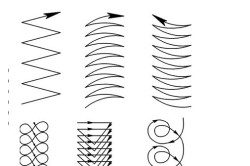
شکل 3 مسیرهای الکترود در جوشکاری قوس
به منظور كیفیت كیفیت، ضروری است كه بصری (از طریق سپر فیلتر نور) برای برآورد اندازه سیلندر جوشكاری. عرض استخر سرخدار در فیلتر باید 2 برابر ضخامت (قطر) الکترود باشد.
اندازه حمام توسط سرعت حرکت الکترود تحت تاثیر قرار می گیرد. اگر آن را به آرامی حرکت می کند، فرم های ریخته گری بیش از حد و یک حمام جوش داده شده وسیع که مانع از تعامل با قوس می شود، به دلیل عدم نفوذ. اگر قوس بیش از حد به سرعت حرکت کند، ذوب شدن نادرست لبه ها و در نتیجه عدم نفوذ نیز وجود خواهد داشت.
اولین گام در جوشکاری
اولین عملیات جوش ارزش تلاش برای انجام هر سطح فلزی غیر ضروری است. پس از احتراق از قوس لازم است که الکترود بالای فلز را هدایت کنید، در تلاش برای گرفتن یک ردیابی حتی جوش. هنگامی که پایدار می شود برای احتراق قوس، شما می توانید شروع به جوش سطوح. آنها به یکدیگر متصل می شوند، یک قوس دریافت می کنند و الکترود را در طول خط اتصال انجام می دهند. در این حالت، حرکات نباید مستقیما (در امتداد درز)، اما نوسان (به سمت راست، و سپس به سمت چپ). شکل معمولی حرکت الکترود در طی جوشکاری در شکل 1 نشان داده شده است. 3
پس از خنک سازی، لایه سرباره در خارج با یک چکش زد و کیفیت اتصال به صورت بصری ارزیابی شد. جوش خوب باید همان ضخامت باشد، بدون حفره و حفره های قابل مشاهده.
پس از یک یا دو ساعت تمرین، اغلب جواهرات مبتدی به طور مداوم به احتراق قوس و حفظ آن می سوزند. مفاصل ساده فلزی می توانند ساخته شوند. هنگامی که شما یاد می گیرید به عنوان یک اینورتر جوشکاری کار کنید، شما قادر خواهید بود به طور مستقل کارهای مختلف را بر روی طرح شخصی انجام دهید.
بنابراین، اگر شما تازه به جوشکاری و به لطف TD Doka، شما فقط یک دستگاه جوشکاری فوق العاده جوش اینورتر و ماسک شگفت انگیز "chameleon" خریداری کرده اید، این مقاله برای شما مناسب است.
قبل از شروع به جوشکاری، من می خواهم در مورد قوانین ایمنی در هنگام کار با آن صحبت کنم تجهیزات جوشکاری. این لحظه را نادیده نگیر ما قویا توصیه می کنیم EMP (قوانین مربوط به بهره برداری از تاسیسات برق) فصل 7.6 "تاسیسات جوش الکتریکی" را مطالعه کنید. اطمینان حاصل کنید که از این سند اطلاعات زیادی در رابطه با قوانین ایمنی در هنگام دست زدن به تجهیزات جوشکاری، بلکه در مورد ایمنی الکتریکی تمام خانه های کشور، کلبه تابستانی خواهید یافت.
سپس شما قطعا نیاز به دستکش های جوشکاری با کیفیت بالا (ساق) و لباس های ساخته شده از مواد غیر قابل احتراق. بسیاری سعی می کنند در دستکش های خانگی (باغ) و گاهی اوقات حتی در لباس بدون آستین استفاده کنند. به من اعتقاد داشته باشید - سوختگی های اسپری جوشکاری بسیار دردناک است و برای مدت زمان بسیار طولانی بهبود می یابند. همچنین مطمئن شوید که همه دکمه ها را بپوشید و کفش های با کیفیت را بپوشانید. موارد خاص به یاد ماندنی با پرواز فلزی داغ و سرباره توسط یقه و چکمه با شلوار خود را که در آن قرار داشتند. جیغ، رقص، شگفتی جواهرات مبتکرانه چابک.

 سعی کنید تا حد امکان از حامل های طولانی استفاده نکنید، زیرا این امر منجر به از دست دادن قدرت قابل توجه دستگاه های جوشکاری می شود. اگر هنوز از این حامل استفاده می کنید، کابل را از حلقه تا انتها بردارید.
سعی کنید تا حد امکان از حامل های طولانی استفاده نکنید، زیرا این امر منجر به از دست دادن قدرت قابل توجه دستگاه های جوشکاری می شود. اگر هنوز از این حامل استفاده می کنید، کابل را از حلقه تا انتها بردارید.
الکترود باید خشک شود، در صورت لزوم کالبد. به عنوان یک مبتدی، ممکن است برای شما یک قوس جوشکاری را احاطه داشته باشید، و آن را با الکترودهای غیر کالیبیزه کنید. حالت (درجه حرارت و زمان) کالیبراسیون بر روی بسته بندی الکترودهای نشان داده شده است. در فروشگاه ما همه چیز برای جوشکاری وجود دارد، بنابراین اگر تصمیم به خرید یک کوره یا مورد برای کالد شدن الکترودها دارید، ما خوشحال خواهیم شد که در انتخاب شما کمک کنیم.

ماسک "chameleon" باید برای یک نوع خاص از کار و مقدار جریان جوش پیکربندی شود. اطمینان حاصل کنید که دستورالعمل پاسپورت یا ماسک جوشکاری دقت بخوانید. جوشکاری را شروع نکنید و مطمئن شوید که فیلتر نور کار می کند. برخی از فراموش کردن آن را از موقعیت Grind (sweep) ترجمه می کنند - یک "خرگوش" مناسب بدست آورید.
 جریان جوش باید بر اساس نوع نوع انتخاب شود اتصال جوشکاری، فراموش نکنید که در موقعیت پایین تر آن است که همیشه بالاتر از 20-30٪ از سقف و 10-20٪ نسبت به عمودی است. قدرت فعلی تقریبی بر روی جعبه با الکترود نشان داده شده است.
جریان جوش باید بر اساس نوع نوع انتخاب شود اتصال جوشکاری، فراموش نکنید که در موقعیت پایین تر آن است که همیشه بالاتر از 20-30٪ از سقف و 10-20٪ نسبت به عمودی است. قدرت فعلی تقریبی بر روی جعبه با الکترود نشان داده شده است.
برای مبتدیان بهتر است شروع به جوشیدن الکترود روتیل MP3-C شود.
بلافاصله سعی نکنید محصول را بپوشید: مخزن برای حمام، یا حصار، و غیره، با وجود این واقعیت که عموما بسیار دشوار نیست. به یاد داشته باشید که سلاح اصلی سرباز استخدام یک بیل است و جوشکار تازه کار یک زاویه سنج است، او یک بلغاری است. بنابراین، برای به حداقل رساندن استفاده از ابزار اصلی در آینده، شما نیاز به شروع (قرار دادن) غلطک آزمون به منظور "احساس جوش".

برای اولین تمرین توصیه می شود یک ورق فلزی ضخیم از اندازه کافی پیدا کنید. اگر به سمت چپ دست راست دست راست و راست به چپ را از سمت چپ به راست با چرخاندن الكترود از سمت چپ به راست با چرخ دنده تكثير كنيد، در قسمت پايين تر، زاويه چرخ فلك را با چرخ دنده متورم كنيد.
آزمایش با مقدار جوش جوش و الکترود manipulations.
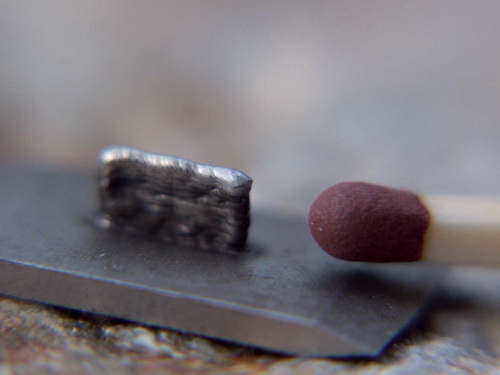
 بعد، غلطک های رول، تولید حرکات عرضی نوسان. معمولا هندسه دستکاری الکترود توسط انواع نشان داده شده در شکل زیر نشان داده شده است. کوسن باید با مقیاس های حتی صاف باشد. قاعده کلی توسط حرفه ای: جوش جوش باید تا حد ممکن برای نفوذ و ظاهر با کیفیت بالا باشد.
بعد، غلطک های رول، تولید حرکات عرضی نوسان. معمولا هندسه دستکاری الکترود توسط انواع نشان داده شده در شکل زیر نشان داده شده است. کوسن باید با مقیاس های حتی صاف باشد. قاعده کلی توسط حرفه ای: جوش جوش باید تا حد ممکن برای نفوذ و ظاهر با کیفیت بالا باشد.
سعی کنید یک قوس کوتاه داشته باشید، به عنوان مثال الکترود باید به طور مداوم در حدود 2 تا 3 میلیمتر از استوانه جوش قرار بگیرد، زیرا این امر باید به تدریج هموار به جوشکاری تغذیه شده و براساس سرعت و بزرگی جریان باشد. این نیز باید احساس کند.
سعی کنید زمین یا زمین را تا آنجا که ممکن است به نقطه جوشکاری بستگی داشته باشید. الکترود را در نگهدارنده محکم محکم کنید. اطمینان حاصل کنید که انتهای شمع حداقل 10 سانتیمتر باشد، الکترود را ادامه ندهید.
سازمان دیده بان استخر جوش. یاد بگیرید که فلز را از سرباره تشخیص دهید. سرباره از طریق ماسک جوشکاریبه نظر می رسد نقاط تاریک در خورشید است.

 پس از جوشکاری، به آرامی سرباره با یک چکش مخصوص ضربه بزنید. من با دقت بر آن تأکید میکنم، نباید با تمام داروها فکری کنید، موارد زیادی از سرباره بدون چربی در پوست و چشم باز وجود دارد، و معمولا مبتلایان رنج می برند. اگر یک ماسک کلفت کننده دارید، توصیه می شود در طول این عملیات آن را به طور کامل پاک نکنید.
پس از جوشکاری، به آرامی سرباره با یک چکش مخصوص ضربه بزنید. من با دقت بر آن تأکید میکنم، نباید با تمام داروها فکری کنید، موارد زیادی از سرباره بدون چربی در پوست و چشم باز وجود دارد، و معمولا مبتلایان رنج می برند. اگر یک ماسک کلفت کننده دارید، توصیه می شود در طول این عملیات آن را به طور کامل پاک نکنید.
الکترود جوشکاری را روشن کنید یا به آرامی ضربه بزنید، یا "تیله" مانند یک مسابقه.
اگر الکترود پس از خرد شدن پدید می آید و بعد از آن پاره نمی شود، پس لازم است که با دستان خود را به آرامی شکستن، زیرا در چنین مواردی میله های الکترود معمولا می سوزند. اگر الکترود را با ادرار بچرخانید، برعکس گچ بیش از حد ضروری می شود و میله ی برهنه باقی می ماند و دوباره احتمال چسبیدن به صورت غربی افزایش می یابد.
ما همچنین توصیه می کنیم پیچ و تاب Arc Force در دستگاه جوشکاری را آزمایش کنید. این طراحی شده است برای تنظیم "سختی قوس". "نرم قوس" پراکنده کم در انتقال خوب ریز، و "سخت" اجازه می دهد تا برای نفوذ عمیق از جوش. همچنین تعدیل نیروی Arc Force توسط بسیاری از جوشکارهای "در موضوع" برای جلوگیری از چسبیدن یک الکترود استفاده می شود. معمولا در چنین مواردی، در ابتدای جوش، به صورت کامل شل شده و پس از احتراق، قوسها به موقعیت مورد نیاز میرسند.
مرحله بعدی دوره جنگنده جوان، غلطک های عمودی است.
برای مثال بشقاب را به قطب ورودی می رسانیم و سعی می کنیم یک درز عمودی قرار دهیم. جهت جوش از پایین به بالا. اگر الکترود ها روتیل باشند، جوش در "بریدن" انجام می شود، در غیر این صورت حمام جوش "جریان می یابد".
در اصل، اگر شما با موفقیت به پایان رسید پوشش در یک موقعیت عمودی، پس شما به آرامی می توانید شروع به "ساختن حصار". برای مبتدیان این کافی خواهد بود و بقیه "در نبرد" را یاد بگیرند.
اما برای کنجکاویان، شما می توانید در موقعیت های افقی و سقف تمرین کنید.
البته، تعداد کمی از مردم بلافاصله مهره جوش خوبی در موقعیت سربار پیدا می کنند، اما این به شما کمک می کند تا فکر کنید چگونه جوش شکل می گیرد، چگونه فلز در هنگام جوشکاری و غیره رفتار می کند.
برای ساخت "نرده های موفق" لازم است نه تنها داشتن جوشکاری، بلکه مناسب بودن و آماده سازی برای جوشکاری.
در نظر بگیرید که وقتی فلز جوش همیشه "فشرده" است، آن را نیز در جهت که شما در حال پخت و پز می شود. هنگام جوش، منجر به دوختن و دوخته شدن می شود، زیرا این می تواند تا اندازه زیادی ساختارهای شما را تحت تأثیر قرار دهد. در صورت امکان، ما توصیه می کنیم مونتاژ ساخت و ساز در بسته ها، با استفاده از دستگاه های ویژه (بست ها، و غیره)، پس از آن، به عنوان باید، دوباره ابعاد و هندسه را بررسی و ساخت و ساز "محکم" در پایان پایان. اگر جوهر طولانی باشد، من به شدت به شما توصیه می کنم آن را از مرکز به انتهای کوپه های کوتاه "جداسازی"، در یک الگوی شطرنجی، اگر درز دو طرفه باشد. اصل "اندازه گیری هفت بار، یک برش" - مربوط است در مورد جوشکاری. این به اجتناب از مشکلات شرح داده شده در بالا کمک می کند.
اگر چیزی کار نمی کند، ناامید نشوید - مطمئنا بعدا تبدیل خواهد شد. جوش شخص بیمار را دوست دارد و ماندگار است، می آموزد که چنین باشد. در هر صورت، TH "DOKA" به شما آرزوی موفقیت می کند!





