Woni 13 55 für welche Schweißung. Elektroden für das Inverter-Schweißen: Was Sie wissen müssen
Schweißelektroden "UONI-13/55" mit der Hauptbeschichtung werden häufig zum Schweißen kritischer Strukturen verwendet. Schweißbare Artikel sollten aus niedriglegiertem Stahl hergestellt werden kohlenstoffstahl (zum Beispiel: Stahlsorten 10ХСН2Д, 48КС usw.), die mit wechselnden Lasten und negativen Temperaturen betrieben werden. Das Schweißen folgender Materialien ist erlaubt:
- stähle: BST3, 09G2, 10G2S1D-35, 10HSND, MS-1, St3s usw .;
- schmiedestücke aus dispersions- und kohlenstoffhaltigen Stählen sowie Schmiedeteile und Gussteile untereinander.
Schweißelektroden "UONI-13/55" bieten den besten Schutz des Schweißbades, was besonders bei Arbeiten im Freien wichtig ist. Daher schweißelektroden "UONI-13/55" wird von Brückenbauern häufig verwendet.
Die Beschreibung dieser Schweißelektroden befindet sich im Artikel, so dass wir uns heute nur noch auf die technischen Merkmale konzentrieren werden.
Technische Eigenschaften der Schweißelektroden "UONI-13/55"
Betrachten Sie die Hauptsache technische Eigenschaften Schweißelektroden "UONI-13/55":
- allgemeine Charakteristik der Elektroden;
- mechanische Eigenschaften von Metall schweißnaht;
- chemische Zusammensetzung des Schweißgutes;
- die räumliche Position der Schweißnaht;
- schweißstrom;
- die durchschnittliche Anzahl der Elektroden in 1 kg.
Allgemeine Eigenschaften der Elektroden "UONI 13/5"
Die allgemeinen Eigenschaften der Elektroden umfassen die folgenden Parameter:
- beschichtung von Schweißelektroden: Grundlegend;
- abscheiderate g / Ah: 9,5;
- oberflächenleistung der Elektroden (für einen Durchmesser von 4,0 mm), kg / h: 1,4;
- elektrodenverbrauch pro 1 kg Schweißgut, kg: 1,7.
Mechanische Eigenschaften des Schweißgutes
Die durch die Elektroden "UONI-13/55" erzeugte Schweißnaht weist die folgenden mechanischen Eigenschaften auf:
- streckgrenze MPa - 420;
- zugfestigkeit MPa - 540;
- relative Verlängerung,% - 22;
- schlagfestigkeit (KCV), j / sq. cm:
- bei T = + 20 ° С - 130;
- bei T = -40 ° C - 80;
- bei t = -60 ° C - 50.

Die chemische Zusammensetzung des Schweißgutes
In der chemischen Zusammensetzung schweißnähte Folgende Artikel sind verfügbar:
- kohlenstoff (C): ≥ 0,07%;
- silizium (Si): ≥ 0,5%;
- mangan (Mn): ≥ 1,35%;
- phosphor (P): ≥ 0,025;
- schwefel (S): ≥ 0,025.
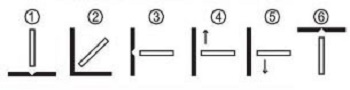
Räumliche Position der Schweißnaht
Beim Schweißen sind folgende räumliche Positionen der Schweißnaht zulässig: 1,2,3,4,6.
Die Stärke des Schweißstroms der Elektroden "UONI-13/55"
Beim Schweißen wird empfohlen, abhängig vom Elektrodendurchmesser und der räumlichen Position der Schweißnaht die in der Tabelle angegebenen Schweißstromwerte (A) einzustellen.
| Durchmesser, mm / Position der Nähte | Unten | Vertikal | Decke |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | — |
Die durchschnittliche Anzahl der Schweißelektroden "UONI-13/55" in 1 kg
Die durchschnittliche Anzahl der Elektroden pro kg in Abhängigkeit von ihrem Durchmesser ist in der Tabelle angegeben.
Technologische Merkmale beim Schweißen mit Elektroden "UONI-13/55"
Das konventionelle Lichtbogenschweißen von Metallstrukturen und Bewehrungsstäben ist zulässig. Ein solches Schweißen wird in allen räumlichen Positionen der Schweißnaht mit Gleichstrom (mit umgekehrte Polarität) in einem kurzen Bogen.
Schweißkanten müssen gründlich von Schmutz, Öl und Zunder gereinigt werden.
Vor dem Schweißen ist das Brennen von Schweißelektroden aus UONI 13/55 bei einer Temperatur von T = 250 ... 300 ° C für 1 Stunde obligatorisch.
Wo kaufen Sie Elektroden verschiedener Marken
Wählen Sie Hersteller und Verkäufer von Schweißelektroden aus, indem Sie auf den Link unten auf der Seite unseres Firmenkatalogs klicken.Frage:
Ich habe in der Literatur gelesen, dass UONI 13 55 gute Schweißelektroden sind, also habe ich beschlossen, sie zu kaufen und zu verbrennen, sie in der Praxis auszuprobieren, schreiben sie die Wahrheit? Tatsächlich lief alles schief, wie theoretisch dargestellt. Erläutern Sie bitte, wenn Sie auf der umgekehrten Polarität schweißen, müssen Sie mehr als Strom hinzufügen. Und SSSI bleibt trotzdem und der Bogen endet. Nach mehreren Versuchen zünden Sie den Lichtbogen erneut an, laufen ein Dutzend oder zwei Millimeter, und die Elektrode wird wieder tot. Ich verstehe nicht, wie man mit diesem „Wunder“ arbeitet, vielleicht müssen Sie mehr Strom hinzufügen? Das Schweißgut ist von guter Qualität, gut, wenig Schlackenreste. Was mache ich falsch?
Lesen Sie den Artikel auf der Website: |
Antwort:
Wenn Sie gerade mit dem Lichtbogenschweißen anfangen zu kochen, sind diese Elektroden nicht sehr gut für Studien geeignet. Um mit SSSI arbeiten zu können, benötigen Sie eine bestimmte Fähigkeit. Versuchen Sie, zuerst das MP-3 oder ANO-21 zu kochen, sobald es anfängt, mit ihnen auszugehen, und gehen Sie dann zur UONI 13 55 für die verantwortlichen Strukturen.
Hier sind einige Nuancen, die Ihnen helfen können:
Einige Hersteller stellen möglicherweise Elektroden von schlechter Qualität her. Es ist notwendig, Elektroden von verschiedenen Herstellern zu kaufen und mit ihnen zu kochen, dann werden Sie verstehen, wie Sie bevorzugen. Selbst in einer Packung kann eine Elektrode normal kochen und die andere - defekt, ganz zu schweigen von den verschiedenen Packungen!
Stellen Sie sicher, dass Sie arbeiten, bevor die Elektroden getrocknet oder höchstens calciniert werden (zu diesem Thema).
Es kann jedoch sein, dass der Ausgangsstrom Ihres Wechselrichters von dem durch die Anzeige oder den Feineinstellungsknopf angezeigten Wert abweichen kann. Messen schweißstrom de facto mit Zecken.
Versuchen Sie, ohne Unterbrechung zu schweißen, in die Beschichtung eingegraben und einen minimalen Lichtbogen zu erhalten.
- Kochen Sie eine Ecke zurück, in diesem Fall fällt die Schlacke auf die bereits gebrühte Fläche.
- Bei niedriger Spannung des Stromnetzes oder seiner Stromabnahme wird ein billiges chinesisches Gerät nicht mit Elektroden mit der Hauptbeschichtung gekocht. Sie können das Problem lösen: a) indem Sie eine Drossel an den Stromkreis anschließen;
b) einen professionellen Schweißer kaufen
c) ein gutes elektrisches Netzwerk finden.
- Vergessen Sie auch nicht, dass der SSSI 13 55 für das Schweißen besonders belastbarer Metallkonstruktionen entwickelt wurde, die in der Werkstatt montiert werden. Daher ist eine gründliche Vorbereitung der Oberfläche von Stahlbarren für sie obligatorisch. Umweltverschmutzung und Korrosion vertragen keine Feuchtigkeit.
- Es ist nicht notwendig, viel Schweißstrom zu geben. Was für eine Rutilelektrode gut ist, kann nicht für die Hauptelektrode verwendet werden. Das Erzwingen des Prozesses verringert die Qualität der Naht.
Wenn der Strom zu hoch ist, ist es schwierig, das Schweißbad zu kontrollieren, das Verdampfen des Metalls ist intensiv und eine große Menge an Spritzern. Der Verzug nimmt aufgrund hoher thermischer Effekte zu. Beim Schweißen der Decke und beim Durchführen vertikaler Fugen fließt Metall aus dem Bad.
Konzentrieren Sie sich beim Schweißen mit einer 3 mm-Elektrode je nach Position auf die folgenden Modi:
a) niedriger 80-100A
b) vertikal 60-80A
c) Decke 70-90A
Für die Elektroden der Anlage Losinoostrovsky sollte der Strom etwas niedriger als oben angegeben angegeben werden.
P.S UONI 13 55 kann vor dem Kauf eines Wechselrichters zum Laden mitgenommen werden.
Es ist notwendig, die Elektrode zu brennen, ohne den Lichtbogen vollständig zu zerreißen, indem der Wechselrichter an ein Verlängerungskabel mit 30 m Länge von 1,5 m 2 angeschlossen wird. Wenn der Lichtbogen nicht ausgeht und die Elektrode nicht am Metall haftet, ist der Schweißer von hoher Qualität.
Brennen Sie mehr Hauptelektroden und mit der Zeit wird alles rauskommen!

Frage:
Ich bin ein Mann im Schweißen neu, aber neugierig. Ich kann einfach nicht verstehen, warum die SSSI nicht empfohlen wird, in direkter Polarität zu kochen? Im Internet, in den Anleitungen und Video-Tutorials heißt es unverblümt. Vor kurzem bin ich jedoch auf ein Video gestoßen, das eindeutig zeigte, dass es beim Schweißen des UONII 13/55 keine Unterschiede zwischen der direkten und der umgekehrten Polarität gibt. Die Qualität der Nähte ist im ersten und zweiten Fall gleich, sowohl bei der Sichtprüfung unbehandelter Nähte als auch nach der Reinigung mit einem Schleifer mit einem "haarigen" Kreis. Irgendwie glaube ich nicht all diesen Autoren. Und die Frage ist in der Tat die folgende:
Erklären Sie die Physik des Prozesses bitte als Begründung für die Unmöglichkeit des Kochens mit den UONI-Elektroden auf der direkten Polarität.
Antwort:
Tatsächlich wurde der Ausdruck "Schweißen mit Elektroden UONI 13/55 mit einem Gleichstrom mit umgekehrter Polarität" nicht von Amateuren erfunden, um etwas im Internet zu tun. Dies ist eine Empfehlung von Herstellern, die Sie auf den entsprechenden Websites finden oder beim Kauf auf der Verpackung lesen können.
Was passiert mit dem SSSI beim Schweißen auf direkte Polarität?
Ausgangsbedingungen: Elektroden werden kalziniert, alles ist so, wie es sein soll.
Ergebnis: Der Bogen geht auf den ersten Blick grundlos aus. Leuchtet nur auf, wenn Sie die noch nicht ausgehärtete Schlacke berühren. Es ist unmöglich, es anders zu beleuchten.
Die Elektrode haftet und die Flussmittelschicht schmilzt schwer. Der Lichtbogen wird dadurch gelöscht, dass der Elektrodenstab in einer nicht geschmolzenen Beschichtung um einige Millimeter herausbrennt.
Das heißt, es ist nicht genug Temperatur, um die Beschichtung zu schmelzen, der Schutz des Schweißbades ist nicht vorhanden.
Beim Schweißen mit umgekehrter Polarität ist alles anders.
Die Physik des Prozesses wird Ihnen von den Prozessingenieuren der Elektrodenindustrie de jure vielleicht ausführlich erklärt. Hier werden wir unsere Sicht auf den Prozess aus Sicht der Theorie kurz vorstellen.
Um zu verstehen, was UONI am Kochen mit geraden Polaritäten hindert, müssen Sie wissen, wie es wirkt.
Bei Einhaltung der vom Hersteller empfohlenen umgekehrten Polarität erhalten wir ein Pluszeichen und ein Minuszeichen auf dem Produkt. Die Besonderheit physikalischer Prozesse ist jedoch gerade die Tatsache, dass sich beim Schweißen auf der entgegengesetzten Polarität ein Anodenfleck auf der Elektrode und ein Kathodenfleck auf dem Produkt bilden. Dementsprechend wird der Elektronenstrom von der Kathode zur Anode geleitet und mehr Elektrode wird erhitzt. Für den normalen Schweißprozess ist eine Temperatur ausreichend. Was unter normalen Bedingungen nicht beim Schweißen mit gerader Polarität zu beachten ist.
Die Verwendung von Universalelektroden vermeidet dieses Problem.
Uoni-Elektroden werden für sehr wichtige Verbindungen verwendet. Sie eignen sich zum Schweißen von Kohlenstoff- und niedriglegierten Stählen, belasteten Konstruktionen, Druckbehältern, dicken Blechwerkstoffen, dynamisch beanspruchten Teilen und niedrigen Temperaturen. Die Naht muss erhöhte Anforderungen an Duktilität und Zähigkeit erfüllen.
Besonderheiten
Die Produkte werden gemäß den Anforderungen von GOST 9466-75 aus Stahlstäben mit der Hauptbeschichtung hergestellt (die chemische Zusammensetzung umfasst verschiedene Elemente, beispielsweise C, Mn, P, S, Si). Der Durchmesser der hergestellten Elektroden reicht von 2 bis 6 mm und die Länge von 300 bis 450 mm. Sie zeichnen sich durch leichte Zündung, stabile Lichtbogenverbrennung und minimale Metallspritzer aus.
Die häufigsten Produkte
- gekennzeichnet mit 13/45 - verwendet für Stahlgussteile und Schmiedeteile, die Nähte haben eine annehmbare Schlagfestigkeit und Dehnbarkeit, die Zusammensetzung besteht aus Nickel und Molybdän.
- mit Markierung 13/55 - dienen für T-Verbindungen und Stoßverbindungen, Arbeiten mit Karbon und niedriglegierte StähleDa die Beschichtung Mangan, Silizium, Kohlenstoff und Schwefel enthält, zeichnen sie sich durch eine hohe Bildungsgeschwindigkeit der Schweißnaht und ihre Beständigkeit gegen Rissbildung während der Kristallisation aus.
Anwendung
Elektroden werden für manuelle Zwecke verwendet lichtbogenschweißen auf gleichstrom umgekehrte Polarität. Arbeiten Sie in allen räumlichen Positionen, es ist jedoch nicht möglich, von oben nach unten zu leiten. Um eine qualitativ hochwertige Naht zu erhalten, muss die Metalloberfläche gereinigt werden. Das Schweißen erfolgt in einem kurzen Bogen. Die entstandene Naht lässt sich leicht von Schlacke reinigen.
In unserem Online-Shop können Sie Uoni-Elektroden in einer Verpackung von 1 bis 6 kg bestellen. Produktkarten enthalten technische Spezifikationen, Preis und detaillierte Beschreibungen Produkte für eine einfachere Auswahl.




