Как да се научите как да готвите дъгова заварка. Как да се научите да готвите чрез заваряване
Това е малка работилница за ръчно електродъгово заваряване. В статията се опитахме да обърнем внимание на най-често срещаните проблеми и проблеми, с които се сблъсква начинаещият заварчик.
Мислейки за закупуване на заваръчна машина „за дома, за вилата“, много обикновени хора отказват това начинание, тъй като се съмняват, че могат самостоятелно да овладеят мъдростта на електродъгово заваряване. Всеки знае, че висококвалифицираните заварчици са създатели, отделна каста на занаятчии. В същото време, в преобладаващата част от случаите, вътрешното строително приложение на заваряването не изисква специално качество на заваряване, а заварените съединения всъщност просто заместват сгъваеми болтове / винтови съединения. В този случай, разбира се, начинаещият майстор не бива да се занимава със заваряване, например водопровод или натоварена припокриваща ферма, защото последствията могат да бъдат много неприятни.
Най-добрият начин да се научите как да готвите е да се запишете в подходящите курсове. Също така е полезно само за известно време да работите с опитен майстор, за да наблюдавате ясно действията му, да го измъчвате с въпроси и да научите основните техники. Но дори и това да не е необходимо, основната теоретична подготовка може да е достатъчна, за да излезеш навън и да започнеш да се учиш. Особено, ако изберете източник на заваръчен ток, дадохте предпочитание на инверторите, които в момента са най-практични и прощават на начинаещия много. Вече обсъдихме избора на заваръчна техника в статията „Как да изберем заваръчен инвертор. Професионални съвети. След това ще говорим за най-често срещания вид заваряване - ръчна електрическа дъга (MMA), предназначена за свързване на части от въглерод стоманена конструкция използване на електроди с частично покритие.

Подготовка за заваряване
Какво трябва да бъде завършено
екипировка
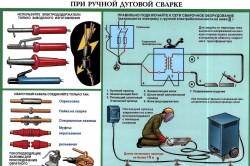
Заваряването е доста вреден процес за човека, така че капитанът трябва да се грижи за своята защита. Трябва да започнете с дрехи. Предлагат се огнеупорни костюми за заварчици, както и различни пелерини, престилки и др. Ръцете са защитени отделно, за тези цели са необходими специални клинове, ръкавици или ръкавици. Не забравяйте за обувките, които трябва да бъдат високи, за да покрият панталоните, и устойчиви на топлина, за да издържат проникването на горещи искри. Най-важното е защитата на зрението. За тази цел са разработени така наречените светлинни филтри, които, монтирани върху маската, са в състояние да предпазят очите от вредното лъчение, но позволяват ясен изглед на заваръчния басейн. Те имат номера и са разделени от сянка. Засенчването на светлинните филтри се избира в съответствие с работните условия (интензивност на дъгата). Много майстори много обичат хамелеонните светлинни филтърни маски. Някои от оборудването, обикновено маска или ръкавици, производителите на устройството могат да включват в пакета, но не винаги тези устройства с нормално качество.

Високоволтови проводници
В допълнение към самата заваръчна машина (източник на заваръчен ток) е необходимо да има проводници за прехвърляне на захранване към държача на електрода и земната скоба (заземяване). Това са специални медни проводници с голямо напречно сечение, проектирани за специфична сила на тока - колкото по-голям е токът, толкова по-голям е проводникът и колкото по-висок е токът, който се изчислява. Най- условия на животкъдето се използват инвертори с относително ниска мощност, проводници, проектирани за ток до 200 А, с дължина 2,5-4 метра, са доста подходящи. По правило тези кабели са свързани, но понякога те трябва да се купуват отделно.

Калъф за носене
За да свържете инвертора към мрежата (в допълнение към надежден заземен изход за 25 A, захранван от висококачествена машина) почти винаги е необходимо носене. Напречното сечение на всеки проводник не трябва да бъде по-малко от 2,5 mm2. Дължината му може да достигне до петдесет метра, но колкото по-кратък е, толкова по-точен ще бъде токът на изхода. Във всеки случай удължаването трябва да бъде напълно разгънато от макарата, така че да не се прегрява.
Спомагателен инструмент
При заваръчни работи ъглошлайфът (“български”) винаги е удобен, по-добре “голям” и “малък”. Като инструментална екипировка, трябва да се запасите с абразивни дискове за рязане и шлайфане. За почистване на части се нуждае от метална четка. За да премахнете шлаката ще се нуждаете от чук. За сигурно фиксиране на заварените части е много удобно да се използват метални скоби, поради топлинните опасности пластмасата няма да работи. Нека незабавно да споменем скелето, което директно бие всяка стълба. Те са необходими, за да контролират напълно процеса на заваряване и ще служат като работно място, ако готвите частите на масата.

електроди
Класификацията на електродите за заваряване на ММА е много обширна. Повечето от задачите, които можем да разрешим с помощта на такива популярни марки като ANO, OZS, MP, са подходящи за заваряване с инвертор с постоянен ток. Що се отнася до диаметъра на пръчката, нашият размер е „две“ и, по-рядко, „тройка“. Трябва да се разбере едно златно правило: диаметърът на електрода се избира от дебелината на метала на частите, които трябва да бъдат заварени, и вече се избира от диаметъра на електрода. заваръчен ток, Това е основният, основен критерий, въпреки че химичният състав на метала, формата на ръбовете, типът на свързване на частите, положението на заваръчния шев в пространството също са взети под внимание.

Приблизително, за метал с дебелина от 1,5 до 3 мм, трябва да вземете електрод с диаметър 2-2,5 мм. Трима души сварят метал с дебелина до 5 mm - и това ще бъде нашият лимит, по-масивните части ще бъдат извън нашия контрол, тъй като електродът просто няма да нагрява метала на частите. Вътрешнофирмената мрежа няма да изтегля електроди от 4 мм (силата на тока е близо до 200 А, а натоварването достига 5 kW - машината ще се изключи), а възможностите й рядко са необходими. За това как да изложите тока, прочетете по-долу.
Как да подготвим детайлите
Обработка на заварка
Зоната на свързване на две части, където ще се формира заварен шев, трябва да се почистват от мръсотия и влага, също така от ръбовете е необходимо да се премахне ръждата с помощта на метална четка, остатъци от бои и лакове (метал се накланя до блясък няколко сантиметра от фугата). Ако дебелината на частите надвишава 3 мм, тогава се препоръчва да се скосят от ръбовете, което позволява да се постигне добро готвене на металната решетка.
Ориентиране на части
Най-лесно е да се извърши ръчно електродъгово заваряване, ако заваръчният шев е разположен върху хоризонтална повърхност (заваряване “в долно положение”). С този метод е най-удобно да се извършва контрол на заваръчната вана. Гравитацията действа върху стопилката отгоре надолу, без да я измества, помага на метала за пълнене на електрода да се прехвърли към шева, създаден от потребителя. Ето защо, ако има възможност, по-добре е за начинаещия да се готви на масата, а само след това да се съберат уголемените части “на място”.

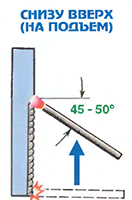
Вертикалното положение е по-сложно, но често се случва, при този метод на ориентация е необходимо да се готви вертикално или хоризонтално на вертикална равнина. В първия случай, шевът най-често води отдолу нагоре, но за тънък метал е по-добре да се движи отгоре надолу - по този начин става по-малко нагряван и по-малко вероятно да гори. Характеристика на втория вид заваряване (хоризонтално на вертикална повърхност) е, че заваръчната вана е „изтеглена“ перпендикулярно на силата на гравитацията, така че металът да не изтича, количеството стопилка (размер на заваръчната вана) трябва да бъде минимално, дъгата може да се поддържа възможно най-къса.

По очевидни причини, заваряването на тавана е най-трудното и неефективно, за непрофесионалистите е по-добре да не го вземате.
Трябва също да се отбележи, че когато заваръчните части могат да бъдат разположени един спрямо друг по различни начини. От това има няколко вида заваряване: от край до край, припокриване, ъглово, tavrovaya. Заваряването чрез затваряне се извършва с "почти прав" електрод, а в другите три вида електродът се накланя, тъй като е необходимо да се сварят две части, разположени във взаимно перпендикулярни равнини. Има проблем: например, ако ъгловата връзка на частите е поставена на масата по обичайния начин, то в разрез ще видим буквата L, т.е. поради гравитацията, долният край ще попадне в зоната на заваръчния басейн. Ето защо има смисъл да се поставят частите "в лодката" (раздел във формата на V), след което и двата края да бъдат добре заварени.
Каква е текущата настройка
Вече споменахме, че заваръчният ток се избира в зависимост от дебелината на електрода. Първо трябва да имате предвид, че само долната граница на тока е технически ограничена. Например, използвайки две, за да получите добър шев, трябва да настроите токовия превключвател на 70-80 или повече ампера (колкото по-високо, толкова по-бързо ще изгори електродът). За трите, ток от 100 до 140 А е подходящ, четири - 160 А. Първо опитайте тока малко по-високо от минимума и ако е необходимо, повишете неговата стойност. Има добър начин да разберете дали сте избрали правилно режима на захранване: звукът на заваряване трябва да прилича на пукане, а не на бълбукане или бръмчене.

Как да поляризираме държача на електрода и масата
Инверторът работи с постоянен ток, така че ви позволява да свързвате високоволтови проводници в две позиции: можете да приложите “плюс” или “минус” към електрода или земята. Ако електродът е плюс (обратна полярност), тогава той се загрява по-силно, а ако минус (директна полярност) - тогава частта. Обратната полярност се използва по-често, това е типично за традиционното заваряване. Директната полярност се използва за високоскоростно заваряване на метални листове със специални електроди.
Работа със заваръчна дъга
След приключване на цялата подготвителна работа, можете да започнете обучение. Останете колкото е възможно по-удобно, седнете по-добре, наклонете се на масата, дръжте щипката за електрод с две ръце. След това разглеждаме основните движения и техники на най-простия начин - заваряване в долно положение, заварени части, електрод 2, ламарина (или плочи), прави ръбове без фаски, еднослоен прав шев. Елементите ще отидат приблизително по ред на работа, но някои действия се извършват едновременно. Всеки елемент не означава непременно действие, но е важно да се обърне внимание на това.
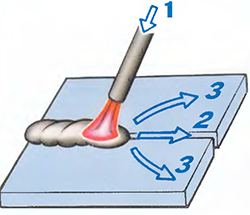
1. Запалване За да се появи дъга (осветена), трябва да се извърши поразително движение на електрода от частта, сякаш с мач. Необходимо е да се удари по посока на шева, така че детайла не се развали. Самият електрод трябва да бъде леко наклонен спрямо вертикалата (приблизително 30 градуса).

2. Управление на дъгата, формирането на заваръчната вана. Щом дъгата се счупи, ние я довеждаме до началото на шева и изчакваме металът да се стопи. Първо, под електрода се появява червено петно за 2-3 секунди, което изгаря поток. Тогава можете да видите появата на жълто-оранжево петно, което може да се види вълни - то разтопи метал.
3. Положението на електрода по време на формирането на заваръчната вана. Електродът е разположен почти вертикално, леко наклонен в посока на шева (25-40 градуса). Между електрода и частите, които трябва да се поддържа на разстояние от около 3 милиметра, обикновено за тази цел, металът на заварените заготовки се нанася върху мазилката.

4. Формиране на шевове, управление на заваръчна баня. Значение на външния вид на заваръчната вана е появата на оранжево петно с трепереща повърхност. От началото на запалването на дъгата ваната (разтопен метал) се появява за 2-3 секунди и трябва да преместим електрода на една до две милиметра по посока на нашата заварка. След това отново изчакваме появата на оранжевото петно, сега ще отнеме по-малко от секунда. Така постепенно, милиметър по милиметър, и се движете.
5. Позиция, вид на движението на електрода по време на формирането на шева.
Първо трябва винаги да поддържате правилния наклон. Ако електродът се наклони прекалено много, дъгата ще избута заваръчната вана обратно със своя поток, което ще направи шва висок, което ще затрудни метала да се затопли. По-вертикален електрод натиска дъгата върху банята, като я разпръсква. По този начин, наклона на електрода може да се манипулира от височината на шва, толкова по-правилно е шевът, който е изравнен на височина с заварените повърхности. Обаче трябва да се отбележи, че с по същество наклонен електрод е по-лесно визуално да се следи състоянието на заваръчната вана.

Второ, не забравяйте да издържите дупката на дъгата. Факт е, че електродът се консумира и трябва постоянно да се понижава, както се казва: „потопи се” в заваръчната вана. Ако електродът не се доближи колкото е възможно по-близо, няма да има метал, който да образува заварка, а голяма междина ще направи дъгата нестабилна. Свръхотговорът на частите с електрода ще доведе до късо съединение и защита на инвертора. Вземете височината на референтната точка, когато с наклонения електрод докоснете частите само с електродно покритие.
Трето, типът на движението на електрода е по-добър за начинаещия, за да избере права линия, в екстремния случай - с малки кръгови (около банята) и в същото време транслационни движения. Ние формираме така наречените "скали", които се припокриват около половината. Най-добрият шев - с малък люспест. Между другото, всички там зигзаги и осмици ще бъдат овладени по-късно, те са необходими за работа с дебел метал.

Четвърто, скоростта на движение. Неспазването на този параметър често причинява основни заваръчни дефекти - липса на проникване или изгаряне. Не могат да се дават цифрови решения. Гледайте състоянието (цвета) на зоната под електрода, движете се гладко, не прекалявайте. Спрете и вижте готовите части на шва. Колкото по-тънък е електродът, толкова по-малко се загрява металът и колкото по-бавно води. Очевидно е, че в гранични ситуации (когато частите могат да бъдат заварени с тройка и двойка) е по-добре за начинаещите да използват повече тънък електрод и по-бавното му послание. С подобряването на уменията - увеличете тока и използвайте по-дебел електрод.
6. Контролът на заваръчната вана се извършва визуално. Виж банята и шева зад себе си, а не самата дъга. Разгледайте шева си така, че да е със същата дебелина и ширина (оптималната ширина е от 0,8 до 1,5 от диаметъра на електрода) с минимални дефекти (ГОСТ 30242-97). В домашни условия, много дефекти на заваряване се елиминират без никакви проблеми чрез допълнително подвариване, но само след охлаждане на шева и почистване от шлака. За начинаещите, може би, все още е по-добре да се работи със значително наклонен електрод, за да се види по-добре заваръчната вана. Имайте предвид, че първо не трябва да се опитвате да заварите шва с една дъга, да спрете и да вземете предвид геометрията (напречното сечение) на получения шев: скала / туберкула - добра; топка върху крака - малка сила на тока; изгаряне и кратери - висок ток, бавен електроден ход по дадена траектория.
7. Как да завършите заваряването. В края на шева, не отстранявайте електрода веднага, а направете малък кръг на мястото си, отлагайки метал, в противен случай кратерът ще остане в точката на разделяне на дъгата. Издърпайте леко електрода с удар. След заваряване шлаката, когато се охлади и почерне, се отстранява с чук и твърда четка от шева. При правилно заваряване, той се отваря с големи люспи и няма шлакови включвания в заваръчния метал.

Тази статия, разбира се, не може да претендира, че е изчерпателно ръководство, но се опитахме да отговорим на някои често задавани въпроси от нови заварчици. Също така бих искал да кажа, че преди започване на обучението, внимателно прочетете препоръките на производителя на Вашата заваръчна машина и електроди, както и внимателно прочетете правилата за безопасност по време на заваряване. И всичко ще свърши работа за вас.
Антон Турищев, rmfy
Много често в ежедневието има нужда да се прилага заваряване, особено в частна къща. Ако има много работа, тогава можете да използвате услугите на един заварчик, но ако това е чифт малки продукти, тогава е по-добре да прибягвате до използване на инверторна заваръчна машина.
Защо инвертор? В действителност, това е един от най-простите, достъпни и удобни видове заваряване. Заваряване с инвертор за начинаещи да се рови в темата на заварени съединения, ще помогне да се разглобяват основите, харчат малко пари, без пълнеж много подутини.
Предимства на инверторното заваряване
За да направим това по-лесно, нека разгледаме предимствата на този вид заваряване:
- достъпност (това е почти домакински уред, всеки магазин за заваръчна техника осигурява богат избор от инвертори);
- ниска цена (някои заварки са по-евтини, отколкото плащате за услугите на заварчик);
- ниско тегло, подвижност (теглилки 3 - 10 kg и могат лесно да се прехвърлят от място на място);
- гъвкавост (с такъв апарат, практически всеки метал може да бъде заварен);
- ефективност (ефективност на инвертора от около 90%, което означава, че сметките за електричество няма да бъдат огромни);
- изисквания за ниско напрежение (3 мм електрод може да се използва за заваряване при ниски токове при 180-170 V в мрежата)
- лекота на обучение (след като прочетете този материал, вие вече ще имате достатъчно знания, за да започнете сами да заварявате).
Преди да разберете как да започнете да готвите инверторно заваряване, трябва да направите предварителна подготовка. Той се състои от редица изисквания за безопасност и това са правилно подредени дрехи. на работното място, лични предпазни средства и т.н.
От друга страна, това е използването на подходящи електроди, както и правилното. Без тези познания получаването на гладък, висококачествен шев е доста трудно, но още по-трудно да се гарантира сигурността.
средства за защита
Започваме с това как да се научим как да се готви безопасно или как да се предпазим по време на заваряването на метал с инвертор. Ще ни трябва:
- Ръкавици от дебела тъкан (не гума).
- Заваръчна маска. За всеки заваръчен ток трябва да има филтър върху маската, в противен случай ще хванете „зайчетата“ или волята. Можете също да си купите - това е специална маска за заварчика, която независимо се настройва към интензивността на дъгата. За хамелеона има едно наблюдение - при ниски температури скоростта на реакцията намалява.
- Дрехи, които не се запалват от искри. Изискванията за панталони, топ и обувки са универсални - те трябва да издържат на удари и да не изгарят.

Подготовка на работното място
Следващата стъпка е да създадете удобна работна платформа, за да научите как да готвите. заваръчен инвертор, Опитните заварчици предпочитат да използват специална заварена маса, всяка метална маса е подходяща за начинаещи, за удобно подреждане и при необходимост за заваряване на частите.
Разбира се, трябва да се осигури достатъчно осветление. Тъй като по време на работа с инвертора могат да възникнат искри и големи оксиди, масата и пространството около нея трябва да бъдат изчистени от горими и запалими течности и материали. Заварчикът трябва да стои на повърхност, която предпазва от възможен електрически удар, като например дървени подови настилки.
Как да изберем електрод
За да вземете електрода при заваряване с инвертор за начинаещи, трябва да знаем: вида на метала и неговата дебелина. По-опитни заварчици отчитат позицията за заваряване, дълбочината на проникване и други нюанси, но ще ни трябват само две точки. За всеки тип метал има вид електрод, който се произвежда за специфичен метален състав.
Неръждаема сплав, чугун или обикновена стомана не може да бъде приготвена с една марка. Дебелината на електрода се избира въз основа на дебелината на метала и желаната дълбочина на проникване. За начинаещи, препоръчваме да се вземат стоманени части и да се готвят с електроди, например ОК-46 или UONII 13/55, с диаметър 3-4 мм.

Електроди на UONII
Схема на свързване на инвертора, полярност
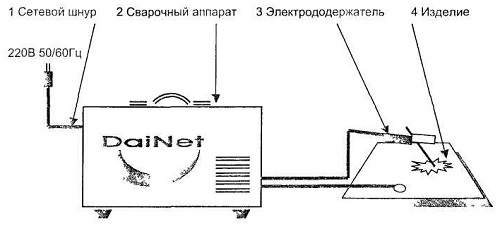
Общата схема изглежда така: заваръчен инверторен контакт, заземен кабел и кабел с електрод. Тук ние се интересуваме повече от свързването на проводниците на заваръчния инвертор. От устройството идват два кабела: първият е маса, има щипка или щипка на края, вторият кабел е направен под формата на дръжка със скоба за електрод.
Масовият кабел се закрепва директно към заварената част или към заваръчната маса в контакт с продукта. В жицата с щипка вмъкнете електрода.
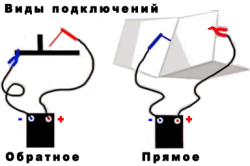
Има два варианта на свързване: директна полярност (маса +, ръка -) и обратна полярност (маса - ръка +). С директна полярност, количеството топлина, което действа върху метала намалява, синтезът се оказва по-дълбок. Директното свързване на заваръчния инвертор ви позволява да заварявате дебел метал.
Обратната полярност при заваряване с инвертор концентрира топлината върху продукта и ви позволява да поставите по-широк шев, но с по-малко проникване. С тази връзка сварете тънкия метал, който лесно се изгаря.
Свързване на заваръчния инвертор към мрежата
Подготовка на метал
Заваряемите части трябва да бъдат внимателно подготвени. За да направите това, ръбовете се почистват със специална четка, премахвайки оксидния слой. След грубо почистване се извършва допълнително обезмасляване със специални средства.
Правилно поставете заварените части. В зависимост от положението им, те различават не само видовете връзки, но и модела на движение на електрода, напрежение, директен или обратен наклон. Разграничават се следните съединения:
- челни съединения;
- ъгъл;
- т-бар;
- механично;
- снаждания.
При това предварително обучение е завършено. Въпросът за силата на тока остава нерешен. За начало си струва да изберете този параметър, според стойностите, определени от производителя на електрода. Те могат да бъдат намерени на кутията. Не трябва да задавате по-висока стойност, максималната, в противен случай металът ще изгори, но също така можете да изрежете метала по този начин. Ако токът е зададен твърде ниско, дъгата няма да се запали и електродът ще започне да се придържа.
Заваряването може не само да свързва, но и да изрязва части. След като научихте как да използвате инвертор за заваряване, можете да го разберете - “Как да режете метал?” Достатъчно е да увеличите силата на тока и да отрежете арматурата или ъглите. Също така трябва да се отбележи, че няма съмнение за това каква степен на намаляване.

Избор на сила на тока при заваряване с електрод
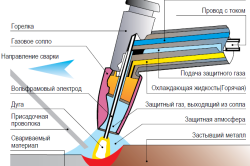
Как да работите със заваръчен инвертор
Инверторното заваряване за начинаещи се случва, когато дъгата, образувана между метала и електрода, започва да стопява електродната сърцевина, както и част от метала. В получената баня металите се смесват и образуват шев. Предпазва се от окисление и пръскане на разтопения метал във ваната, помага на слой от специално покритие, нанесен върху електрода.
Запалване с дъга
За целта използвайте един от следните два начина:
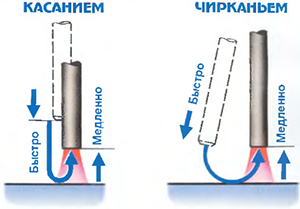
- на надраскване;
- подслушване.
Удряйки (като мач) с електрод, до мястото на началото на заваряването ние провокираме изстрелването на дъга. Ако точно, тогава ние докосваме металния електрод, след това го докосваме до повърхността и внимателно повдигаме електрода за определено разстояние. В този случай, ако не възникне запалване, части от разтопения електрод могат да останат върху метала. Затова е необходимо да се удари директно в кръстопът или близо до него.
Почти същия запален електрод чрез потупване. Разликата е, че не я провеждаме на повърхността на метала, а просто докосваме ръба заваръчен кабелначалото на заварката и отстраняване на електрода.
Методи за запалване на дъгата
Как да се движи електродът по време на заваряване
Всички описани по-рано процеси не представляват затруднения за начинаещи, но сега преминаваме към по-сложни задачи. Първата трудност, с която се сблъсква начинаещ заварчик, е движението на електрода, за да се образува равномерен шев.
Ако сте запалили дъгата, а след това просто доведете електрода направо по протежение на кръстовището, тогава вероятността да получите добро проникване и равномерният шев е минимална. Изключенията са тънки метализа които се използва този метод на заваряване.
Трите стълба, които държат красивия шев, са:
- ъгълът на електрода;
- схема на надлъжни и напречни движения;
- скоростта на електрода.
Как да се научим как точно да заваряваме метал
Да започнем с ред, с ъгъл на наклона. Оптимално, за заваряване напред и назад, е ъгълът от 30 до 40 градуса. За труднодостъпни места можете да използвате работата под прав ъгъл (90 градуса).
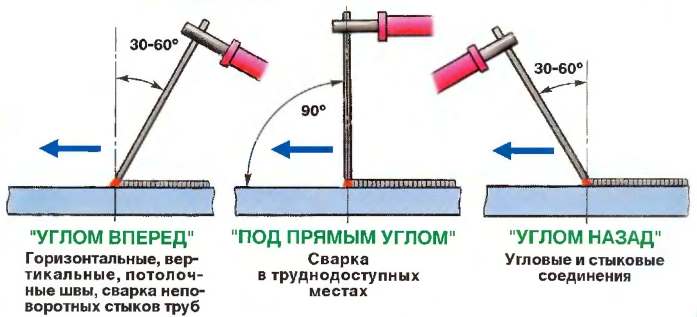
Ъгълът на електрода по време на заваряване
Както вече казахме, шевът не се поставя чрез линейно движение, а чрез комбинирани надлъжни и напречни движения. Има специални модели, с които можете да тренирате, за да движите електрода. Можете да започнете с обикновени клонки от двете страни, а след това да практикувате по-сложни и ъглови модели. Всеки заварчик самостоятелно избира за себе си удобна схема. Можете да тренирате ръката си у дома и без заваряване, като рисувате диаграми на хартия.
Методи за заваръчни шевове
Скоростта е частично обучена при изготвяне на диаграми. Всяка линия трябва да бъде ясно изведена, така че всички движения да се извършват плавно и умерено. С течение на времето, гледайки на състоянието на банята, ще можете да регулирате скоростта си.
Колкото по-бързо се движи електродът, толкова по-малко е проникването. Ако я караш бавно, металът може да се прегрее и да го изгори.
Контрол на дъгата
Не на последно място, точката е разстоянието от електрода до металната или дъгова междина. Малкият отвор до 2 mm води до образуване на къса дъга. Не може да се затопли достатъчно достатъчно, затова проникването е плитко и част от разтопения електрод силно излиза над повърхността.
Голяма разлика от повече от 3 милиметра води до това, че дъгата е много голяма. Голямата дъга е нестабилна, непрекъснато променя посоката на топене. Също така, на такова голямо разстояние, топилната баня не е напълно покрита със защитен слой, което означава, че спреят се увеличава.
За да се готви добре с инвертор, се нуждаете от правилно избрана междина. Оптималната дупка за дъгата за начинаещия заварчик е 2-3 мм. При такова разстояние дъгата нагрява метала достатъчно, за да се получи дълбоко и широко проникване, плюс защитен слой, който напълно работи.
В зависимост от модела на инвертора и наличието в него на различни функции, които улесняват заваряването, понякога не е необходимо да се поддържа разстоянието между електрода и метала. Това ще бъде достатъчно, за да доведе електрода по металната повърхност.
Полезно допълнение към горното ще бъде гледането на следния видеоклип:
- Не пренебрегвайте защитните средства, особено защитата на очите. Дори погледът на заваряването може да причини изгаряния на ретината, а по-продължителното действие неизбежно ще доведе до влошаване или дори до загуба на зрението.
- Когато за първи път се опитате да заварите различни връзки, ще получите много грешки. Преди да започнете да приключвате работата, препоръчваме няколко дни обучение на различни видове съединения.
- Започнете работа със заваряване, може би дори дете, но дори и надеждни заварена връзка - Резултат от обучение и внимателен подход към бизнеса.
- Не забравяйте да биете шлаката след заваряване, в противен случай стимулирате корозионните процеси.
- Не сте сигурни защо електродите се залепват? Обърнете внимание на текущите настройки, както и на сухотата на електродите.
- Електродите за инвертора трябва да се наранят в сухо помещение. Суровите електроди могат да бъдат изсушени във фурната.
- Проверете положението на проводника преди включване / изключване, в противен случай може да възникне късо съединение.
- Инструкцията за употреба на заваръчния инвертор съдържа информация за работния цикъл. Това е оптималната продължителност на непрекъснатата работа на механизма, след което работният апарат ще започне да се прегрява. Работният цикъл трябва да се редува периодично.
Надяваме се, че този материал е отговорил изцяло на вашите въпроси и можете лесно да свържете заваръчен инвертор. С помощта на това ръководство постепенно ще започнете да усъвършенствате уменията си, лесно можете да заварявате метал с инвертор.
След малко тренировка, можете самостоятелно да замените оградата, да заварите арката под гроздето и редица други заварени работи.
Преди да се опитате да се научите да готвите, трябва да се запознаете с инверторните компоненти, както и да посетите няколко практически занятия (можете да видите как да готвите видеото чрез заваряване). Заваръчният инвертор се състои от следните части:
честотен конвертор; система за контрол; силов филтър и изправител; високочестотен трансформатор; токоизправител.
По правило размерите на заваръчния инвертор са малки, което ви позволява да го носите дори на рамото през целия работен ден.
Как да се научите как да готвите чрез инверторно заваряване, всеки може да се научи. За целта трябва да използвате заваръчни електроди, които са от три основни вида:
- високолегирани;
- въглерод;
- легирани.
Чрез правилното използване можете да получите достатъчно качествен шев. Честотата на заваряване с инверторен тип не трябва да надвишава 60-85 kHz.
Заваръчният инвертор е много икономичен, което е много голям плюс за устройството. Както размерът на оборудването, така и неговата ефективност се определят от европейските стандарти, които създават сравнително строга рамка за потребление на енергия.
За да знаете как да готвите чрез заваряване (видео), трябва поне да приемете каква допълнителна екипировка може да ви е необходима: (трябва да изберете удобна маска, която да ви пасне удобно на главата), държачи, предпазни ръкавици и костюм.

Коя заваръчна машина да избере за заваряване?
За да готвите чрез инверторно заваряване, първо трябва да изберете самата машина за заваряване. Има много различни модели на заваръчни машини на съвременния пазар, както и много видео материали в раздела за работа с видео заваряване.
За да изберете най-подходящата единица, трябва да се запознаете с характеристиките на всеки модел. На първо място, при избора на инвертор се обръща внимание на обхвата на регулиране на заваръчния ток. Например, за заваръчни работи в страната, устройството ще върви перфектно с индикатор в рамките на 160-200 А.
Начинът на заваряване на “видео на инвертори” чрез заваряване вероятно също съдържа информация за такъв индикатор като PV - продължителността на изключване на инвертора. Този индикатор винаги е посочен в технически спецификации заваръчна машина (%). Например, ако PV е 40%, тогава работното време ще бъде съответно 60%.
Възможно е и повечето, точно преди да направите заваряването със собствените си ръце, трябва да научите много информация.
волтаж празен и консумация на енергия - два показателя, които също играят важна роля в избора. Напрежението трябва да бъде 50-90 А, а консумацията на енергия не трябва да надвишава 16-25 А.
Също така разделът “Как да работим със заваряване на видео” съдържа информация за прахоустойчивите свойства на корпуса на устройството.

Избор на електрод за заваръчен инвертор
Материалът “как да се готви видео чрез заваряване” задължително съдържа и информация за електроди, които трябва да бъдат закупени за работа с инверторен тип заваряване.
Изборът на електроди зависи главно от това какви материали ще се обработват (стомани с ниско, средно въглеродно съдържание, нисколегирана, неръждаема). Например, за напластяване и работа със специални стомани се използват високолегирани електроди, за заваряване на легирани стомани се използват легирани електроди.
Изборът на електроди зависи и от вида на работата. Например в страната, където заваряването се извършва предимно без критични натоварвания, можете да използвате електроди от клас MP-3 или ANO. Ако се извършват по-трудни заваръчни работи, е по-добре да се използват електроди от клас OUNI. Освен това е необходимо също да се разгледат диаметърът и марката на електродите.
Основи на заваряване за начинаещи
Преди да започнете да заварявате важните части, трябва да се опитате да заварите нещо ненужно. Дори ако заварчикът няма никакъв опит за такива продукти, той ще може сам да разбере как да се научи как да готви чрез заваряване.
Необходимо е да се запълни електродът в специален държач, да се закрепят скобите на заварената част.
Електродът трябва да бъде поставен под ъгъл от 65 ° към продукта и при заваряване, винаги се опитвайте да поддържате малко разстояние между електрода и частта. След полагане на шева върху него се препоръчва да се чука с чук, така че цялата шлака да се разпадне напълно
Как се заварява чрез заваряване видео съдържа информация, където има три основни вида шевове:
- вертикално;
- хоризонтална;
- таван.

За успешна работа трябва да спазвате няколко правила:
- трябва да се научите как да задържате правилно заваръчен електрод;
- получавам заваряване дъга по два начина: чрез повдигане или чрез писане;
- получаването на дъгата се придружава от подаването на втория проводник (маса), който се отклонява от инвертора и се прикрепва към заварената част;
- оптимално разстояние от електрода до частта - 2-6 мм;
- ако се води гладко и равномерно по цялата дължина на фугата, канавката, която се образува, когато дъга действа върху метална повърхност, ще бъде запълнена с разтопен метал (как да се готви чрез заваряване видеото съдържа подробен материал).
Заваръчна техника Resanta, както всеки друг, е обект на повреда по силата различни причини, В зависимост от вида на заваръчното устройство, наборът от общи аварии се различава.
Заваръчната работа става по-лесна и по-точна, благодарение на използването на магнитни ъгли, така че този елемент се препоръчва от много специалисти в областта на заваряването. Ако използвате магнитни ъгли за заваряване, ...
Модерните заваръчни машини, инвертори, са малко устройство, достъпно за носене и улесняване на заваряването (в сравнение с предишните трансформатори). Да се научиш да готвиш с инвертор е много по-лесно, отколкото с трансформаторно устройство.Затова заваряването вече не е прерогатив на професионалистите, стана популярна професия, достъпна за овладяване и прилагане на собствен сайт. Помислете как да се научите как да заварявате метала с инвертор.
Устройство и принцип на работа на инверторната заваръчна машина.
Инвертор за заваряване на устройството: как се прави дъгата?
Инверторът е метална кутия с малък размер (до 0,5 метра), с тегло до 10 kg. Основната задача на заваръчната машина е да произведе ток от определени параметри. За целта инверторът преобразува тока от мрежата (AC 220 Volt) към заваряване. Заваръчният ток на повечето домакински уреди е постоянен.
Пряка и обратна токова връзка.
Всеки инвертор има два терминала: катод (обозначен с "-") и анод (означен с "+"). В един терминал се поставя електрод, а вторият се свързва към заваръчния метал. След прилагане на електрически ток се оформя обща електрическа верига. При малко прекъсване на веригата (с разстояние от няколко милиметра) на мястото на прекъсване се получава моментална йонизация на въздуха и възниква заваръчна дъга.
Основната топлина се отделя в дъгата. Температурата му на изгаряне е 5000-7000 ºC. Той е над точката на топене на всички използвани метали. Когато дъгата гори, ръбовете на металите и електрода се стопят и се смесват. Шлаката е по-лек материал, плува на повърхността и предпазва основния метал от окисление и насищане с азот. След втвърдяването се образува заварка.
Полярност на токови и заваръчни параметри - какво е това?

Заваръчният ток може да се движи от катода към анода и обратно, от анода към катода. Това образува различен полярност. Когато токът се движи от катода, той е директна полярност. С обратното движение (от анода) - обратно. Каква е пряката и обратната полярност?
Използването на различни полярности се дължи на факта, че по-високата температура ще бъде на терминала, към който протича електрическият ток. Ако токът е директна полярност, при анода се образува по-висока температура (т.е. на повърхността, която се заварява). Това е най-често срещаният вид заваряване, повечето начинаещи заварчици работят с него. Ако е ток обратна полярностпри катода се образува по-висока температура (към нея е свързан електрод). Това е необходимо, когато се работи с ламарина и тези видове стомана, които не могат да бъдат прегрявани (например високолегирани).
Диаметърът на електрода се избира в зависимост от дебелината на заварените части. Размерът на електрода и силата на електрическия ток са пропорционални един на друг: колкото по-дебел е електродът, толкова по-силен е токът. За приблизителни изчисления се приема, че токът е равен на диаметъра, умножен по 3.5. Тоест, за електрод от 3 mm, силата на тока ще бъде: 3 * 3.5 = 105 A.
Тъй като силата на тока също се влияе от местоположението на шва (хоризонтален, вертикален или таван), материалът за електрода е по-лесно за начинаещия заварчик да използва таблицата за ток на тока за диаметъра на електрода и избора на диаметър в дебелината на елементите, които трябва да бъдат заварени (фиг. 1 и 2 съответно). След това можете да готвите метал с инвертор.
Предимства на инвертора над трансформатора
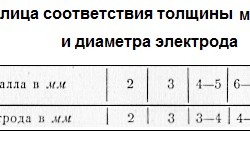
Фигура 1. Таблица на съответствието на дебелината на метала и диаметъра на електрода.
При обучението е по-лесно да се овладее изкуството на заваряване с помощта на инвертор. Заваряването на метал с инвертор е по-лесно, тъй като устройството осигурява постоянен ток заваряване (независимо от колебанията на напрежението в мрежата). В резултат на това дъгата постоянно гори, металът се разпръсква леко. Степента на заваръчния ток се регулира плавно.
Заваръчният инвертор е подходящ за начинаещи поради присъствието си допълнителни функции, Например, в инвертора може да се проектира “горещ старт” (горещ старт), който увеличава заваръчния ток в началото на работата (което улеснява стартирането на дъгата). Друга функция “Силна дъга” (Arc-Force) се активира, когато заварчикът е твърде близо до метала. В този случай инверторът автоматично увеличава тока, ускорява топенето и предотвратява залепването.
В случай на залепване, функцията Анти-прилепване е активирана. Той намалява тока и прави възможно разкъсването на електрода от метала и продължаване на заваряването. Когато инверторът работи, се изразходва относително малко количество електроенергия. Например, за заваряване с електрод с диаметър 3 mm е необходим ток с напрежение 4 kW (което съответства на работата на две електрически кани). Спестяването на електроенергия плаща за относително скъпата цена на инвертора.
Мерки за безопасност при заваряване
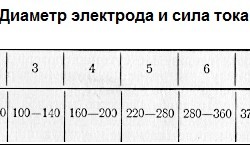
Фигура 2. Диаметър на електрода и ампераж.
Преди започване на работа пространството в радиус от няколко метра се освобождава от дърво и други запалими предмети. Това е важно за начинаещия заварчик. Заваръчният електрод или неговият фрагмент имат висока температура, те могат да подпалят близките дъски, кутии и остатъци от хартия. Облеклото, което покрива цялото тяло (дълги панталони, пуловер с дълги ръкави), със сигурност ще се носи. Това е важно и за начинаещите, тъй като в процеса на пръскане капки метал могат да попаднат на отворената кожа на ръцете или краката. Не забравяйте да носите щит за лице с тъмно стъкло (светлинен филтър). За слънчева светлина, това стъкло е непроницаемо. Изгарянето на дъгата през филтъра ще бъде видимо.
Гледането на дъгата без защитно стъкло е опасно, можете да изгорите очите си. Слаба степен на изгаряне (един или два пъти поглед към дъгата) води до образуването на светли петна пред очите ("заловени зайчета"). С умерена степен на изгаряне, очите болят и сърбят (има усещане за пясък в очите). Тежката степен на изгаряне води до частична или пълна загуба на зрението.
Как да запалим дъгата?
Правила за безопасност при заваряване.
За заваряване на метални повърхности е необходимо да се научите как да стартирате дъга и да я поддържате. Първо трябва да свържете клемите на инвертора. Ще работим с ток на пряка полярност, затова вкарваме електрода в клемния катод (“-”). За по-лесна работа, вземаме електрод с диаметър 3 мм. Заваряването с по-дебел електрод е по-трудно, води до колебания в дължината на дъгата и нестабилно изгаряне и изисква по-голям професионализъм. Задаваме ток от 100 А (за електрод от 3 мм и хоризонтално подреждане на заварените повърхности). Вземаме в ръцете терминалите на дръжката с електрода, включваме инвертора (захранващия ток) и поставяме на защитен екран.
Забранява се заваряване без защитен екран, за да се избегне загуба на зрение.
Чувството за някакво неудобство не си струва здравето на окото. Преди запалване на дъгата, краят на електрода трябва да се почука върху метала, за да се отстрани мазилката от ръба му. Това улеснява запалването. Има и се прилагат два вида запалване:
- А надраскване. Необходимо е електродът да се доближи до повърхността на метала и да се удари в него (действието е подобно на запалването на мач). Така запалва нов електрод.
- Докосването. Електродът се довежда до метала и леко докосва повърхността му, след което веднага се отстранява на разстояние от няколко милиметра. Това е начинът, по който електродът се запалва при прекъсване на заваряването (появява се залепване или заварчикът отстранява пръта от металната повърхност).
Процесът на заваряване: как да се поддържа дъгата?
Важно е да се спазва малко (3-5 мм) разстояние между метала и електрода. Това разстояние се нарича дължина на дъгата. Когато се увеличава, дъгата престава да гори.
Дължината на дъгата е приблизително равна на диаметъра на електрода. Това означава, че за продължително изгаряне и дори заваряване с 3 mm електрод, е необходимо да се поддържа разстояние 3-5 mm от заварените повърхности.
Ако електродът е твърде близо до металната повърхност, възниква късо съединение: електродът се придържа към метала. За да откачите електрода от заварената повърхност, е необходимо да го наклоните в другата посока или да изключите инвертора. Когато електрическото захранване бъде прекъснато, електродът се изключва.
Ъгълът на електрода може да бъде различен. По-добре е начинаещ заварчик да се придържа на около 70º от металната повърхност (т.е. с леко отклонение от вертикалната позиция).
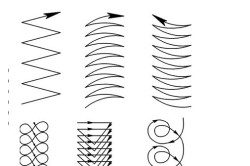
Фигура 3. Траектории на движение на електрода по време на електродъгово заваряване.
За да се готви качествено, е необходимо да се научи визуално (през щита на светлинния филтър) да се оцени размерът на заваръчната вана. Ширината на червеникавия басейн във филтъра трябва да бъде 2 пъти дебелината (диаметъра) на електрода.
Размерът на банята се влияе от размера на движението на електрода. Ако тя се движи твърде бавно, се образуват твърде много стопени метали и широка заварена баня, която предотвратява взаимодействието на дъгата с основата, която се заварява, образувайки липса на проникване. Ако дъгата се движи прекалено бързо, ще има недостатъчно топене на ръбовете и, в резултат, също липса на проникване.
Първи стъпки при заваряване
Първите заваръчни операции си струва да се опитва да изпълнява на всяка ненужна метална повърхност. След запалване на дъгата е необходимо да се води електрода над метала, опитвайки се да се получи равномерна следа от заварка. Когато стане стабилна, за да запали дъгата, можете да започнете да заварявате повърхностите. Те се поставят един до друг, получават дъга и провеждат електрод по линията на свързване. В този случай движенията не трябва да са прави (по протежение на шева), а колебателни (надясно, след това наляво). Типичен чертеж на движението на електрода по време на заваряване е показан на фиг. 3.
След охлаждане външният шлаков слой се събаря с чук и качеството на връзката се оценява визуално. Добрата заварка трябва да бъде с еднаква дебелина, без видими празнини и пукнатини.
След като практикувате в продължение на един или два часа, повечето начинаещи заварчици постоянно успяват да запалят дъга и да го запалят. Могат да се направят обикновени метални фуги. Когато се научите да работите като заваръчен инвертор, ще можете да извършвате самостоятелно различни работи по личен сюжет.
Така че, ако сте нов в заваряването и благодарение на TD Doka, току-що сте закупили отличен инверторен тип заваръчна машина и чудесна маска "хамелеон", след това тази статия е за вас.
Преди да се заемем със заваряването, бих искал да говоря за правилата за безопасност при работа заваръчна техника, Не пренебрегвайте този момент. Силно препоръчваме да проучите ЕМИ (Правила за работа на електрически инсталации) глава 7.6 "Електрически заваръчни инсталации". Уверете се, че от този документ ще получите много полезна информация не само за правилата за безопасност при работа със заваръчна техника, но и за електрическата безопасност на цялата ви къща, лятна вила.
Тогава определено се нуждаят от висококачествени ръкавици за заварчици (гамаши) и облекло от незапалим материал. Много се опитват да готвят в домакински (градински) ръкавици, а понякога дори и в дрехи без ръкави. Повярвайте ми - заваряването на спрей е много болезнено и лекува много дълго време. Също така не забравяйте да затегнете всички бутони и да носите качествени обувки. Особено запомнящи се случаи бяха с летенето на горещ метал и шлака от яката и ботушите с прибрани в тях панталони. Писъци, танци, чудеса на ловкостта на начинаещи заварчици.

 Опитайте се да избягвате използването на дълги носители колкото е възможно повече, тъй като това води до значителни загуби на мощност на заваръчните машини. Ако все още използвате такъв носител, развийте кабела от макарата до края.
Опитайте се да избягвате използването на дълги носители колкото е възможно повече, тъй като това води до значителни загуби на мощност на заваръчните машини. Ако все още използвате такъв носител, развийте кабела от макарата до края.
Електродите трябва да бъдат изсушени, калцинирани, ако е необходимо. Като начинаещ може да е трудно да запалите заваръчна дъга и е много по-трудно да го направите с некалцирани електроди. Режимите (температура и време) на калциниране са посочени върху опаковката на електродите. В нашия магазин има всичко за заваряване, така че ако решите да закупите пещ или кутия за калциниране на електроди, ние ще се радваме да ви помогнем при избора.

Маска "хамелеон" трябва да бъде конфигурирана за определен вид работа и количеството на заваръчния ток. Уверете се, че внимателно прочетете инструкциите за паспорт или маска за заваряване. Не започвайте заваряване, без да сте сигурни, че светлинният филтър работи. Някои забравят да го преведат от позицията на Grind (sweep) - да получат приличен "заек".
 Заваръчният ток трябва да бъде избран в зависимост от типа заваръчна връзка, Не забравяйте, че в долната позиция тя винаги е по-висока с 20-30%, отколкото в тавана и 10-20%, отколкото във вертикалната. Приблизителната сила на тока е показана на кутията с електроди.
Заваръчният ток трябва да бъде избран в зависимост от типа заваръчна връзка, Не забравяйте, че в долната позиция тя винаги е по-висока с 20-30%, отколкото в тавана и 10-20%, отколкото във вертикалната. Приблизителната сила на тока е показана на кутията с електроди.
За начинаещи е препоръчително да започнете да кипвате с MP3-C рутилови електроди.
Не се опитвайте веднага да се готви продукта: резервоар за баня, или поставете ограда и т.н., въпреки факта, че като цяло не е много трудно. Не забравяйте, че основното оръжие на войника за набиране е лопата, а начинаещ заварчик е ъглошлайф, тя е българка. Затова, за да се сведе до минимум използването на основния инструмент в бъдеще, трябва да започнете с налагането (настилка) на тестови ролки, за да „почувствате заваряването”.

Препоръчително е при първите тренировки да се намери дебела метална плоча с достатъчни размери. Повърхността на метала се смила с мелница до метален блясък и се поставя тестовата ролка в долното положение с ъгъл напред без трептене на електрода от ляво на дясно, ако сте с дясната ръка и отдясно наляво, ако е лява.
Експериментирайте с размера на заваръчния ток и манипулациите с електрода.
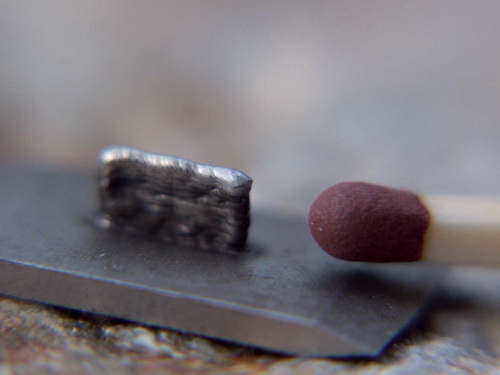
 След това завъртете ролките, като създавате колебателни напречни движения. Обикновено геометрията на манипулацията на електрода е представена от вариантите, показани на фигурата по-долу. Възглавницата трябва да бъде гладка с равномерни люспи. Общо правило от професионалисти: заваръчният ток трябва да бъде възможно най-висок за висококачествено проникване и външен вид.
След това завъртете ролките, като създавате колебателни напречни движения. Обикновено геометрията на манипулацията на електрода е представена от вариантите, показани на фигурата по-долу. Възглавницата трябва да бъде гладка с равномерни люспи. Общо правило от професионалисти: заваръчният ток трябва да бъде възможно най-висок за висококачествено проникване и външен вид.
Опитайте се да запазите къса дъга, т.е. електродът трябва да бъде постоянно 2-3 mm от заваръчната вана, затова той трябва постепенно да се подава гладко в зоната на заваряване, въз основа на скоростта и величината на тока. Това също трябва да се чувства.
Опитайте се да затегнете заземяването или „земята“ възможно най-близо до точката на заваряване. Затегнете електродите в държача здраво. Уверете се, че краят на свещта е поне 10 см, не продължавайте да горите.
Гледайте заваръчния басейн. Научете се да различавате метал от шлака. Чрез шлака заваръчна маскаПрилича на тъмни петна по слънцето.

 След заваряване внимателно потупайте шлаката със специален чук. Подчертавам внимателно, не трябва да длето с цялата дрога, има много случаи на незапълнена шлака на отворена кожа и очи, и, като правило, начинаещите страдат. Ако имате маска "хамелеон", препоръчително е да не я повдигате изобщо по време на тази операция.
След заваряване внимателно потупайте шлаката със специален чук. Подчертавам внимателно, не трябва да длето с цялата дрога, има много случаи на незапълнена шлака на отворена кожа и очи, и, като правило, начинаещите страдат. Ако имате маска "хамелеон", препоръчително е да не я повдигате изобщо по време на тази операция.
Осветете заваръчния електрод или леко почукване, или "тил" като мач.
Ако електродът се залепи и не светне, след като сте го откъснали, е необходимо бавно да отчупите покритието с ръцете си, тъй като в такива случаи електродният прът обикновено гори. Ако удряте електрода с урината, то напротив, мазилката ще отлети повече от необходимото и голият прът ще остане, и отново вероятността от прилепване ще се увеличи експоненциално.
Препоръчваме също да експериментирате с Arc Force twist на заваръчната машина. Той е предназначен да регулира "твърдостта на дъгата". “Меката дъга” осигурява ниско пръскане по време на прехвърлянето на фини капки, а “твърдата” дава възможност за дълбоко проникване на заварката. Също така настройката на Arc Force се използва от много "заглавни" заварчици, за да се предотврати залепване на електрод. Обикновено в такива случаи, в началото на заваряването, се отвива докрай и след запалване дъгите се връщат в желаната позиция.
Следващият етап от курса на младия боец е вертикалните ролки.
Хващаме плочата, например, към входящия полюс и се опитваме да сложим вертикален шев. Посоката на заваряване отдолу нагоре. Ако електродите са рутилови, тогава заваряването се извършва при "откъсване", в противен случай заваръчната баня "ще тече".
По принцип, ако сте завършили успешно настилката във вертикално положение, тогава можете бавно да започнете да "ограждате конструкцията". За начинаещи това ще е достатъчно и ще научите останалото "в битка".
Но за най-любознателните можете да практикувате в хоризонтални и таванни позиции.
Разбира се, малко хора веднага получават добър заваръчен шев в горната позиция, но това ще ви даде храна за размисъл как се образува заварката, как се държи металът при заваряване и т.н.
За успешна „конструкция на оградата” е необходимо не само притежание на заваряване, но и правилно монтиране и подготовка за заваряване.
Имайте предвид, че когато заваръчният метал винаги е „компресиран”, той също води в посоката, от която се готви. Помислете за кабелите и бода при заваряване, тъй като това може значително да повлияе на размера на вашите конструкции. Ако е възможно, препоръчваме сглобяване на конструкцията върху гвоздеи, като се използват специални устройства (скоби и др.), След което след това, както трябва да се провери отново размерите и геометрията, а конструкцията „плътно” в самия край. Ако шевът е дълъг, аз ви съветвам да го приготвите от центъра до краищата с къси шевове “в разглобяване”, в шахматна дъска, ако шевът е двустранен. Принципът „измерване седем пъти, един разрез“ е по-уместен в случай на заваряване. Това ще помогне да се избегнат описаните по-горе проблеми.
Ако нещо не работи, не се отчайвайте - със сигурност ще стане по-късно. Заваряването обича пациента и упоритост, учи да бъде така. Във всеки случай, TH “DOKA” ви пожелава късмет!





