Аргон дугова зварка міді на дорожньої. Сварка мідних труб. Особливості зварювання мідних сплавів.
Мідь володіє цілим рядом унікальних властивостей, в числі яких: висока електро- і теплопровідність, пластичність, корозійна стійкість. До чисто технічними якостями додається і висока естетичність металу, що сприяє його велику затребуваність в якості декоративного матеріалу.
Все це забезпечує міді широке застосування в самих різних областях. Пайка і зварювання міді - операції, з якими рано чи пізно доводиться стикатися будь-якому майстрові, що любить працювати з металом. Крім технічно чистої міді широко поширені її сплави: бронзи і латуні.
Зварюваність міді і деякі особливості
Зварюваність міді залежить від її хімічної чистоти: чим менше в ній шкідливих домішок - сірки, фосфору, свинцю та ін. - тим краще вона зварюється. До факторів, що негативно впливають на зварювання, відносяться наступні:- Схильність міді до окислення. З'єднання з киснем з утворенням тугоплавких оксидів призводить до утворення тендітних зон і тріщин в області термічної обробки.
- Високий коефіцієнт лінійного розширення (в 1,5 рази більше, ніж у сталі) викликає велику усадку при затвердінні, що приводить до виникнення гарячих тріщин.
- Схильність металу до поглинання газів в розплавленому стані з повітря (в основному кисню і водню) також вкрай негативно позначається на якості зварного шва. Водень, зокрема, в момент кристалізації металу з'єднується з киснем закису міді і утворює водяну пару, що викликає утворення пір і тріщин.
- Схильність до зростання зерна призводить до появи тендітних структур в зоні термічного впливу.
- Великий коефіцієнт теплопровідності (в 7 разів вище, ніж у сталі) вимагає джерела нагріву з високою потужністю і концентрацією енергії в зоні плавлення. Через швидке відведення тепла погіршується формування шва, зростає схильність до виникнення в ньому дефектів - підрізів, напливів та ін.
- Велика вологотекучість міді (в 2-2,5 рази більше ніж у сталі) не дозволяє виробляти на вазі односторонню стикове зварювання з повним проплавлением крайок і хорошим формуванням шва із зворотного боку. Для стикових швів можуть знадобитися підкладки з протилежного боку, припасовані до зварюваного металу. Велика вологотекучість міді утрудняє також зварювання у вертикальному і особливо в стельовому положенні.
- При температурі вище 200 ° С знижується міцність міді з одночасним зменшенням пластичності (на відміну від інших металів, наприклад сталі, у яких зниження міцності при підвищеній температурі пов'язане з підвищенням пластичності). В інтервалі температур 250-550 ° С, при яких пластичність міді досягає мінімальних значень, можуть виникати тріщини. У зв'язку з цим слід уникати жорстких кріплень. Не рекомендується виконувати шви в два проходи, так як перший прохід вже створює жорстке закріплення. Прихватки слід замінювати легкими закріпленнями.
При зварюванні латуні, цинк може випаровуватися (його температура кипіння 907 ° С, тобто нижче температури плавлення міді), що призводить до утворення пір. Пари цинку, з'єднуючись з киснем, утворюють оксид цинку, який, як і самі пари, отруйний і виділяється у вигляді щільного білого хмари. У зв'язку з випаровуванням і вигоранням цинку його концентрація в металі шва зменшується. Попередній підігрів металу і підвищення швидкості зварювання дозволяють знизити випаровування цинку. Загалом, ручна дугове зварювання латуні застосовується рідко, і для неї необхідний безперервний відсмоктування газів.
Найкраще зварюється розкислення мідь (М-1р, М-2р, М-3р), в якій вміст кисню не перевищує 0,01%.
Для подолання труднощів зварювання, технологія зварювання міді передбачає газову або флюсових захист зварювальної ванни, до складу електродів і присадного дроту вводять розкислювачі: кремній, алюміній, марганець та інші.
Способи зварювання міді
при виготовленні зварних конструкцій з міді, використовуються різні види зварювання - без захисного газу покритими електродами, із захисними газами не плавляться і плавляться (дротом) електродами, під флюсом та ін. Найбільш поширені два види: ручна дугова зварка металевими покритими електродами і зварювання вольфрамовим електродами в захисних газах. Як і інші кольорові метали, мідь вимагає ретельного очищення перед зварюванням. Перш за все, потрібно видалити за допомогою дрантя, ацетону або інших розчинників все забруднення, здатні бути постачальниками шкідливих домішок, особливо свинцю і сірки. Їх можуть містити мастильні та охолоджуючі рідини, жири, масла і фарби.Потім повністю видаляється окісна плівка - металевою щіткою або сіткою з нержавіючої сталі, або якимось абразивним інструментом - обробкою деталі до блиску.


Очищення деталі - дуже важливий етап, що прямо впливає на якість зварного шва. Без неї неможливо отримати міцний і красивий шов.
При товщині стінок від 5 мм, зварювання виконують з попереднім підігрівом деталі до 300-700 ° C. Особливо важливий підігрів для масивних деталей, і чим масивніше деталь, тим вище повинен бути нагрівання.
Сварка міді металевими покритими електродами (режим MMA)
За допомогою покритих електродів варять мідь товщиною понад 2 мм. Метал до 4-5 мм можна зварювати без оброблення крайок, при більшій товщині необхідно виконувати V-образну або X-образну оброблення з кутом розкриття 60-70 °. Зварювання виконують на постійному струмі зворотної полярності. Орієнтовні значення діаметра електрода і зварювального струму в залежності від товщини міді наведені в наступній таблиці.| Товщина міді, мм | Діаметр електрода, мм | Струм зварювання міді, А |
| 2 | 2-3 | 100-120 |
| 3 | 3-4 | 120-160 |
| 4 | 4-5 | 160-200 |
| 5 | 5-6 | 240-300 |
| 6 | 5-7 | 260-340 |
| 7-8 | 6-7 | 380-400 |
| 9-10 | 6-8 | 400-420 |
У процесі зварювання тонколистового металу може знадобитися зменшення спочатку встановленого струму - через розігрівання деталі і виникнення в зв'язку з цим небезпеки прожогов.
Для зварювання міді призначені електроди Комсомолець-100, АНЦ / ОЗМ-2, АНЦ / ОЗМ-3, АНЦ / ОЗМ-4, ОЗБ-2М (для бронз) та ін. Електроди перед використанням рекомендується прожарювати.
Покриті електроди для зварювання міді не можуть забезпечити таку ж якість шва, яке забезпечує зварювання в аргоні. міцність зварного з'єднання, Виконаного з їх використанням, залежить від багатьох чинників: правильного вибору марки електрода, дотримання необхідної технології (ретельності очищення, попереднього підігріву, оптимального токового режиму) і, зрозуміло, від кваліфікації зварника.

Сварка міді вольфрамовим електродом в середовищі аргону (режим DC / AC TIG)
З точки зору результату цей спосіб - найкращий. Шви, виконані в режимі TIG, відрізняються міцністю і акуратністю. Сварка виконується вольфрамовим електродом на змінному або постійному струмі прямоїполярності. Величина зварювального струму вибирається залежно від товщини зварюваного металу і діаметра електрода.В якості захисних газів використовуються аргон, гелій, азот або їх суміш. Ці гази відрізняються своїми технологічними властивостями, в чем-то перевершуючи, у чомусь поступаючись один одному. Азот, зокрема, вимагає меншого зварювального струму в порівнянні з аргоном, але шви, виконані з його використанням, мають деяку схильність до пороутворення. Крім цього, при інших рівних умовах витрата азоту перевищує витрата аргону. Тому останній, з урахуванням ще й його універсальності, використовується частіше інших газів.
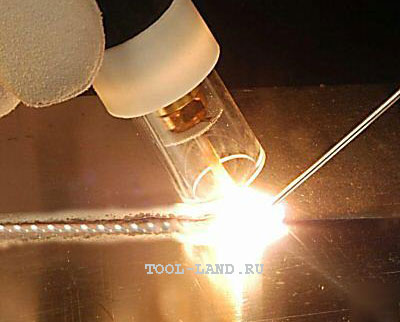
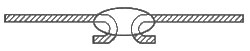
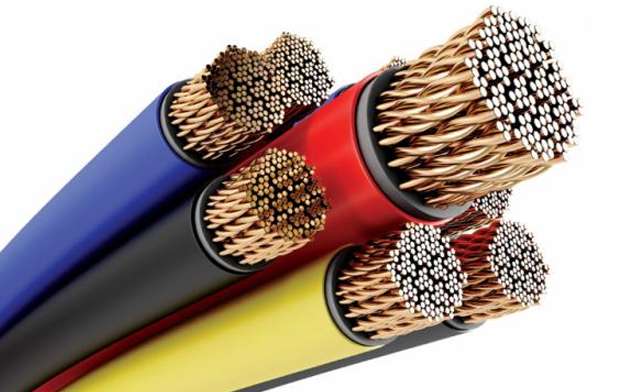
В якості присадочного матеріалу застосовуються прутки міді (M1, М2, М3) або бронзи (Бр КМц3-1 та ін.). На практиці часто використовують мідні жили з електричних кабелів і проводів. Бажано, щоб температура плавлення присадки була нижча за температуру плавлення основного металу. Для кращого захисту шва, пруток слід вести перед пальником, а не за нею (див. Друге фото). Листи міді товщиною до 4 мм можна зварювати з відбортовкою без присадочного матеріалу.

Щоб уникнути забруднення вольфрамового електрода при підпалі дуги, останню можна порушувати на вугільній або графітової пластині, переносячи її потім на виріб.
Зварювання може виконуватися в нижньому і вертикальному положенні шва.
![]()
На відміну від алюмінію, який вариться без поперечних рухів, зварювання міді вимагає маніпуляцій пальником для формування шва і забезпечення його сполуки зі стінками. Метал потрібно "розштовхувати" круговими або зигзагоподібними рухами пальника.

Заварку кратера потрібно виробляти, подовжуючи дугу поступовим відведенням пальника, - в тому випадку, якщо зварювальний апарат не має спеціальної функції "заварка кратера".
Сварка міді полуавтоматом (режим MIG)
Мідь можна зварювати і напівавтоматом в режимі MIG на постійному струмі зворотної полярності з використанням аргону, азоту або гелію в якості захисту. Технологія зварювання в даному випадку, в своїй основі, не відрізняється від зварювання стали.При використанні змісту даного сайту, потрібно ставити активні посилання на цей сайт, видимі користувачами і пошуковими роботами.
Сварка міді аргоном - це найефективніший з'єднання мідних сплавів.
Кожному любителю металообробки доводиться стикатися з пайкою і зварюванням мідних виробів. У цій статті розглянемо, як зварювати мідь аргоном!
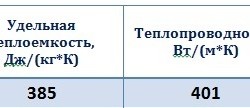
Мідь і її сплав (бронза і нікель) з огляду на електро- і теплопровідності, антикорозійні використовується в багатьох галузях. Точка плавлення матеріалу тисячі вісімдесят три ° C. Теплопровідність чистої міді в 2 рази більше в порівнянні з алюмінієм, тому, при зварюванні аргоном необхідний хороший розігрів металу.
А ось теплопровідність мідного сплаву вже поменше, значить відпадає необхідність підвищеного нагріву.
Мідь і сплави підрозділяються на кілька марок. Для отримання якісного зварного з'єднання, краще застосовувати розкислення або безкисневому мідь, в них мало кисню.
Основні присадочні склади для зварювання міді аргоном представлені в таблиці.
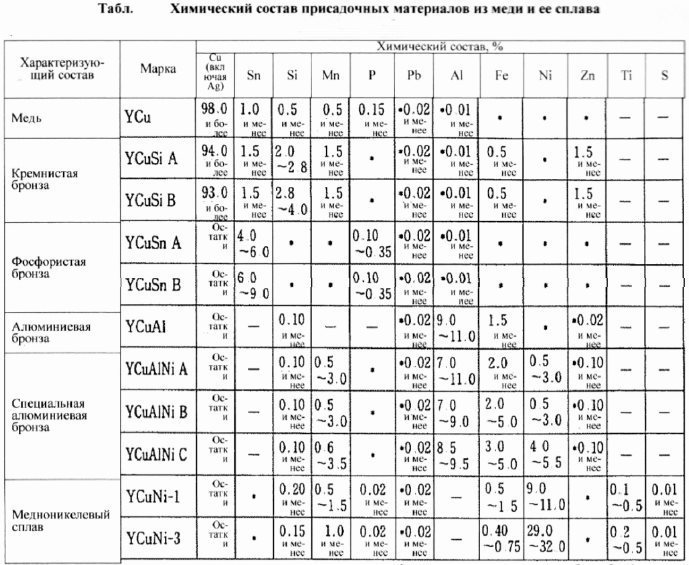
Але на практиці, зазвичай використовуються аналогічні метали за складом (що знайдеться в домашній майстерні).
Також, для кращого розплаву і сплаву металу, застосовуються прутки з тонким покриттям шару флюсу.
Підготовка матеріалу (очищення)
Сварка міді аргоном не може виконуватися без ретельного очищення матеріалу. Береться будь-який абразивний інструмент і зварне місце зачищається до блиску. Далі за допомогою будь-якого розчинника обезжиривается матеріал.

Підготовка матеріалу - це важлива процедура
Підійдіть відповідально до очищення мідних виробів - це впливає на якість з'єднання.
Щоб не було дефектів (несплавление, шлакові включення), виконуйте попередній нагрів матеріалу до температури 350-600 ° C. Різниця температури залежить від основного металу, присадочного і оброблення крайок. Визначається дослідним шляхом.
Відео: як підготувати тріщину у газового мідного радіатора для зварних робіт.
Сварка аргоном (режим TIG)
Ця технологія по завіреннях зварників найкраща, шви виходять акуратними і міцними. Сварка міді аргоном виконується вольфрамовим електродом на постійному струмі. А ось, при сплаві алюмінієвої бронзи, з'єднання краще проводити на змінному струмі.
Налаштування струму апарату підбираються залежно від товщини виробу і діаметра електрода. Таблиця на допомогу:
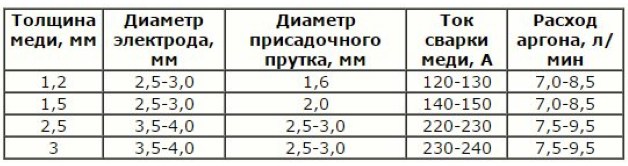
Крім аргону, можна використовувати азот, гелій і їх суміші в складі захисних газів. Всі перераховані гази мають свої плюси і мінуси. Але аргон, все ж більш затребуваний для зварювальних робіт.
Присадні прутки підбираються за складом матеріалу. Але зазвичай, у домашній майстерні, застосовуються мідні дроти здобуті з електричних кабелів або трансформатора. Попередньо, мідна жилка очищається від лаку наждачкою ізнежирюється розчинником.
Добре, якщо здобута присадний дріт буде з меншою температурою плавлення, ніж приготоване до зварювання виріб.
Деякі поради бувалих зварників:
- присадку завжди ведіть перед пальником;
- зварювання аргоном для товстої міді може виконуватися без присадного дроту;
- пальник рекомендується вести зигзагами для забезпечення кращого зчеплення металу;
- тонкий матеріал, щоб не було прожогов, необхідно варити короткими швами з перервами;
- якщо апарат без функції «заварка кратера», то пальник потрібно відводити поступово (подовжуючи дугу);
- зварювання аргоном проводиться в вертикальному і горизонтальному положенні шва.
Відео: нагрів і з'єднання міді.
Сварка мідних труб
При з'єднанні мідних труб аргоном, ток виставляється невеликий. Сварка ведеться повільно, окремими шматочками шва, з перекриттям не менше 1/3. Присадний дріт розштовхувати бічними рухами пальника. Принцип простий.
Сварка міді аргоном. Відео в кінці запропонованої статті, є докладною інструкцією по проведенню робіт за допомогою аргонодугового зварювання. Подібне зварювання забезпечує утворення якісного і надійного шва. Кількість різних домішок, яке міститься в зварюваної матеріалі, тобто, міді, визначає безпосередній спосіб з'єднання конструкції. Наприклад, щоб зварити чисту мідь, використовується присадний дріт і вольфрамові електроди. Аргонова захисне середовище дає можливість зменшити дугового розряд, а це вкрай важливо для тонких конструкцій.
Як здійснюється зварювання міді аргоном - основні правила.
Дугова аргонове зварювання широко використовується для виготовлення зварних мідних конструкцій. Щоб отримати високоякісний шов, бажано користуватися захисними газами, в їх числі кращими якостями відрізняється висшесортний аргон, або суміш з гелію і аргону (останнього не менше 50-75 відсотків). У домашніх умовах зварювання міді виробляють найчастіше за допомогою вольфрамового електрода. У ролі присадки відмінно виступає профилированная, вузька проставка або дріт, закладає встик. Аргонова мідна зварювання неплавким вольфрамовим електродом характеризується прекрасною стійкістю дуги. Такий вид зварювання застосовується при з'єднанні тонких елементів (до чотирьох міліметрів) або у важкодоступних місцях.
Мідні деталі, товщиною до шести міліметрів, можна зварювати без оброблення крайок. Якщо товщина мідних заготовок становить два - три міліметри, то основний метал не потрібно підігрівати. Техніка аргоновой зварювання міді, товщина якої перевищує чотири міліметри, потребує підігріві матеріалу до 400С. Технологія зварювання кольорових металів (також і міді) допускає використання плавких електродів.
Як проводиться зварювання міді в домашніх умовах - принцип виконання зварювальних робіт.
Зазвичай в домашніх умовах виникає необхідність зварити мідні деталі при монтажі водопроводів або систем опалення. Мідь є відмінним матеріалом для труб водопроводу, оскільки матеріал має рівну, гладку поверхню, він не піддається виникненню корозії, забезпечує достатній водяний струм, не містить в складі шкідливих речовин, не заростає різними відкладеннями, а також має чудові бактерицидні властивості. Водопроводи з міді можуть прослужити більше п'ятдесяти років. Однак технологія мідної зварювання є вкрай складним процесом.
Сварка міді в домашніх умовах газовим методом.
Якщо дотримуватися всіх, то мідь прекрасно зварюється за допомогою газових балонів, Заправлених ацетиленом. Після виконання правильної зварювання і проковки шва, виходить високоякісне з'єднання. Межа міцності зварного шва при цьому дорівнює 17-22 кгс на міліметр квадратний. Оскільки мідь має досить високу теплопровідність (в п'ять разів перевищує теплопровідність заліза), то для її зварювання необхідно використовувати полум'я підвищеної потужності. Занадто товсті агрегати слід варити за допомогою двох пальників.
Щоб зменшити нижній і верхній відводи теплоти, зварюваний матеріал бажано прокласти азбестовими листами. При домашньої зварюванні міді рекомендується застосовувати відновне полум'я, оскільки його ядро орієнтоване до металевих кромок фактично під прямим кутом. Для зменшення формування мідної закису, і запобігання утворенню гарячих тріщин, треба вводити зварювання по максимуму швидко, не роблячи перерв. Не забувайте під час роботи стежити за збереженням полум'я.
Розподіляти тепло при зварюванні потрібно так, щоб дріт плавилася первее крайок міді. При цьому присадний матеріал буде направлений на плавляться кромки. Керамічний скіс на аркушах, більше трьох міліметрів в товщину, потрібно виконувати під 45 градусів. Безпосередньо перед зварюванням кромки слід зачистити до яскравого блиску, або протравити їх за допомогою азотного розчину і промити водою.
«Аврора 180» - напівавтомат інверторний. Сварка алюміній-мідь за допомогою даного апарату.
Апарат «Аврора 180» призначається для дугового, механізованого зварювання за допомогою електричного, плавиться електрода (або дроту) в середовищі активного або інертного захисного газу. При цьому присадний дріт подається автоматично. Виконано напівавтомат за найсучаснішими інверторним технологіям. Даний зварювальний апарат характеризується надійною, стабільною і вкрай ефективною роботою, при зварюванні він видає низький рівень шуму. Застосовувати «Аврору 180» можна для зварювання:
- нержавіючої та вуглецевої сталі,
- всіляких сталевих сплавів,
- алюмінію і міді,
- Особливості зварювання міді
- Газове зварювання мідних виробів
- Аргонодуговая зварювання міді
- Ручне зварювання виробів з міді
Мідь і її сплави (латунь, бронза і т.п.) широко застосовуються в різних сферах промисловості (особливо в електротехніці і при виготовленні труб) в якості конструкційних матеріалів.

Мідь широко використовується в промисловості з огляду на те, що вона хороший провідник тепла і струму.
Мідь добре проводить електричний струм і тепло, прекрасно пручається корозії, має високу пластичність і естетичністю. Кожен, кому часто доводиться працювати з металами, повинен знати, як варити мідь.
Особливості зварювання міді
Процес роботи з мідними виробами багато в чому залежить від наявності в її складі різних домішок (свинцю, сірки і т.п.). Чим менший відсоток таких домішок міститиметься в металі, тим краще він буде зварюватись. При роботі з міддю необхідно враховувати наступні її особливості:
- Підвищена окислюваність. При термічній обробці даного металу з киснем в околосварной зоні виникають тріщини і тендітні зони.
- Поглинання газів в розплавленому стані міді призводить до утворення неякісного шва. Наприклад, водень, з'єднуючись з киснем при кристалізації металу, утворює водяну пару, внаслідок чого в зоні термічної обробки виникають тріщини і пори, зменшують надійність шва.
- Велика теплопровідність. Це властивість міді призводить до того, що її зварювання необхідно здійснювати із застосуванням джерела нагріву підвищеної потужності і з великою концентрацією теплової енергії в області зварного шва. Через швидке догляду тепла знижується якість формування шва і збільшується можливість утворення в ньому напливів, підрізів і т.п.
- Великий коефіцієнт лінійного розширення викликає значну усадку металу при затвердінні, внаслідок чого можуть утворитися гарячі тріщини.
- При зростанні температури вище 190 ° C зменшується міцність і пластичність міді. В інших же металах при підвищенні температури зниження міцності відбувається з одночасним збільшенням пластичності. При температурах від 240 до 540 ° C пластичність міді досягає найменшого показника, в результаті чого на її поверхні можуть утворюватися тріщини.
- Велика вологотекучість унеможливлює здійснити якісну односторонню зварювання у висячому положенні. Для цього потрібно додатково використовувати прокладки із зворотного боку.
Повернутися до списку
Вплив домішок на зварюваність міді
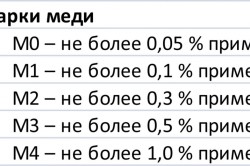
Домішки, що знаходяться в міді, надають на її зварюваність і експлуатаційні характеристики різний вплив. Деякі речовини здатні полегшити процес зварювання і підвищити якість зварного шва, а деякі - знизити. Для виробництва різних виробів з міді найбільш популярною є листова мідь марок М1, М2, М3, які в певній кількості містять сірку, свинець, кисень і т.п.
Найбільший негативний вплив на процес зварювання надає О2: чим його більше, тим важче буде досягти якісного шва. У мідних аркушах М2 і М3 допускається концентрація О2 не більше 0,1%.
Невелика концентрація свинцю при нормальній температурі не робить негативного впливу на характеристики металу. При збільшенні температури наявність свинцю в тій же кількості викликає красноломкость.
Вісмут (Bi) у твердому металі практично не розчиняється. Він обтягує зерна міді тендітної оболонкою, внаслідок чого зварювальний шов стає крихким як в гарячому, так і в холодному стані. Тому зміст вісмуту має бути не більше 0,003%.
Самою шкідливоюдомішкою після кисню є сірка, тому що вона утворює сульфід, який, перебуваючи на кордонах зерен, значно зменшує експлуатаційні характеристики міді і робить її красноломкость. При термічній обробці міді з великою концентрацією сірки вона вступає в хімічну реакцію, що призводить до появи сірчаного газу, який при охолодженні робить шов пористим.
Фосфор вважається одним з найкращих раскислителей. Його вміст у мідній заготівлі не тільки не знижує міцності шва, але і покращує їх. При цьому його масова частка не повинна перевищувати 0,1%, тому що в іншому випадку мідь стає крихкою. Це слід враховувати при виборі присадочного матеріалу. Фосфор також зменшує властивість міді поглинати гази і збільшує її текучість, а це може підвищити швидкість зварювальних робіт.
Повернутися до списку
Зварити мідь можна різними способами, найпопулярнішими з яких є:
- газове зварювання;
- автоматична під флюсом;
- аргонодуговая;
- ручне зварювання.
Який би спосіб не був обраний, перед початком робіт необхідно правильно підготувати зварюються поверхні. Перед тим як зварити мідь, бронзу, латунь і інші сплави, необхідно зварюються кромки і присадні дріт очистити від забруднень і окислення до металевого блиску, а потім знежирити. Краї зачищаються за допомогою щіток по металу або наждачним папером. При цьому застосовувати крупнозерновой наждачку не рекомендується.
Травлення крайок і дроту можна проводити в розчині кислот:
- сірчаної - 100 см 3 на 1 л води;
- азотної - 75 см 3 на 1 л води;
- соляної - 1 см 3 на 1 л води.
Після процедури травлення заготовки промиваються у воді і лугу з наступною їх сушінням гарячим повітрям. Якщо товщина заготовки буде більше 1 см, то її попередньо слід прогріти газовим полум'ям, дугою або іншим способом. З'єднання стиків під зварювання здійснюють за допомогою прихваток. Зазор між стикуємими елементами повинен бути однаковим на всій ділянці.
Повернутися до списку
Газове зварювання мідних виробів
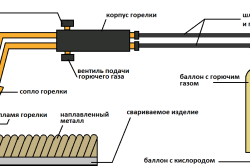
З допомогу зварювання міді газовим зварюванням і при дотриманні технології виконання робіт можна отримати якісний шов з хорошими експлуатаційними характеристиками. При цьому максимальна міцність місця з'єднання становитиме близько 22 кгс / мм 2.
У зв'язку з тим, що мідь має велику теплопровідність, для її зварювання необхідно використовувати наступний витрата газу:
- 150 л / год при товщині вироби не більше 10 мм;
- 200 л / год при товщині більше 10 мм.
Щоб знизити процес утворення закису міді і вберегти виріб від виникнення гарячих тріщин, зварювання слід проводити якомога швидше і без перерв. Як присадки застосовується дріт з електротехнічної міді або міді з вмістом кремнію (не більше 0,3%) і фосфору (не більше 0,2%). Діаметр дроту повинен дорівнювати близько 0,6 товщини зварювальних листів. При цьому максимально допустимий діаметр - 8 мм.
При здійсненні зварювання розподіляти тепло необхідно так, щоб присадний матеріал плавився трохи раніше заготовки.
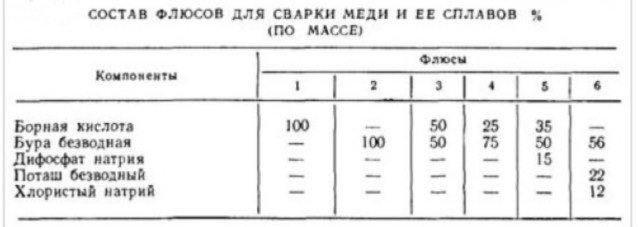
Для розкислення металу і очищення його від шлаків застосовуються флюси, які вносяться в зварювальну ванну. Ними також обробляються кінці дроту і кромки зварювальних пластин з обох сторін. Для подрібнення зерен наплавленого металу і збільшення міцності шва після закінчення робіт його проковують. Якщо товщина заготовки дорівнює не більше 5 мм, проковку здійснюють в холодному стані, а при товщині більше 5 мм - при температурі близько 250 ° C. Після проковки шви отжигают при температурі 520-540 ° C з швидким охолодженням водою.
Повернутися до списку
Автоматичне зварювання під флюсом
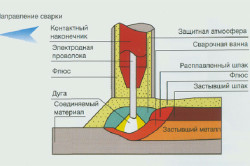
Даний метод зварювання проводиться звичайним зварювальним автоматом на постійному струмі зворотної полярності. Якщо використовується керамічний флюс, то працювати можна і на змінному струмі. Щоб зварити мідь товщиною не більше 1 см, можна застосовувати звичайні флюси. Якщо ж товщина є більше 1 см, то потрібно використовувати флюси сухої грануляції.
У більшості випадків всю роботу здійснюють за 1 прохід, застосовуючи дріт з технічної міді. Якщо шов не повинен мати високі теплофізичні показники, то для збільшення його міцності з'єднання бронзи і міді здійснюють бронзовими електродами. Для того щоб розплавлений метал не розтікався і при цьому формувався шов на зворотному боці заготовки, використовуються флюсові подушки і графітові підкладки.
Сварка латуні здійснюється під невеликим напругою, тому що зі зниженням сили дуги зменшаться ймовірність випаровування цинку. Зварювання бронзи виробляють на постійному струмі зворотної полярності. Висоту флюсу обмежують або використовують флюс великої грануляції (до 3 мм).
Коли розмова заходить про зварювання міді, то необхідно розуміти, що цей метал має унікальні властивості. А саме: відмінною пластичністю, високою теплопровідністю і електропровідністю, високою корозійною стійкістю. Плюс чудові естетичні якості. Тому мідь сьогодні використовується в самих різних сферах. А так як з нею всім доводиться зустрічатися часто, то велика ймовірність, що і процесом зварювання цього металу буде цікавитися велике коло людей. Тому питання, а чи може проводитися зварювання міді в домашніх умовах, сьогодні цікавить багатьох.
Необхідно відзначити той факт, що чим чистіше мідь, тим краще вона зварюється. Але крім цього на якість процесу впливають і нижче наступні чинники.
- Як і багато кольорових металів, при зіткненні з киснем мідь починає окислюватися. Оксид - це тонка жароміцний плівка, яка заважає проводити зварювання мідних заготовок. Тому на стадії підготовки оксидну плівку обов'язково видаляють різними способами.
- Мідь володіє дуже великим коефіцієнтом лінійного розширення. Він в півтора рази більше, ніж у сталі. Тому при охолодженні відбувається сильна усадка. Саме цей фактор негативно впливає на якість шва, в якому під час усадки з'являються тріщини.
- У нагрітому стані мідь поглинає водень і кисень. Перший всередині металу після охолодження утворює пори. Другий окисел на поверхні.
- При різкому нагріві і охолодженні структура металу змінюється. З дрібнозернистої він перетворюється в грубозернисту. А це збільшення крихкості в зоні зварювання.
- Коефіцієнт теплопровідності у міді в сім разів більше, ніж у сталі. Тобто, при нагріванні метал швидко розплавляється, при зниженні температури швидко стає твердим. Різкий перехід від однієї стадії в іншу стає причиною утворення всередині дефектів.
- Плинність міді. Цей показник в 2,5 рази більше, ніж у сталі. При високому нагріванні, а це іноді потрібно для зварювання товстих заготовок, повна проплавку з одного боку практично неможлива. Тому зварювання міді і її сплавів проводиться по двосторонньої технології. Коли з одного боку проводиться повна зварювання шва, а з задньої сторони остаточно формується зварювальний шов. До речі, саме плинність міді ускладнює зварювання у вертикальному і стельовому положенні.
- Перед тим як варити мідь, необхідно зрозуміти, що міцність і пластичність матеріалу знижується з підвищенням температури. До +200 ці показники знаходяться ще в нормі, а ось з підвищенням їх значення різко знижується. Наприклад, при нагріванні в межах 500-550С пластичність практично падає до нуля. Тому висока ймовірність появи всередині зварювального шва тріщин. При високому значенні струму не варто проводити двошарове заповнення зазору між зварюються заготовками, навіть якщо деталі будуть мати велику товщину. Треба постаратися все зробити за один прохід.
Як вже було сказано вище, найпростіше зварювати чисту мідь без домішок або розкислення, в якій кисню всього 0,01%. А так як така мідь зустрічається рідко, в основному в промисловості використовуються її сплави, то рекомендується зварювання проводити в захисних газах або флюсах з присадних матеріалів, в які входять раскислители. А саме: кремній, марганець, алюміній та інші добавки. До речі, зварювання міді електродами (розплавляється) також можна проводити. Єдине - це, щоб в стрижень входили раскислители, про які було згадано вище.
Ручна дугова зварка мідних сплавів
Взагалі, дугова електрозварювання міді використовується часто, особливо в домашніх умовах. Доцільність застосування залежить від швидкості процесу. При цьому може використовуватися зварювання міді полуавтоматом або автоматом.
Технологія зварювання міді полягає в наступному.
- Проводиться очищення кромок з'єднувальних заготовок від забруднень, для чого використовується будь-який розчинник.
- Потім счищается оксидна плівка з допомогою залізних щіток, наждачки або іншим абразивним інструментом.
- Далі проводиться сам процес зварювання електродом.
Але так як товщина мідних деталей може варіюватися в великих межах, то і сам режим зварювання буде відрізнятися. Наприклад, для з'єднання заготовок завтовшки 6-12 мм, необхідно обробити кромки так, щоб утворився V-подібний зазор. При цьому кут між крайками повинен бути в межах 60-70 °. Якщо використовується двостороння зварювання, то кут можна зменшити до 50 °. Зазор між деталями створюється шляхом зсуву заготовок, щоб між ними утворилася щілина шириною 2,5% від довжини самого зварювального шва.
Якщо розсування деталей не проводиться, то необхідно провести їх прихватку. Прихвачує проводиться неповним проваром шва завдовжки по 30 мм через кожні 300 мм. При цьому повинен зберігатися зазор розміром 2-4 мм. При самій зварюванні міді інвертором, доходячи до прихватки, її необхідно видалити, збивши будь-яким ударним інструментом. Тому що подвійний проварена міді призведе до зміни її структури і порушення нормальної роботи всередині зварювального шва.
Якщо зварюваний метал має товщину більше 12 мм, то краще використовувати Х-образну оброблення крайок, а відповідно і двосторонню обварка. Якщо з якихось причин використовувати дану оброблення неможливо, то можна використовувати V-подібну. Правда, доведеться повністю заповнювати зазор, на що піде більше електродів і часу.
- Стикові з'єднання варити краще на підкладках, які будуть знижувати температуру в зоні зварювання і не давати металу витікати крізь зазор. Тут можна використовувати підкладки сталеві, мідні, графітові і інші. Ширина підкладки 40-50 мм.
- Перед зварюванням міді електродом необхідно кромки підігріти до 300-400С.
- Стрижень електродів, що використовуються для зварювання мідних сплавів, повинен виготовлятися з міді або бронзи з легуючими добавками (кремній, марганець і так далі).
Ручна аргонодуговая зварювання
Сварка міді аргоном - це ще один варіант з'єднання мідних заготовок. Для цього використовується постійний струм прямої полярності, вольфрамовий не плавиться і присадний матеріал з міді, бронзи або мідно-нікелевого сплаву марки МНЖКТ.
Перед початком робіт кромки стику прогрівають до 800С. Зварювання ведуть справа наліво, присадочний пруток попереду пальника. Дуга коротка.
Зварювання вугільними і графітовими електродами
Цей різновид зварювання мідних сплавів застосовується рідко. Вугільні електроди використовуються при з'єднанні заготовок товщиною до 15 мм, графітові більше цієї величини. Режим зварювання:
- Струм постійний.
- Полярність пряма.
- Присадний стрижень в зварювальну ванну не занурюють. Відстань 5-6 мм.
- Процес проводиться в захисному флюсі. Його наносять на присадний стрижень, який попередньо мачає в рідке скло.
- Зазор - 0,5 мм.
- Використовується підкладка азбестова або графітовий.
- Мідь товщиною до 5 мм вариться без попереднього підігріву.
- Зварювання необхідно проводити за один прохід.
Сварка міді і алюмінію
Два цих металу можна зварити двома способами: контактним зварюванням і замковим з'єднанням. У першому випадку необхідно враховувати, що алюмінієвий матеріал володіє нижчою температурою плавлення, ніж мідь. Тому при стикуванні потрібно алюмінієву заготовку брати завдовжки більше, на поправку плавлення.
При зварюванні рекомендується проводити обдув зони зварювання, використовуючи для цього азот. Повітря тут не піде, він тут же буде утворювати оксидну плівку. Якщо зварюються мідні і алюмінієві трубки, то їх необхідно надіти на стрижень, зістикувавши в одній точці.
Замкове з'єднання - це коли на пластину з алюмінію накладається плоска деталь з міді. При цьому проводиться зварювання мідної заготовки по периметру. При цьому ширина шва повинна дорівнювати товщині мідної накладки. Процес проводиться з використанням графітових вставок, які і будуть формувати шов з'єднання.
Сварка міді зі сталлю
Варити мідь зі сталлю складно, але можна. Для цього використовуються всі ті ж методи, що і при зварюванні двох сталевих заготовок. Єдине, на що необхідно звернути увагу, це різна температура плавлення металів. Тому при формуванні крайок потрібно кромку сталеву робити більш довжиною (в 3,5 рази) і тонкою, щоб в процесі зварювання тонкий метал починав швидше плавитися.
Якщо зварювання виробляється вугільними електродами, то процес проводиться на постійному струмі прямої полярності. Довжина дуги 14-20 мм, її напруга 40-55 вольт, а сила струму 300-550 ампер. Сварка проводиться в захисному флюсі, який має точно такий же склад, як і при зварюванні мідних сплавів. Сам флюс засипається в зазор між заготовками.
Іноді зустрічаються ситуації, коли треба приварити мідну шпильку до сталевої деталі. Для цього потрібно застосовувати зворотну полярність, сам процес проводиться під флюсом без попереднього прогріву крайок. Сталеві шпильки до мідних деталей привариваются погано, тому на шпильку надягають в натяг мідне кільце, яке і приварюється до мідної заготівлі.
Ось такі способи зварювання мідних сплавів і заготовок, які сьогодні застосовуються в промисловості і в домашніх майстерень. Обов'язково подивіться відео, розміщене на цій сторінці сайту.




