Як навчитися варити електрозварюванням самостійно відео дивитися. Як навчитися варити електрозварюванням - докладна інструкція в фото та відео
Кілька десятків років тому не було такого, щоб люди самі могли вибирати, яким способом варити метал. Було один-два способи. Нині ж, в епоху технологічного прогресу і вимог до якості матеріалів існує безліч способів зварювання металу. Найоптимальнішим і ефективним з них є зварювання дуговим апаратом. Ним користуються найбільшу кількість людей, тому це спосіб найбільш популярний.
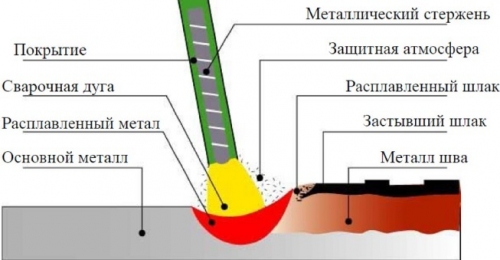
Принцип роботи апарату дугового зварювання
Перевага дугового зварювання - температура дуги, яка досягає більше 5 тис. Градусів. Вона гарантує зварювання абсолютно будь-яких матеріалів, так як може розплавити навіть найміцніший матеріал. Зона максимально високої температури зосереджується в дуговому розряді. Напрямок дуги можна змінювати на пряму дугу, і побічно діючу.

Розглянемо різницю між дугою прямої дії і непрямого. Вогонь між зварювальними металами і електродом характеризує зварювання з дугою прямої дії. Непряма дуга починає горіти між самими електродами. В цьому випадку, метали для сплавки не обробляються зварювальним струмом.

Запалити дугу можна тільки тоді, коли крізь основу електрода протікає струм, а кінець електрода стикається з металом. Після, дуга починає горіти між металом, який розплавляється в процесі і, підставою електрода. Згодом цієї дуги, температура миттєво підвищується, і метал починає плавитися. Одночасно з расплавкі металу, плавитися і електрод.
Розплавлений метал має невелику западину і утворює зварювальну ванну.

Там він продовжує плавитися разом з покриттям обраного електрода. Коли розплавляється електрод, навколо ванни утворюється якийсь газовий шар, який захищає, шлакову ванну. Якби на електроди не завдавали спеціально призначену обмазку, розплавлений метал не захищався б шлаком. Коли, з якихось причин, в процесі проварювання не потрібен шлаковий захисний газ, можна це передбачити і вибрати електроди, які не оброблені мінеральними частинками і різними феросплавами. Саме ці покриття електрода, при плавленні, дадуть потрібну газову захист від зовнішнього середовища.
Зварювальний дуга не стоїть на місці, а рухається в міру провару. Зсув дуги викликає охолодження проваренного місця і затвердіння його. Після того, як він охолоне, стане видно зварювальний шов, що має маленький наліт шлаку, який нагадує кірку.
Різновиди апаратів дозволяють варити метал: зварювальний трансформатор, випрямляч, зварювальний інвертор
На сьогоднішній день існує величезна кількість різних матеріалів, вимог до їх проварювання в важкодоступних місцях, тому вимоги до зварювального апарата дуже серйозні. Це відбилося на кількості різних апаратів для зварювання, які вже можна поділити за типом джерела змінного або постійного струму на три основних види.
зварювальні трансформатори

Це найбільш просте рішення, для отримання потрібного струму. Принцип його роботи - знизити мережеве напруга, до оптимального, для роботи зварювального апарату, З чим і повинна справлятися його головна деталь - трансформатор. Отримати на виході постійний струм неможливо з використанням трансформатора, так як він може дозволити видати тільки змінний. В роботі досить часто потрібно регулювати силу виділяється струму, про що не забули виробники, оснастивши апарат так, що пересуваючи первинну і вторинну обмотку, змінюється сила струму. Хоча, крім цього способу, існують і кілька інших. Але, оскільки вони використовуються вкрай рідко, немає потреби говорити про них докладно.

Зварювальний трансформатор має всі необхідні можливості, щоб варити якісно і точно, за умови, що до нього будуть підібрані спеціальні електроди для змінного струму. У цьому випадку шанси на якісну проварку металу тільки збільшуються. Раз вже мова зайшла про якість та ефективності апарату, просто не можна забути про коефіцієнт корисної дії (ККД). Справа в тому, що зварювальний трансформатор досягає відмінних результатів - 90%. Завжди і у всіх апаратів різного застосування будуть втрати ефективності (нагрів, зовнішнє середовище), і 10% це порівняно невеликий відсоток. Варто згадати, що тільки на охолодження йому буде потрібно багато зусиль, але зварювання має дуже потужні вентилятори, здатні охолоджувати температуру в сотні разів.

Що може бути головнішим ефективності трансформаторної зварювання? Звичайно, її вартість і довговічність. Дивно, але ціна - невисока і повністю себе виправдовує, а термін роботи апаратури - головний плюс і козир трансформаторного зварювального апарату.
зварювальний випрямляч
Їх основна мета - випрямляти напругу, перетворювати і робити постійний струм, використовуючи непостійний. Структура цих апаратів дуже проста: один трансформатор зниження струму, діодний блок (випрямляч) і системи для регулювання захисту, а також пуску. Якщо порівнювати склад цього випрямляча з компонентами трансформаторної зварювання, то абсолютно точно можна підкреслити, що випрямлячі порядком складніше, ніж трансформатори. Що є їхньою перевагою, адже це безпосередньо виявляється на практиці - працюють набагато стабільніше - зварювальний струм і дуга мають кращі характеристики.

Якщо якість роботи випрямлячів набагато вище попередніх, то значно краще і якість одержуваного шва.

Не можна сказати про погану якість швів в трансформаторах, однак випрямлячі роблять його ще краще і надійніше. Невеликі мінуси тут все-таки присутні: велика вага випрямного апарату і працює він під дуже великим напруженням, що позначається на погіршенні напруги в мережі, під час його роботи.
Сучасні зварювальні апарати - інвертори
Буває і так, що для нормальної роботи 50 Гц напруги недостатньо, і використання трансформаторів, як і випрямлячів в деяких ситуаціях неможливо. Через це, завдяки нинішнім технологіям, широко виробляються нові, набагато більш потужні зварювальні апарати. Вони називаються інверторними, і працюють під частотою понад 500 Гц.

Для передачі енергії, не потрібен трансформатор значних розмірів, а досить маленького, який забезпечить протікання постійного струму весь час. Щоб порівняти, в скільки разів менше важить силовий трансформатор від звичайного, потрібно відштовхуватися від їх однакових параметрів сили струму. Силового трансформатору для вироблення струму в 160А не треба важити 20 кг і більше. А це зменшує вагу повної збірки інвертора в 5-7 разів. У той час як звичайного трансформатора ніяк не вдасться уникнути кілька десятків кілограмів маси.
Вага повністю укомплектованого інвертора не перевищує 8 кг (буває менше, але не більше). Це дуже зручно і компактно, так як, транспортуючи апарат, витрачається набагато менше зусиль.
Комплектуючі інвертора трохи схожі на випрямний апарат.

До складу інвертора входить мережевий фільтр, два випрямляча, перетворювач змінного напруга, що працює на дуже високих частотах і останнє - схеми управління. Їм можна працювати набагато довше, без перерви, так як його робота максимально стабільна. Крім цього, інвертор дозволяє зварнику розширено вибирати зварювальний струм. Перемикач знаходиться на самому инверторе і може дуже точно переходити до різних значень сили струму. Це просто необхідно, якщо варити потрібно тоненькими електродами.
При виборі будь-якого типу зварювального апарату, потрібно зосереджувати увагу на діапазоні допустимого зміни зварювального струму. Саме цей показник, вказує на його активну потужність. Від широкого діапазону залежить багато: вибір електродів (великий діапазон дозволяє використовувати електроди великого розміру, але і малі теж). Важливо і те, як швидко апарат зможе запалити дугу, від цього, в деякій мірі, залежить продуктивність роботи. Як зрозуміти, чи буде даний апарат швидко запалювати дугу або зволікати? Дуже просто, ці параметри спеціально вказуються в технічні характеристики будь-яких зварювальних апаратів в колонці - струм холостого ходу. Рекомендоване значення даного параметра 60 - 80В, якщо більше - краще, і дуга буде загорятися миттєво.
Досить рідко зустрічаються зварювальні апарати, що використовують вуглекислий газ, які називаються полуавтоматами.
Вони мають професійну якість проварювання металу, працюють з досить тонкими металевими листами. Вартість напівавтоматів досить значна, тому вони не поширені в домашньому процесі зварювання, а широко використовуються на більш відповідальному і масштабному рівні.
Яким би апаратом не користувався зварювальник, трансформаторних або инверторной зварюванням, Все одно не зможе почати процес без невід'ємної частини зварювального апарату - електрода. А значить наступний етап для успішного протікання процесу - підбір електродів за певними вимогами і в залежності від матеріалів металу.
Які бувають електроди, і як не помилитися в їх виборі?
Електрод схожий на тонку металеву паличку з захисним покриттям. Так і є насправді, електрод - це самий натуральний металевий стрижень, а утворене покриття - феросплави і мінерали. В процесі розплаву металу і освіти зварювальної ванни вони будуть захищати її, створюючи шар захисного газу, крізь який повітря не зможе потрапити і окислити зварювальну ванну.

Електрод повинен в зварювальному процесі розплавитися і розплавити також необхідне місце металевого листа. Здійснюється це за рахунок проходження струму значної величини по самому електроду. Електричний струм, який потрапляє на електрод, починає проходити і потрапляє до місця, де незабаром утворюється шов, через те, що електрод буде стикатися з листом металу.
Електроди розрізняються по типажу:
- Чавунні, сталеві і сталеві з додаванням мінералів.
- Плавляться з одержуваних розтином.
- Неплавкі для роботи при контактному зварюванні ..

Електроди нестандартні, і бувають всілякого діаметра і довжини. Залежно від завдань і складності зварювання, вибираються або маленької довжини, які зменшують напругу, або довгі - основне їх завдання - підвищити опір.
Не всім відомо, що зварювальники розрізняють електроди: професійні та звичайні. У напівавтоматичному зварюванні використовуються тільки перші. це - вольфрамові електроди, Плазмові. Принцип дії однаковий - плавлячи, вони виділяють захисний газ.

Покриття електрода, як вже відомо, захищає зварювальну ванну від агресивного впливу повітря, але ще і допомагає горіти дузі стійкіше. На електродах можна побачити різне покриття: кисле, основне, целюлозне і інші, маловикористовувані.
Найголовніше, вибираючи електроди - купувати тільки ті, які будуть відповідати цілям зварювання. Вибір зварювальних апаратів безпосередньо змінює тип електродів. Найчастіше використовують електроди марки УОНІ-13 / НЖ / 12х13. Їх застосовують при роботі з низьколегованої сталлю і вуглецевими листами. Р-3С використовують для зварювання змінним і постійним струмом. Використовуються для таких же матеріалів.
Технологія виконання ручного дугового зварювання своїми руками
Всі домашні роботи, які потребують зварювальної роботі, не можуть обійтися без ручного апарату дугового зварювання. Навіть через багато років, цей апарат не втратив своєї актуальності, а став ще більш популярним і використовуваним.
Одним з існуючих способів є варіант зварювання електродом, разом з захисними газами (Аргон з додаванням невеликої кількості кисню). Електроди в цьому випадку використовують неплавкі і, часто вольфрамові.
Важливим моментом слід відзначити якість шва. Щоб місце зварювання було якісним, а не ослабленим швом, потрібно правильно підбирати електроди під матеріал (вони повинні бути того ж якості, що і метал). Тільки тоді, плавки і змішування хімічного складу електрода і металу не буде відрізнятися, і погіршувати його. Зварювання ручного дугового зварювання потрібно проводити постійним струмом. Виняток становить зварювання алюмінію, яку краще проводити змінним і струмом з зворотною полярністю. Пояснюється це тим, що алюміній має якийсь шар оксидної плівки, а вона, в свою чергу, має дуже високу температуру плавлення (більше 1000 градусів), і змінний струм краще її плавить.
Сварка з аргоном дорожча, в порівнянні зі звичайною, і швидкістю похвалитися не може, зате можна впевнено сказати про перевагу даного типу для роботи виробничому масштабі. Для початківців ж зварників не рекомендується використовувати цей спосіб дугового зварювання, так як освоїти і добре керувати ним трохи складніше. Електроди для звичайної ручного зварювання підходять прості, але покриті хімічними елементами. Один кінець у них залишають непокритим, так як він буде кріпитися в утримувачі.
Отже, перше, на що треба звернути увагу, починаючи роботу з дугового ручним зварюванням - підбір сили струму. Оптимальний вибір сили зварювального струму гарантує шов хорошої якості. Тим, хто не знає, як в домашніх умовах вибрати силу струму, турбуватися не потрібно, а всього-на-всього зазирнути в документацію до зварювального апарата, де має бути вказано, як вибирати.

Наступним етапом розглянемо швидкість зварювання. Швидкість переміщення електрода залежить від товщини матеріалу. Чим товще метал, тим довше буде його плавка, а значить, швидкість трохи впаде. Головним показником вибору швидкості є наповнення зварювальної ванни розплавленим металом. Тримати електрод потрібно на одному місце стільки, щоб ця ванна наповнилася і трохи підносилася над іншим шаром металу на кілька міліметрів. Переміщати електрод занадто повільно теж неприпустимо, так як зварювальний шов, точніше розплавлений метал почне розтікатися, і перешкоджати подальшому процесу.
Дуже важливий момент в роботі - це запалення зварювальної дуги. Саме з її появи починається процес зварювання металу. Запалити її можна не одним способом, однак, самим активно використовуваним методом є зіткнення електрода і поверхні обраного листа металу. Стосуватися або чиркати немає різниці, в будь-якому випадку дуга повинна з'явитися. Ці дії проводять тільки з новим електродом. Будь-новачок або досвідчений зварник зроблять це легко, і боятися цього не варто. Інший метод викликання зварювальної дуги призначений для всіх важкодоступних і мало контрольованих місць. Для того щоб викликати дугу, треба торкнутися електродом поверхні металу, після чого відвести на кілька міліметрів. Підводити електрод потрібно обов'язково під прямим (вертикально) кутом.

Як здійснити наплавку швів поверхонь які розміщені під кутом і внахлест?
За умови, що електрод знаходиться під кутом 45 градусів, щодо поверхонь, можна впевнено твердити, що шов вийде дуже високої якості і результат буде позитивний. При цьому поверхні найкраще скласти «Г-образно». Тільки в такому положенні двох поверхонь вийде наплавить шви, що мають велике перетин.

Два елементи, які знаходяться внахлест, наплавляют короткою дугою, при цьому рухаючи електродом вперед-назад, для розігріву всієї поверхні. Розігрів всій поверхні важливий, так як це буде впливати на рівномірне заповнення рідким металом ванни.
Техніка безпеки або як захистити себе зварнику?
Найважливішим елементом захисту і безпечного проведення робіт на зварювальному апараті є захисний щиток і рукавички. Ці елементи просто невід'ємні при зварюванні, і повинні бути одягнені ще перед включенням дугового апарату. Якщо немає захисної маски, яка одягається на голову, зварювальник може використовувати щиток подібного типу, але його треба тримати іншою рукою. Крізь захисне скло буде видно розплавлений метал і місце зварювання. Варто відзначити, що тримати щиток не потрібно весь час, від включення зварювального апарату і до самого закінчення. Захисне скло, яке включає в себе підкладку з оргскла, має захищати очі тільки в період спалаху дуги.
![]()
Крім рукавичок, зварнику в обов'язковому порядку потрібно бути одягненим в спеціальний захисний костюм, який погано горить, а значить і можливості тліти у матеріалів не буде. Добре підходять тканини з брезенту і шкіри. При роботі не можна гарантувати, що ні краплі розплавленого металу, не потрапить на одяг або взуття, тому всі частини тіла повинні бути захищені.
Щоб не порушити правила техніки безпеки, братися до роботи треба тільки на тому обладнанні, яке спочатку було перевірено.
Останнє, важливе зауваження до безпеки відносять погане закріплення зварних деталей. Саме цим правилом нехтують багато любителів домашньої зварювання. Це в деяких випадках дуже небезпечно, так як в протилежному випадку, гаряча або розплавлена частина матеріалу може впасти на підлогу або на ногу.
Досить часто потрібно з'єднати металеві частини або фрагменти деталей. Є кілька способів для отримання потрібного результату. Найчастіше для з'єднання залізних і сталевих деталей застосовують метод електрозварювання.
На чому він заснований?
Як правильно варити електрозварюванням? Для того щоб зрозуміти принцип, потрібно згадати фізику зі шкільної програми. Один з дротів зварювального апарату під'єднують до робочої деталі. При зіткненні електрода з цією поверхнею виникає В місці зіткнення утворюється заглиблення, яке заливається розплавленим металом у міру переміщення електрода. Краї металевих частин тануть під дією величезної температури і перетворюються в єдине ціле.
Способи запалювання дуги
Навчаючись того, як варити метал електрозварюванням, варто дізнатися дещо про сам метод. Відстань і електричний високотемпературний імпульс між деталлю і електродом називають дугою. Для створення таких умов існує два способи:
- У першому випадку електродом (швидко торкаючись) «чиркають» по залізу, ніби сірником. Виникла дугу потрібно зберігати, ведучи присадку в декількох мм від робочої поверхні металу.
- У другому випадку кінчиком електрода потрібно різко постукувати по заготівлі.
Отримана дуга не повинна згаснути. Якщо це все-таки сталося, перш ніж продовжиться електрозварювання, шви потрібно очистити від окалини. Нехтування цим правилом веде до утворення діри.
Важливість сили струму для зварювання

Розрахунок відповідає товщині електрода, покаже на практиці, як навчитися варити електрозварюванням. При недостатньому струмі електрод буде залипати, а дуга - гаснути. При великому струмі метал буде розбризкується і горіти. Якщо користуватися зварювальним трансформатором, то електроду в 1 мм відповідає струм в 30-35 А. При користуванні електроду в 3 мм відповідає струм в 80 А. Якщо підвищувати силу струму, залізо можна різати.
Електроди підбирають з урахуванням хімічного складу металу. Існують кілька видів цього присадочного матеріалу:
- сталеві;
- біметалеві;
- чавунні;
- мідні;
- латунні.
Всі вони марковані індексом і цифрами, що позначають те, для металу який твердості і товщини призначений кожен вид.
Навчаючись, як правильно варити електрозварюванням, потрібно запам'ятати, що для отримання якісних швів електроди повинні відповідати товщині металу.
Сварка плоских листів металу
тонкий метал (Від 1 до 3 мм) з'єднують встик без зазорів і присадок, домагаючись гарного збігу вирівняних країв.
Для кращого прилягання стиків більш товстих листів (від 3 до 8 мм) краю повинні бути обрізані під прямим кутом. Між листами залишають зазор до 2 мм. Матеріал товщиною 8 мм з'єднується двосторонньої зварюванням. Для з'єднання більш товстих площин кромки обрізають зі скосом.
З чого починати вчитися варити залізо
 Навчання тому, як правильно варити електрозварюванням, починається з найпростіших процесів.
Навчання тому, як правильно варити електрозварюванням, починається з найпростіших процесів.
- Приготовлені деталі фіксують на горизонтальній поверхні (на столі для зварювання).
- Прихватками скріплюють їх по краях і в центрі.
- Потрібно вставити в тримач нову присадку і прикріпити до деталі затиск від маси.
- Спочатку відпрацьовують правильний нахил електрода (близько 75 градусів) в напрямку дуги. При цьому потрібно здійснювати рух, які як би згрібають розплавлений метал в місце стику.
- Кінець електрода має припадати на центр шва. Завдяки дотриманню кута нахилу краплі рівномірніше стікають з розпеченого електрода і рівним якісним валиком утворюють
- Після охолодження заготовки потрібно відбити шлак з поверхні деталі.
Раз по раз, в міру набуття досвіду, шви будуть виходити все рівніше і акуратніше.
Як зробити вертикальний шов
 Як варити вертикальний шов електрозварюванням? Головне - почати, щоб виконувати всі рекомендації. Сварка вертикальних швів схожа на роботу по горизонталі, тільки трохи складніше. Заготовки прихоплюють в двох-трьох місцях. Потім зварювання ведуть тільки знизу вгору, приліплюючи краплю за краплею. Поступово весь зазор заливають гарячим металом. Як навчитися варити електрозварюванням? Завдання полягає в тому, щоб злити обидві кромки, плавлячи їх зварювальної дугою, одночасно направляючи туди ж краплі металу з розпеченого до стану рідини кінця електрода.
Як варити вертикальний шов електрозварюванням? Головне - почати, щоб виконувати всі рекомендації. Сварка вертикальних швів схожа на роботу по горизонталі, тільки трохи складніше. Заготовки прихоплюють в двох-трьох місцях. Потім зварювання ведуть тільки знизу вгору, приліплюючи краплю за краплею. Поступово весь зазор заливають гарячим металом. Як навчитися варити електрозварюванням? Завдання полягає в тому, щоб злити обидві кромки, плавлячи їх зварювальної дугою, одночасно направляючи туди ж краплі металу з розпеченого до стану рідини кінця електрода.
Можна заварювати шов не краплями, а так званої «вісімкою», проте з цим може впоратися тільки досвідчений фахівець. Так що, якщо цікаво знати, як навчитися варити вертикальний шов електрозварюванням, спочатку рекомендується подивитися на роботу досвідченого зварювальника, послухати поради майстрів. А тільки потім самостійно приступати до процесу.
Як зробити гарний і міцний кутовий шов
 Правильно зробити так званий «тавровий» шов не так легко, як навчитися варити електрозварюванням. Цим швом користуються, якщо потрібно скріпити деталі під різними кутами. Металеві частини встановлюються так, щоб зварювання стікала в самий кут. Зафіксовані «човником» зварювані частини прихоплюють з протилежних сторін. Крім того, один край заготовки піднімається трохи вище. Процес зварювання починати потрібно з нижнього краю. В цьому випадку, ретельно дотримуючись інструкції, як правильно варити електрозварюванням, якість зварювального шва можна помітно поліпшити.
Правильно зробити так званий «тавровий» шов не так легко, як навчитися варити електрозварюванням. Цим швом користуються, якщо потрібно скріпити деталі під різними кутами. Металеві частини встановлюються так, щоб зварювання стікала в самий кут. Зафіксовані «човником» зварювані частини прихоплюють з протилежних сторін. Крім того, один край заготовки піднімається трохи вище. Процес зварювання починати потрібно з нижнього краю. В цьому випадку, ретельно дотримуючись інструкції, як правильно варити електрозварюванням, якість зварювального шва можна помітно поліпшити.
Яким зварювальним апаратом краще користуватися
- Старовинні зварювальні апарати, що мають регульований магнітний зазор, що дозволяє налаштовувати силу струму, - трансформаторні. Є безліч варіантів і моделей, що мають реостати та додаткові дроселі на первинних або вторинних сторонах трансформаторів.
- Інверторні апарати - більш сучасні зварювальні пристрої. Працюючи від підвищеної частоти, трансформатор таких агрегатів має менші габарити і невелика вага. У таких пристроях плавно можна відрегулювати режими зварювання. Налаштування останніх потрібно проводити ретельно, інакше апарат може швидко вийти з ладу.
Способи зварювання труб
 При відсутності досвіду вчитися тому, як варити трубу електрозварюванням, краще на товстому металі. Залежно від товщини стінки труби роблять кілька проходів. Багатошарова зварювання покращує механічні властивості отриманого шва, з'єднання стає міцнішим.
При відсутності досвіду вчитися тому, як варити трубу електрозварюванням, краще на товстому металі. Залежно від товщини стінки труби роблять кілька проходів. Багатошарова зварювання покращує механічні властивості отриманого шва, з'єднання стає міцнішим.
Спочатку зварюють півкільце в одну сторону, потім - у другу. При способі ведення шва «зверху вниз» користуються 4-мм електродами, що мають органічне напилення. При короткій дузі, спираючись на що утворюється «козирок», приставок ведуть невеликими поперечними коливаннями.
При роботі за способом «від низу до верху» різко знижують швидкість. Ведення поперечних коливань електроду роблять в 3-5 мм.
При з труб попередньо потрібно підготувати і розкласти весь матеріал на зварювальному столі або стенді. Потім їх отцентровивают і стягують для отримання потрібного для зварювання зазору. Зібрані стики прихоплюють між собою.
Труби з маленьким діаметром з'єднують безперервної зварюванням, з великим діаметром - переривчастим способом. Після завершення всіх зварювальних процесів робоча поверхня металу очищується від окалини, застиглих бризок, шлаку. Проводиться контрольний огляд на предмет виявлення тріщин або прожогов, що виходять кратерів або пір. При наявності неякісно зварених місць проводиться реставрація шва.
Для власної безпеки потрібно працювати під час зварювання в замшевих рукавичках і рукавицях, в масці зварювальника, в кризових або щільних шкіряних черевиках і в бавовняної робі. Обов'язково поруч повинен перебувати вогнегасник або ємність з водою.
Різьба, заклепка, клей. Це те, чим можна скріпити дві металеві деталі, не вдаючись до електрозварювання. Для багатьох електрозварювання - свого роду вища математика, однак виконавши свій перший якісний шов, включається м'язова пам'ять, спрацьовує калькулятор, адже кожен сантиметр шва - це гроші, заплачені фахівця. Навчитися користуватися зварювальним апаратом будь-якого типу нескладно, головне - поставити собі мету. На шляху до цієї мети є пара хитрощів, про які ми сьогодні і поговоримо.
основи зварювання
Для того щоб знати як правильно варити електрозварюванням, необхідно розуміти процес. Все насправді просто - зварювання металу являє собою процес, в результаті якого встановлюються міжатомні зв'язку між двома деталями при обопільній нагріванні. Ще простіше - нагріваючи будь-яким способом два шматки металу (а в нашому випадку, за допомогою постійного струму, перетворюються з мережевого змінного), можна отримати міцне і нероз'ємне з'єднання.
В результаті ми отримуємо зварювальний шов, але до цього необхідно вивчити, хоча б поверхово, весь процес його отримання від підготовки поверхні, до обробки готового шва. Для електричного зварювання буде необхідно певний обладнання, а це в першу чергу - зварювальний апарат.
Який апарат краще
Для початківця зварника кращим варіантом стане недорогий і універсальний зварювальний апарат інверторного типу. Крім них існують трансформаторні зварювальні апарати і найдорожчі апарати для напівавтоматичного зварювання, але ми їх чіпати не станемо, оскільки перші занадто громіздкі і ненажерливі, а другі призначені для професійного використання в основному для ремонту автомобілів.
Інвертор зварювальний має компактні розміри, невелика вага і може варити метал практично будь-якої товщини. Тонкий метал, труби, силові металеві конструкції, листові метали - все це можна варити інвертором, причому він не дуже вимогливий до параметрів мережевого струму і напруги. Ціна зварювального інвертора - в межах 4-6 тисяч рублів. Так, це зазвичай китайські моделі, навіть якщо на них розміщено ім'я бренду кирилицею - Сталь, Бригадир, Фіолент. Комплектуючі - тільки китайські, але і ці недорогі апарати можуть надати допомогу в побуті. Всі додаткові аксесуари найчастіше входять в комплект:
- зварювальні електроди;
- маска зварювальника;
- провід маси;
- тримач електроду з проводом;
- металева щітка;
- захисні рукавиці.
технологія зварювання
Зварювання металевих деталей проводиться під впливом високої температури, яку утворює електрична дуга. Дуга виникає між зварювальним електродом і свариваемой деталлю. Під її впливом метал плавиться, в результаті чого перемішується метал електрода з металом деталей, що зварюються. Коли з'єднання остигає, ми отримуємо зварювальний шов. Величина шва залежить від товщини електрода, швидкості його переміщення, режиму зварювання і форми зварюваної кромки. Ширина шва становить від 5 до 17 мм, а глибина активного шва може бути від 1 до 9 мм, в залежності від товщини металу.
Електрод складається з металевого сердечника і обмазки, яка під час зварювання створює захисну оболонку зварювальної ванни, а після зварювання застигає і утворює шлак. Цей шлак необхідно видаляти до голого металу. Тільки так можна проконтролювати якість зварного з'єднання. Електрод закріплений в тримачі, який підключений позитивної клеми зварювального апарату, а мінусова клема, маса, підключена до зварюваної деталі за допомогою спеціального затиску, який йде в комплекті з апаратом.
Ловимо дугу і отримуємо шов
З теорією покінчено, тепер перейдемо до практики. Обидві деталі, що зварюються повинні бути добре зачищені від іржі і бруду. До однієї з деталей надійно кріплять затиск маси, а місце кріплення також попередньо зачищають. Все, включаємо зварювальний апарат, надягаємо захисні рукавички і зварювальну маску, Підносимо електрод до зварюваних деталей під зразковим кутом 50-60 градусів і перевіряємо контакт. Якщо контакт є, виникне іскріння на електроді в зоні зварювання. Після цього торкаємося поверхонь, що зварюються і відводимо електрод від неї на 3-6 мм. У цей момент повинна виникнути дуга.
Якщо не виникла - регулюємо зварювальний струм в сторону збільшення. В кінцевому підсумку необхідно домогтися якісної стабільної дуги і рівномірного горіння електрода. Власне, це і є найскладніше - отримати правильну дугу. Тут можуть допомогти тільки досвід і поради хорошого зварювальника. Коли електрод вигорає до кінця, міняємо його, не вимикаючи апарат.
Після освоєння азів зварювання можна приступити до вивчення особливостей зварювання не тільки стали, але і зварювання чавуну, для цього використовуються спеціальні електроди на основі нікелю. деякі види зварювальних швів наведені на схемах, а ми бажаємо успіхів в навчанні і здобутті навичок в електрозварювання.
Моментів, коли потрібно варити зварюванням, існує неймовірна кількість, причому це може знадобитися будинку, на дачі, в квартирі, в гаражі, в будь-якому висотній будівлі, зокрема, в таких сферах діяльності, як будівництво або ремонт в домашніх умовах, а також в сантехническом обслуговуванні, прокладанні водопостачання та водовідведення і не тільки. Наймати фахівців, щоб провести зварювальні роботи, задоволення не з дешевих, а тому багато хто воліє самостійно відварити необхідні елементи. Як зробити це правильно? Навчитися працювати електрозварюванням з нуля не просто, але цілком можливо, і для цього можна відвідувати уроки для початківців, придбати самовчитель для чайників або ж, скористатися порадами, представленими нижче.
Щоб зварювати полотна або труби з металу, потрібно ознайомитися з технікою безпеки, вивчити процес роботи, ретельно дотримуватися технології або найняти такого зварника, як трубач.
Багато хто думає, що цілком достатньо дізнатися, як користуватися електродами і то, як заварити шви, проте потрібно знати всі тонкощі роботи, особливо щодо з'єднання 2 різних металів і того, які потрібні електроди.

Теорія - це одне, проте потрібно курс практики, щоб почати самостійно зварювати різні конструкції без помилок і ймовірності виникнення протікання. Наприклад, перед проведенням зварювання, повинен бути зафіксований кожен елемент за допомогою стяжки, струбцин і інших елементів.
Необхідно знати:
- Які можуть виникати проблеми;
- Як уникнути дефектів;
- Яка технологія зварювання конкретного виду елементів.
Крім цього, можуть знадобитися прихватки або, іншими словами, поперечні шви, кожен з яких тримає з'єднання стиків, і бажано встановлювати їх на відстані в 10 см один від одного.
Варіанти зварювальних швів
Існують різні типи швів, які можуть відрізнятися між собою відповідно до різних факторів, зокрема, за тим, як проводиться з'єднання металевих виробів. Саме це ті самі ази зварювання, яким навчають новачків.
Шов може бути:
- встик;
- внахлест;
- Тавровий.

Професія електрозварника дуже складна і вимагає часом занадто великих вкладень під силу і енергії, так як зварювання металевих виробів може проводитися навіть під стелею. Класифікація шва може бути по тому, де вони розташовані в просторі, і виділяють вертикальний, горизонтальні, стельовий типи.
Поради: як навчитися варити електрозварюванням самостійно
Зварити самостійно металоконструкцію за день цілком можливо, якщо знати, скільки потрібно електродів, якими саме потрібно користуватися і за умови, що виріб буде не дуже велике.
А що ще потрібно мати на увазі, щоб навчитися варити самостійно:
- Для зварника важливо не тільки правильно працювати, а й вивчити основи, зокрема те, який режим роботи потрібно для конкретного матеріалу, так як метал може бути зі сталі, сплавів або з таких полотен, як колір мет.
- Обов'язково слід вивчити методи, за допомогою яких можна зробити конкретний шов.
- Потрібно правильно підходити до вибору електродів і зварювального дроту.
Якщо спочатку не потрібно ставати професіоналом вищої категорії, то навчитися зварюванні можна самому, якщо дивитися відеоуроки, малюнки зі швами, а також вивчати поради професіоналів. Навчання буде довгим, але можливо продуктивним, особливо, якщо поступово намагатися робити шви, збільшуючи кількість досвіду роботи.
Для початку зварювання потрібні електроди і безпосередньо сам зварювальний апарат.

Багато хто віддає перевагу користуватися РЕСАНТА, так як техніка витримує тривалі навантаження, що дозволяє швидко довести справу до кінця. При перших пробах роботи зі зварюванням, краще користуватися дійсно інвертором, а вже потім при великому досвіді можливо і будь-яким іншим апаратом. Що стосовно електродів, то бажано вибирати «3». Користуватися ними легко, а найголовніше, вони не перевантажують мережу електрики.
В цілому, зварювальне обладнання ділиться на види - трансформаторний, випрямляч, інвертор. Чому популярність залишається за инверторами? Вони мають компактні розміри, мала вага, і з ними дуже легко впоратися новачкові. При перших кроках до вивчення зварювання, варто брати більш прості види металу і бажано рівні елементи, щоб не ускладнювати завдання.
Перед зварюванням потрібно підготувати:
- Відро з водою;
- Молоток для збивання шлаку;
- Щітку з заліза;
- Маску, якій проводиться захист області обличчя і шиї;
- Рукавички зі спеціальної тканини, просоченої складом для виключення загоряння і прогорання полотна;
- Спеціальний одяг з довгими рукавами.
Не варто забувати про те, що зварне справу пожежонебезпечна, а тому поруч категорично забороняється перебувати пальним або легкозаймистою предметів, щоб виключити серйозні наслідки.
Про які дефектах варто знати, щоб зробити правильний зварювальний шов
Робити гарні шви, у яких ідеальний вид, не так просто, так як навіть фахівець з великим досвідом роботи не завжди може здійснити процес максимально грамотно. Все залежить не тільки від того, чи дотримуються правила і грамотно вибраний кут нахилу електрода, а й ще від безлічі моментів.
Варто зауважити, що будь-який навчальний посібник має дані про дефекти, ознайомитися з якими потрібно обов'язково.

Є критичні, а є не критичні, тобто ті, які допустимо залишити без додаткової обробки. Вчимося того, як відрізнити якісний шов від неякісного і чому виникають дефекти.
дефекти:
- Непровар - це дефект, при якому здійснилося недостатнє заповнення простору стику рідким металом, це впливає на міцність з'єднання. Причиною може бути слабке напруга, занадто велика швидкість, з якою проводиться рух електрода. Після того як скоригований ток і дугу скоротили по довжині, дефект повинен усунутися.
- Підріз. Даний дефект свідчить про наявність канавки, що йде уздовж шва. Причиною може стати знову занадто довга дуга, за рахунок чого шов не просто поганий, а широкий. Це призводить до неповного прогріванню металу, за рахунок чого краю починають швидко тверднути. Щоб усунути проблему, варто зменшити довжину дуги і підвищити силу струму.
- Пропали - це наскрізні отвори на стиках. Причиною стає високий струм, якщо повільно вести електрод, і занадто великі зазори між торцями деталей. Дефект можна усунути за рахунок корекції режиму зварювання.
- Якщо на шві утворяться пори, хаотично розкидані по всій довжині стику, то це відбувається через наявність протягу в приміщенні, за рахунок чого відбувається здування газової хмари з зони роботи або ж, якщо метал покритий іржею.
Є й інші дефекти у вигляді тріщин, або просто лопається шов, це виникає відразу після того, як метал охолоне. Вони можуть бути поздовжні і поперечні. Залежно від того, коли вони утворилися, вони бувають холодними і гарячими.
Обережності перед тим, як варити зварюванням електродами
Незалежно від того, де застосовується ручна електродугова кемпінгові зварювання своїми руками, повинна дотримуватися техніка безпеки, що відображає кожен підручник зі зварювальних робіт.
обережності:
- Категорично заборонено користуватися дугового зварювання на морозі і в приміщенні з підвищеною вологістю.
- Обов'язково має бути присутня маска і захисний щиток, що дозволить уберегти очі від опіку.
- Одяг повинен бути зі спеціальним просоченням, з якої будуть скочуватися іскри і краплі розпеченого металу.

Руки потрібно покрити замшевими рукавичками або спеціальними брезентовими рукавицями. В силу того, що зварювальні роботи проводяться при великій температурі, і ймовірність загоряння дуже висока, то процес повинен проводитися там, де поруч є вода або вогнегасник.
Нюанси для початківців в зварюванні
У справі зварювання є безліч порад і навіть свої секрети у кожного майстра, але є ряд загальних вказівок, керуючись якими, можна проводити роботи і класти шви практично на професійному рівні, Навіть при самостійному навчанні.
нюанси:
- Обов'язково потрібно пам'ятати про заземлення, а саме, є спеціальний затискач, який потрібно щільно накласти на деталь.
- Обов'язково перевіряється ізоляція кабелю і то, наскільки ретельно він заправлений в деталь.
- Як тільки підключена маси, вибирається сила струму, це залежить від виду електродів і від матеріалу.
- Перш ніж запалювати дугу, потрібно встановити електрод щодо матеріалу під кутом в 60ᵒ.
Принцип дії зварювання і схема проведення роботи не надто складні. А саме, якщо почати повільно водити електродом по металу, почнуть утворюватися іскри, що свідчить про утворення зварювальної дуги. Щоб вона виникла, електрод потрібно тримати так, щоб простір між ним і полотном становило 5 мм.
В ході роботи буде відбуватися вигоряння електрода, але не потрібно поспішати його рухати.

Те, з якою швидкістю потрібно накладати шов, залежить від того, який він повинен бути: тонкий або товстий. При залипання електрода, досить просто відвести або нахилити його в сторону. Прийом простий, але ефективний. Варто зауважити, що є такий термін, як зварювальний ванна, і у неї можуть бути різні розміри. Наприклад, ширина в 8-15 мм, довжина в 10-30 мм, глибина в 6 мм.
Формат залежить від:
- Місця розташування - в приміщенні або в просторі;
- Зварювального режиму;
- Конфігурації кожної соединяемой деталі;
- Розміру і форми кромки;
- Швидкості переміщення дуги.
Прийоми з зварювання можна використовувати, щоб зробити котел для опалення або ж для з'єднання водопровідних труб. Місць застосування зварювального устаткування просто безліч, так як з його допомогою ставлять паркани, виготовляють дитячі майданчики, збирають металоконструкції висотних будівель, монтують системи водовідведення, встановлюють перила і не тільки.
Маючи не тільки навички роботи зі зварювальним устаткуванням, Але і відповідну освіту, можна облаштовувати свій будинок або ділянку усіма необхідними спорудами, а також влаштуватися на престижну роботу. Природно, в пошані ті зварювальники, які мають повне уявлення про свою роботу, режимах зварювання, особливості та нюанси цієї справи.
Як правильно варити електрозварюванням (відео-уроки)
Дуже просто відрізнити новачка від професіонала, так як він буде не надто квапливим і доведеться перетравлювати шви далеко не один раз. Якщо потрібні якісні зварювальні роботи, але не вистачає досвіду або знань, то краще довірити процес професіоналам, здатним здійснити все на вищому рівні і при цьому надати гарантію якості.
навчитися варити електродугової зварюванням просто необхідно домашньому майстру.
Що необхідно пам'ятати, крім основних правил і рекомендацій початківцю електрозварнику? Сподіваємося, що прості і доступні уроки допоможуть здійснити задумане.
З чого починається зварювання
Техніку зварних робіт можна назвати щоденною практикою. З чого починається процес зварювання електродуги? Звичайно ж, з отримання мінімуму теоретичних знань по темі: «Як варити електрозварюванням» і комплектації зварника, а також бажання оволодіти навичками електрозварювання для початківців.
Уроки електрозварювання або як навчитися варити
урок 1. Зварювальний апарат
Завданням зварювального апарату є забезпечення регульованим струмом електрод. Тому зварювальний апарат може забезпечити електрод постійним або змінним струмом. Нагадаємо, що сварка електродугова з використанням постійного струму створює односпрямований потік електронів. Таким чином, вибір полярності при зварювальних робітах і буде визначати «головний напрямок».
Зварювальний інвертор дозволяє вибрати полярність. Тому необхідно пам'ятати про підключення проводу до відповідної клеми. Розрізняють полярність пряму і зворотну.
Пряма полярність буде означати:
«Мінус» знаходиться на електроді, а «плюс» на клеми «земля».
Зворотній полярність на практиці означає, що:
«Плюс» знаходиться на електроді, а «мінус» - клема «земля».

Як в світі немає однакових людей, так і не існує однакових зварювальних апаратів, тому що будь-який апарат варитимуть з вашою участю по-своєму. Тому, розібравшись з полярністю, необхідно розібратися з проводами і зажимами.
урок 2. Проведення й швидкоз'ємні затискачі
Процес забезпечення зварювального апарату електричним струмом здійснюється за допомогою дротів, оснащених швидкознімними зажимами. Для зварних робіт рекомендується використовувати ізольовані мідні провідники.

Провідники, призначені для з'єднання електротримач при зварюванні електродуги, використовують джерело змінної напруги 220 В, а також номінальної частоти 50 Гц. Позначення проводів КОГ 1 (перетин жив 16 - 35 мм 2) і КОГ 2 (перетин жив 25 - 35 мм 2). Струмопровідними жилами є мідні багатодротяна жили, як сепаратора виступає синтетична плівка. Позначення на кабелі буде виглядати приблизно так:
КОГ2 1х35 + 2х0,75 ТУ16.К73.03-97.
Кінець робочого проводу оснащений швидкознімним затискачем, до якого приєднаний 3-х метровий провідник і Електродотримачі.
Усвідомивши необхідність використання проводів в конструкції зварного апарату, звернемо погляд на пристосування, яке називається Електродотримачі
урок 3. Електродотримачі
Електродотримачі є головним «контактером», тому що без його участі неможливо утримувати електрод в заданому робочому стані і здійснювати контакт між проводом. Залежно від застосування різних типів електродів, Електродотримачі розрахований на струми:

Електродотримачі обладнають овальної високоміцної теплоізолюючих рукояткою. Фіксація електрода жорстка, в декількох робочих положеннях.
Вид електродотримача зовні нагадує плойку, тільки в якості завивати локона буде стирчати сердитий електрод.
Електродотримачі позначає приблизно так: DE 2200 Електродотримачі (200-250A).

урок 4. Електроди
Неможливо зробити якісний шов своїми руками з використанням низькопробних електродів. Штучні електроди являють собою металеві стрижні, довжиною до 30 см, покриті певним складом (рутилово - основним покриттям). Розрізняють електроди загального призначення (марки МР-3 і АНО-4) і для зварювання відповідальних конструкцій (марка УОНИ 13/55) з низьколегованих сталей.

Електроди повинні володіти високими технологічними властивостями і характеризуватися такими параметрами:
легким запалюванням і стабільність горіння зварювальної дуги
хорошою відокремлюваністю шлаку і формуванням зварного шва
незначним розбризкуванням металу в розплавленому стані
стійкість зварного шва без утворення гарячих тріщин і пор
отримання бездефектного зварного шва в посиленому режимі
легкість ведення зварного шва при повторному запалюванні дуги.
Таким чином, техніка електрозварювання буде залежати від типу обраного електрода.
Техніка ведення зварних робіт передбачає повну безпеку зварника. Для цього необхідно здійснювати роботу в рукавичках, спеціальному костюмі і використовувати засоби індивідуального захисту, а саме щиток електрозварника.

урок 5. Світлофільтри і щиток електрозварника
При проведенні зварювальних робіт очі електрозварника повинні бути надійно захищені від яскравості дуги спеціальним щитком із світлофільтрами. Це дозволить захистити очі від можливості опіку і бачити процес розплавлення металу. Для захисту від іскор і подряпин, а також яскравого світіння дуги використовують пластикові скла і щиток, які необхідно підбирати індивідуально.

Після підбору і установки фільтра необхідно перевірити відсутність зазору, а лише після перевірки починати зварювальний процес.
Більш детальна інформація про дугового зварювання і техніці безпеки показана у відео.
урок 6. Зварений шов
Вивчивши і освоївши основні уроки, необхідно переходити до практики зварних робіт. Тому, підготуйте держак, опустіть щиток електрозварника і починайте запалювати дугу. «Запалювати» дугу необхідно за правилами запалювання сірника. Чіркнет електродом по металу в напрямку передбачуваного шва. Після виникнення підпалу дуги, необхідно розташувати кінець електрода в 3 мм від свариваемой поверхні. Тим самим буде створено робочий зазор для дуги.

Держак зручніше розташувати в руці таким чином, щоб важіль перебував під великим пальцем руки. Після стабільного виникнення дуги необхідно починати формувати ванну для прогріву металу. Для цього зробіть 2-3 плавних обороту електродом навколо зварювальної ванни. Після цього основний метал прогрівається на певну глибину і зварна ванна трохи поглиблюється. Найголовніше при створенні зварного шва це контроль дугового проміжку. Тому просто необхідно навчитися цьому.

Протягом просування по зварного шва електрод буде витрачатися. Тому необхідно його постійно опускати і утримувати зазор між закінченням електрода і металом з зварної ванни, тоді правильний шов електрозварюванням буде гарантований.
Як ??? Ви ще не ознайомилися з основами ручного зварювання для початківців? Тоді вам реально сюди!




