Woni 13 55 Leírás. Az inverter hegesztéséhez használt elektródák: mit kell tudni
Az UONI 13/55 elektródái a környezetben professzionális hegesztők csak pozitív visszajelzést kapjon. És a kezdők attól tartanak, hogy ezeket a szemtelen rudakat használják.
Melyek az alacsony ötvözetű és szénacél szerkezetei, csővezetékei, amelyek a hegesztés hajlékonyságának és keménységének fokozott tulajdonságait igénylik. Súlyos éghajlati övezetekben.
A hegesztőelektródák UONI-13/55 műszaki jellemzői
Gondoljuk csak meg:
- általános jellemzők;
- mechanikus és kémiai tulajdonságok hegesztési varrás;
- megengedett varrási pozíció;
- érték hegesztőáram;
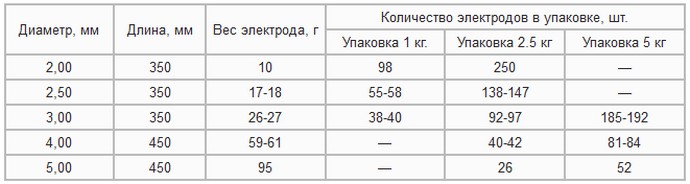
- az elektródok súlya és száma egy kötegben;
- egy csomag költsége.
1) Általános műszaki jellemzők:
- csatlakozási típus - ív, kézi, fordított polaritású egyenáram;
- bevonat (bevonat) - a fő;
- rúd vagy Sv-08A;
- burkolási együttható - 9 g / A h;
- hegesztési rudak fogyasztása 1 kg hegesztési fémre 1,6 kg.
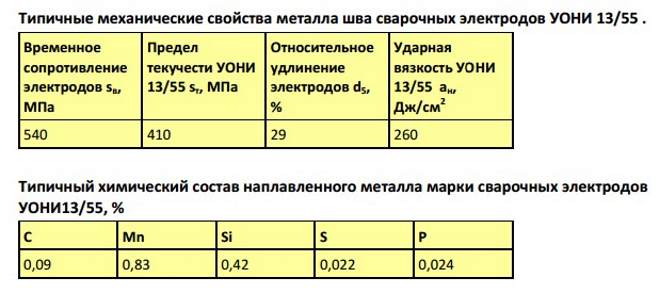
2) Mechanikai tulajdonságok:
- ideiglenes ellenállás, N / mm2 - 420-540;
- relatív hosszabbítás nem kevesebb, mint 22%;
- ütésállóság, j / cm2 legalább 128.
A kémiai elemek tömege a hegesztési varratban (táblázat):

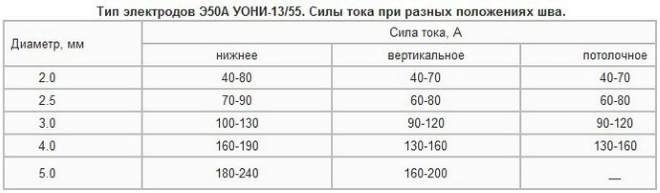
3) A hegesztés térbeli helyzete. A 2 - 4 mm átmérőjű UONI 13/55 elektródákat minden térbeli pozícióban hegesztésre használják, kivéve a függőleges (5-ös felső).
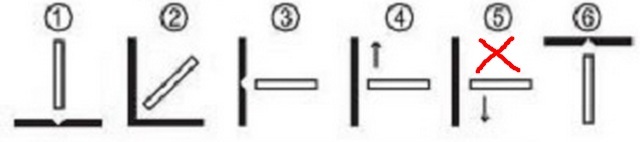
Nézze meg a videót (alább), ahol a személy visszautasítja ezt az írott szabályt. Az 5 mm átmérőjű rudak vízszintes, alsó és függőleges üzemmódban használhatók (alulról felfelé).
videók: személyes tapasztalat az SSSI 13/55 használatáról minden térbeli pozícióban.
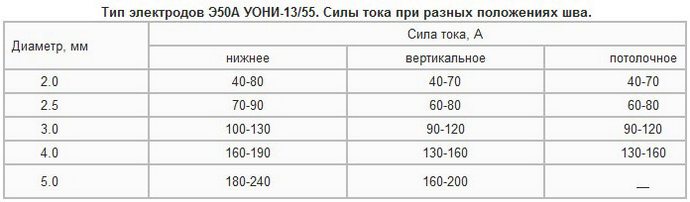
4) A hegesztőáram nagysága. Az EONA UONI 13/55 elektródákkal való hegesztéskor a rúd átmérőjétől és a hegesztés helyétől függően az áram kiválasztása látható a táblázatban.
5) Számolja ki a csomagban lévő rudak számát (darab), és az elektród tömege grammban segít az asztalnál.
6) Az UONI 13/55 csomag ára 400 és 750 rubel között változik. A költség a csomag súlyától, a gyártótól a régiótól függ. Átlagosan a termék kilogrammonkénti ára 100 rubeltől indul.
Az SSSI 13/55 használatának előnyei:
- erős hegesztés;
- az elektróda-fogyasztás 15% -os csökkentése;
- 10% -kal emelkedik.
UONI 13/55 (analógok) cseréje:
- Alapvető;
- ELGA;
- AV-66;
- OK 48.00 és 48.05.
Hogyan kell főzni az elektródokkal UONI 13/55
A vegyület előállítására készített készítményeket olajból, méretből és szennyeződésektől tisztítjuk. Az UONI 13/55 elektródáinak kalcinálását 1 órán át, 300 ° C hőmérsékleten végezzük.
Az instabil elektromos hálózatban végzett hegesztési munkálatokat általában nem hajtják végre inverter részvétele nélkül. A frekvenciaváltó hatékony és jó minőségű működéséhez azonban elektródákra lesz szükség, például háztartási készülékek hegesztő elektródák SSSI, melynek jellemzőit az alábbiakban tekintjük.
Röviden a legfontosabb dologról
Ilyen körülmények között ajánlott egy frekvenciaváltó használata, mivel ez a készülék egyfajta hegesztőeszköz, melyben az elektromos feszültség átalakítása transzformátor részvétele nélkül és egy speciális elektromos eszköz - inverter - segítségével történik. különösen népszerűek ebben a kézműves járművekben, annak kedvező tulajdonságai miatt, amelyek megkülönböztetik őket egy kedvező oldalról egy másik típusú, de hasonló alkalmazású készülékektől.
Így a frekvenciaváltó megkülönböztető minősége - az elektromos hálózat feszültségfeszültségének feltételeiben való munkavégzés képessége. Ez az eszköz lehetővé teszi, hogy kényelmesen beállítsa a működési paramétert széles áramlási tartományban, és a stabil elektromos ívnek köszönhetően a különböző fémek kiváló minőségű csatlakozása érhető el.
Ugyanakkor a munka hasonló: a frekvenciaváltó esetében, mint a hagyományos transzformátoroknál, hegesztési elektródákra lesz szükség. Ahhoz, hogy az inverter működjön, különböző átmérőjű hegesztési hegesztő elektródákra lesz szükség. A katódok összetételét a csatlakozó acél jelölésétől függően választjuk ki.
A hegesztés szerves részének megválasztása
Katód kiválasztásakor figyelembe kell venni az alábbi tényezőket:
- A katód bevonatának összetétele;
- Katódfogyasztás a csatlakozó fém mennyiségére;
- Katód lerakódási sebesség.
Ha érdekli a legjobb elektródák, akkor azok kiválasztásakor először is figyelmet kell fordítani a csatlakoztatandó varrat átmérőjére, valamint a behatolási mélységre. Meg kell jegyezni, hogy az optimális katód keresztmetszet, a polaritás, a hegesztési áram és más fontos paraméterek kiválasztása közvetlenül függ ezen indikátoroktól.
Gyakran használt katódok
A hegesztési elektródákat a csatlakoztatott acél típusától függően választjuk ki, ezért érdemes erről tájékoztatni.
Népszerű modellek:
- UONI 13/55, OZS-6, OZS-4, UONI 13/45 (alacsony ötvözetű acél);
- Hegesztő elektródák MP 3, LB-52U, UONI 13/55, OZS-12, OZS-4, OZS-6, MP-3S (szénacél);
- ANO-4, ANO-6 (alacsony szén-dioxid-acél);
- OZL-6, TsL-11 (rozsdamentes és nagy ötvözetű acél);
- OZCH-2 (öntöttvas munkához);
- T-590 (fémbevonathoz).
UONI 13/55: leírás és jellemzők
Az UONI 13/55 márka elektródái különösen alacsony fémötvözetből készült és különösen fontos fémszerkezetek hegesztésére szolgálnak szénacélha a varrás fokozott követelményeket támaszt a hajlékonysággal, a keménységgel. A hazai UONI 13/55 márka hegesztési elektródái lehetővé teszik, hogy a különböző térbeli elrendezésekben kiváló minőségű kapcsolatokat készítsenek. egyenáram fordított polaritás.
Műszaki paraméterek:
- UONI 13/55 bevonat - alap;
- A lerakódási sebesség - 3,5 g / A h;
- A katódfogyasztás 1 kilogramm tárolt anyagra 1,7 kg;
- 4 mm-es katódvastagsággal - 1,4 kg / óra.
előnyei:
- Bizonyított bizonyíték arra vonatkozóan, hogy az SSSI 13/55 a háztartási helyiségekben előállított legmagasabb minőségű elektródák;
- Az elektródok lehetővé teszik a kristályos repedések kialakulását és az alacsony szén-dioxid-tartalmú hegesztések előállítását;
- Ideális instabil áramellátású vegyületek előállítására.
A katódok márka MR-3
MR-3 hegesztő elektródák - az egyik leggyakoribb katód, amelyet a háztartási elektromos készülékek piacán értékesítenek. Ezeket az elektródákat a hegesztés során használják fémszerkezetekgyengén ötvözött és szénacélból készült.
A figyelembe vett hegesztési elemek folyamatos elektromos ív megégését, a varrat egységes hegesztését, fokozott szilárdságát biztosítják a munka minden szakaszában. A katódok márka sokoldalúsága abban rejlik, hogy képesek kiváló minőségű hegesztéseket készíteni váltakozó és egyenáramú árammal. Ezzel a jelöléssel együtt a gyártók gyártják az MP-3M márkát, amely ilyetit bevonattal rendelkezik.
Katódok OK 46
Hegesztő elektródák OK 46 - kiváló olvadási elektródok rutil bevonattal, amelyek univerzálisak. Ezeknek köszönhetően a hegesztés különleges jellemzői érhetők el, beleértve az elektromos ív újbóli gyújtását is. Meg kell jegyezni, hogy ez a márka alkalmas egy rövid, gyökér varráshoz, valamint kiváló minőségű ragasztófémhez.
Ezeknek a katódoknak a használata során a hegesztési folyamat csökkentett hőbevitelhez vezet, aminek következtében az eljárás meglehetősen vonzóvá válik a mézhézagok széles résekkel.
Ez a katód márka ilyetit bevonatot biztosít. Az Ilmenite koncentrátum a márka katódjainak része, sőt a fő összetevője. Ez a koncentrátum a titán-dioxid és a vas természetes összetevője.
Az ilmenit koncentrátumot széles körben használják a galvanizált bevonattal ellátott lapok összekapcsolására. A megjelenitő bevonat jelentős jellemzője, hogy nem érzékeny a rozsda, a szennyezett felületekre. Ez a készülék teljes mértékben használható a hajó acélok és szénszerkezetek összekapcsolására. Átmérője 2-5 mm.
Az optimális hegesztési paramétereket magas minőségű segédanyagok, tudás, felszerelés alkalmazásával érik el. Így minden a hegesztő kezében van.
A hegesztési munkákat gyakran nemcsak egyes vállalkozásoknál kell elvégezni, hanem gyakran a házi dolgozók is vállalják ezt a nehéz feladatot. A hegesztés összetettsége azonban számos kritériumból áll, például egy modellből hegesztőgéphasznált otthoni kézműves.
De tudva, hogy az elektromos hálózatok nagyon gyakran működnek instabil módon, akkor a hegesztő inverter nem végezhető el. Az ilyen hegesztőgép munkája azonban nem lehetséges, ha nem használ elektródákat. Csomagokban és egyénileg is értékesítik. A katódjaik összetételét azonban úgy kell megválasztani, hogy milyen acélból fog csatlakozni.
Hogyan válasszuk ki a hegesztéshez megfelelő elektródokat?
A hegesztőgép kiváló minőségű munkájához elektródákra van szükség, amelyek nem csak külföldön készülnek. Most az építési üzletek polcain a hazai termelés hegesztőanyagainak széles választéka található.
Az elektródák beszerzésénél figyelembe kell venni az alábbi tulajdonságokat:

A katód fontos szerepet játszik az elektródában, de sok más tulajdonság is figyelembe vehető. Tehát a vásárláskor figyelembe kell venni a következő tényezőket:
- Tulajdonságok.
- A csatlakoztatott varrat átmérője.
- Behatolási mélység
Az elektródák hardverboltjába menve már meg kell ismernie, hogy mi lesz a célja, azaz milyen acélból kell válnia.
Fő márkák
 A hegesztőgép nem képes elektródák nélkül, de az építési világ annyira változatos és változatos, hogy időnként az otthoni mester egyszerűen elveszik abban a tényben, hogy még mindig a teljes felajánlott listából kell választania.
A hegesztőgép nem képes elektródák nélkül, de az építési világ annyira változatos és változatos, hogy időnként az otthoni mester egyszerűen elveszik abban a tényben, hogy még mindig a teljes felajánlott listából kell választania.
De szeretnék felhívni a figyelmet arra, hogy több márka is szerepeljen a legjobbak között. Először is ezek az UONI márka elektródái, amelyek régóta bizonyították minőségüket, és amelyek jellemzőit egy kicsit később tárgyalják.
 A második típusú elektróda MP3. Ez a márka messze a leggyakoribb. Ez a leggyakrabban használt a hegesztési munkák elvégzése nem a legkritikusabb struktúrákamelyek szénacéljaikból készülnek, és alacsony ötvözetűek is lehetnek.
A második típusú elektróda MP3. Ez a márka messze a leggyakoribb. Ez a leggyakrabban használt a hegesztési munkák elvégzése nem a legkritikusabb struktúrákamelyek szénacéljaikból készülnek, és alacsony ötvözetűek is lehetnek.
Ennek az elektródnak az a fő előnye, hogy az elektromos ív folyamatosan ég, és így megy a csatlakozó fém egységes behatolásaés ennek következtében az egész munka ilyen erőssége. A márka használatához váltakozó és egyenáramú.
 Az elektródák másik gyakori márkaneve az OK 46. Ezek nemcsak a hegesztési folyamat számára jóak, hanem olyan rutil bevonattal is rendelkeznek. ezért hegesztési varrás kiderül, tartós és megbízhatóVégül is lehetővé teszi, hogy újra meggyulladjon az elektromos ív. Ezzel a katóddal azonban nem lehet minden hegesztési műveletet elvégezni, mivel jobban megfelel például a fémmegmunkáláshoz vagy a gyökérhegesztéshez.
Az elektródák másik gyakori márkaneve az OK 46. Ezek nemcsak a hegesztési folyamat számára jóak, hanem olyan rutil bevonattal is rendelkeznek. ezért hegesztési varrás kiderül, tartós és megbízhatóVégül is lehetővé teszi, hogy újra meggyulladjon az elektromos ív. Ezzel a katóddal azonban nem lehet minden hegesztési műveletet elvégezni, mivel jobban megfelel például a fémmegmunkáláshoz vagy a gyökérhegesztéshez.
Az UONI 13/55 műszaki jellemzői
 A mai napig igen sokféle elektród márka létezik. A legnépszerűbbek és teljesítményük közül az UONI hazai termelés elektródái. Ez a rövidítés a kutatóintézet univerzális bevonását jelenti.
A mai napig igen sokféle elektród márka létezik. A legnépszerűbbek és teljesítményük közül az UONI hazai termelés elektródái. Ez a rövidítés a kutatóintézet univerzális bevonását jelenti.
Tehát az UONI márka olyan fémszerkezetekkel végzett hegesztési munkák elvégzésére készült, amelyek magas színvonalúak és nagyfokú plaszticitást biztosítanak. ilyen az elektródák még a legsúlyosabb éghajlati viszonyok között is használhatókahol a leggyakrabban a termék normális hegesztés lehetetlen.
Az SSSI-k már sok hegesztési konstrukciót használnak, sőt számos kötelező tesztet is elvégeztek, amelyek bizonyítják, hogy a hegesztés során segítenek egy ilyen hegesztés során, ami mind a műanyag, mind a szükséges keménységgel rendelkezik.
Hadd éljünk még egyszer azon, hogy mi ugyanaz műszaki paraméterek UONI elektróda. Alapfelületű bevonattal rendelkezik, és fontos szerepet játszik. A lerakódási sebesség 3,5 g / óra, fogyasztása kicsi, ezért ismert, hogy az UONI-elektródákat körülbelül egy kilogrammnyi elfogyasztott fémből fogyasztják, azaz 1,7 kg-os számokban.
Vannak olyan elektródák és azok előnyei a többiekkel szemben. Először is, a varrás nagyon jó minőségű. E varratok tulajdonságai olyanok, hogy nem is kristály repedéseket képeznek, és viszonylag alacsony szén-dioxid-tartalmat is tartalmaznak.
A legjobb megoldás, ha egy elektródával dolgozunk, ha rövid ívben használjuk a hegesztést, ahol a támogatási módszert alkalmazzák. Ez csak tökéletes azoknak a helyeknek, ahol problémák vannak az energiaellátással, és nem stabil.
Az UONI 13/55 elektródák használatának technológiája
 Ismert, hogy az elektróda használatának technikája bizonyos sajátosságokkal rendelkezik. Tehát magja acélhuzal. A második jellemző, hogy a terméket karbonát- és fluoridvegyületekből álló keverék borítja. Ezek befolyásolják a varrás minőségét, valamint milyen szennyeződéseket tartalmaznak.
Ismert, hogy az elektróda használatának technikája bizonyos sajátosságokkal rendelkezik. Tehát magja acélhuzal. A második jellemző, hogy a terméket karbonát- és fluoridvegyületekből álló keverék borítja. Ezek befolyásolják a varrás minőségét, valamint milyen szennyeződéseket tartalmaznak.
A fémszerkezetek hegesztése során az anyagtól és a munkakörülményektől függően teljesen különböző típusú elektródák használhatók. Acél hegesztésekor az UONI-13 55 elektródák, valamint más ilyen típusú modellek, mint például az egyik legnépszerűbbek. Ez a típus nagy előnyökkel rendelkezik, amelyek a keresletben vannak építési feltételek. Végül is lehet elég nagy terhelés, és mivel a varrás mindig a leggyengébb pont, a kapcsolat megbízhatóságának a lehető legmagasabbnak kell lennie. Ezt a minőséget szén- és alacsony szén-dioxid-acélból készült termékek hegesztésére használják. Különösen a hegesztési fémnek nagy viszkozitással kell rendelkeznie mechanikai sokkok alkalmazásakor. Ez magában foglalja a nagy plaszticitást is, amely biztosítja a varrás integritását a fő termék deformációja során. Az UONI-13 55 hegesztési elektródák a fenti pontokban meglehetősen nagy teljesítményűek.

Hegesztő elektródák UONI-13 55
A töltőanyag bármilyen térbeli helyzetben hegesztésre alkalmas. Természetesen ez hozzájárul a helyesen választott működési módhoz, amelyet minden egyes átmérőnél választanak ki. mind a közvetlen, mind a váltakozó áramban tud működni, a legfontosabb dolog fordított polaritás, mivel ezek az elektródák nem egy egyenes vonalra vannak tervezve. A fluoridot és a karbonátot tartalmazó főbevonatot használja.

Elektródák UONI-13 hegesztéséhez 55
Az alacsony gáztartalom miatt az elektródok elérhetik a legmagasabb hajlékonyságot és a megnövekedett szilárdságot. A hegesztés minősége nem függ a csatlakozási folyamat hőmérsékletétől. Idővel a kész varratok nem mutatnak olyan öregedés jeleit, mint a többi márka. nem rendelkeznek hosszanti vagy felületi repedésekkel. Mind az első, mind a következő időkben jól tűzöttek. A bevonószerkezet megteremti a szükséges feltételeket, hogy az ív stabilan égjen, és nem érinti azokat a külső tényezőket, amelyek károsíthatják a varrás állapotát. A fém permetezés csak minimális mennyiségben történik, így szinte nem észrevehető.

Elektródák márka UONI-13 55
A munkát követően a salakot a lehető legegyszerűbben elválasztjuk, és egységes kéreg alakítja ki. A munka elvégzése előtt az anyagokat használat előtt kb. 320 ° C hőmérsékleten, legfeljebb egy órán át kalcinálni kell. Ilyen elektródokat használnak mind a szakemberek, mind a kezdők, mert a megfizethető költségeket és a magas műszaki paramétereket egyesítik.
alkalmazási körét
Az alkalmazási terület nagyon széles, mivel az UONI-13 55 jellemzői szinte minden iparág számára kényelmesek. Otthon és építkezésen találhatók. Legjobbak az acélszerkezetek összekapcsolására, mivel a hegesztési fém összetétele a szokásos acélhoz hasonló. A csatlakozás hosszú élettartammal rendelkezik, ami alkalmas az építőipar számára. Különböző termékek, zárt tartályok, tartályok és csövek javításával. A folyamat kvalitatív és egyszerű, ami csak növeli a keresletet. A háztartási gömbben a felhasználást bonyolítja a kalcinálás szükségessége, mert ez messze nem mindig lehetséges ilyen hőmérséklet elérése. Más helyeken ez a probléma nem merül fel.

Az UONI-13 55 elektródák acélszerkezetek hegesztéséhez
Műszaki adatok
Az elektródok kiválasztása Az UONI-13 55 technikai jellemzők az első pozíciókba kerülnek. Természetesen ezek a paraméterek a fogyóanyag összetételétől függenek, mivel minden elem és mennyisége saját maga jellemzi ezt a folyamatot.
Ha szükséges a márka kiválasztása, akkor a szakemberek számára a fő kérdés az, hogy milyen mechanikai paraméterek vonatkoznak egy adott elektród márkára. A fémnek a már letétbe helyezett állapotában vannak jellemzői, mivel az újraolvadás után változhat.
Méretek és tartomány
Ezt a márkát nem használják vékony részek hegesztéséhez, így a tartomány nem felel meg 2 mm-nél kisebb vastagságú elektródoknak. Itt van egy olyan tendencia, hogy minél nagyobb az átmérő, annál hosszabb a termék magja.
Felületkezelés
A kapcsolat minőségének növelése érdekében a megfelelő üzemmódokat kell használni, és válassza ki a kívánt teljesítményt. Itt függ a villamos energia paramétereitől a hegesztés elvégzésének helyétől és a töltőanyag átmérőjének vastagságától.
| Átmérő, mm | pozíció | ||
| Alsó varrás | Függőleges varrás | Mennyezeti csatlakozás | |
| 2 | 40…80 | 40…70 | 40…70 |
| 2.5 | 70…90 | 60…80 | 60…80 |
| 3 | 100…130 | 90…120 | 90…120 |
| 4 | 160…190 | 130…160 | 130…160 |
| 5 | 180…240 | 160…210 | |
| 6 | 210…290 | ||
másolat
Az UONI-13 55 egy olyan hegesztési elektródák márka, amelyek szénacélból készült fémtermékek hegesztésére szolgálnak.
gyártók
- Frunze elektróda;
- monolit;
- plazma;
- Vistek;
- Bohler Fox Ev;
- Paton.
Az Uoni 13 55 elektródák nagyszerűek a folyamat számára. ívhegesztés és különösen fontos részei a szén-tartalmú és alacsony ötvözetű fémeknek, különösen alacsony hőmérsékletű körülmények között. Ez a termék nagyszerű kombinációja a komoly fémszerkezeteknek, ahol szükséges hegesztés Nagyfokú plaszticitás és ütésállóság volt.
Először foglalkozzunk a névvel, és megtudjuk, honnan származik a név. A dekódolás a következő:
- Y - Univerzális;
- O - bevonat;
- H - Tudományos;
- És - az Intézet.
- 13- №13
Ie Ez a Hegesztési Kutatóintézet hazai fejlesztése, amelynek neve és száma a kijelölésben rögzítve van, UONII név is - egy további „I” betű jelenléte jelzi a Kutatóintézetet.
By the way! A műszaki dokumentációban a helyes megnevezést az UONII fogadja el, ennek a szabálynak a követelményeit a GOST 9466-75 írja le, de az elektródák csomagolásán található név is lehet UONY 13/55.
Műszaki adatok
A fontos paraméterek, amelyek az UONI 13/55 hegesztőpálcáit jellemzik, egy táblázat formájában tükröződhetnek:
A megismerés egyik fontos pontja a hegesztés mechanikai szilárdságára és a hegesztett fém kémiai összetételére vonatkozó információk, amelyek segítségével meg lehet határozni a felhasználás lehetőségét egy adott kialakításban.
Nos, a kép nem lenne teljes anélkül, hogy meghatározná a gyártó által ajánlott hegesztési módokat az elektródák átmérőjétől és térbeli helyzetétől függően.
Alkalmazás funkciók
Az UONI 1355 hegesztőelektródák főbb műszaki jellemzői a következő pozíciókból állnak:
- ezeknek a termékeknek a hegesztéséhez fordított polaritású áramot kell használni;
- karbonátok és fluorid képződmények speciális bevonata, amellyel a hegesztés gyakorlatilag mentes gázoktól és egyéb feleslegektől;
- a rúdot alacsony szén-dioxid-acélból használják, ami hozzájárul a hegesztés hosszú élettartamához;
- a bevonatban nincsenek különféle szerves vegyületek, így ezek az elektródák nedvességtartalma alacsony;
- az elektródák gyártása során a különböző szabálytalanságok, repedések vagy hólyagok kialakulása teljesen megszűnik.
A fenti tényezők hozzájárulnak az öregedésre nem érzékeny varrás kialakulásához és a tulajdonságok különböző hőmérsékleti körülmények között való elvesztéséhez.
Elektródákkal való hegesztéskor meg kell szabályozni a csatlakoztatandó alkatrészek tisztaságát, mivel a rozsda vagy különböző olajok a pórusok megjelenését okozza, és maga a kapcsolat nem lesz megbízható. Ezenkívül az ív "nyújtása" is negatívan befolyásolja a hegesztés minőségét.
Az ilyen termékek kulcsfontosságú versenyelőnye az analógoknál az, hogy a varrat alacsony hidrogén-koncentrációjú, és jobban ellenáll a mikrokockák megjelenésének a kristályosítási folyamat során. Az UONI 1355 elektródákkal végzett műveletek során a leghatékonyabb eredmény akkor érhető el, ha a hegesztést kis ívben hajtják végre a tartószerkezet segítségével.
A GOST 9466-75 normái szerint a csomagolásban lévő termékek súlya nem haladhatja meg:
- 3 kg - a termékek átmérője 2,5 mm-ig;
- 5 kg - 3,0 - 4,0 mm átmérőjű;
- 8 kg - 4,0 mm átmérőnél.
A hegesztőelektródák UONI 13/55 kalcinálására szolgáló eljárás
Az elektródasütés fő feladata a bevonat nedvességtartalmának csökkentése.
Az elektródokkal ellátott csomagokat mindenképpen minőségi tanúsítvánnyal és utasításokkal együtt kell végrehajtani, amelyek a kalcinálási folyamatot részletesen meghatározzák. Az ajánlások visszavonása károsíthatja a termékek minőségét, és ezáltal a hegesztés minőségét.
- Abban az esetben, ha a különböző okokból eredő utasítások nem jelennek meg, az alábbi ajánlásokat kell követni:
- A stabil égési folyamat biztosítása hegesztési ívés ennek megfelelően a hegesztés megfelelő szintje, a kalcinálási eljárást csak a használat előtt kell elvégezni.
- Ha a hegesztési elektródákat a gyújtást követő 8 órán belül nem használták, ezt az eljárást meg kell ismételni.
- Ez az elektróda megengedett legfeljebb 3-szor kalcinálható, és a teljes kalcinálási idő nem haladhatja meg a 4 órát.
- A megfelelő kalcinálási folyamat végrehajtásához az elektródákat először speciális dobozokba helyezik, és csak azután helyezzük a sütőbe. A kemence hőmérséklettartománya 250-300 ° C legyen.
Legalább egy feltétel megsértése esetén a termék munkához nem alkalmas.
Tárolási feltételek
Minőségi jellemzőinek megőrzése érdekében a hegesztési elektródákat meghatározott területeken kell tárolni. A raktárban az állandó relatív páratartalom nem haladhatja meg az 50% -ot, és a levegő hőmérséklete 14 ° C alá kell esnie. Ezek a követelmények a légkondicionálók telepítésével teljesülnek. A GOST 9466-75 szerint a tárolási idő függvényében az eltarthatósági idő nem korlátozott.
gyártók
A gyártási technológia és a kémiai összetétel a gyártótól függően kissé eltérhet, többek között a következő nagyobb cégek, amelyek garantálják a minőségi anyagokat:
- ESAB;
- monolit;
- SZSM;
- Speciális elektróda;
- Erősítése körül.
Figyelem! Vásárláskor győződjön meg róla, hogy kérjen igazolást az elektródák megfelelőségéről a szabványok, különösen a GOST 9466-75 követelményeivel, vagy a hegesztési anyagok tanúsítványával az RD 03-613-03 szerint. Ezeket a Szövetségi Technikai Szabályzat szerve adja ki, vagy a Nemzeti Hegesztési Ellenőrző Ügynökség hitelesíti.




