Soudeur plasma. Le soudage au plasma - qu'est-ce que c'est et comment ça marche Caractéristiques distinctives du soudage au plasma.
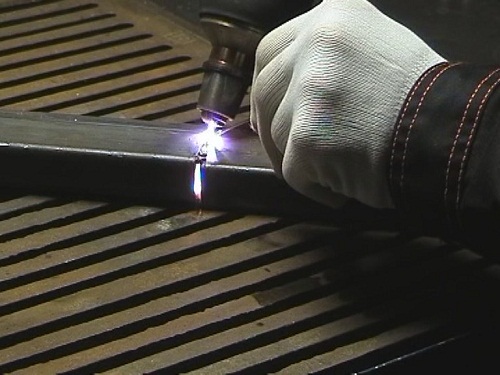
Raccordement des surfaces lors du soudage au plasma! Soudage au plasma - une méthode radicalement différente de toutes les technologies de soudage traditionnelles existantes.
Machine de soudage au plasma
Cela se manifeste dans les avantages existants du soudage au plasma:
- Sécurité des processus pour le soudeur;
- Une occasion unique d'économiser de l'électricité;
- Le haut niveau de performance qui caractérise le modèle correspondant machine à souder;
- Fournir des résultats de haute qualité pour le soudage ou le découpage.
La soudure au plasma est un procédé innovant de liaison de plans en métal. Aujourd'hui, ce type est activement utilisé dans certaines industries: ingénierie, fabrication d'instruments, entreprises aéronautiques, etc.
Densité plus élevée, meilleure coupe
Deux facteurs dans la découpe au plasma avec de l'eau nitrique peuvent contribuer à de telles coupes lisses. But découpe au plasmacomme découpe au laser, est d’atteindre la plus haute densité d’énergie, capable de pénétrer efficacement dans la plaque. La réduction et la stabilisation communes à tous les procédés au plasma sont obtenues à l'aide d'un petit diamètre de buse associé au mouvement vortex du gaz plasmagène. En fonction du changement de processus, une contraction supplémentaire peut être obtenue en utilisant de l'eau comme matériau de protection.
Le soudage au plasma est utilisé lorsqu'il est nécessaire d'obtenir une soudure de haute résistance. Il est caractéristique que les équipements de soudage au plasma ne nécessitent pas de bouteilles d'oxygène.
La technologie est respectueuse de l'environnement, car lors du soudage du métal, il n'y a pas de dégagement de substances et de gaz nocifs. En outre, au moyen d'équipements à plasma, il est non seulement possible de souder, mais également de couper des métaux et des alliages (vous devez simplement vous procurer le couteau approprié).
D'autres mécanismes peuvent être utilisés pour réduire et stabiliser l'arc, tels que des matériaux à haute conductivité thermique permettant à une buse d'évacuer la chaleur émise par un arc comprimé, voire des champs magnétiques intenses. Toutefois, à l'heure actuelle, le coût de tels systèmes compensera toute augmentation de la qualité et de la rapidité de la coupe.
La technologie de coupe utilisée dépend des exigences de l'application. Mais avec le bon mélange de gazAugmentés par une conception de torche appropriée, les systèmes de coupage au plasma peuvent nettoyer rapidement les coupes et faciliter la vie du soudeur. Cependant, en plaçant l'électrode dans le boîtier du brûleur, l'arc au plasma peut être séparé de la coque gaz protecteur. Ensuite, le plasma est poussé à travers une fine buse en cuivre, qui comprime l’arc. Trois modes de fonctionnement peuvent être obtenus en modifiant le diamètre du trou et le débit du gaz plasmagène.
En savoir plus sur le procédé de soudage
Pour bien comprendre la technologie du processus de soudage, il est important de bien approfondir son essence même. Du point de vue de la physique, lors du soudage au plasma, le gaz ionisé (plasma) est dirigé vers la surface des pièces à souder au moyen d’une buse. Pour la formation de plasma, il est nécessaire de chauffer le gaz de travail à une température élevée. Ceci est réalisé par un fort courant électrique.
Bien que le débit du gaz plasmatique puisse être augmenté pour améliorer la pénétration joint de soudureIl existe un risque de pénétration d'air et de gaz de protection en raison d'une turbulence excessive dans le blindage anti-gaz. En raison de l'augmentation courant de soudage et le flux de gaz plasmagène crée un faisceau de plasma très puissant, qui peut permettre une pénétration complète dans le matériau, comme avec un laser ou soudage par faisceau d'électrons. Pendant le soudage, le trou traverse progressivement le métal, le bain de soudure en fusion s'écoulant par l'arrière pour former une soudure sous l'action de la tension superficielle. Ce processus peut être utilisé pour souder des matériaux plus épais en un seul passage.
- L'arc microplasma peut fonctionner à des courants de soudage très faibles.
- L'arc colonnaire est stable même lorsque la longueur de l'arc est modifiée à 20 mm.
- Plasma de fond: plus de 100A.
Procédé au plasma
Vous pouvez utiliser le périphérique approprié pour vous connecter:
- Tubes à paroi mince;
- Différents types de contenants minces;
- Pièces en aluminium;
- Séparez les bijoux.
Auto-assemblage de la machine à souder
L'appareil de soudage au plasma, ainsi que de coupe des métaux, n'a besoin que d'air comprimé et d'électricité pour fonctionner. Lorsque l'équipement de compresseur est utilisé, l'appareil n'a besoin que d'électricité. En conséquence, le soudage nécessite le remplacement des électrodes, ainsi que de la buse de la torche à plasma.
La régénération de l'arc est difficile lorsqu'il existe une longue électrode à une distance de la pièce et que le plasma est comprimé. De plus, un échauffement excessif de l'électrode pendant la demi-période positive entraîne un encrassement de la pointe de la pointe, ce qui peut perturber la stabilité de l'arc.
En déséquilibrant la forme d'onde afin de réduire la durée de la polarité positive de l'électrode, celle-ci est suffisamment refroidie pour maintenir la pointe et obtenir la stabilité de l'arc. Cet arc «pilote» est maintenu dans le corps de la torche jusqu'à ce qu'il soit nécessaire pour le soudage, puis transféré à la pièce.
La conception indépendante d'une machine de soudage au plasma nécessite un travail ardu.
Tout d’abord, vous devez développer le circuit d’alimentation. C'est à partir d'un tel bloc que dépend le fonctionnement complet de l'appareil.
Pour le travail aura besoin de:
- Starter de l'appareil de soudage habituel. Cet élément est nécessaire pour stabiliser la tension. Si la stabilité n'est pas assurée, les surtensions amortiront le plasma, ce qui est indispensable pour le soudage et le coupage.
- Thyristor redresseur triphasé. Son inclusion dans le circuit s’explique par la nécessité de limiter le courant au voisinage de 50 ampères;
- Démarreur normal. Cet article est nécessaire pour fournir un incendie criminel automatique. Cependant, il est possible d'utiliser un distributeur conventionnel. Tout cela éliminera le besoin d'incendie criminel manuel.
Lors de la création d’une machine à souder au plasma, il faut bien sûr faire très attention au corps. En présence de tous les matériaux nécessaires et de bonnes machines à travailler les métaux, la production indépendante de tous les éléments principaux ne posera pas de problèmes.
L'électrode utilisée pour le procédé au plasma est du tungstène à 2% de thorium et la buse du plasma est en cuivre. Le diamètre du canal de la buse à plasma est critique et le diamètre d'ouverture est trop petit pour le niveau actuel, et le débit du gaz plasmagène entraînera une érosion excessive des buses ou même une fusion. Il est raisonnable d'utiliser le plus grand diamètre de trou pour le niveau de courant de fonctionnement.
Remarque: un trou trop grand peut causer des problèmes de stabilité et maintenir un trou de serrure. La combinaison de gaz normale est l'argon pour le gaz plasma, l'argon plus 2 à 5% d'hydrogène pour le gaz protecteur. L'hélium peut être utilisé pour le gaz plasmatique, mais comme il est plus chaud, il réduit le courant nominal de la buse. Une masse inférieure d'hélium peut également entraver le mode trou de serrure.
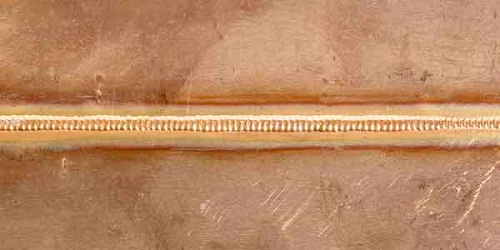
La couture après connexion des pièces par soudage plasma
Pour obtenir une image complète de la machine assemblée pour le soudage et le coupage, nous vous suggérons d’explorer une grande variété de schémas sur Internet.
La torche à plasma est un élément clé pour le soudage et le coupage. Sa conception est telle qu’il s’agit en fait d’une poignée pratique dans laquelle se trouvent l’anode et la cathode.
Le microplasma est traditionnellement utilisé pour souder des tôles minces, ainsi que des fils et des sections de fils. Un arc rigide en forme d'aiguille minimise l'arc et la distorsion. Les avantages sont une pénétration plus profonde et une plus grande résistance à la contamination de surface, y compris aux revêtements. Le principal inconvénient est le rugissement de la torche, ce qui rend difficile le soudage manuel. En soudage mécanisé, il convient de veiller davantage à l'entretien de la torche afin de garantir un fonctionnement stable.
Cela présente plusieurs avantages: pénétration profonde et vitesse de soudage élevée. Les méthodes classiques consistent à utiliser un mode trou de serrure avec remplissage afin d’assurer un profil lisse de la soudure. Avec une épaisseur maximale de 15 mm, une préparation de joint est utilisée avec une surface radiculaire de 6 mm. Une technique en deux passes est utilisée, et ici la première passe est autogène, et la seconde passe en mode fondu avec addition de charge.
L'anode, étant à la fois une buse, est en cuivre. Pendant le soudage, il est refroidi à l'eau. Le tungstène (y compris lanthané) est également utilisé comme cathode.
Ces deux éléments ne sont pas en contact, car ils sont isolés avec des matériaux spéciaux. En règle générale, à travers l'amiante.
Pour l'occurrence d'un arc de plasma entre l'anode et la cathode est utilisé courant continuayant une tension de 100 V. C'est cet arc qui permet de chauffer le gaz à la haute température requise. Le soudage commence à fonctionner: il se produit un flux de plasma dans lequel sont placées les pièces à souder (ou le métal est coupé).
Caractéristiques de conception des brûleurs
En tant que paramètres de soudage, la consommation de plasma et l’addition de charge doivent être soigneusement équilibrés pour maintenir la stabilité du trou de serrure et la soudure, cette méthode ne convient que pour soudure mécanisée. Bien qu'il puisse être utilisé pour le soudage en position, généralement avec un courant pulsé, il est généralement utilisé pour le soudage à grande vitesse de matériaux en feuille plus épais dans une position à plat. Lors du soudage de tuyaux, il est nécessaire de contrôler soigneusement l’inclinaison du flux de courant et de gaz plasma afin de fermer le trou de la serrure sans quitter le trou.
Ainsi, la conception indépendante de l'appareil de soudage au plasma est bien réelle. Le résultat sera la possibilité d'une connexion de haute qualité de diverses pièces métalliques. Un dispositif auto-assemblé sera utile dans de nombreux cas; le soudage au plasma avec vos propres mains sera particulièrement pratique lors de la réparation d'une voiture personnelle.
Elle a été mise à jour et la page Web ne reflète plus avec précision la version imprimée. Le soudage au plasma présente des caractéristiques de performance uniques dès la conception de la torche. Cependant, dans la torche à plasma, l'électrode est située derrière une petite buse en cuivre. En faisant passer l'arc à travers la buse, il se forme un courant ou un plasma colonnaire.
Qu'est-ce que le soudage plasma direct?
Pendant le soudage, l’arc plasma coupe le métal, formant un trou de serrure, tandis que le bain de soudage fondu s’écoule autour du trou de serrure pour former une soudure. Dans ce mode de fonctionnement, on obtient une pénétration profonde et une vitesse de soudage élevée. Il génère un plasma d'arc très puissant, semblable à un faisceau laser. . Autre équipement plasma disponible spécialement conçu pour être utilisé.
Pour le soudage de structures en aciers inoxydables, alliages non ferreux et métaux différents, ainsi que pour le soudage de métaux avec des non-métaux, d'une épaisseur maximale de 15 mm, un type de soudage spécial est utilisé: le plasma.
Ce type de soudage est réalisé à l’aide d’un arc de plasma à haute température (jusqu’à 50000 0С), obtenu à l’aide d’un équipement spécial permettant d’obtenir un jet ou un arc de plasma. De plus, le jet de plasma est utilisé pour couper, souder, pulvériser et surfacer de nombreux métaux non ferreux et réfractaires. Il est connu que le plasma est un gaz qui est chauffé dans un état d’ionisation et de conduction de courant électrique.
Équipement de protection. . Procédé au plasma travaille généralement avec une polarité d'électrode négative pour minimiser la chaleur générée par l'électrode. Cependant, il existe des brûleurs spéciaux pour travailler avec des électrodes à polarité positive, qui reposent sur un refroidissement efficace pour empêcher la fusion de l'électrode. Une torche à électrode positive est utilisée pour souder l'aluminium, ce qui nécessite que la cathode soit sur le matériau pour éliminer le film d'oxyde.
Machine à souder Gorynych
Les problèmes de régénération de l'arc sont associés à un rétrécissement de la buse, à une électrode longue à une distance de la pièce à usiner et à une compression de l'électrode, provoquée par des périodes alternées de polarité d'électrode positive. L'arc pilote formé entre l'électrode et la buse en cuivre est automatiquement transféré à la pièce à usiner lorsque cela est nécessaire pour le soudage.
Le soudage au plasma est utilisé dans les secteurs de l’aviation, de l’aérospatiale, de l’ingénierie, de l’automobile, de l’alimentation, de l’alimentaire et dans d’autres secteurs de l’économie, où les structures sont très exigeantes en matière de qualité de fabrication.
L'essence de la soudure - un arc électrique fortement comprimé par la chaleur fait fondre les bords des pièces et des formes joint de soudure. Le soudage peut être effectué en mode manuel ou automatique. Quel que soit le mode d’exécution, les coutures sont de grande qualité et de dimensions géométriques données, tandis que les structures ne subissent pas de déformations.
Dans une conception de brûleur classique, l'électrode est située derrière la buse en cuivre refroidie à l'eau. La puissance de l’arc plasma étant déterminée par le degré de rétrécissement de la buse, il est nécessaire de considérer le choix du diamètre du trou par rapport au niveau actuel et au débit du gaz plasmatique. Pour le plasma «doux», couramment utilisé pour les modes de fonctionnement micro et moyen courant, un orifice de diamètre relativement grand est recommandé pour minimiser l'érosion des buses.
Soudage au microplasma: quelques caractéristiques du procédé
Dans le mode de coupage plasma à fort courant, le diamètre de l'orifice de la buse, le débit de gaz plasmagène et le niveau de courant sont choisis pour produire un arc fortement comprimé suffisamment puissant pour couper le matériau. Le flux de gaz plasmagène est essentiel pour créer un arc de plasma pénétrant en profondeur et empêcher l’érosion des buses; Un débit de gaz trop faible pour le diamètre du trou et le niveau actuel entraînera un double arc dans la fusée éclairante et la fonte de la buse.
Avantages et inconvénients du soudage au plasma
Les avantages de la soudure comprennent:
- concentration élevée de chaleur avec une zone minimale d'exposition à la chaleur, ce qui élimine le gauchissement des pièces pendant le processus de soudage et élimine donc la nécessité de leur édition;
- stabilité à l'arc;
- vitesse de soudage élevée (jusqu'à 50 m / h), ce qui améliore la productivité;
- pénétration du métal sur toute la profondeur, ce qui permet de ne pas effectuer de coupe des arêtes avant le soudage;
- larges limites de régulation de l'arc de soudage;
- manque de projections de métal pendant le travail;
- la rentabilité;
- haute qualité du joint soudé;
- possibilité d'automatisation complète du processus de soudage.
Les inconvénients comprennent:
Soudage plasma à fort courant
Compte tenu du point de départ proposé pour le réglage du débit de gaz plasmagène et du niveau de courant pour une gamme de diamètres de trous et divers modes de fonctionnement. L'électrode est un tungstène avec l'addition de 2 à 5% de torium pour aider à initier l'arc. En règle générale, la pointe de l'électrode est mise à la terre à un angle de 15 degrés pour le soudage par microplasma. L'angle de pointe augmente avec le niveau de courant et avec un courant de soudage au plasma en trou de serrure à courant élevé, un angle de 60 à 90 degrés est recommandé. Pour des niveaux de courant élevés, la pointe est également émoussée à environ 1 mm.
- la complexité de l'entretien de certains types d'équipement;
- la nécessité de se conformer à la sécurité.
Machine à souder au plasma
Une machine à souder au plasma comprend une torche spéciale (torche à plasma) et une source d’alimentation.
La torche à plasma comprend les pièces principales suivantes:
- enveloppe extérieure;
- coquilles en PTFE;
- assemblage d'électrodes;
- mécanisme de contrôle du débit d'air;
- bagues isolantes;
- électrode;
- bagues isolantes;
- des buses;
- écrous de buse.
La conception fournit une alimentation pour les gaz (formant un plasma et la protection) et la fourniture de refroidissement par eau ou par air. Le gaz plasmagène est de l'argon pur ou de l'argon avec addition d'hydrogène ou d'hélium, et des mélanges d'air, d'azote, d'hydrogène ou de gaz peuvent également être utilisés. Le gaz protecteur est le plus souvent l'argon. Les électrodes sont en tungstène, activées par le thorium, le lanthane ou l’yttrium, et également en hafnium et en cuivre. Une alimentation en eau ou en air est nécessaire pour refroidir les parois de la buse.
L'angle de la pointe n'est généralement pas critique. soudage manuel. Cependant, pour les applications mécanisées, l'état de la pointe et de la buse déterminera la forme de l'arc et le profil de pénétration de la soudure; il convient donc d'accorder une attention particulière au meulage de la pointe. Il est également nécessaire de vérifier périodiquement l'état de la buse et de la buse. Pour les composants critiques, il est recommandé de vérifier l'état de la torche entre les soudures.
Comment le processus de soudage au plasma est-il en position basse?
Pour assurer la cohérence, il est important de maintenir une position d'électrode constante derrière la buse; Le guide d'électrode et les outils spéciaux sont fournis par le fabricant de la torche. Le courant nominal maximal de chaque buse est défini pour la position maximale de l'électrode et le débit maximal de gaz dans le plasma. Des débits de gaz plasmatiques plus faibles peuvent être utilisés pour atténuer un arc de plasma avec un courant nominal maximal de la buse réduisant la distance par rapport à l'électrode.
Le flux de gaz qui traverse la buse limite la taille de l’arc et éloigne l’arc des parois de la buse. Ainsi, la couche de gaz est isolée de la buse. Une décharge d'arc pouvant se produire entre une électrode et un produit à souder (soudage à l'arc direct) ou entre une électrode et une buse (soudage à l'arc indirect) passe dans la partie centrale du trou situé dans la buse.
Une combinaison typique de gaz est l'argon pour le gaz plasmagène et l'argon de 2 à 8% de H2 pour le gaz protecteur. Quel que soit le matériau à souder, l’utilisation d’argon pour le gaz plasmagène donne le taux d’érosion le plus faible de l’électrode et de la buse. L'hélium donne un arc plus chaud; Cependant, son utilisation pour le gaz plasma réduit le débit actuel de la buse et rend difficile la formation d'un trou de serrure.
Fabricants de machines de soudage au plasma
Mélanges d'hélium et d'argon, par exemple. 75% d'hélium - 25% d'argon, utilisé comme gaz protecteur pour des matériaux tels que le cuivre. Le débit du gaz plasmatique doit être défini avec précision, car il contrôle la pénétration du bain de soudure, mais le débit du gaz protecteur n’est pas déterminant.
Le principe de fonctionnement de la machine de soudage au plasma est le suivant: un oscillateur (générateur de haute tension) crée un potentiel électrique nécessaire à la survenue d'une décharge d'étincelle et à l'inflammation d'un arc électrique. Il existe un arc de service qui, au contact du produit soudé, le ferme et entre ainsi en service. Le flux de gaz formant un plasma en spirale stabilise et comprime la colonne de l’arc de travail. Cela vous permet de ne pas toucher les parois de la buse de la torche à plasma.
Types de soudure
Le soudage au plasma, en fonction de l'équipement utilisé, peut être effectué:
- arc pénétrant et non pénétrant;
- sur le courant de toute polarité;
- être point et impulsion;
- sans fil de remplissage et fil de remplissage;
- manuellement, à l'aide de machines semi-automatiques et automatiques.
Le soudage peut être effectué sur les courants suivants:
Selon la force du courant de soudage, il existe 3 types de soudage au plasma:
- petit (de 0, 1 à 25 A);
- moyen (de 25 à 150 A);
- grand (plus de 150 A).
Le soudage à faible courant est appelé microplasma et il est utilisé le plus souvent. Il est utilisé pour la fabrication de structures d’une épaisseur maximale de 1,5 mm. Habituellement, ces types de soudage produisent des conteneurs et des tuyaux à paroi mince, soudent des pièces minces à des pièces massives, fabriquent des bijoux dans l’industrie de la bijouterie, connectent des pièces en feuille lors de la fabrication de thermocouples.
Si le soudage est effectué à l'aide d'un fil d'apport, utilisez habituellement un fil sans soudure ou un type spécial de fil - poudre.
Les principaux paramètres du soudage au plasma:
- ampérage mesuré en ampères (A);
- tension mesurée en volts (V);
- Ø buse de canal (indiquée en mm);
- Ø électrode (indiquée en mm);
- consommation de gaz plasmatique (indiquée en m / h);
- consommation de gaz de protection (indiquée en m / h).
Technique de soudage au plasma
Les appareils de soudage au plasma, fabriqués par différents fabricants, sont généralement universels. Avec leur aide, vous pouvez effectuer divers travaux dans toutes les positions spatiales: bas, plafond, vertical, horizontal, incliné. Le processus technologique de fabrication des structures consiste à préparer le produit au soudage, à sélectionner un matériau de remplissage, si le soudage est effectué avec celui-ci, et à préparer le matériel.
La pièce à souder doit être dégraissée, nettoyée et soigneusement sécurisée. Au cours du processus de soudage, le soudeur doit protéger ses yeux contre les radiations, utiliser toutes les méthodes et tous les moyens de protection pour éviter les brûlures thermiques, et utiliser également un système de ventilation par extraction lors du soudage à l'intérieur.
Aujourd'hui, dans le réseau commercial, vous pouvez acheter différents modèles d'appareils pour le soudage au plasma, de production nationale et étrangère. Parmi les appareils ménagers, l’appareil à plasma mobile «PLAZAR», «GORYNYCH», «MULTIPLAZ» est très populaire.
Par exemple, GORYNYCH représente un appareil portable multifonctionnel constitué d’un générateur de plasma et d’une unité d’alimentation et de contrôle. Il est utilisé pour une large gamme de soudage, coupage et brasage des métaux. Alimenté par le réseau 220V, il est compact et facile à utiliser, il est particulièrement apprécié des soudeurs. En tant que fluide de travail, selon le type de travail effectué, il utilise soit de l’eau distillée, soit une solution d’alcool éthylique dans la même eau. Un tel appareil est utilisé avec succès non seulement dans la production, la construction, mais aussi dans la vie quotidienne.
Parmi les fabricants étrangers, une attention particulière est portée aux appareils fabriqués en Allemagne et en Italie. Les modèles de machines de soudage et de coupage au plasma de MERKLE Schweißanlagen-Teshnik GmbH sont bien connus dans le monde entier. La société s'est spécialisée dans la fabrication d'équipements et de composants destinés à la production de plus de 50 ans. soudure. Modèles professionnels machines à plasma Les P 421 DC-PT11, P 601 DC-PT11 et P 601 AC / DC-PT11 sont utilisés par des sociétés bien connues comme VOLKSWAGEN, MERCEDES-BENZ et autres dans la fabrication de leurs produits, connues dans de nombreux pays.
Fabricant italien Telwin se spécialise dans la production de dispositifs modernes de soudage au plasma depuis plus de 50 ans. Les modèles Technica Plasma, Technology Plasma, Superplasma et autres sont équipés d'une protection contre les surtensions, surintensités et surintensités, d'une protection thermique, effectuent un refroidissement automatique du plasmatron et disposent d'un système d'alarme concernant la tension dans le brûleur. Ils se distinguent par leurs petites dimensions, leur poids et leur utilisation très pratique.




