Comment choisir des électrodes de soudure. Comment choisir une électrode de soudure?
5 avril 2017
Pourquoi coller une électrode lors du soudage avec inverseur?
Un grand nombre de types d'électrodes déroutent parfois même des personnes expérimentées. Le choix des électrodes à souder avec un onduleur pose un problème logique. Quelles sont les meilleures? Chaque type d'électrode est conçu pour le soudage de certains matériaux. De plus, il doit disposer du revêtement nécessaire, qui ne doit pas être humide. Le blocage de l'appareil peut être dû à un fonctionnement incorrect de l'équipement, à une configuration incorrecte des paramètres du courant de sortie et à une tension secteur insuffisante. Nous parlerons des principales raisons pour le collage des électrodes lors du soudage avec un onduleur.
Pour comprendre pourquoi l'électrode colle lors du soudage avec un onduleur, vous devez d'abord faire le bon choix d'appareil de soudage en fonction des conditions de travail spécifiques. L'unité doit répondre à certaines exigences qui garantiront un fonctionnement optimal de l'appareil dans des circonstances réelles. Un exemple d'un tel dispositif, créé pour les conditions russes, peut servir d'inverseur de la ligne «Neon» de la production de Nijni Novgorod. Sur la base de ces dispositifs, nous aborderons les exigences de base pour les machines de soudage, qui réduiront le risque de collage des électrodes pendant le soudage. Ces propriétés sont les suivantes:
- la tension secteur se situe dans la plage de 160 V à 250 V, ce qui permet de travailler dans des conditions d'alimentation instable;
- disponibilité de la protection du disjoncteur, y compris la surchauffe;
- PV à un courant de soudage maximal de 60%;
- la tension au ralenti 70 V, ce qui vous permet de conserver l'arc en toute confiance, même à des tensions d'entrée extrêmes;
- il y a une fonction de démarrage à chaud pour l'allumage en toute confiance d'un arc de court-circuit, ainsi que pour le renforcement d'arc;
- pour que l'électrode ne colle pas, il y a une fonction antistik;
- fonctionnement stable garanti à des températures ambiantes de -40 ° C à +40 ° C
Il convient de noter que ces caractéristiques sont la base de la sélection, pas du dogme, mais un fonctionnement stable à des températures extrêmes et des tensions de secteur est très important pour les conditions russes. Pour un travail confortable, il est utile d’utiliser la fonction de démarrage à chaud, qui permet de commencer le processus en toute confiance et d’utiliser au mieux les électrodes de soudage pour les inverseurs.
Une attention particulière doit être portée à des fonctions telles que l’anti-collage ou l’antistik. Son essence est que, au moment de coller courant de soudage est remis à zéro, ce qui permet à l'électrode et à l'onduleur de rester intacts. La post-combustion aide également à éliminer le collage, ce qui permet d'augmenter le courant de soudage en cas de rupture d'arc et ne permet pas d'interrompre la soudure, ce qui a un effet bénéfique sur la qualité du travail.
Lors du choix d'un onduleur, il est important de faire plus attention. modèles russesparce qu'ils sont maintenables et mieux adaptés pour travailler dans les conditions de notre pays.
Types d'électrodes enrobées
De nombreux soudeurs, en particulier les débutants, s'inquiètent des problèmes de choix des consommables. Quels types d’électrodes sont donc nécessaires pour le soudage à l’onduleur, lesquels conviennent mieux à différents matériaux? Pour répondre à cette question, vous devez indiquer les types de revêtements et les électodes à choisir pour le soudage de métaux ou d'alliages spécifiques. Le revêtement sert aux fins suivantes:
- A l'aide d'oxydes de carbone, il protège le bain de soudure de l'action de l'oxygène de l'air.
- Stabilise la décharge de l'arc.
- Favorise l'élimination de l'oxygène d'un métal ou d'un alliage, désoxydant le joint.
- À l'aide d'impuretés a un effet de dopage sur la couture.
L'épaisseur du revêtement, ces matériaux sont minces (M), moyens (C), épais (D) et très épais (D). Ce paramètre est régulé par GOST 9466-75 et affecte le processus de soudage en augmentant l’effet du revêtement sur le joint et en stabilisant ses propriétés. Selon la composition chimique du revêtement, les électrodes sont réparties dans les types suivants:
- pour le courant continu, le revêtement principal est utilisé, ce qui fournit une couture en plastique;
- revêtement en poudre de fer pour augmenter la force de soudage;
- dactylographier avec un revêtement acide, qui assure la rapidité de travail et la ductilité du métal soudé;
- pour les joints verticaux, un revêtement de cellulose à faible formation de laitier convient mieux;
- type à teneur en rutile et présence de ferromanganèse et de carbonate de magnésium.

Afin de mettre en œuvre le bon choix en fonction du métal à souder et d’éviter le collage des électrodes, vous devez savoir laquelle d’entre elles correspond le mieux aux pièces à assembler. Les caractéristiques techniques du revêtement et des métaux et alliages recommandés pour le soudage correspondent à différentes qualités d'électrodes, à savoir:
- pour le travail sur les aciers au carbone de construction faiblement alliés, il est nécessaire d'utiliser UONI-13/55, OMA-2, OZS-30, MR-3M, We-10-6, ANO-21 et VSF-65U;
- les aciers alliés à haute résistance sont les EA-981/15, EA-395/9, NIAT-5, OZSh-1 et NIAT-3M bouillis;
- pour résistant à la chaleur et aciers résistant à la chaleur utiliser ANZHR-2, TML-3U, TsL-39, IMET-10, KTI-7A et OZL-35;
- les alliages inoxydables et résistant à la corrosion sont soudés à l'aide de НЖ-13С, NIAT-1, UONI-13NZH, TsT-15 et EA-400 / 10Т;
- alliages et aciers hétérogènes EA-391/15, TsT-28, OZL-32, ANZhR-2, NII-48G, IMET-10, V-56U et VI-IM-1;
- oZL-44, ANV-20, EA-112/15 et NII48G conviennent aux aciers spéciaux;
- la fonte est bouillie en utilisant OZZHN-1, OZCH-2, MNCH-2, TsCh-4;
- oZA-2, OZANA-2, OZA-1 et OZANA-1 pour les alliages d'aluminium;
- le cuivre et ses alliages cuisent bien ANC / OZM-2, OZB-2M (bronze), Komsomolets-100, OZB-3;
- pour le nickel et les alliages, utiliser V-56U, OZL-32;
- dépenses de coupe des métaux ANR-2M, OZR-2, OZR-1.
Avec un soudage sans erreur, en alignant le métal de la pièce sur la marque d'électrode, vous pourrez probablement éviter de coller lorsque vous travaillez avec machines à inverseur.
Il est très important de connaître autant que possible les propriétés et le nom du métal des ébauches, car la qualité du cordon de soudure en dépend.
Causes de collage de l'électrode lors du soudage à l'onduleur
Nous avons abordé le sujet du choix d’un poste de soudage et appris à choisir les électrodes à souder avec un onduleur. Nous devons maintenant examiner toutes les causes possibles du collage des électrodes et savoir comment les éliminer. Ils peuvent avoir une nature complètement différente et sont les suivants:
- humidité élevée du revêtement, éliminée par calcination;
- mauvaise qualité ou intégrité du revêtement;
- incohérence du matériau de la pièce avec le type d'électrode;
- courant de soudage trop faible en raison d'une tension de secteur instable ou de la peur de brûler métal mince les flans;
- mauvais réglages de l'onduleur;
- une polarité irrégulière, par exemple, des alliages d'aluminium et certains autres matériaux sont soudés avec une polarité inverse;
- rupture partielle du câble ou contact instable dans le support;
- mauvais nettoyage de la surface de la pièce de la rouille, de l'huile, de l'humidité et de la couche d'oxyde;
- contamination des électrodes;
- faible qualification du soudeur.
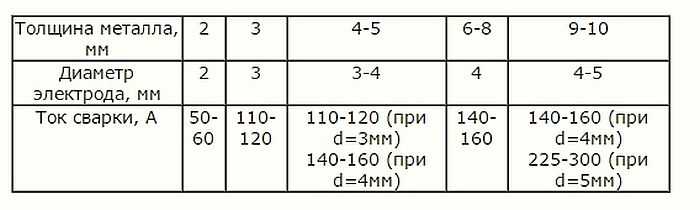
Quant au courant de sortie, il est calculé sur la base de la valeur de 20 A à 30 A par millimètre d'épaisseur d'électrode. Pour 2 mm, il sera compris entre 50 et 60 A, pour une épaisseur de 3 mm, entre 70 et 120 A, pour 5 mm. de 150 à 220 A. Lorsque vous recherchez les raisons du collage, vous devez passer du plus simple au plus complexe, vous devez comprendre qu’il n’existe aucune règle de soudage inébranlable et que le mode souhaité est choisi expérimentalement. Le processus dépend de la marque de l'électrode, de l'épaisseur des pièces, de la composition chimique du métal ou de l'alliage et de la polarité de la connexion.
Il est important de comprendre que lors du fonctionnement normal de l'équipement, des efforts doivent être faits pour comprendre les causes du collage des électrodes et, si nécessaire, demander conseil à des professionnels.
En résumé
Nous avons examiné les critères de sélection des inverseurs de soudage et le choix des électrodes afin de garantir un processus de soudage optimal. Nous avons également découvert les causes possibles du collage des électrodes pendant le travail. Il n’existe pas de conseils complets pour vous aider à résoudre ce problème, mais l’avis de personnes plus expérimentées vous viendra en aide, et nous avons essayé de couvrir pleinement ce sujet.
Pour un soudeur débutant, le choix d’une électrode peut poser problème: il existe plus de deux cents marques ayant des propriétés, des finalités et des caractéristiques différentes. Et environ 100 marques conviennent au soudage manuel à l'arc avec des appareils à onduleur. Parler de tout est impossible, oui, pour commencer, et pas nécessaire. Décrivez brièvement les principaux types et les électrodes pour lesquelles soudage par inverseur plus que d'autres conviennent aux débutants. Une autre question sera de savoir quel diamètre prendre et comment régler le courant pour souder du métal d'épaisseur différente.
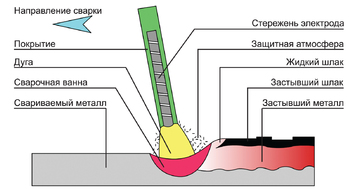
Qu'est-ce qu'une électrode et quel est le revêtement
L'électrode est un morceau de fil métallique avec un revêtement spécial. Pendant le soudage, le noyau fond à partir de la température de l'arc. Dans le même temps, le plâtre brûle et fond, créant un nuage de gaz protecteur autour de la zone de soudure - le bassin de soudure. Il bloque l'accès à l'oxygène contenu dans l'air. Lors du processus de combustion du revêtement, une partie de celui-ci passe à l'état liquide et recouvre le métal en fusion d'une fine couche, le protégeant également des interactions avec l'oxygène. Ainsi, le revêtement assure une bonne qualité de la couture.
Avant de commencer le soudage, toutes les électrodes sont inspectées: le revêtement ne doit pas avoir de copeaux. Sinon, vous n'obtiendrez pas un chauffage uniforme et une couture de haute qualité. Faites également attention à la pointe de l'électrode: l'épaisseur du revêtement doit être la même de tous les côtés. Ensuite, l'arc va s'éteindre au centre. Sinon, il sera compensé. C'est une bonne chose pour les soudeurs expérimentés, mais cela peut créer des problèmes concrets pour les débutants.
Il est nécessaire de surveiller l'humidité du revêtement. Certains d'entre eux, avec une humidité élevée, s'enflamment très mal (par exemple, SSSI). En rapport avec ce "caprice" du revêtement, ils doivent être stockés dans un endroit sec, en assurant un emballage aussi serré que possible. Vous pouvez mettre la boîte dans le sac et toujours mettre quelques sacs de sel, qui sont dans des boîtes à chaussures.
Vous ne devriez pas acheter des électrodes humides: elles peuvent bien sûr être séchées, mais leurs caractéristiques vont diminuer. Si les électrodes sont toujours humides, vous pouvez les sécher dans un four domestique ordinaire à basse température (elles sont généralement indiquées sur l'emballage). La deuxième façon consiste à placer longtemps dans une pièce sèche et bien ventilée.

Types de revêtements et leurs caractéristiques
Il n'y a que quatre types de revêtements:
- La principale.
- Rutile.
- Sour.
- Pulpe
Les revêtements basiques (UONI) et cellulosiques ne conviennent que pour le soudage à courant continu. Ils peuvent être utilisés sur des joints critiques: créer un joint solide et élastique, résistant aux chocs.

Les deux autres (rutile et acide) - peuvent fonctionner lors du soudage et de l’alternance, ainsi que du courant continu. Mais le revêtement acide est très toxique: vous ne pouvez travailler dans les locaux que si lieu de travail équipé d'un échappement forcé.
Le plâtre rutile a une teinte verdâtre ou bleue, les électrodes sont faciles à allumer. Ils sont bien allumés même si le variateur a une faible tension à vide (pour obtenir un allumage sûr du revêtement principal, une bonne caractéristique courant-tension est requise). Lors du soudage avec des électrodes rutiles (MP-3), le métal n'éclabousse presque pas, mais il y a beaucoup de laitier et cela ne vient pas facilement: vous devez travailler avec un marteau.
Comment choisir les électrodes de soudage inverseur
Tout d’abord, la composition de l’âme est choisie: elle doit être similaire au type de métal soudé. Dans le ménage le plus souvent utilisé aciers de construction. Voici du même fil et devrait être des électrodes. Parfois, vous devez faire cuire l'acier inoxydable. Ensuite, le noyau doit également être fabriqué en acier inoxydable. Pour les alliages forts et résistant à la chaleur, il est fabriqué en un métal présentant les mêmes caractéristiques.
Vous pouvez effectuer tous les travaux ménagers ou les travaux de construction en utilisant seulement quelques types d'électrodes:
- SSSI 13/55
- Ano 21
- Ok 63,34
Celles-ci sont reconnues par bon nombre des meilleures électrodes pour les débutants: il est plus facile de travailler avec elles. En même temps, elles vous permettent de cuire des coutures de haute qualité même en l'absence d'expérience significative. Vous trouverez ci-dessous les caractéristiques et l’application générale de ces consommables, que de nombreux spécialistes considèrent comme de bonnes électrodes pour l’onduleur. Dans tous les cas, ils sont souvent recommandés aux soudeurs débutants pour acquérir de l'expérience.
Électrodes à revêtement rutile MP 3

Ce sont peut-être les électrodes de soudage les plus populaires pour les inverseurs parmi les débutants: SSSI 13/55 (Cliquez sur le bouton droit de la souris pour augmenter la taille de l'image.)
Le plus souvent, les débutants sont invités à commencer à maîtriser des soudures avec électrodes MR-3. Ils s'enflamment facilement, même avec de très mauvaises caractéristiques de volt-ampère de la machine à souder, assurent une bonne protection du bain soudé, facilitent assez le contrôle de sa position. Si l'électrode ne s'enflamme pas, la calciner à une température de 150-180 ° C pendant 40 minutes.
Ils sont utilisés dans des appareils à transformateurs de soudage variables et à courant continu (redresseurs de soudage et inverseurs). Les inverseurs sont généralement connectés en polarité inverse (+ sur l'électrode). Convient à tout type de couture, sauf la verticale de haut en bas.
Electrodes MP 3 nekaprizny à la qualité des surfaces soudées. Ils peuvent même travailler sur des pièces non traitées, rouillées et humides. La soudure est moyenne (2-3 mm) ou à arc court.
La fonction MP 3 est très importante pour les soudeurs débutants: ils «se mettent à l’arc», ils sont faciles à utiliser. Pour cela, tous les professionnels n’aiment pas cette marque: appelez-les feux du Bengale. Ils cuisinent trop doucement: le ralentissement est nécessaire pour un bon échauffement. Ce que les pros n'aiment pas, les nouveaux venus - ce dont nous avons besoin. Essayez de commencer à apprendre à souder avec MP3. Tu devrais réussir.
| Le diamètre de l'électrode LEZ MP-3, mm | Longueur mm | Poids du colis, kg | Prix, frotter | |
|---|---|---|---|---|
| 2,0 | 250 | 40-60 A | 1,0 | 146 |
| 2,5 | 300 | 60-100 A | 1,0 | 120 |
| 3 | 350 | 70-100 A | 1,0 | 95 |
| 4 | 450 | 80-170 A | 1,0 | 91 |
| 5 | 450 | 130-210 A | 1,0 | 91 |
UONI 13/55 avec le revêtement principal

Electrodes professionnelles préférées pour l’onduleur SSSI 13/55 (Cliquez sur le bouton droit de la souris pour augmenter la taille de l’image.)
Ce sont probablement les électrodes les plus répandues et les plus populaires avec le revêtement principal. Ils sont recommandés pour le soudage du carbone et aciers faiblement alliés. Convient aux composés de structures responsables. Les coutures sont résistantes aux chocs et au plastique, tolèrent bien les effets des basses températures.
L'inconvénient de ces électrodes: elles ne sont bien éclairées qu'avec une valeur de ralenti suffisamment grande dans l'onduleur (supérieure à 70 V). Deuxième inconvénient majeur: exigences élevées en matière de décapage et de traitement des métaux soudés. S'il reste de la rouille, de la poussière, de l'huile ou tout autre contaminant sur le bord, celui-ci sera poreux.
Travailler avec SSSI 13/55 n'est possible que sur machines à souder CC, y compris les inverseurs, à polarité inverse (+ sur l'électrode), à arc court (gardez la pointe de l'électrode plus près de la surface à souder). La tension à vide minimale est de 65 V.
| Le diamètre de l'électrode UONI 13/55 (fabricant "Mezhgosmetiz) | Longueur d'électrode, mm | Courant de soudage recommandé, A | Prix de détail d'un paquet, frotter |
|---|---|---|---|
| 2,0 | 250 | 30-60 A | |
| 2,5 | 300 | 40-70 A | 127 frotter |
| 3 | 350 | 80-100 A | 116 frotter |
| 4 | 450 | 130-160 A | 111 frotter |
| 5 | 450 | 180-210 A | 110 frotter |
Ano 21
Ce type d'électrode à revêtement rutile est conçu pour fonctionner avec les aciers au carbone de faible épaisseur. () Lors de leur utilisation, l'arc s'enflamme facilement (y compris lors de son rallumage), la couture est finement écaillée (à partir de petites vagues), le laitier est facilement séparé. Les électrodes ANO 21 peuvent être utilisées pour le soudage de conduites d'eau ou de gaz.

Ils fonctionnent avec du courant alternatif et continu de toute polarité. Avant le soudage, un traitement thermique est nécessaire: ils sont calcinés à 120 ° C pendant 40 minutes.
Electrodes sur un acier inoxydable OK 63.34
Si vous avez besoin de souder un acier inoxydable, essayez OK 63.34. Ils peuvent également être bouillis et en acier de construction. Il en résulte un joint de vague fin avec une transition en douceur vers la surface métallique principale. La quantité de laitier est petite, elle rebondit facilement.
Avec cette électrode, il est bon de cuire 6-8 mm en métal, en passant de haut en bas. Convient pour le soudage bout à bout et chevauchement multi-passes. Fonctionne avec du courant continu et alternatif de toute polarité, la tension à vide minimale est de 60 V.

Pour le soudage, vous avez encore besoin d'un masque. Pour faciliter le travail, prenez
Comment choisir le diamètre de l'électrode, comment la connecter et comment régler l'intensité du courant
Choisir la marque d'électrodes pour l'onduleur n'est pas tout. Même si vous avez décidé, il y a au moins trois questions:
- quel est le diamètre de l'électrode à utiliser lors du soudage?
- quel courant exposer;
- à quelle sortie "+" ou "-" connectez l'électrode.
Les premières choses d'abord. Commençons par le diamètre de l'électrode nécessaire au soudage. En général, il est recommandé de procéder à partir de l'épaisseur des métaux à souder: pour les petites épaisseurs, l'électrode est prise avec un diamètre de la même taille que le métal. Si vous faites bouillir le métal de 3 mm d'épaisseur, prenez les électrodes de la même taille. Si vous cuisinez quelque chose de plus épais, prenez 4 mm. Mais il sera difficile pour les débutants de travailler avec de grosses électrodes. Commencez à maîtriser la soudure avec une épaisseur de métal de 3-4 mm. Pour ce faire, utilisez les électrodes de 3 mm, ou comme on dit "troïka".
Concernant la connexion des électrodes de sortie. Les spécifications techniques figurant sur l'emballage indiquent probablement la polarité à laquelle l'électrode est destinée. Une fois connecté à la sortie positive, connectez l'électrode à la borne négative reliée à la pièce. Lorsque la polarité de la pièce est plantée plus, sur l'électrode sert moins. La photo montre l’apparence sur l’onduleur de soudage.

Quelle est la différence entre ces deux types de connexions? Une direction différente a un flux d'électrons. Comme vous le savez, les électrons passent de "moins" à "plus". Par conséquent, lors du soudage, il s'avère que l'élément connecté au «+» est chauffé plus fortement. En changeant les modes de connexion, vous pouvez contrôler l'intensité du chauffage du métal.
Considérons quelques situations. Par exemple, vous avez une électrode de 3 mm, un métal de 2 mm. Si le fichier d'item "+" peut avoir un burnout. Par conséquent, dans ce cas, il vaut mieux utiliser inversion de polaritéà laquelle l'électrode chauffera plus. Si vous souhaitez souder du métal de 6 mm avec le même triple, il est préférable de le faire avec une polarité directe: ainsi, le chauffage du métal sera plus profond et la soudure sera plus durable.
Courant de soudage
Dans le cas général, lors de l'installation de l'électrode, l'intensité du courant de soudage de l'onduleur est définie en fonction du diamètre de l'électrode utilisée. En général, il y a des recommandations sur chaque paquet, mais vous pouvez vous en passer: pour chaque millimètre de diamètre, 20 à 30 ampères de courant sont consommés. La fourchette est assez large, mais vous devez encore réfléchir à la manière dont vous allez placer la couture: avec ou sans séparation. Pour le soudage sans séparation, mettez des courants plus faibles, avec une séparation - supérieure.
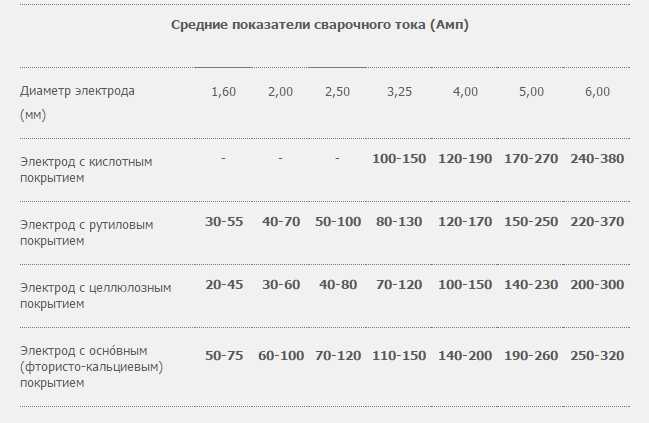
Par exemple, pour une électrode d'un diamètre de 3 mm, le courant calculé est obtenu entre 60 A et 90 A. En réalité, elles fonctionnent dans la plage allant de 30 A à 140 A. Lors du soudage sans séparation, un courant d'environ 70-90 A est défini, avec un écart de 90-120 A. Ces paramètres peuvent «marcher» dans les deux sens: cela dépend également de la vitesse de déplacement de la pointe de l'électrode, de la nuance et du «rendement» de l'acier à souder, de la position du joint. (Pour la couture verticale et horizontale, définissez un peu moins, pour le plafond - encore moins).
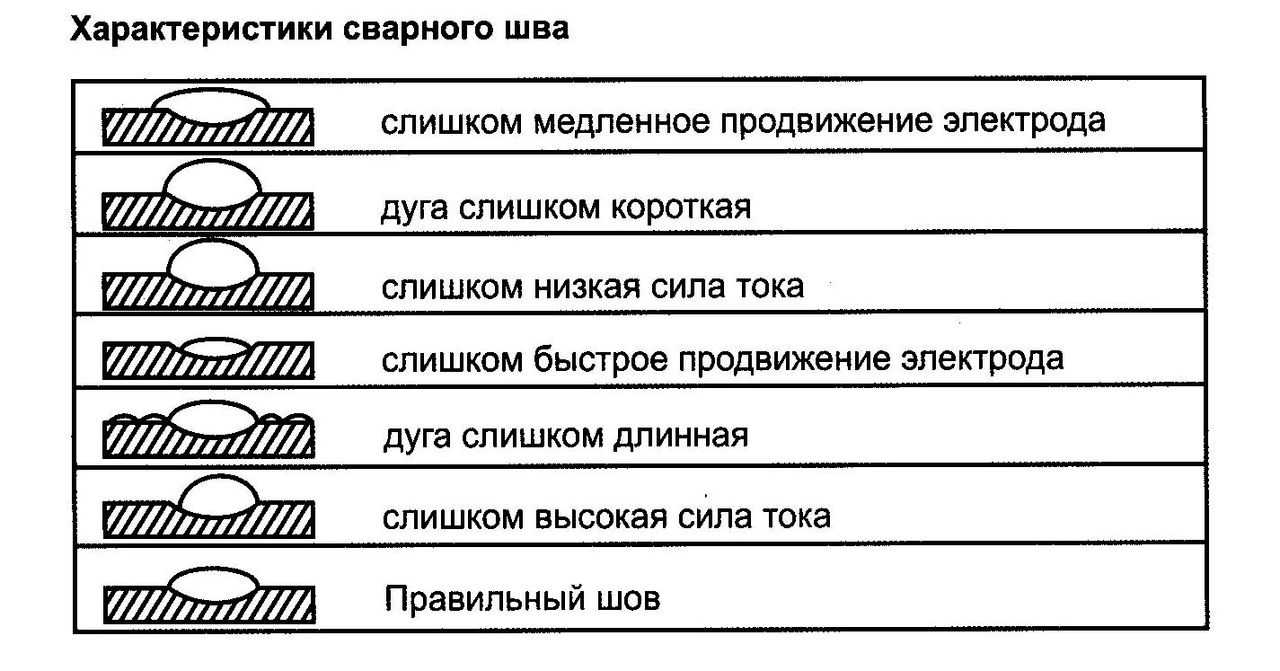
En général, même les courants recommandés par le fabricant sont loin d’être nécessaires. Commencez par eux, puis choisissez de manière à ce que vous vous sentiez à l'aise de travailler et que la couture soit satisfaisante. Vous devez avoir une connexion de qualité et choisir le rapport force / vitesse du mouvement à titre expérimental. Dans ce cas, soyez guidé par l'état du bain soudé. Elle - votre principal indicateur de qualité.
Maintenant, vous savez non seulement comment choisir les électrodes pour le soudage à l'onduleur, mais aussi comment les connecter, de quel diamètre vous avez besoin pour ce travail et comment choisir le courant pour chaque type d'électrode et de soudure. Parlons maintenant un peu des supports pour les électrodes.
Porte-électrodes
Sur l’un des câbles de soudage, il y a un support (support) dans lequel est inséré électrode de soudure. Ils sont de deux types:
- avec la clé à gâchette, l'électrode est serrée automatiquement lorsque la clé à ressort est relâchée, relâchée lorsque vous appuyez dessus;
- fileté - la poignée tourne et tourne, libérant ou serrant le noyau d'électrode inséré.
Lequel est le meilleur? Vous décidez, mais en appuyant accidentellement sur la touche, vous pouvez faire tomber l’électrode pendant le soudage. Rien de grave ne se passe en même temps, mais désagréable ...
Lors du choix d'un porte-électrode, il est important de faire attention à la force du courant pour lequel il est conçu. Choisissez le paramètre maximum disponible pour votre poste de soudage.
La vidéo montre comment connecter le câble au support de l'électrode de soudure à l'aide d'un clip fileté.
L'inconvénient du porte-épingle à linge est que, depuis le ressort, le noyau de l'électrode de serrage est affaibli, le contact se détériore. Nous devons en mettre un nouveau. Comment le faire sur le porte-pince à linge, voir dans la vidéo.
Connecter le porte-électrode pour le soudage est facile. Seulement il y a une nuance: quand travail fréquent câble de soudure frotté son bord. Bien sûr, vous pouvez raccourcir le câble et le réinitialiser, mais vous ne voulez pas toujours couper même 10 à 20 cm, pour éviter un tuyau dont le diamètre interne est identique ou légèrement inférieur au diamètre externe du câble soudé. Coupez un petit morceau de celui-ci - 15 centimètres - et coupez le long. Maintenant, il peut être mis sur le câble, tiré et fixé à cet endroit.
La connexion de divers produits métalliques est le plus souvent réalisée par soudage. À cette fin, un équipement spécial est utilisé, comprenant à la fois des unités de transformation et des unités à onduleur. Mais même les plus simples d'entre eux ne peuvent pas fonctionner sans électrodes. En effet, pour obtenir une soudure bien faite, il est nécessaire de faire fondre la tige d'acier. Mais pour chaque matériau, les électrodes de l'onduleur doivent être constituées d'un certain alliage. Ce n'est qu'alors que vous pourrez obtenir un bon résultat.
Onduleurs et accessoires pour eux
Les unités de soudage modernes sont très différentes de leurs prédécesseurs. Ils ont des dimensions compactes, un faible poids, une utilisation et un transport pratiques. Mais pour qu'une couture réalisée avec leur utilisation soit de haute qualité, il est nécessaire d'utiliser des électrodes correctement sélectionnées. Le succès du soudage effectué en dépend à 90%.
Caractéristiques de conception et spécifications
Qu'est-ce qui est si nécessaire lors de l'exécution soudure élément? Ceci est un morceau de fil d'acier ayant un revêtement. Il est nécessaire de maintenir un arc stable et fournit également:
- Protection en métal;
- Couture de dopage.
Cependant, les caractéristiques fonctionnelles de l'élément dépendent de son objectif.
Nous regardons des vidéos, des types et leurs objectifs principaux, ainsi que des critères de sélection:
Principale caractéristiques techniques Les électrodes de soudage pour l’onduleur sont:
- Le diamètre et la longueur de la tige;
- Matériau ou alliage à partir duquel il est fabriqué.
La longueur du produit peut aller de 300 à 450 mm et dépend de la nature du dopage de l'électrode. En ce qui concerne le diamètre, il existe toute une ligne de tiges, la plus fine ayant une taille de 1,6 mm et la plus épaisse pouvant atteindre 5 mm. Toutefois, les électrodes pour le soudage d'un diamètre de 1,6 mm sont généralement fabriquées à la commande, car elles ne sont pas largement distribuées sur le marché intérieur.
Types d'électrodes
Quant à la classification de ces éléments, ils se divisent en deux types principaux:
- En fusion;
- Non consommable.
Les premiers peuvent être composés de fil d'acier et d'alliages spéciaux, en fonction des matériaux utilisés pour le soudage. Habituellement travailler avec inverseur de soudage avec la fonte, le cuivre, les aciers dissemblables, utilisez des électrodes en alliages.
Les produits non consommables ou à base de tungstène sont utilisés dans le soudage à l'argon. Ils peuvent également avoir des différences de performances en fonction de l'application.
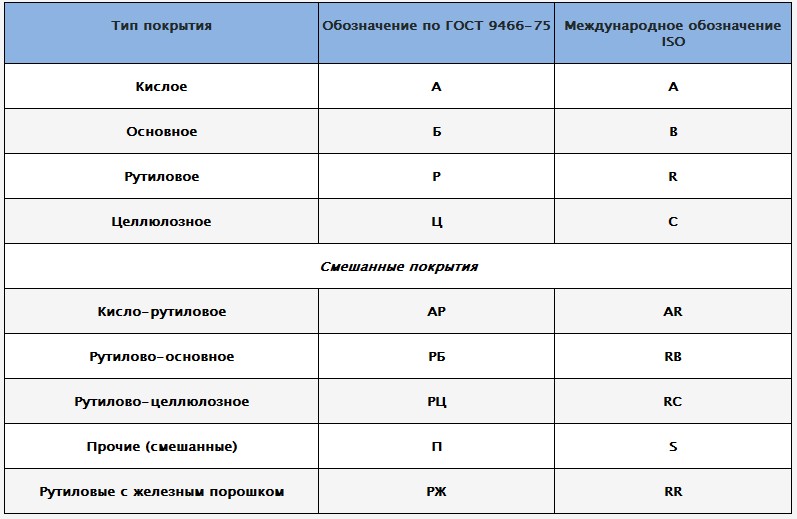
Tableau de variations d'électrodes
En outre, les électrodes sont divisées par fonction dans les types suivants:
- Pour divers aciers;
- Sur l'acier inoxydable;
- Sur l'aluminium;
- Le nickel;
- Pour réparation;
- Pour les alliages soudés durs.
Il existe des différences dans le type de revêtements. Le marché présente des électrodes avec quatre variétés, la plus courante: la base et le rutile.
Critères de sélection
Étant donné que ce matériel non réutilisable est nécessaire pour tout type de soudage, il convient de l’acquérir en tenant compte des caractéristiques spécifiques de l’équipement et des spécificités du travail effectué.
Regardez des vidéos, des vues et leurs différences:
Cela devrait prendre en compte des caractéristiques telles que:
- Diamètre;
- La composition du matériau.
Pour une couture de haute qualité, il est nécessaire de choisir les bons matériaux. Et tout d’abord, leurs paramètres, y compris le diamètre, sont pris en compte. Pourtant, quelles électrodes sont meilleures pour un onduleur? Pour diverses qualités d'acier, il est répertorié dans documents réglementaires. Mais il faut noter que le diamètre nominal correspond aux dimensions de la tige intérieure et ne comprend pas de plâtre.
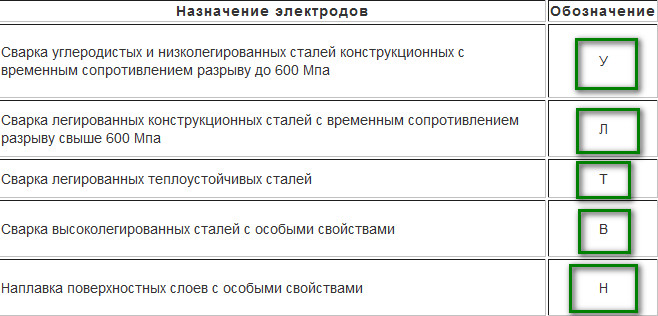 L'épaisseur de cette couche est individuelle pour un certain type de produit et est marquée par des lettres:
L'épaisseur de cette couche est individuelle pour un certain type de produit et est marquée par des lettres:
M - indique un petit diamètre et une petite couche de revêtement jusqu'à 1,2 mm et D - plus de 1,8 mm. Les entreprises nationales et étrangères adhèrent à cet étiquetage. Cependant, leurs diamètres seront différents.
Regardez la vidéo, comment choisir la bonne électrode pour le soudage:
Mais les dimensions ne sont pas les seules à prendre en compte lors du choix des électrodes. Un rôle important est joué par la composition des composants. Étant donné que l'électrode est composée d'une tige et d'un pansement, le matériau à partir duquel elles sont fabriquées est également pris en compte. Pour la plupart des produits, le fil à faible teneur en carbone est pris comme base et la composition de revêtement comprend divers composants:
- Composés fluorés;
- Dioxyde de titane;
- Rutile
L'utilisation d'électrodes du premier type permet d'obtenir une connexion solide et résistante à la chaleur, caractérisée par une bonne ductilité. Les produits contenant du dioxyde de titane créent un arc stable et permettent d’obtenir une force de liaison élevée. Les électrodes rutiles sont utilisées dans les structures de soudage à forte humidité. De plus, le choix des électrodes doit tenir compte des caractéristiques du métal soudé.
Par exemple, pour les aciers au carbone, on utilise des tiges UONI ou MP. Les premiers ont un faible niveau de pulvérisation, les seconds se distinguent par la séparation rapide des scories. Ils peuvent être utilisés dans les équipements professionnels et portables.
Fabricants - dont les produits sont meilleurs
Comme il existe un grand nombre de marques et de types différents de produits de ce type, seuls les produits destinés à soudage manuel. Et parmi eux, nous choisirons uniquement les échantillons utilisés lors de travaux avec des aciers au carbone et faiblement alliés.
Regardez la vidéo, testez différentes électrodes de soudage:
Nous nous baserons sur les commentaires laissés par les utilisateurs, ainsi que sur les publications de revues spécialisées. Selon ces sources, les meilleures électrodes pour l'onduleur sur le marché intérieur sont les produits des usines suivantes:
- Petersburg ESAB-SVEL;
- Tioumen;
- Kamensk-Shakhtinsky;
- Orlovsky;
- Losinoostrovsky.
Parmi les fabricants étrangers, les produits des entreprises sont les plus demandés:
- Kobelco;
- Ecab,
Ces électrodes pour le soudage à l'onduleur surpassent les produits nationaux à bien des égards, même si leur prix est plutôt élevé.
Regardez une vidéo sur les produits Monolith:
Quant aux produits russes, ils perdent dans la plupart des options, bien que quelques échantillons apparaissent déjà, ce qui les élève au niveau des électrodes importées les plus pauvres. Mais même de tels résultats ne pourraient être atteints que par des coentreprises détenues par des fabricants européens ou asiatiques.
Nous passons maintenant à la prise en compte des produits eux-mêmes. Ainsi, les électrodes de l’usine de Petersburg coûtent environ 135 roubles pour 1 kg et sont, de l’avis des soudeurs, les meilleures parmi les modèles nationaux.
Le prix des électrodes pour le soudage à l'onduleur de la société Tyumen est légèrement supérieur, bien qu'en termes de qualité, elles ne diffèrent pratiquement pas de celles de l'échantillon précédent.
Les produits Kamensk-Shakhtinsky plant sont principalement conçus pour être utilisés avec inverseurs domestiques et a un prix d'environ 130 roubles. pour 1 kg.
 Les électrodes Penza sont considérées comme les meilleures en termes de prix et de qualité. Leur coût ne dépasse pas 58 roubles.
Les électrodes Penza sont considérées comme les meilleures en termes de prix et de qualité. Leur coût ne dépasse pas 58 roubles.
Les produits de la société japonaise, bien que coûteux, vous permettent d’obtenir d’excellents résultats lors des tests de résistance. Les experts disent que ces électrodes justifient pleinement un prix aussi élevé.
Le processus de soudage ne peut pas être qualifié de simple. Par conséquent, avant de commencer à assembler une structure donnée avec son utilisation, vous devez le pratiquer au préalable, si vous ne l’avez jamais fait auparavant.
Pour ce faire, le clip est attaché à la pièce et l'électrode est insérée dans le support. Le courant est ensuite réglé en fonction du diamètre de la barre d'acier. Parallèlement, il convient d’étudier de nouvelles électrodes, ce qui aidera à mieux comprendre le sens du travail.
Regardez la vidéo, compétences de base en soudage:
La création d'un arc est la suivante. L'électrode est installée à un angle d'environ 70 ° par rapport à la pièce. Ensuite, ils les transportent rapidement à travers la pièce et une gerbe d'étincelles et un son caractéristique doivent apparaître.
Ensuite, vous devez toucher les détails pour laisser un espace de 5 mm maximum. A ce moment, un arc apparaît et sous son influence, le métal va commencer à fondre. L'espace doit être maintenu en déplaçant l'électrode horizontalement au fur et à mesure qu'elle grillée.
Si vous observez un blocage, cela signifie que le dispositif a une intensité de courant faible et doit être augmenté.
Nous discuterons comment choisir des électrodes pour manuel soudage à l'arcFaisons attention à la classification des électrodes et à leur étiquetage.
L'électrode est une tige métallique destinée à fournir du courant à la pièce à souder. Pendant le soudage, les bords des pièces soudées fondent et la soudure est remplie d'un métal pour électrode. Ce type de soudure est aussi appelé soudage d'électrodes enrobées, car l’électrode est recouverte d’une couche de fondant qui, une fois fondue, forme une protection gazeuse de la soudure.
 L'épaisseur des pièces à souder définit le diamètre de l'électrode. Par conséquent, déterminez d’abord le diamètre de l'électrode.
L'épaisseur des pièces à souder définit le diamètre de l'électrode. Par conséquent, déterminez d’abord le diamètre de l'électrode.
Pour les soudures d'une épaisseur allant jusqu'à 1 mm en Europe, des électrodes d'un diamètre de 1,6 mm (pour les vrais professionnels) sont utilisées. En Russie, elles ne peuvent être trouvées que sous la commande. En règle générale, dans ce cas, la méthode de soudage à l'arc manuelle n'est pas utilisée et elle utilise le soudage à l'argon ou semi-automatique.
Si vous voulez obtenir une couture fiable et belle avec un minimum d'effort, achetez tout d'abord de bonnes électrodes! Ramasser électrodes de soudage manuelles (ils sont aussi appelés électrodes jetables) conformément à la composition chimique des pièces soudées.
Les électrodes peuvent être divisées en plusieurs groupes conditionnels:

- diamètre (2-6 mm);
- sur le marquage;
- par le fabricant.
Marques d'électrodes
Ne considérez que les étiquetages les plus populaires et analogues d'électrodes.
SSSI— électrodes à courant continu avec revêtement de base. Pour les structures critiques de tous les types d'acier.
Ozs— électrodes de rutile, universel, pour les travaux sur courant continu et alternatif. Par rapport aux SSSI, ils nécessitent moins de courant de soudage et forment moins de laitier.
MP3 - électrodes également revêtues de rutile, pour le soudage à courant alternatif et continu.
ANO-4 est une autre électrode universelle populaire. Le plus souvent, ils sont vendus en petits emballages de 1 kg, ce qui est très pratique. Et si, à la datcha, vous n’avez soudainement besoin que de saisir quelque chose et que vous avez besoin de 2 ou 3 électrodes, vous n’avez pas besoin d’acheter un gros paquet de 5 à 6 kg qui peut encore être humide pendant son stockage, mais cela suffit. Pratique et économique.
TsU-5 - spécialisé électrodes de soudure(plomberie).
ESAB OK 53.70 - électrodes couvertes pour le soudage de conduites d'eau, analogique TsU-5.
TsCh-4 - électrodes en fonte.
ESAB OK 92.18 - pour la fonte, l'analogue TsCh-4.
TsL-11 - pour le soudage de l'acier inoxydable.
ESAB OK 61.30 - électrodes en acier inoxydableanalogue du CL-11.
ESAB OK 96.20 - électrodes de soudure en aluminium.
KOBELKO LB-52U - électrodes japonaises populaires pour les structures critiques. Peut même être utilisé pour souder des tuyaux d'eau et de gaz. Le meilleur et le plus cher.
Fabricants d'électrodes
Parlons des fabricants d’électrodes, car cela se reflète le plus souvent dans leur qualité.
KOBELCO - Japon. Meilleures électrodesmais aussi le plus cher. Excellents résultats lors des tests de durabilité.

ESAB - Électrodes ESABhaute qualité. Le plus souvent, dans les magasins, vous trouverez ces électrodes à un prix assez élevé. Mais! Ces électrodes en valent vraiment la peine.

"Usine Losinoostrovsky" - électrodes, prix et qualité moyens.
 "Kamensky Plant" - des électrodes fiables avec un bon rapport qualité-prix.
"Kamensky Plant" - des électrodes fiables avec un bon rapport qualité-prix.
 "Plante de l'Oural" - le plus souvent ce sont les électrodes les moins chères. Ne vous attendez pas à une excellente qualité de leur part. En général, ils vont souder et garder la structure.
"Plante de l'Oural" - le plus souvent ce sont les électrodes les moins chères. Ne vous attendez pas à une excellente qualité de leur part. En général, ils vont souder et garder la structure.
Stockage d'électrodes
Rangez les électrodes uniquement dans des endroits préparés. Lors de l'achat, faites attention à la durée de vie. Les électrodes en retard ne donneront pas une soudure confortable et un raccordement fiable des pièces!
Il est préférable de stocker les électrodes dans un cas spécial empêchant l'infiltration d'humidité. La trousse sert également à transporter les électrodes vers le site de soudage. Si les électrodes sont encore humides, le séchage des électrodes et la calcination des électrodes aideront. Pour ce faire, utilisez un four pour les électrodes de calcination, qui chauffe jusqu'à 400. Si les électrodes sont encore chaudes, après avoir chauffé dans un four, la chaleur restera longtemps.
Tous les soudeurs novices ne savent pas qu'il existe plus de 200 types d'électrodes de soudage, dont une centaine sont utilisés en soudage manuel. Ils n'ont pas besoin de tout savoir, mais il est nécessaire d'obtenir des informations sur les plus populaires et les plus utilisés. Nous nous tournons donc vers le choix des électrodes pour le soudage à l'arc manuel.
Une électrode est un fil recouvert d'un composé spécial appelé revêtement. En cours de soudage, le fil (âme) fond sous l'action d'un courant électrique de forte puissance, comblant ainsi l'espace entre les produits métalliques soudés. Le revêtement fond également, ce qui libère des gaz lors du processus de combustion. Ce dernier enveloppe la zone de soudure, empêchant ainsi la pénétration d'oxygène à l'intérieur.
Le second objectif du revêtement est de protéger la couche de soudure elle-même. En cours de fusion, une partie du matériau de revêtement devient liquide et se recouvre joint de soudure. Ce film mince le protège des effets négatifs de l'oxygène. Pourquoi cette protection est-elle nécessaire?
- Dans le processus de fusion du métal, l'oxygène absorbe une partie de l'énergie, le courant électrique peut donc ne pas être suffisant pour le soudage lui-même.
- Au contact de l'oxygène à faible humidité, de l'oxyde apparaît sur les métaux, réduisant ainsi ses caractéristiques de qualité.
Types de revêtement
Actuellement, quatre types de revêtements sont utilisés.
- Principal marqué "B".
- Sour - "A".
- Pâte - "C".
- Rutile - "P".
Il existe des types mixtes, par exemple AR - rutile acide, RB - rutile basique, GJ - rutile mélangé à de la poudre de fer et RC - rutile cellulose.
Le plus souvent, pour le soudage manuel avec un onduleur, des électrodes de soudage avec un revêtement basique ou rutile sont utilisées. La première catégorie comprend les électrodes de marque UONI. Ils sont généralement utilisés dans les cas où vous devez obtenir un cordon de soudure de haute qualité. C'est-à-dire que le joint doit avoir une résistance, une ténacité et une ductilité élevées. Dans le même temps, les soudures de l'électrode soudée de UONI garantissent qu'aucune fissure de type cristal ne se formera à l'intérieur du matériau soudé. De plus, les électrodes de ce type ne sont pas soumises au vieillissement. Par conséquent, les experts recommandent leur utilisation pour le soudage de structures critiques qui seront exploitées dans des environnements difficiles.

UONI a ses côtés négatifs. L'humidité sur les électrodes, la rouille sur l'extrémité du fil, les taches d'huile ou de graisse sur le revêtement, la rouille sur les produits métalliques assemblés - tout cela est une garantie de l'apparence des coquilles à l'intérieur du joint de soudure, ce qui en diminue la qualité. De plus, il est possible de travailler avec ces électrodes uniquement en courant continu avec une polarité inversée.
Les matériaux de soudage revêtus de rutile sont principalement utilisés pour assembler des pièces à faible acier au carbone. Leur représentant éminent est la marque MR. Voici les caractéristiques positives de cette catégorie.
- Peut fonctionner aussi bien en courant continu qu'en courant alternatif.
- La pulvérisation de métal est minime.
- Grâce à ce type d'électrodes, il est possible d'obtenir des cordons de soudure de haute qualité, quelle que soit la position des pièces.
- Les scories après soudure quittent facilement.
- Avec l'aide de MP, vous pouvez cuire des produits rouillés et même très contaminés.
- Allumage facile même avec un indicateur bas des caractéristiques courant-tension de l'onduleur.
Quand un nouveau venu est confronté à la question de savoir comment choisir la bonne électrode pour le soudage, la meilleure option pour lui est la marque MP.
Les revêtements rutiles comprennent les marques ANO. Ils sont utilisés pour connecter des produits en acier au carbone, par exemple, pour des conduites de soudage. Toutes les autres caractéristiques sont exactement les mêmes que celles du député.
Pourquoi les soudeurs expérimentés n'aiment-ils pas utiliser des électrodes à revêtement de rutile? Premièrement, ils les appellent les lumières du Bengale. Deuxièmement, le soudage est doux et rapide, et pour un bon échauffement du métal, un soudage lent est nécessaire. Par conséquent, les professionnels ont une attitude négative à leur égard, mais pour les débutants, c'est juste.
Autres options de sélection
Quelques paramètres supplémentaires qui déterminent le choix des électrodes à souder. Un des indicateurs les plus importants - Il s'agit de la polarité de la connexion et donc du type de courant.
Si un onduleur est utilisé pour le soudage, il faut bien comprendre qu'il produit un type à courant constant. Par conséquent, la connexion de l'électrode pour le soudage peut être réalisée selon deux schémas.
- La polarité est droite. Le schéma est le suivant: le moins est connecté à l'électrode de soudage, plus la masse.
- La polarité est inversée. Voici le contraire: moins le poids, plus derzhak.
Quelle est la particularité de chaque schéma de connexion. Tout dépend de la force des métaux provarki. Avec une polarité directe, les produits métalliques soudés sont soumis à une chaleur élevée. En cas de polarité inversée, la température de chauffage n’est pas aussi élevée. Par conséquent, lorsqu’il est nécessaire de souder deux tôles de faible épaisseur, il est préférable d’utiliser une polarité inversée, qui offre une protection contre la brûlure. De plus, la polarité inverse est utilisée lors du soudage de produits à partir d'aciers fortement alliés. Ils sont sensibles aux températures élevées.
Vous devez faire attention à trois autres indicateurs.
Épaisseur de soudure
Le diamètre de l'électrode doit être lié à l'épaisseur des pièces à souder. C'est-à-dire que ces deux paramètres sont interdépendants. Voici quelques relations.
La sélection du diamètre de l'électrode est importante. Le fait est que plus cet indicateur est grand, plus la densité de joint est mauvaise, compte tenu des ratios présentés dans le tableau. Outre la mauvaise sélection conduit à l'instabilité arc de soudure, détérioration de la pénétration, augmentant la largeur de la couture.
Une autre dépendance du diamètre de l'électrode de soudage. Dans ce cas, la force actuelle.
Il s’avère que trois paramètres: l’intensité du courant, l’épaisseur des métaux à souder et le diamètre des électrodes sont interconnectés. Par conséquent, pour répondre à la question de savoir quelles électrodes choisir, il est nécessaire de prendre en compte cette relation. Cependant, nous notons que le courant dans chaque catégorie peut différer légèrement de ceux présentés dans le tableau. Les électrodes MP avec un diamètre de 2 mm peuvent cuire et avec un courant de 40 A. UONI à 30 A. Par conséquent, veillez à bien choisir les électrodes, à étudier leurs caractéristiques, qui sont indiquées par le fabricant sur l'emballage du matériau de soudage.
Types de métaux soudés
Il n'est pas toujours facile de choisir des matériaux de soudage pour les métaux requis, car il est possible de déterminer l'acier, l'acier inoxydable, la fonte ou les métaux non ferreux. Il est clair que sauf structures en acierLorsque les électrodes décrites ci-dessus sont utilisées, dans tous les autres cas, des produits de soudage spéciaux sont utilisés: pour la fonte, pour l'acier inoxydable, pour l'aluminium, etc.
En ce qui concerne les produits en acier, il existe certaines difficultés en fonction de la définition du type d'acier. Mais si vous vous en occupez, il sera plus facile de répondre à la question de savoir comment choisir les électrodes.
- Pour les aciers à souder de type ébullition, vous pouvez utiliser n'importe quelle marque avec n'importe quel revêtement. Ces aciers comprennent: faible teneur en carbone et faible oxydation.
- Pour le soudage des aciers semi-silencieux, il est préférable d'utiliser des électrodes à plâtre rutile ou de base.
- Pour les structures de soudage en acier silencieux, qui sont soumises à des charges dynamiques élevées, et qui fonctionnent à des températures sous le zéro relativement basses, il est préférable d'utiliser des nuances avec un revêtement de base.
La qualité de la couture sera également affectée par la stabilité de l'arc. Par conséquent, l'électrode que vous avez choisie doit correspondre au type de courant utilisé. Pour les matériaux de soudage avec revêtement de base uniquement courant continu, pour les autres types, vous pouvez utiliser constante et variable. Pour les électrodes revêtues de rutile, de cellulose et d'acide, qui fonctionnent à partir de transformateurs de soudage, c'est-à-dire en courant alternatif, l'arc brûle régulièrement. Et cela signifie que la couture est de haute qualité.

En ce qui concerne le sens de la soudure, les électrodes avec un revêtement de cellulose sont bien bouillies et verticalement. Parce que ces électrodes produisent des scories assez visqueuses et que le métal du fil est transféré dans le joint avec de petites gouttes, ce qui vous permet de remplir uniformément le joint entre les pièces métalliques. À cet égard, le cordon de soudure au niveau des électrodes avec le revêtement principal est le plus mal formé.
Lorsqu'il s'agit de souder des produits à parois épaisses, la technologie détermine le joint multicouche appliqué. Par conséquent, un paramètre tel qu'une bonne séparabilité des scories devient le principal lors du choix des électrodes. À cet égard, les électrodes avec le revêtement principal perdent à nouveau. Nous ajoutons ici que les produits de soudage de ce type exigent une certaine pureté des métaux soudés.
Conclusion sur le sujet
Ramasser le matériau de soudage à tous égards n'est pas facile. Il sera nécessaire de prendre en compte de nombreuses nuances, il est donc recommandé d’adopter les tableaux ci-dessus, ainsi que des informations indiquant la fonction des électrodes elles-mêmes.




