Вимоги при проведенні зварювальних робіт. Пожежна безпека при проведеніісварочних та інших вогненебезпечних робіт
місця проведення зварювальних робіт поділяють на постійні і тимчасові. Постійні (стаціонарні) місця призначені для робіт, які виконуються в спеціально обладнаних цехах, майстерень і т.д. встановлюють зварювальний апарат в захищеному від атмосферних впливів, добре провітрюваному приміщенні площею не менше 3 м². Найкраще, якщо підлога бетонна, а стіни приміщення не повинні відображати зварювальні відблиски, що може становити небезпеку для очей. В ідеалі робоче місце зварювальника повинно розташовуватися в спеціальній кабіні, приблизна компоновка якої представлена на рис.1.
Таке робоче місце може бути обладнане для зварювання малогабаритних предметів. Каркас кабіни можна зробити з металу, а стіни - з різних вогнестійких матеріалів. Дверний отвір кабіни закривають брезентовим завісою, підвішеним на кільцях. В кабіні встановлюють джерело зварювального струму, металевий стіл з гратами і витяжною парасолькою, стілець з підйомним гвинтовим сидінням, стелажі для зварювального дроту, Електродів і інших необхідних інструментів і матеріалів. Якщо зварювання виконується в середовищі захисного газу, То має бути передбачено місце для балонів. Правильна організація робочого місця - запорука якісного зварювання і високої продуктивності праці. Зварювальні роботи на постійних зварювальних постах слід виконувати тільки при наявності працюючої вентиляції (рис. 2). У процесі роботи слід застосовувати пересувні воздухоотсоси.
Тимчасові робочі місця зварника застосовують для робіт, які виконуються безпосередньо на обладнанні або установках, які неможливо перемістити до зварювального поста. Такі місця повинні бути відгороджені вогнестійкими ширмами, щитами і забезпечені засобами первинного пожежогасіння і вогнегасниками. Тип, ємність і кількість вогнегасників визначають залежно від їх продуктивності, площі дії, класу приміщення і т.д. Крім вогнегасника робоче місце зварника обладнується ящиком з піском, відром і іншими засобами пожежогасіння.
Зварювальний пост комплектується джерелом живлення, електрододер, зварювальними проводами необхідної довжини, зажимами для струмопровідного дроту, зварювальним щитком із захисними світлофільтрами.
При необхідності робоче місце може бути обладнане засобами малої механізації, що полегшить не тільки зварювання, а й вантажно-розвантажувальні роботи.
У будь-якому разі не можна забувати про засоби протипожежного захисту, так як зварювання є пожежонебезпечної роботою. Не слід захаращувати робоче місце непотрібними речами та обладнанням, так як це буде не тільки заважати роботі, але і становити небезпеку.
При виконанні зварювальних робіт в монтажних умовах на відкритому повітрі робоче місце зварника і обладнання обов'язково має бути захищене від атмосферних впливів. Для цих цілей застосовують намети, навіси або переносні тенти і т.д.
застосування зварювального обладнання на монтажних майданчиках створює ряд труднощів з його зберігання. Щоразу після закінчення роботи потрібно переміщати апарат до місця зберігання. Найкраще, якщо зварювальний апарат міститься закритому приміщенні, А до робочого місця простягають тільки зварювальні кабелі. Якщо це неможливо, то краще за все зварювальний апарат встановити на пересувний візок, що значно полегшить його транспортування.
Робочий інструмент зварника повинен комплектуватися, зважаючи на специфіку роботи. Не існує певний перелік інструмент без якого обійтися неможливо. Кожен електрозварник повинен мати захисний щиток або маску, рукавиці, молоток, зубило або крейцмессель для відбиття шлаку, сталеву щітку. Зварювальник, що працює з плавиться, повинен мати набір заточених вольфрамових електродів, Комплект гайкових ключів, пасатижі або кусачки. На стаціонарному робочому місці інструмент зберігається в спеціальному ящику, а для роботи на монтажному майданчику у зварювальника має бути спеціальна сумка, призначена для зберігання інструменту. Це може бути один з портативних ящиків для інструменту, виготовленням яких займаються багато фірм. Правильно підібраний і справний інструмент економить час і сприяє продуктивній праці.
Робоче місце зварника для газополум'яної обробки металів
Робоче місце зварника, призначене для газополум'яної обробки металів, дещо відрізняється від робочого місця електрозварника. Замість джерела живлення зварювальної дуги використовується ацетиленовий генератор або балон з відповідним газом. Замість електродотримача застосовується газовий різак або пальник. Для дотримання заходів протипожежної безпеки на робочому місці обов'язково повинна бути ємність з водою і пісок. Замість захисного щитка зварювальник використовує захисні окуляри. Робоче місце зварника обладнується так, щоб між ацетиленовим апаратом і відкритим полум'ям газового пальника була відстань не менше 5 м. Краще всього, якщо ацетиленовий апарат розміщений поза приміщенням під добре вентильованим навісом. Якщо ж є необхідність установки ацетиленового апарату в приміщенні, то повинна передбачатися ефективна вентиляція. Приміщення повинно бути просторим, а обладнання розміщується так, щоб проходи були вільними.
Підготовка зварювальної установки до роботи
Перед складанням зварювальної установки слід виконати продування вентилів (особливо при використанні нових балонів). Для цього з балонів (кисневого і ацетиленового) знімають захисні ковпаки і, ставши на деякій відстані в сторону від вихідного отвору, накладають на голівку вентиля накладної ключ, поволі повертають його приблизно на чверть обороту (рис.1). Після того, як з вентиля вирветься струмінь газу, вентиль балона закривають. Продувку виконують послідовно, спочатку кисневого балона, А потім - ацетиленового.
Після продувки на вентилі балонів встановлюють знижувальні редуктори. Послідовність складання устаткування для газополум'яної обробки показана на рис. 2, 3, 4. Для цього, переконавшись, що регулювальний гвинт редуктора загорнутий до упору, встановлюють приєднувальний патрубок редуктора до вихідного отвору вентиля і загортають гайку спочатку рукою, а потім - до упору ключем (рис. 2). Не слід забувати, що обертання гайки на ацетиленовому редукторі виконують проти годинникової стрілки, а на кисневому - за годинниковою стрілкою.
Після цього виконують продування і під'єднання зварювальних рукавів (рис. 3). Рукав з червоною зовнішньої опліткою (або червоними кільцями) приєднують до ацетиленового балона, а рукав з чорною (блакитний) опліткою - до кисневого. Як і редуктори, шланги для ацетилену і кисню мають різне різьблення. Нові рукава обов'язково слід продути, так як тальк, що знаходиться всередині рукава, буде забивати сопло пальника. Для цього ще неприєднання до пальника кінці обох рукавів направляють від себе, повільно відкривають вентиль ацетиленового балона і регулювальний гвинт редуктора, поки показання манометра не покажуть тиск, приблизно рівне 0,6 бару.
Після продувки регулювальний гвинт і вентиль балона закривають. Точно таким же способом виконується продування кисневого рукава. Після цього під'єднують пальник і підбирають необхідний для даного виду зварювання номер мундштука (рис. 4). При приєднанні пальника важливо не переплутати місце установки ацетиленового і кисневого рукавів.
Мундштук перед установкою на пальник перевіряють, а при необхідності очищають від забруднень. Для очищення мундштука є спеціальні прочищення з різними діаметрами. Іноді прочищення мундштука здійснюють дротом. Для цього підбирають дріт, діаметр якої трохи менше діаметра отвору мундштука, і обережно вводять її по прямій, щоб не пошкодити отвір мундштука. Після складання газозварювального обладнання необхідно переконатися у відсутності витоків. Для цього повертають ацетиленовий та кисневий вентилі пальника за годинниковою стрілкою і, відступивши в сторону, відкривають кисневий вентиль балона на півоберта.
Після цього повертають регулювальний гвинт редуктора до тих пір, поки манометр не покажеться тиск 1,3 бару. Потім відкривають на чверть обороту вентиль ацетиленового редуктора і, обертаючи регулювальний гвинт, встановлюють тиск 0,3 бару. Закривають обидва вентилі балонів і стежать за показаннями манометрів. Якщо показання манометрів (ацетиленового або кисневого) змінюються, значить в системі є витоки, які слід ліквідувати. Перевірку на витоку місць з'єднань виконують за допомогою мильної піни. Відсутність витоків свідчить, що апарат готовий до роботи. Для зручності транспортування газозварювального апарату до місця роботи і назад його краще встановити на пересувний візок, яка показана на рис. 5.
Мал. 5. Компонування пересувного візка
робочим місцемназивається та частина робочого простору, де розташовується виробниче обладнання, з яким взаємодіє людина в робочому середовищі.
Місця проведення зварювальних робіт розділяють на постійні і тимчасові. Постійні (стаціонарні) місця призначені для робіт, які виконуються в спеціально обладнаних цехах, майстерень і т.д. Встановлюють зварювальний апарат в захищеному від атмосферних впливів, стіл зварника, маніпулятор, витяжку і т.д. в добре провітрюваному приміщенні площею не менше 3 м 2. Найкраще, якщо підлога бетонна, а стіни приміщення не повинні відображати зварювальні відблиски, що може становити небезпеку для очей.
Рис.14 Планування зварювальної кабіни:
1 - джерело живлення дуги; 2 - заземлення; 3 - пускач джерела живлення; 4 і 5 - прямий і зворотний струмопровідних проводах; 6 - стіл; 7 - вентиляція; 8 - килимок; 9 - електроди; 10 - щиток; 11 - Електродотримачі; 12 - стілець;
13 - ящик для відходів; 14 - дверний проріз
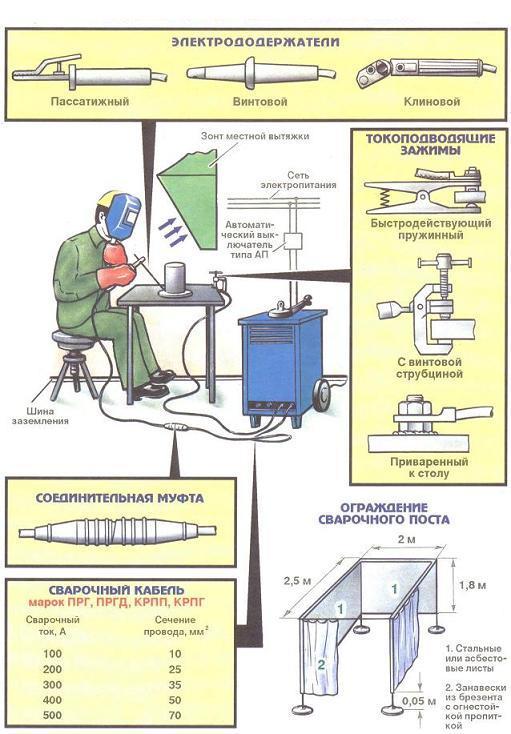
Рис.15. Робоче місце зварника
Проходи між багатопостовими зварювальними агрегатами і між установками автоматичного зварювання повинні бути не менше 1,5 м; проходи між однопостовими зварювальними трансформаторами або між зварювальними генераторами, а також проходи з кожного боку стелажа або стола для виконання ручних зварювальних робіт - не менше 1 м. Відстань між стаціонарним зварювальним агрегатом і стіною або колоною повинна становити не менше 0,5 м, а відстань між стіною або колоною і зварювальним автоматом - не менше 1 м. Проходи між машинами точкового і шовного (роликового) зварювання з розташуванням робочих місць навпроти один одного повинні бути не менше 2 м, а між машинами стикового зварювання - не менше 3 м. Мри розташуванні перерахованих вище машин тильними сторонами один до одного ширина проходів повинна бути не менше 1 м, а при розташуванні передніми та задніми сторонами один до одного - не менше 1,5 м.
На кожне стаціонарне робоче місце при плазмової і газоплазменной обробці металів повинно відводитися\u003e 4м 2, а при роботі в кабіні\u003e 3м 2.
Зони з небезпечними виробничими факторами повинні бути огороджені, знаки безпеки витримані по ГОСТ 12.4.026-76 *.
Залежно від габаритів виробів, що зварюються і характеру виробництва робоче місце зварника може бути розташоване або в спеціальній кабіні, або в цеху або безпосередньо на складальному об'єкті. Розміри кабіни повинні бути не менше 2x2 м 2.

Рис.16. Кабіни контактного зварювання.
Стіни кабіни роблять висотою 1,8-2 м. Для кращої вентиляції між підлогою до нижніх обрізом стінки залишають просвіт 150-200 мм. Як матеріал для стін кабіни можна використовувати тонке залізо, а також фанеру, брезент, прочитані вогнестійким складом, або інші вогнестійкі матеріали. Каркас кабіни роблять з металевих труб або уголковой стали. Дверний отвір кабіни зазвичай закривають брезентовим завісою, укріпленим на кільцях. Фанера і брезент повинні бути просочені вогнестійким складом, наприклад розчином алюмокалієвих квасцов.
Пол в кабіні повинен бути з вогнестійкого матеріалу (цегла, бетон, цемент) негсораемие і неслизькі, володіти малою теплопровідністю.
Стінки фарбують у світло-сірий колір фарбами, добре поглинають ультрафіолетові промені (цинкові або титанові білила, жовтий крон). Забарвлення зварювальних цехів і кабін в темні кольори не рекомендується, так як при цьому погіршується загальна освітленість місця зварювання.
Комбіноване освітлення слід передбачати при роботах високої і найвищої точності (I-IIIразр.) Зокрема при зварюванні і пайку матеріалів товщиною 0,06 ... 0,5 мм, при дефектоскопії зварювальних швів та інших подібних роботах.
Для освітлення цехів треба використовувати, як правили, газорозрядні джерела світла: лампи ДРЛ, ДРІ; для освітлення високих цехів (до 4 м) великої площі -люмінесцентние лампи. Допускається застосування ламп розжарювання.
Освітленість кабіни повинна бути не менше 80-100 л к.
У виробничих приміщеннях зварювальних і складально-зварювальних цехів параметри мікроклімату слід приймати згідно з ГОСТ 12.1.005-88 (приміщення з незначними надлишками явної теплоти, роботи середньої тяжкості категорій IIа іIIб).
У холодний період року допускаються параметри мікроклімату для робіт IIа іIIб відповідно рівні: температура повітря 17 ... 23 і 15 ... 21 0 С, відносна вологість< 75%, скорость движения воздуха < 0,3 и 0,4 м/с.
Кабіну обладнають місцевою вентиляцією з повітрообміном 40 м3 / год на кожного робітника. Вентиляційну віддушину повинен розташовуватися так, щоб гази, що виділяються при зварюванні, проходили повз зварника.
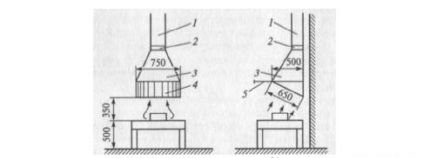
Ріс.17.Витяжной парасольку: 1 воздуховод; 2-шибер; 3-воздухоприемник; 4 штампована решітка; 5 козирок.
При зварюванні в замкнутих обсягах витяжка повітря здійснюється до всмоктуючого воздуховоду цехової витяжної системи. Можлива подача повітря під маску зварника, рівна 110 ... 140л / хв.
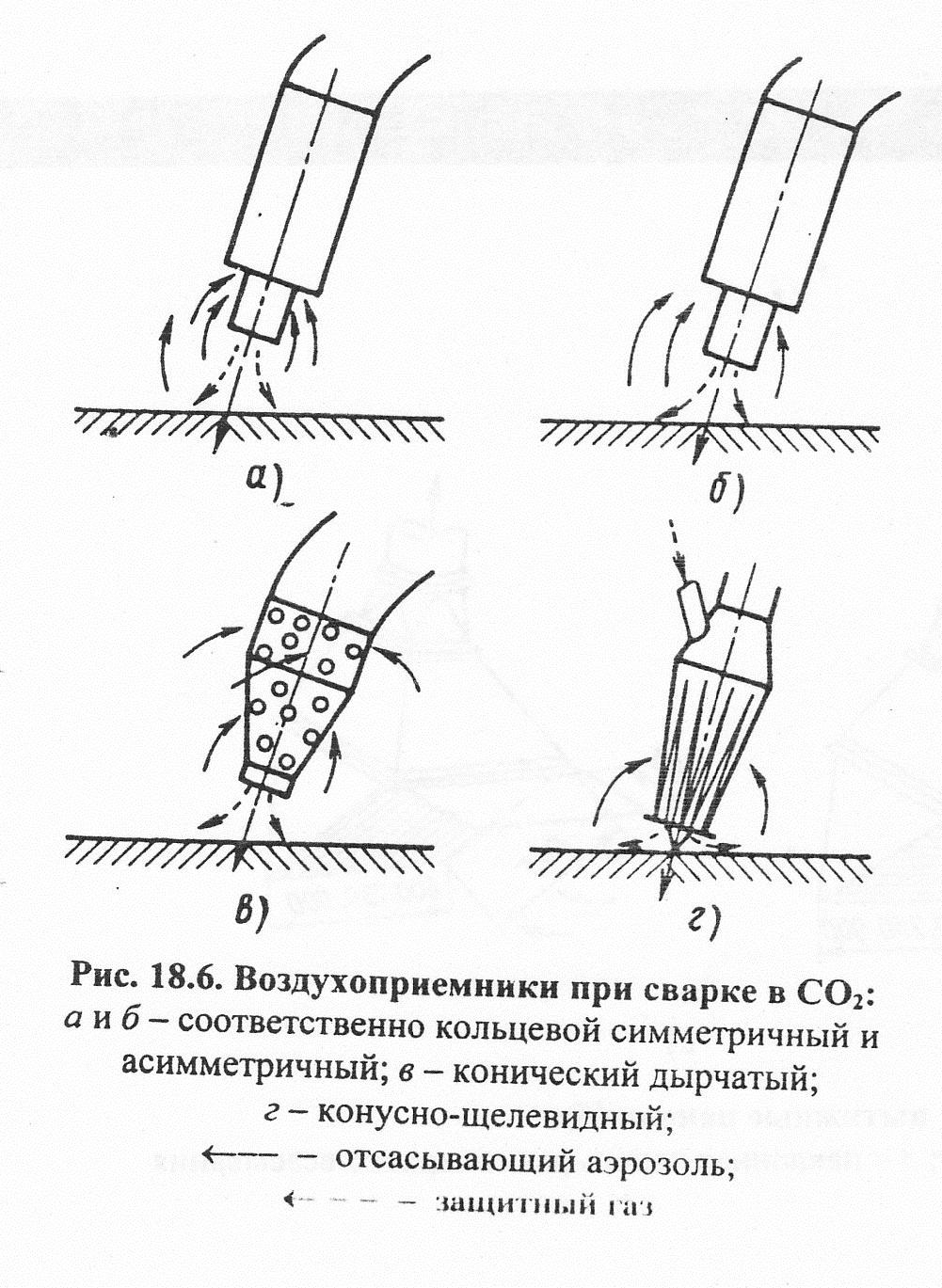
Рис.18. Воздухопріємником вбудовані в зварювальні пальники при механізованому зварюванні в СО 2. а, б-відповідно кільцевої симетричний і асиметричний; в-конічний дірчастий; г-конусно-щельовідні; ----- - відсмоктує аерозоль; - - - - - захисний газ.
В організації зварювальних робіт важливе значення має правильне розміщення обладнання. Багатопостові агрегати і установки, що складаються з декількох зварювальних агрегатів, розташовують в окремому приміщенні або на площі загального виробничого приміщення, огородженій постійними перегородками висотою не менше 1,7 м. Зварювальні перетворювачі при роботі створюють шум, який надає шкідливу дію на нервову систему людини, викликаючи зниження уваги і зниження працездатності. З цієї причини все зварювальні перетворювачі треба ізолювати в приміщення цеху або винести їх за межі виробничого приміщення, обгородивши з усіх боків і укривши від атмосферних опадів.
У стаціонарних багатопостових зварювальних установках приєднання зварювальних постів до електрозварюванню агрегату здійснюють через загальний щит, на якому повинні знаходитися необхідні вимірювальні прилади, захисні засоби, сигнальні лампочки, рубильники та затискачі для приєднання зварювальних постів. При однопостового зварюванні повинні бути передбачені індивідуальні щити, обладнані вольтметром і сигнальною лампочкою, що вказує зварнику на наявність пли відсутність напруги в зварювального ланцюга.
Проходи між багатопостовими зварювальними агрегатами і між установками автоматичного зварювання повинні бути не менше 1,5 м; проходи між однопостовими зварювальними трансформаторами або між зварювальними генераторами, а також проходи з кожного боку стелажа або стола для виконання ручних зварювальних робіт - не менше 1 м. Відстань між стаціонарним зварювальним агрегатом і стіною або колоною повинна становити не менше 0,5 м, а відстань між стіною або колоною і зварювальним автоматом - не менше 1 м. Проходи між машинами точкового і шовного (роликового) зварювання з розташуванням робочих місць навпроти один одного повинні бути не менше 2 м, а між машинами стикового зварювання - не менше 3 м. Мри розташуванні перерахованих вище машин тильними сторонами один до одного ширина проходів повинна бути не менше 1 м, а при розташуванні передніми та задніми сторонами один до одного - не менше 1,5 м.
Організація і проведення зварювальних робіт повинні відповідати ГОСТ 12.0.003-74 "Небезпечні і шкідливі виробничі фактори. Класифікація. », ГОСТ 12.1.004-91« Пожежна безпека. Загальні вимоги »ГОСТ 12.1.010-76« Вибухобезпека. Загальні вимоги », ГОСТ 12.3.002-75« Процеси виробничі. Загальні вимоги безпеки »ГОСТ 12.3.036-84« Газопламенная обробка металів. Вимоги безпеки », Санітарними правилами при зварюванні, наплавленні і різанні металів і Правил з безпеки праці при електрозварювальних роботах.
Газове зварювання та різання металів може супроводжуватися наявністю ряду шкідливих і небезпечних виробничих факторів ( підвищена температура повітря робочої зони, матеріалів, обладнання, вибухонебезпечність газоповітряних сумішей, підвищена яскравість світла, зварювальні аерозолі, іскри, бризки і викиди розплавленого металу і т.д.)
До виконання зварювальних робіт допускаються особи не молодше 18 років, які пройшли спеціальне навчання і мають посвідчення на право виконання зварювальних робіт.
Зварювальні роботи повинні проводитися тільки після оформлення наряду - допуску. Місця проведення тимчасових зварювальних робіт визначаються письмовим дозволом особи, відповідальної за пожежну безпеку об'єкта (начальника цеху, ділянки і т.д.), із забезпеченням їх засобами пожежогасіння та огорожею негорючими ширмами або щитами.
При виробництві зварювальних робіт на відкритому повітрі над зварювальними постами слід споруджувати навіси з негорючих матеріалів. При відсутності навісів зварювальні роботи під час дощу або снігопаду повинні бути припинені.
забороняється:
Виконувати зварювальні роботи на посудинах і апаратах, що знаходяться під тиском;
Виконувати зварювання або різання в приміщеннях, де знаходяться легкозаймисті, горючі рідини та матеріали;
- запалювати газ у пальнику за допомогою дотику до гарячої деталі,
Зберігати карбід кальцію в приміщенні, де встановлений ацетиленів газогенератор, в кількості, що перевищує змінну потребу.
Для розкриття барабанів з карбідом кальцію необхідно застосовувати інструмент, що виключає утворення іскри при ударі.
Після закінчення робіт або під час нетривалих перерв в роботі разові пальника дозволяється класти тільки на спеціальні підставки. При перегрів пальника її охолоджують у холодній воді, попередньо закривши ацетиленовий та кисневий крани. Не допускається попадання масла на шланги та пальник. Перед початком роботи з ацетиленовим газогенератором, а також в терен зміни слід перевіряти справність водяного затвора і рівень води в ньому і при необхідності доливати. При роботі з ацетиленовим газогенератором забороняється:
Класти додатковий вантаж на дзвін;
Завантажувати в завантажувальні ящики газогенератора карбід кальцію меншою грануляції, ніж зазначено в паспорті газогенератора;
Палити, підходити з відкритим вогнем або користуватися ним поблизу газогенератора;
З'єднувати ацетиленові шланги мідною трубкою;
Працювати двом сварщикам від одного водяного затвора;
Спускати мул в каналізацію або розкидати його по території.
Переносні ацетиленові газогенератори для роботи слід встановлювати на відкритих майданчиках. Допускається тимчасова їх робота в добре провітрюваних приміщеннях. Замерзлі ацетиленові газогенератори і трубопроводи дозволяється відігрівати тільки гарячою водою.
Шланги повинні відповідати вимогам і використовуватися відповідно до їх призначення. Не допускається використання кисневих шлангів для подачі ацетилену і навпаки. При приєднанні шлангів до пальника вони повинні попередньо продуватися робочими газами. Довжина шлангів повинна бути від 10 до 20 м. Шланги необхідно оберігати від зовнішніх пошкоджень, дії високих температур, іскор і полум'я. Не допускається скручування, сплющення або злам шлангів. Закріплення шлангів на з'єднувальних ніпелях має бути надійним. Для цієї мети повинні застосовуватися спеціальні хомутики. Допускається не більше двох сраащіваній на кожному шлангу за допомогою ніпелів.
На стаціонарному зварювальному посту балони з ацетиленом, пропан-бутаном або киснем повинні зберігатися роздільно або в металевій шафі з перегородкою і підлогою, що виключає іскроутворення при ударі. Шафа повинен бути розташований зовні у зварювального приміщення або всередині на відстані не менше 5 м від зварювального поста, при цьому шафа повинен мати витяжну вентиляцію. При застосуванні замість ацетилену інших горючих газів повинні забезпечуватися правила щодо безпечного використання даних горючих газів.
Відстань від балонів з газом до печей та інших джерел тепла з від- вогнем має бути не менше 5 м.
При виявленні витоку газу роботу слід негайно припинити, усунути витік, провітрити приміщення.
Ремонт газової апаратури на підприємстві повинен проводитися в приміщенні, після її продувки азотом або повітрям. До ремонту газової апаратури допускаються тільки особи, які мають відповідний дозвіл. Різаки і пальники після ремонту повинні проходити випробування на газонепроникність, а потім на горіння, при якому не повинно бути ударів і зворотних ударів.
Випробування газопроводів на щільність повинно проводитися не рідше одного разу на 3 місяці з складанням акту.
Технічний огляд і випробування всіх газових редукторів повинні проводитися один раз в 3 місяці, а ризиків і пальників - один раз на місяць особою, відповідальною за справний стан і експлуатацію зварювального обладнання. Відповідальна особа призначається наказом по підприємству. Результати огляду і випробувань заносяться в журнал.
Наземні газопроводи та балони повинні бути пофарбовані:
Ацетиленові - в білий колір;
Кисневі - в блакитний.
Все газороздавальні трубопроводи повинні бути заземлені. забороняється:
Використовувати редуктори і балони з киснем, на штуцерах яких виявлені хоча б сліди масла, а також замаслені шланги;
Застосовувати для подачі кисню редуктори, шланги, використані раніше для роботи з іншими газами;
Користуватися несправними, неопломбованими або з простроченим терміном перевірки манометрами на редукторах;
Знаходитися напроти штуцера під час продування вентиля балона;
виробляти газове зварювання і різання на відстані менше 10 м від ацетиленового генератора і менше 5 м від балонів з киснем, ацетиленом або зрідженим газом;
виконувати будь-які роботи з відкритим вогнем на відстані менше 3 м від ацетиленових трубопроводів і менше 1,5 м від киснепроводів;
Знімати ковпак з балона, наповненого ацетиленом або іншим горючим газом, за допомогою інструменту, який може викликати іскру. Якщо ковпак не вертається, балон повинен бути повернутий заводу (цеху) - наповнювача;
Переносити балони на руках; транспортування балонів дозволяється
тільки на спеціальних візках з надійним кріпленням балонів;
Виробляти ремонт пальників, різаків та іншої зварювальної апаратури
особами, які не мають на те дозволу;
Застосовувати для ущільнення редуктора будь-які прокладки, крім фібрових;
Ремонтувати газову апаратуру і підтягувати болти з'єднань,
які перебувають під тиском;
Розміщувати наповнені газом балони на відстані менше 1 м від опалювальних пристроїв і паропроводів;
Притримувати відрізаний шматок металу руками.
Приєднання і від'єднання від мережі електрозварювальних установок
повинно проводитися тільки електромонтером. Перед приєднанням електрозварювальної установки до електромережі необхідно в першу чергу заземлити її, а при від'єднанні, навпаки, спочатку від'єднати установку від електромережі, а потім зняти заземлення. Довжина проводів від електромережі до зварювальної установки не повинна перевищувати 10 м.
Лещата електрозварника, встановлені на заземленому металевому столі, повинні мати індивідуальне заземлення.
Конструкція і технічний стан електродотримача повинні забезпечувати надійне кріплення та безпечну зміну електродів. Держак електродотримача повинна бути виготовлена з діелектричного вогнестійкого матеріалу і мати захисний козирок.
З'єднання зварювальних проводів слід робити пайкою, зварюванням або за допомогою гільз з гвинтовими зажимами. Місця з'єднань повинні бути надійно ізольовані, гільзи з зажимами обов'язково укладені в колодку з небиткого ізоляційного матеріалу, а головки затискних гвинтів утоплені в тіло колодки. Приєднання проводів до електродотримача і виробу повинно здійснюватися механічними затискачами або методом зварювання. при зварювальному струмі більше 800 А токоподводящий провід повинен приєднуватися до електродотримача, минаючи його рукоятку.
На робочих місцях повинні знаходитися пристосування (штативи тощо) для укладання на них електродотримачів при короткочасній перерві в роботі.
Метал в зварюються місцях повинен бути сухим, очищеним від бруду, масла, окалини, іржі та фарби. Прибирання флюсу від шва, звареного автоматом, проводиться тільки флюсоотсосом, а очищення зварювального шва від шлаку - металевими щітками. При очищенні зварник повинен користуватися захисними окулярами.
забороняється:
Виробляти ремонт електрозварювальних установок, що знаходяться під
напругою;
Працювати підсобним робітником під час електрозварювання без захисних окулярів;
Залишати включеною електрозварювальну установку після закінчення роботи або при тимчасовій отлучке електрозварника з робочого місця;
Зберігати легкозаймисті та горючі рідини, матеріали на ділянках зварювання;
Використовувати як зворотний провід труби, рейки і тому подібні випадкові металеві предмети;
Встановлювати зварювальний трансформатор зверху дроселя;
Використовуйте проводку з пошкодженою ізоляцією;
З'єднувати електропроводи скруткой.
Зварювальні роботи на стаціонарних постах повинні проводитися при включеній місцевій витяжній вентиляції.
Дозволяється пересувати електрозварювальну установку тільки після від'єднання її від електромережі. Установка (зняття) деталі на верстат для наплавлення повинна проводитися тільки після зняття напруги.
Для захисту від бризок металу і рідини на верстаті встановлюється знімний або відкривається кожух. Працювати без кожуха або з відкритим кожухом забороняється.
При проведенні зварювальних робіт в місцях, недоступних безпосередньо з землі, слід користуватися драбинами - драбинами або підмостки.
Глава 22. Пожежна безпека під час проведення зварювальних та інших вогненебезпечних робіт
22.1. Весь персонал повинен суворо контролювати процес і виконувати організаційні та технічні заходи при газозварювальних, електрозварювальних, паяльних роботах, а також розігріві бітуму і смол, проведенні вулканізаційних і інших вогненебезпечних робіт, що відносяться до найбільш пожежонебезпечних технологічних процесів. Зварювальні та інші вогненебезпечні роботи, що проводяться на енергетичних підприємствах галузі, повинні виконуватися відповідно до "Інструкції про заходи пожежної безпеки при проведенні вогневих робіт на енергетичних об'єктах".
22.2. Всі місця для проведення зварювальних та інших вогненебезпечних робіт, пов'язаних із застосуванням відкритого вогню і нагріванням деталей до температури займання матеріалів і конструкцій, поділяються:
22.2.1. На постійні місця вогненебезпечних робіт, які організовуються в відведених для цих цілей ділянках цехів, майстерень, на відкритих майданчиках і т.п.
22.2.2. На тимчасові місця вогненебезпечних робіт, які організовуються безпосередньо в приміщеннях і на обладнанні, якщо немає можливості винести деталі на постійні місця вогненебезпечних робіт.
22.3. Постійні місця виробництва зварювальних та інших вогненебезпечних робіт повинні повністю відповідати вимогам "Інструкції про заходи пожежної безпеки при проведенні вогневих робіт на енергетичних об'єктах".
Вогненебезпечні роботи на постійних місцях повинні проводитися без оформлення спеціальних дозвільних документів.
22.4. До зварювальних та інших вогненебезпечних робіт допускається персонал, що пройшов у встановленому порядку навчання і перевірку знань відомчих інструкцій з пожежної безпеки при проведенні вогневих робіт, а також діючих правил та інших нормативних документів галузі відповідно до вимог до професійній підготовці персоналу, що виконує ці роботи.
22.5. Під час виконання зварювальних і інших вогненебезпечних робіт персонал зобов'язаний мати при собі посвідчення електроенергетичної промисловості і талон з техніки пожежної безпеки, а також наряд на право проведення тимчасових робіт в конкретному місці.
22.6. При виконанні зварювальних та інших вогненебезпечних робіт на висоті (з лісів, риштовання, колисок) повинні бути вжиті заходи для обмеження розльоту і падіння частинок розплавленого металу на спалимі конструкції, обладнання та матеріали.
В необхідних випадках, особливо в місцях наявності горючих матеріалів і проходу людей, повинні бути вигороджені нижні позначки і поставлені спостерігають, а також вивішені заборонні і вказівні знаки.
22.7. При виробництві тимчасових вогненебезпечних робіт у будівлях, спорудах і на обладнанні робочі місця повинні бути забезпечені первинними засобами пожежогасіння. Якщо в безпосередній близькості є пожежний кран, то до нього повинен бути приєднаний пожежний рукав із стволом і прокладена лінія до місця вогненебезпечних робіт.
22.8. У вибухонебезпечних приміщеннях вогненебезпечні роботи повинні виконуватися тільки в разі неможливості їх виробництва в місцях постійної зварювання або в приміщеннях, які не небезпечних у пожежному відношенні.
22.9.1. Якщо не виконані протипожежні заходи, не підготовлені засоби пожежогасіння і не оформлені наряд і допуск на тимчасове проведення цих робіт.
22.9.2. Якщо несправна апаратура.
22.9.3. Якщо на обладнанні та поблизу будівельних конструкцій (Менше 20 м) є свіжопофарбовані поверхні або проводяться фарбувальні роботи.
22.9.4. Учням зварника або газозварника за відсутності прикріпленого до них кваліфікованого робітника, а також іншим робітникам, які не пройшли навчання, перевірку знань правил (технічної експлуатації, техніки безпеки, пожежної безпеки) і які не мають права виробництва вогненебезпечних робіт.
22.9.5. У робочому одязі і рукавицях, просочених горючими рідинами або мастиками.
22.9.6. Якщо зварювальні дроти оголені, з поганою ізоляцією або не ізольовані в місцях з'єднання, а також якщо їх перетин не забезпечує протікання допустимого номінального зварювального струму.
22.9.7. Якщо при перетині зварювальним електрокабелем трубопроводів, особливо з горючими газами і рідинами, не виконано в цих місцях додаткова ізоляція або повітряна підвіска цих кабелів.
22.10. При аваріях тимчасові зварювальні та інші вогненебезпечні роботи повинні проводитися під безпосереднім наглядом начальника цеху (ділянки) або за його вказівкою іншої відповідальної інженерно-технічного працівника цього цеху (ділянки).
Оформлення наряду в цьому випадку не потрібно, але повинні виконуватися всі протипожежні заходи для унеможливлення пожежі і проводитися нагляд з боку спостерігає відповідальної особи.
22.11. Після закінчення робочої зміни все газові балони, Апарати пайки і різання із застосуванням горючих рідин слід прибирати з приміщень в місця постійного їх зберігання, а електрозварювальні агрегати відключати від електромережі. На період перерв (на обід і т.п.) балони з газами, апаратуру електрозварювання, пайки і різання матеріалів треба відключати, шланги звільняти від горючих рідин і газів.
22.12. Забороняється установка газових балонів та іншої апаратури для проведення зварювання і газорезкі безпосередньо у вибухонебезпечних приміщеннях, ємностях і кабельних спорудах.
22.13. Забороняється піддавати газові балони тривалого впливу прямих сонячних променів, а також нагрівання від інших випромінюючих джерел тепла.
22.14. Забороняється використовувати відкритий вогонь для відігрівання замерзлих трубопроводів, ємностей та інших подібних пристроїв всередині будівель і споруд, а також поза цими будівель і споруд, які розташовані ближче 3 м від горючих конструкцій або пожежонебезпечного устаткування.
22.15. Забороняється в будівлях з металевих полегшених конструкцій з горючих полімерним утеплювачем проводити на цих конструкціях електрозварювальні, а також інші вогненебезпечні роботи.
22.16. Забороняється виконувати електрогазозварювальні роботи на панелях з металевих полегшених конструкцій з горючих полімерним утеплювачем для зняття або кріплення цих панелей, улаштування отворів для закладних деталей і інших пристосувань.
22.17. За недотримання встановлених вимог пожежної безпеки при проведенні вогневих робіт можуть бути вжиті заходи впливу:
22.17.1. Відмітка про порушення, допущені персоналом, в талоні по техніці пожежної безпеки.
22.17.2. Вилучення зазначеної талона і наряду у персоналу при грубих порушеннях.
22.17.3. Накладення дисциплінарної, матеріальної та адміністративної відповідальності, передбаченої законодавством, якщо дія або бездіяльність працівника спричинило за собою псування устаткування, матеріалів і приміщення.
22.17.4. Притягнення до кримінальної відповідальності, якщо дія або бездіяльність працівника спричинило за собою псування устаткування, будівель, споруд і шкода здоров'ю та безпеці людей, а також для відшкодування збитку підприємству.
22.18. Відмітка про порушення і вилучення талона з техніки пожежної безпеки у зварювальників або наряду на виробництво зварювальних та інших вогненебезпечних робіт означає негайне і повне їх припинення. Відновлення цих робіт дозволяється після усунення зазначених недоліків, а також оформлення нового допуску та видачі наряду.
Позначку про порушення і вилучення талона або наряду мають право виробляти такі особи:
22.18.1. Інженер з експлуатації або інженер (інспектор) з пожежної безпеки об'єкта.
22.18.2. Начальник зміни цеху або підприємства.
22.18.3. Керівництво об'єкта або цеху, головний технічний керівник або його заступники.
22.18.4. Працівники Державного пожежного нагляду або об'єктової пожежної охорони МВС Російської Федерації.
22.18.5. Інспектор пожежної профілактики відомчої охорони.
22.18.6. Працівники Департаменту Генеральної інспекції з експлуатації електричних станцій і мереж та регіональних підприємств Енерготехнадзора.
22.18.7. Інженер з пожежної безпеки енергосистеми і вищого виконавчого апарату управління енергетики та електрифікації.
22.19. Вилучений талон з техніки пожежної безпеки або наряд передається головному технічному керівнику або начальнику відповідного цеху для вжиття заходів з позначкою контролюючої особи про причини порушень і особистим підписом.
22.20. На кожному енергетичному підприємстві повинні бути розроблені конкретні заходи по організації допуску до проведення вогненебезпечних робіт і контроль за їх виконанням як персоналом підприємства, так і підрядними організаціями, а також персоналом об'єктової пожежної охорони МВС РФ.
22.21. Керівники підприємстві, цехів, окремих майстерень, лабораторій, складів та інших об'єктів несуть персональну відповідальність за суворе виконання організаційних і технічних заходів, що забезпечують дотримання вимог пожежної безпеки при проведенні зварювальних і інших вогненебезпечних робіт у відповідних приміщеннях, незалежно від того, персонал якої організації їх здійснює .