Технологія зварювання металоконструкцій допомоги pdf. Зварювальні роботи: Практичний посібник для електрогазозварника
Популярність: 0.44%
Ручної зварки
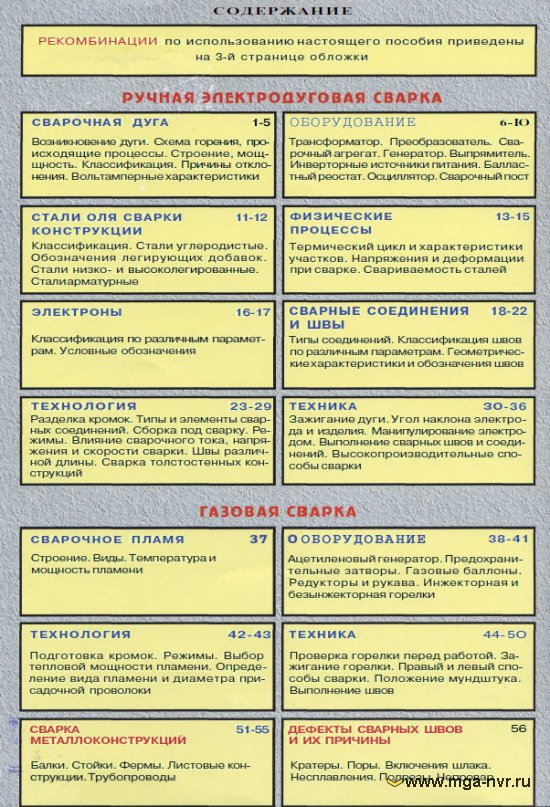
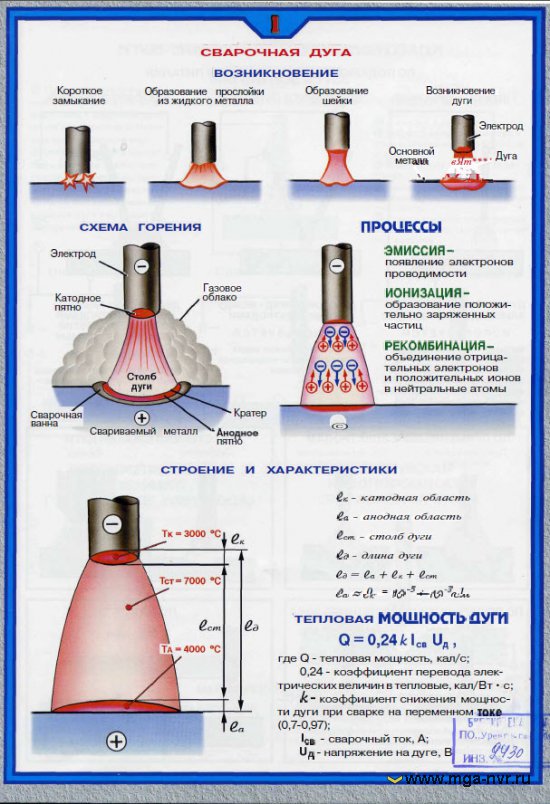
ЗВАРЮВАЛЬНА ДУГА
Виникнення дуги. Схема горіння, що відбуваються. Будова, мощщность. Класифікація. Причини відхилення. Вольтамперні характеристики.
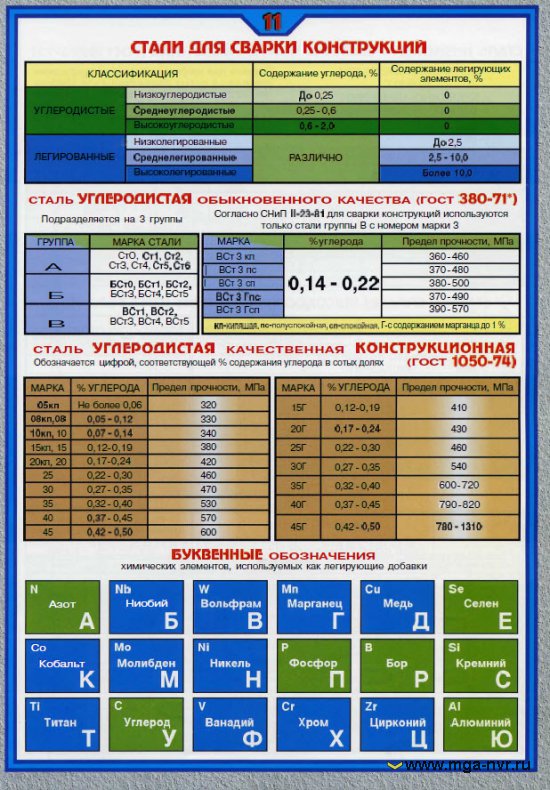
СТАЛИ ДЛЯ ЗВАРЮВАННЯ
КОНСТРУКЦІЇ
Класифікація. Сталі. Позначення легуючих добавок. Стали низько- та високолеговані. Стали арматурні.
ЕЛЕКТРОДИ
Класифікація за різними параметрами. Умовні позначення.
ТЕХНОЛОГІЯ
Оброблення кромок. Типи і елементи зварних з'єднань. Збірка під зварювання. Режими. вплив зварювального струму, Напруги і швидкості зварювання. Шви різної довжини. Сварка товстостінних конструкцій.
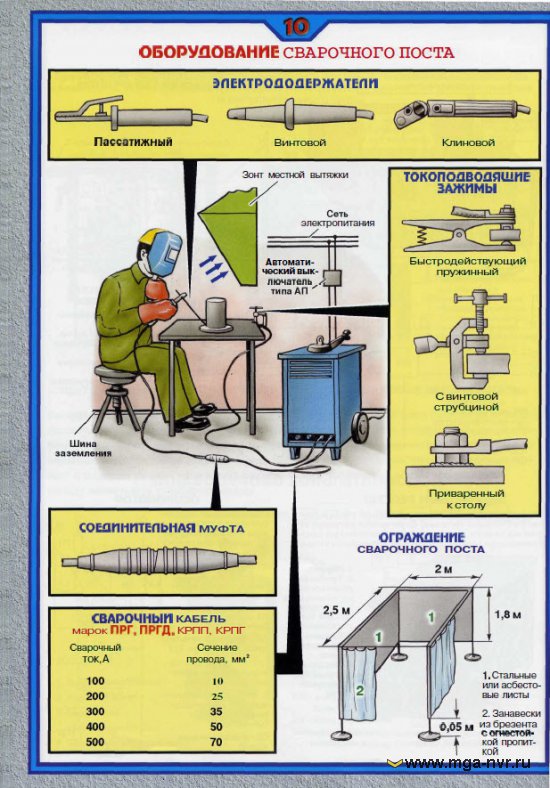
ОБЛАДНАННЯ
Трансформатор. Перетворювач. Зварювальний агрегат. Генератор. Випрямляч. Інверторні джерела живлення. Баластний реостат. Осцилятор. Зварювальний пост.
ФІЗИЧНІ ПРОЦЕСИ
Термічний цикл і характеристики ділянок. Напруги і деформації при зварюванні. Зварюваність сталей.
ЗВАРНІ З'ЄДНАННЯ І ШВИ
Типи з'єднань. Класифікація швів за різними параметрами. Геометрічес кі характеристики і позначення швів.
ТЕХНІКА
Запалювання дуги. Кут нахилу електрода і вироби. Маніпулювання електродом. Виконання зварних швів і з'єднань. Високопродуктивні способи зварювання.
ГАЗОВА ЗВАРЮВАННЯ
ЗВАРЮВАЛЬНЕ ПЛАМЯ
Будова. Види. Температура і потужність полум'я.
ТЕХНОЛОГІЯ
Підготовка кромок. Режими. Вибір теплової потужності полум'я. Визначення виду полум'я і діаметра присадного дроту.
ЗВАРЮВАННЯ
МЕТАЛЛОКОНСТРУКЦИИ
Балки. Стійки. Ферми. Листові конструкції. Трубопроводи.
ОБЛАДНАННЯ
Ацетиленовий генератор. Запобіжні затвори. газові балони. Редуктори і рукави. Інжекторна і безинжекторная пальника.
ТЕХНІКА
Перевірка пальника перед роботою. Запалювання пальника. Правий і лівий способи зварювання. Положення мундштука.
виконання швів
ДЕФЕКТИ зварних швів І ЇХ ПРИЧИНИ
Кратери. Пори. Включення шлаку. Несплавлення. Підрізи. Непровар.
Класифікація за різними параметрами. Умовні позначення
ТЕХНОЛОГІЯ 23-29
Оброблення кромок. Типи і елементи зварних з'єднань. Збірка під зварювання. Режими. Вплив зварювального струму, напруги та швидкості зварювання. Шви різної довжини. Сварка товстостінних конструкцій
ЗВАРЮВАЛЬНЕ ПЛАМЯ
Будова. Види. Температура і потужність полум'я
ФІЗИЧНІ 13-15 ПРОЦЕСИ
Термічний цикл і характеристики ділянок. Напруги і деформації при зварюванні. зварюваність сталей
ЗВАРНІ З'ЄДНАННЯ 18-22
Типи з'єднань. Класифікація швів за різними параметрами. геометричні характеристики і позначення швів
Підготовка кромок. Режими. Вибір теплової потужності полум'я. Визначення виду полум'я і діаметра присадного дроту
Перевірка пальника перед роботою. Запалювання пальника. Правий і лівий способи зварювання. Положення мундштука. виконання швів
електрод
Основний Дуга метал л Вят *** "
\\ _МД_ | Маяіж |
еяммАмшмМ ^ МйЯВН |
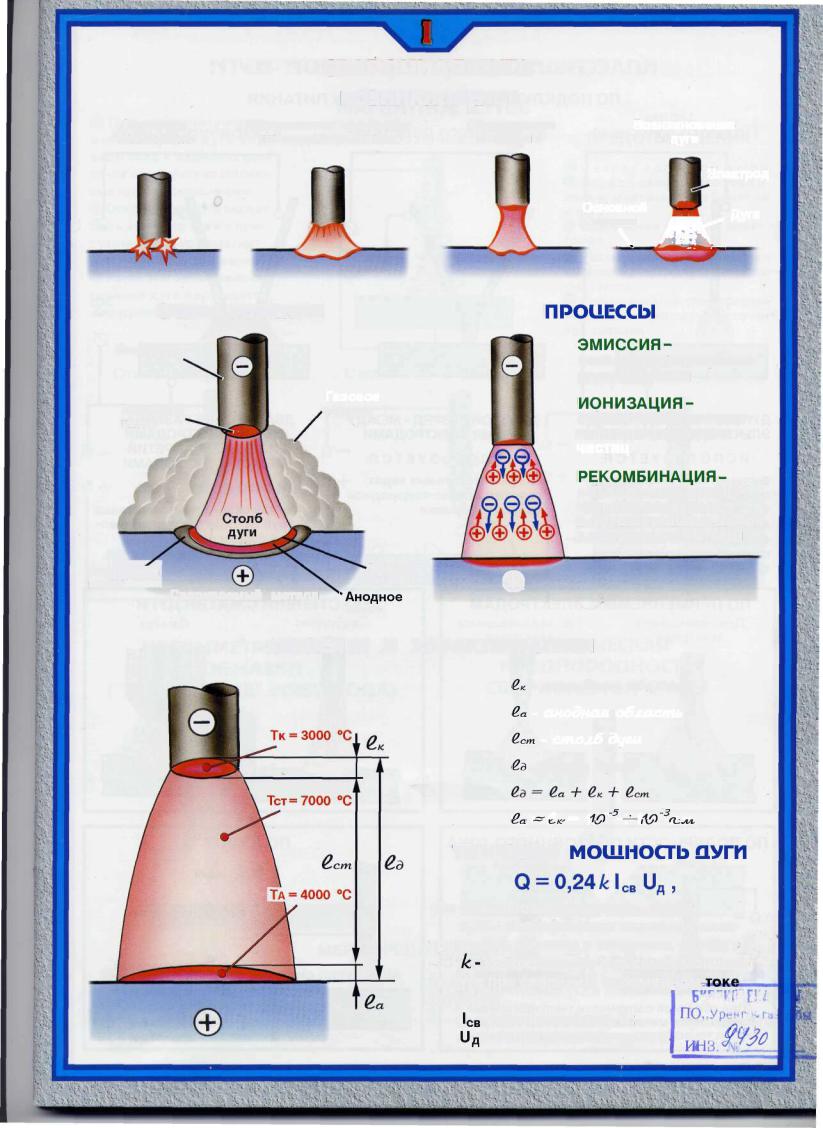
СХЕМА ГОРІННЯ ПРОЦЕСИ
електрод | |||
поява електронів |
|||
провідності |
|||
ІОНІЗАЦІЯ- |
|||
катодне | |||
освіту положи- |
|||
кові заряджених |
|||
РЕКОМБІНАЦІЯ- |
|||
об'єднання отрица- |
|||
тільних електронів |
|||
і позитивних іонів |
|||
в нейтральні атоми |
БУДОВА І ХАРАКТЕРИСТИКИ
Q.K - катодна область
в.А - анодна область
(Lcm - стовп дуги
& Д - довжина дуги
Щ ~ 5 -L- -if) "3 | |||||
~ ^ К * / с |
ТЕПЛОВА ПОТУЖНІСТЬ нуги
де Q - теплова потужність, кал / с;
0,24 - коефіцієнт переведення електричних величин в теплові, кал / Вт с;
k- коефіцієнт зниження потужності дуги при зварюванні на змінному струмі (0,7-0,97);
1Св - зварювальний струм, А; Уд - напруга на дузі, В
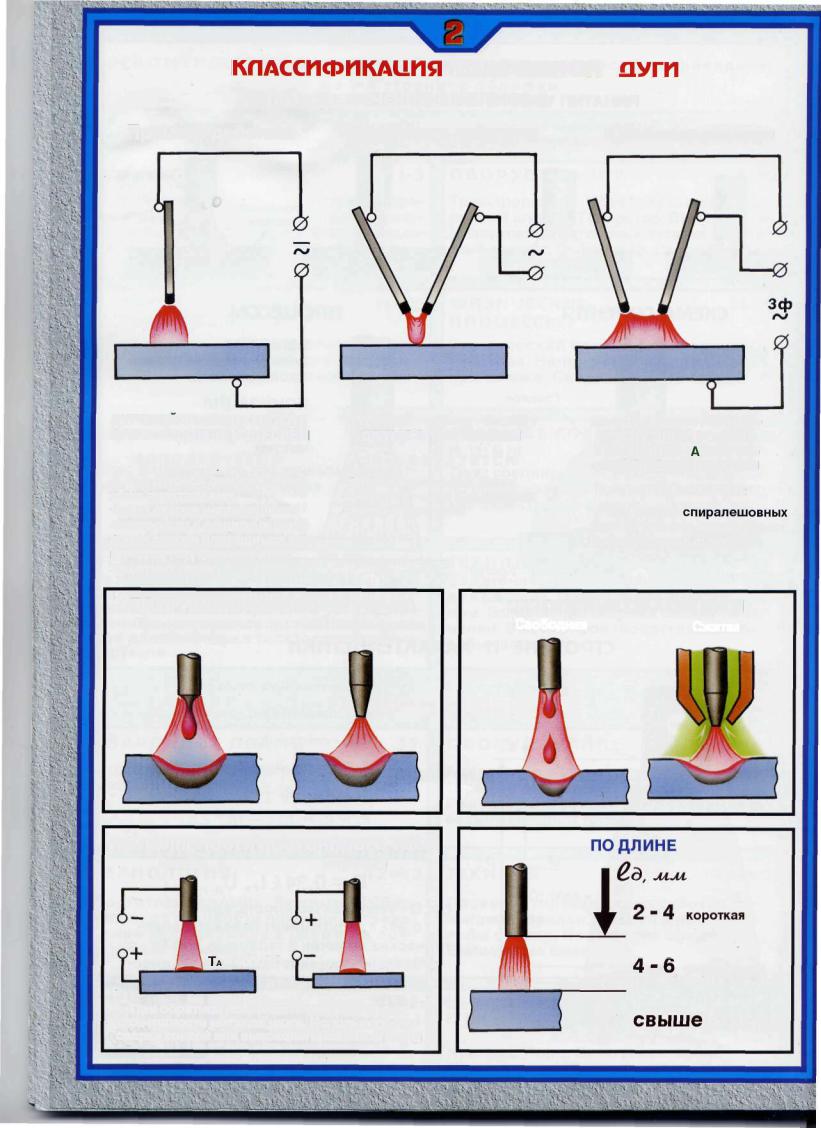
Класифікація зварювальних пуги
ПО підключення до джерела живлення
Прямої дії Непрямого дії Комбінована
Дугового розряду - МІЖ ЕЛЕКТРОДІМ І ВИРОБОМ
І З П О Л Ь З У Е Т С Я:
при дугового зварювання покритими електродами
при зварюванні неплавким електродом в захисних газах
при зварюванні плавиться під флюсом або в захисних газах
Дугового розряду - МІЖ ДВОМА ЕЛЕКТРОДАМИ
І З П О Л Ь З У Е Т С Я:
при спеціальних видах зварювання і атомно-водневої
зварювання та наплавленні
ДВА дугового РАЗРЯДАМЕЖДУ ЕЛЕКТРОДАМИ І ВИРОБОМ, А третій--Між ЕЛЕКТРОДАМИ
І З П О Л Ь З У Е Т С Я:
при зварюванні спіралешовние труб на верстатах автоматічес-
кой зварювання під флюсом
ПО полярності ПОСТІЙНОГО СТРУМУ
пряма Зворотній
При зворотній полярності температура на поверхні металу нижче. Використовують при зварюванні тонкого або високолегованої сталі
4 ~ 6 нормальна
Понад 6 довга
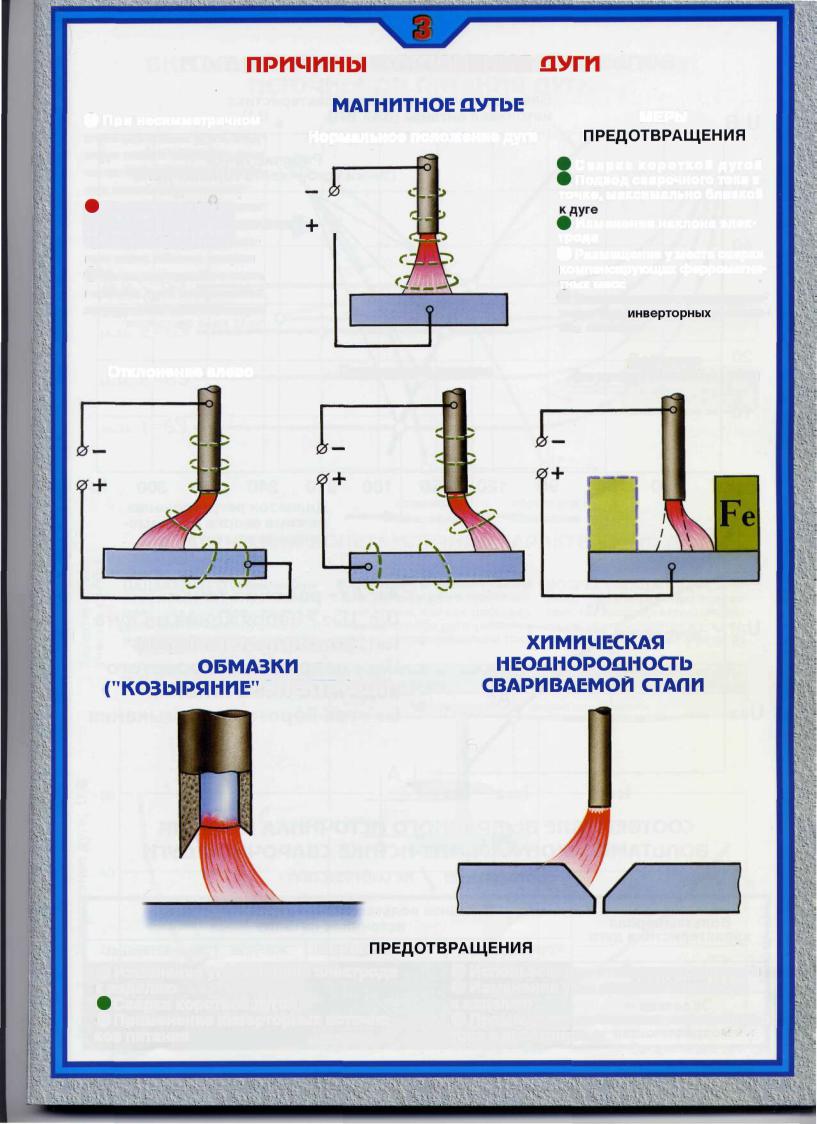
ПРИЧИНИ Відхилення ДУГИ
ф При несиметричному щодо дуги підводі струму до виробу дуга через вплив магнітних полів викривляється
ф Відхилення дуги може бути викликано також присутністю феромагнітних мас поблизу зварювання
ф Через це стабільність
горіння дуги порушується, ускладнюється процес зварювання
відхилення вліво
Магнітне дуття
ЗАХОДИ Нормальне положення дугиЗАПОБІГАННЯ
(Сварка короткою дугою Підведення зварювального струму в точці, максимально близькою
відхилення вправо
Зміна нахилу електрода
ф Розміщення у місця зварювання компенсуючих ферромагні-
тних мас ф Використання трансформа-
торів або інверторних джерел живлення
Дія феромагнітної маси
ф Застосування інверторних источни- ф Застосування джерел змінного
ков харчування | струму і інверторних |
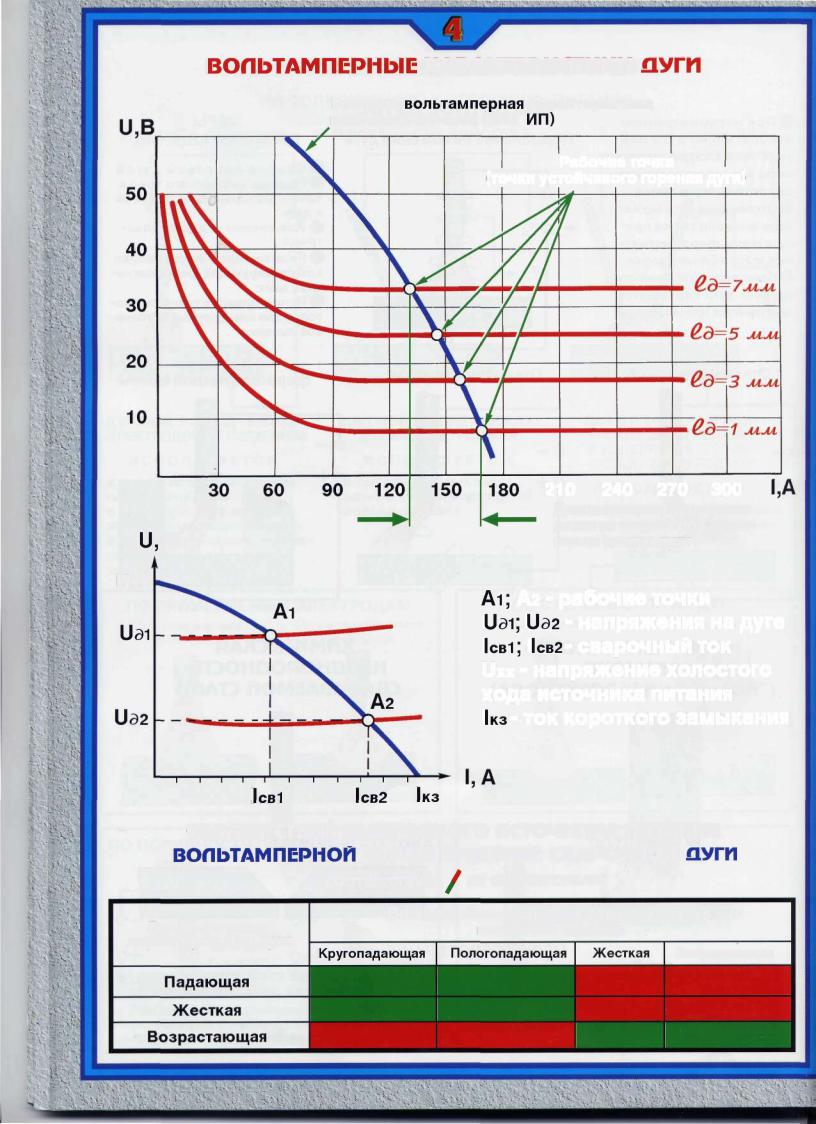
Вольтамперних характеристик ДУГИ
Зовнішня вольтамперних характеристика джерела живлення (ВАХ ІП)
Робочі точки (точки стійкого горіння дуги)
Діапазон регулювання режиму зварювання при зміні довжини дуги
Ai; A2 - робочі точки
Dai; Ud2 - напруги на дузіICBI; 1св2 -зварювальні ток
Uxx - напруга холостого ходу джерела живлення! кз - струм короткого замикання
1св1 1св2! Кз
ВІДПОВІДНІСТЬ ОБРАНОГО ДЖЕРЕЛА ХАРЧУВАННЯ ВОЛЬТАМПЕРНОП характеристики СВАРОЧНОЙНУГІ
ВІДПОВІДАЄ / НЕ ВІДПОВІДАЄ
Зовнішня вольтамперних характеристика
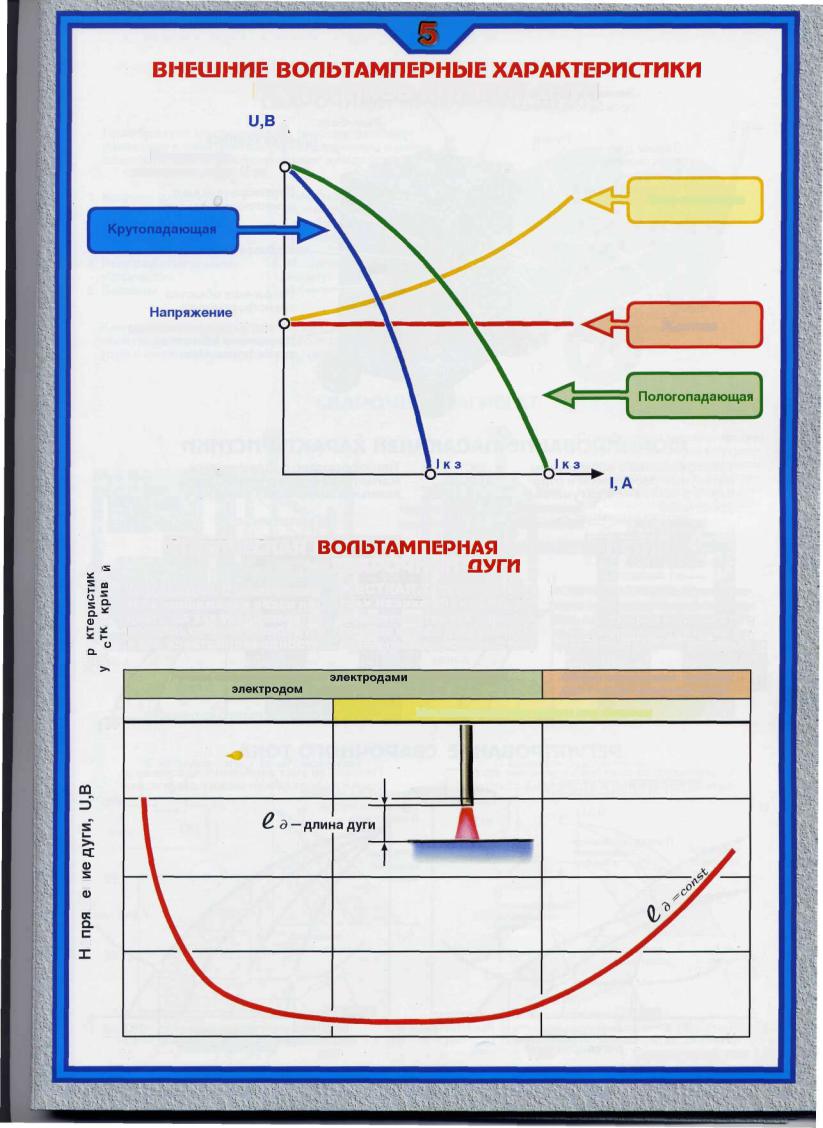
ЗОВНІШНІ вольтамперних характеристик ДЖЕРЕЛ ЖИВЛЕННЯ ДУГИ
напруга t
холостого ходу U хх
зростаюча
пологопадающих
короткого | короткого |
||||
замикання | замикання |
||||
СТАТИЧНА вольтамперних характеристик |
|||||
гаis | зварювальні нуги | ||||
Падає. Зі збільшенням | ЖОРСТКА. Зі збільшенням зростає. З увеличе- |
||||
струму напруга різко па- | струму напруга майже не | ням струму напруга возрас- |
|||
дає, так як збільшується | змінюється, так як площа | тане, т.к.площадькатодногопят- |
|||
даі | площа перерізу стовпа дуги | перетину стовпа дуги увеличи- | на не збільшується через ог- |
||
і його електропровідність | ється пропорційно току | зпечних перетину електрода |
|||
о.Ган |
|||||
гат | |||||
Ручне зварювання покритими електродами і не плавиться | Зварювання плавиться електро- |
||||
електродом в середовищі захисних газів | будинок в середовищі захисних газів |
||||
Механізоване зварювання під флюсом
S X40
Зварювальний струм I, A |
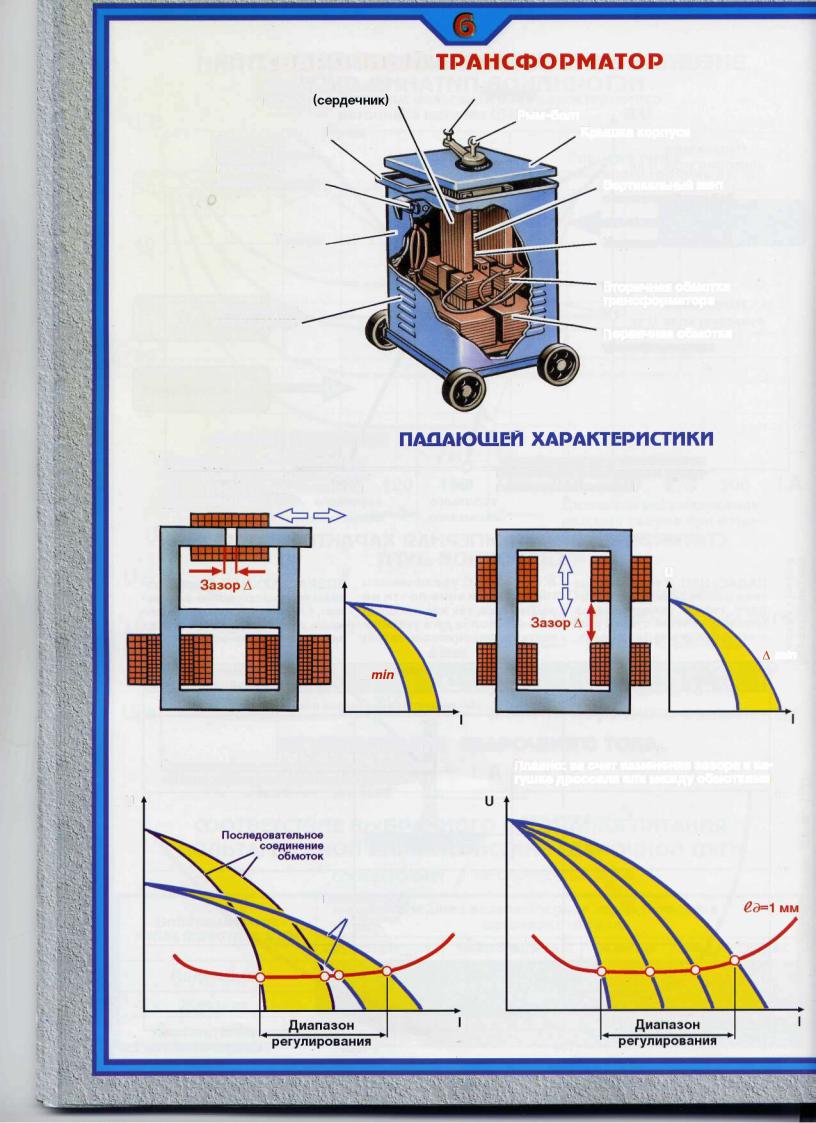
Зварювальний трансформатор |
|||
Замкнутиймагніто- | рукоятка |
||
провід (сердечник) |
|||
затиск для | кришка корпусу |
||
приєднання | |||
проводів | |||
зварювального кола | Вертікальнийвінт |
||
з стрічкової різьбленням |
|||
Ходова гайка гвинта |
|||
вторинна обмотка |
|||
ФОРМУВАННЯ П / ШЛЮШЕЙ ХАРАКТЕРИСТИКИ
Трансформаторснормальним
магнітним розсіюванням і окремої реактивної котушкою (дроселем)
Трансформатор зі збільшеним магнітним розсіюванням і рухливими котушками
паралельне
з'єднання
ДЖЕРЕЛА ХАРЧУВАННЯ ПОСТІЙНОГО СТРУМУ
ЗВАРЮВАЛЬНИЙ ПЕРЕТВОРЮВАЧ
Перетворює механічну енергію електродвигуна в електричну напругою і діапазоном струмів, необхідними для зварювання
Конструктивно складається з трифазного електродвигуна і зварювального генератора з незалежним збудженням
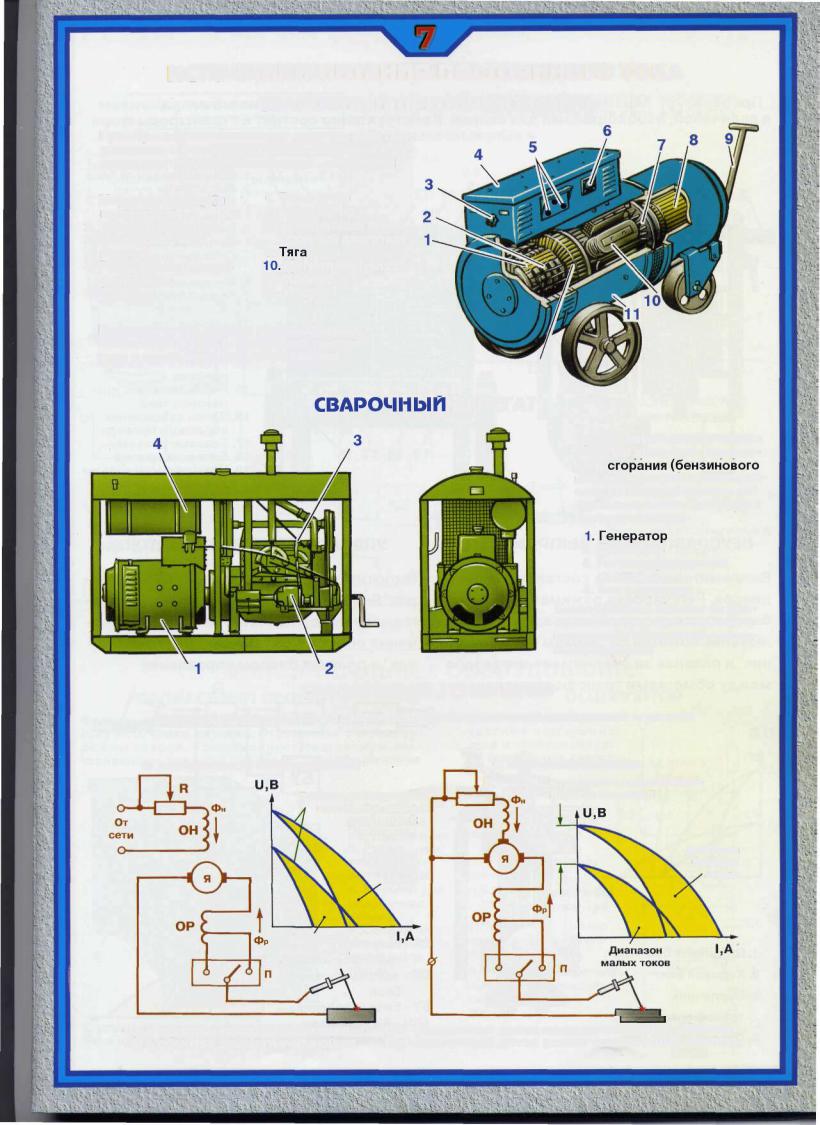
ЗВАРЮВАЛЬНИЙ АГРЕГАТ
Перетворює механічну енергіюдвігателя внутрен-
нього згоряння (бензинового або дизельного) в електричну напругою і ди-
апазоне струмів, необхідними для зварювання
1. Генератор 2. Двігатель3. Регуляторскорості
обертання 4. Бак з пальним
Конструктивно складається з двигуна внутрішнього згоряння і зварювального генератора з самозбудженням
ЗВАРЮВАЛЬНИЙ ГЕНЕРАТОР
Є складовою частиною зварювальних перетворювачів і зварювальних агрегатів
З незалежним збудженням | З самозбудженням |
|
ступінчасте перемикання |
||
Плавне регулювання | переключателемП |
|
внутрідіапазона | ||
реостатомR |
||
Діапазон | Діапазон |
|
фр | Діапазон | |
малих струмів | ||
ВІН - обмотка намагнічуєФн- магнітнийпоток намагничивающей в ^^ в обмотки
ОР - обмотка розмагнічуєФр -магнітно потік размагнічівающейобмоткі Амперметр
11. Лампа
12. кнопки вимикача
13. Скоби
некерований ВИПРЯМЛЮВАЧ
Випрямний блок складається з силових діодів. Регулювання режимів зварювання комбінована: ступінчаста за рахунок переключення обмоток зі "зірки" на "трикутник" і плавна за рахунок зміни зазору між обмотками трансформатора
Плавне за рахунок I зазору А
1. вторинна обмотка
2. Ходовий гвинт
3. Сердечник
трансформатора
4. первинна обмотка
14.Рукоятка регулювання струму
15. Перемикач діапазонів струму
16. Шини заземлення зворотний провід 17. Струмові роз'єми
18. Болтзаземленія
19. Штепсельний роз'єм для підключення до мережі
КЕРОВАНИЙ ВИПРЯМЛЮВАЧ
Випрямний блок складається з тиристорів. Регулювання режимів зварювання комбінована: ступінчаста за рахунок переключення обмоток зі "зірки" на "трикутник" і плавна блоком управління
I J f \\ t
Плавне за
СТ-зварювальний Л (рахунок БО трансформатор
ВБвипрямітельний блок
БУ - блок управління БЗН -блок завдання напруги
Поточна сторінка: 1 (всього у книги 17 сторінок) [доступний уривок для читання: 12 сторінок]
Євген Максимович Костенко
Зварювальні роботи: Практичний посібник для електрогазозварника
Вступ
В умовах науково-технічного прогресу особливо важливо розвиток визначають його областей науки, техніки і виробництва. До них можуть бути віднесені зварювання та різання металів, які в багатьох галузях промисловості є одними з основних чинників, що визначають темпи технічного прогресу, і справляють істотний вплив на ефективність суспільного виробництва. Практично немає жодної галузі машинобудування, приладобудування і будівництва, в якій не застосовувалися б зварювання та різання металів.
Зварне виконання багатьох видів металоконструкцій дозволило найбільш ефективно використовувати заготовки, отримані прокаткою, гнучкою, штампуванням, литтям і куванням, а також метали з різними фізико-хімічними властивостями. Зварні конструкції в порівнянні з литими, кованими, клепаними і т. П. Є легшими і менш трудомісткими. За допомогою зварювання отримують нероз'ємні з'єднання майже всіх металів і сплавів різної товщини - від сотих часток міліметра до декількох метрів.
Засновниками електричної дугового зварювання металів і сплавів є російські вчені та винахідники.
За рівнем розвитку зварювального виробництва СРСР був провідною країною в світі. І вперше здійснив експеримент по ручному зварюванні, різання, паяння і напилення металів у відкритому космосі.
Успішно ведуться роботи в спеціалізованому інституті зварювального профілю - Інституті електрозварювання ім. Е. О. Патона АН України (ІЕЗ).
Зростання технічного прогресу - введення в експлуатацію складного зварювального обладнання, Автоматичних ліній, зварювальних роботів і т. д. - підвищує вимоги до рівня загальноосвітньої і технічної підготовки кадрів робітників-зварювальників. Мета цієї книги - допомогти учням професійно-технічних училищ, навчально-курсових комбінатів, а також учням при підготовці на виробництві освоїти професію електрогазозварника.
розділ перший
Загальні відомості про ЗВАРЮВАННЯ, зварних З'ЄДНАННЯХ і швах
СУЧАСНИЙ СТАН ОСНОВНИХ ВИДІВ ЗВАРЮВАННЯ
1. Загальні відомості про основні види зварювання
Зварюванням називається процес отримання нероз'ємних з'єднань за допомогою встановлення міжатомних зв'язків між зварюються частинами при їх нагріванні або пластичній деформації, або спільній дії того й іншого (відповідно до існуючих стандартів).
Розрізняють два основних найбільш поширених виду зварювання: зварювання плавленням і зварювання тиском.
Сутність зварювання плавленнямполягає в тому, що метал по крайках зварювальних частин оплавляется під дією теплоти джерела нагріву. Джерелом нагріву можуть бути електрична дуга, газове полум'я, розплавлений шлак, плазма, енергія лазерного променя. При всіх видах зварювання плавленням утворюється рідкий метал однієї кромки з'єднується і перемішується з рідким металом іншої кромки, створюється загальний обсяг рідкого металу, який називається зварювальної ванній. Після затвердіння металу зварювальної ванни виходить зварений шов.
Сутність зварювання тискомскладається в пластичній деформації металу по крайках зварювальних частин шляхом їх стиснення під навантаженням при температурі нижче температури плавлення. Зварений шов виходить в результаті пластичної деформації. Зварюванням тиском добре зварюються тільки пластичні метали: мідь, алюміній, свинець і ін. (Холодне зварювання).
Серед великої різноманітності різних видів зварювання плавленням провідне місце займає дугове зварювання, при якій джерелом теплоти є електрична дуга.
У 1802 р російський вчений В. В. Петров відкрив явище електричного дугового розряду і вказав на можливість використання його для розплавлення металів. Своїм відкриттям Петров започаткував розвиток нових галузей технічних знань і науки, які отримали в подальшому практичне застосування в електродуги освітленні, а потім при електричному нагріванні, плавці і зварюванні металів.
У 1882 р вчений-інженер Н. Н. Бенардос, працюючи над створенням великих акумуляторних батарей, Відкрив спосіб зварки металів плавиться вугільним електродом. Їм був розроблений спосіб дугового зварювання в захисному газі і дугове різання металів.
Вчений-інженер Н. Г. Славянов в 1888 році запропонував проводити зварювання плавиться металевим електродом. З ім'ям Славянова пов'язаний розвиток металургійних основ електричного дугового зварювання, створення першого автоматичного регулятора довжини дуги і першого зварювального генератора. Їм були запропоновані флюси для отримання високоякісного металу зварних швів. (В Московському політехнічному музеї є справжній зварювальний генератор Славянова і експонуються зразки зварних з'єднань.)
У 1924-1935 рр. застосовували в основному ручну зварку електродами з тонкими іонізуючими (крейдовими) покриттями. У ці роки під керівництвом академіка В. П. Вологдина були виготовлені перші вітчизняні котли та корпусу кількох судів. З 1935-1939 рр. стали застосовуватися толстопокритие електроди. Для електродних стрижнів використовували леговану сталь, що дозволило використовувати зварювання для виготовлення промислового обладнання і будівельних конструкцій. В процесі розвитку зварювального виробництва, під керівництвом Е. О. Патона (1870-1953), була розроблена технологія зварювання під флюсом. Зварювання під флюсом дозволила збільшити продуктивність процесу в 5-10 разів, забезпечити гарну якість зварного з'єднання за рахунок збільшення потужності зварювальної дуги і надійного захисту розплавленого металу від навколишнього повітря, механізувати і вдосконалити технологію виробництва зварних конструкцій. На початку 50-х років Інститутом електрозварювання ім. Е. О. Патона була розроблена електрошлакове зварювання, що дозволило замінити литі і ковані великогабаритні деталі зварними; заготовки стали більш транспортабельні і зручними при зборці-монтажі.
Промислове застосування з 1948 р отримали способи дугового зварювання в інертних захисних газах: ручна - не плавиться,, механізована і автоматична - не плавиться і плавиться. У 1950-1952 рр. в ЦНИИТМАШ за участю МВТУ і ІЕЗ ім. Е. О. Патона була розроблена зварювання низьковуглецевих і низьколегованих сталей в середовищі вуглекислого газу - процес високопродуктивний і забезпечує хорошу якість зварних з'єднань. Сварка в середовищі вуглекислого газу становить близько 30% обсягу всіх зварювальних робіт в нашій країні. Розробкою цього способу зварювання керував доктор наук, професор К. Ф. Любавський.
У ці ж роки французькими вченими був розроблений новий вид електричного зварювання плавленням, що отримав назву електронно-променевого зварювання.
Цей спосіб зварювання застосовується і в нашій промисловості. Вперше у відкритому космосі було здійснено автоматичне зварювання і різання в 1969 р космонавтами В. Кубасовим і Г. Шоніна. Продовжуючи ці роботи, в 1984 р космонавти С. Савицька і В. Джанібеков провели у відкритому космосі ручну зварювання, різання і паяння різних металів.
До зварювання плавленням відноситься також газове зварювання, При якій для нагрівання використовується тепло полум'я суміші газів, що спалюється за допомогою пальника (відповідно до існуючих стандартів). Спосіб газового зварювання був розроблений в кінці минулого століття, коли почалося промислове виробництво кисню, водню і ацетилену. У цей період газове зварювання була основним способом зварювання металів і забезпечувала отримання найбільш міцних з'єднань. Найбільшого поширення набула газове зварювання із застосуванням ацетилену. З розвитком мережі залізниць і вагонобудування газове зварювання не могла забезпечити отримання конструкцій підвищеної надійності. Більшого поширення набуває дугова зварка. Зі створенням і впровадженням у виробництво високоякісних електродів для ручного дугового зварювання, а також розробкою різних методів автоматичної і механізованої дугового зварювання під флюсом і в середовищі захисних газів, контактного зварювання газове зварювання витіснялася з багатьох виробництв. Проте, газове зварювання застосовується в багатьох галузях промисловості при виготовленні і ремонті виробів з тонколистової сталі, зварювання виробів з алюмінію і його сплавів, міді, латуні та інших кольорових металів та їх сплавів; наплавлювальних роботах. Різновидом газополум'яноїобробки є газотермічним різання, яка широко застосовується при виконанні заготівельних операцій при розкрої металу.
До зварювання із застосуванням тиску відноситься контактне зварювання, при якій використовується також тепло, що виділяється в контакті зварювальних частин при проходженні електричного струму. Розрізняють точкову, стикового, шовний і рельєфну контактне зварювання.
Основні способи контактного зварювання розроблені в кінці минулого століття. У 1887 р Н. Н. Бенардос отримав патент на способи точкового і шовного контактного зварювання між вугільними електродами. Пізніше ці способи контактного зварювання, вдосконалені застосуванням електродів з міді і її сплавів, стали найбільш поширеними.
Контактна зварювання займає провідне місце серед механізованих способів зварювання. В автомобілебудуванні контактна точкове зварювання є основним способом з'єднання тонколистових штампованих конструкцій. Кузов сучасного легкового автомобіля зварений більш ніж в 10 000 точок. Сучасний авіалайнер має кілька мільйонів зварних точок. Стикового зварюванням зварюють стики залізничних рейок, стики магістральних трубопроводів. Шовна зварювання застосовується при виготовленні бензобаків. Рельєфна зварювання є найбільш високопродуктивним способом зварювання арматури для будівельних залізобетонних конструкцій.
Особливість контактного зварювання - висока швидкість нагріву і отримання зварного шва. Це створює умови застосування високопродуктивних потокових і автоматичних ліній складання вузлів автомобілів, опалювальних радіаторів, елементів приладів і радіосхем.
Контрольні питання:
1. Що називається зварюванням і які основні два види зварювання ви знаєте?
2. Розкажіть про сутність зварювання плавленням і зварювання тиском.
3. Розкажіть про нові види зварювання.
4. Що ви знаєте про застосування газового зварювання?
5. Що ви знаєте про контактному зварюванні і її достоїнства?
2. Класифікація зварювання плавленням
Зварювання плавленням в залежності від різних способів, характеру джерел нагріву і розплавлення зварювальних кромок деталей можна умовно розділити на наступні основні види:
електрична дугова, де джерелом тепла є електрична дуга;
електрошлакове зварювання, де основним джерелом теплоти є розплавлений шлак, через який протікає електричний струм;
електронно-променева, при якій нагрів і розплавлення металу проводиться потоком електронів;
лазерна, при якій нагрів і розплавлення металу відбувається сфокусованим потужним променем мікрочастинок - фотонів;
газова, при якій нагрів і розплавлення металу відбувається за рахунок тепла полум'я газового пальника.
Більш детальну класифікацію можна провести і за іншими характеристиками, виділивши зварювання плавиться і не плавиться,, дугою прямої і непрямої дії; відкритою дугою, під флюсом, в середовищі захисного газу, дугового плазмою.
Класифікація дугового зварювання проводиться також в залежності від ступеня механізації процесу зварювання, роду і полярності струму і т. Д.
За ступенем механізації розрізняють зварювання ручну, механізовану (напівавтоматом) і автоматичну. Кожен з видів зварювання відповідно до цієї класифікації характеризується своїм способом запалювання і підтримки певної довжини дуги; маніпуляцією електродом для додання зварювального шву потрібної форми; способом переміщення дуги по лінії накладення шва і припинення процесу зварювання.
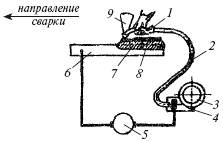
У разі ручного зварювання зазначені операції виконуються робочим-зварювальником вручну без застосування механізмів (рис. 1).
При зварюванні на напівавтоматі плавиться механізуються операції по подачі електродного дроту в зварювальну зону, а інші операції процесу зварювання здійснюються зварювальником вручну (рис. 2).
При автоматичному зварюванні механізуються операції щодо порушення дуги і переміщення її по лінії накладення шва з одночасним підтриманням певної довжини дуги (рис. 3). Автоматичне зварювання плавиться проводиться, як правило, зварювальним дротом діаметром 1-6 мм; при цьому режими зварювання (зварювальний струм, напруга дуги, швидкість переміщення дуги та ін.) більш стабільні. Цим забезпечується якість зварного шва по його довжині, однак потрібно більш ретельна підготовка до складання деталей під зварювання.
Мал. 1. схема ручного зварювання покритим електродом: 1 – зварювальний дуга; 2 - електрод; 3 - Електродотримачі; 4 -зварювальні дроти; 5 - джерело живлення (зварювальний трансформатор або випрямляч); 6 - зварювальна деталь, 7 - зварювальний ванна; 8 -зварний шов; 9 - шлаковая кірка
Мал. 2. Схема механізованої (напівавтоматом) зварювання під шаром флюсу: 1 - держатель; 2 - гнучкий шланг, 3 - касета зі зварювальним дротом; 4 - механізм, що подає; 5 -джерело живлення (випрямляч), 6 - зварювальна деталь; 7 - зварний шов; 8 - шлаковая кірка; 9 -бункер для флюсу
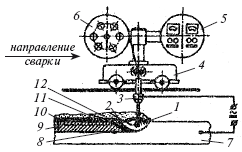
Мал. 3. Схема автоматичного дугового зварювання під шаром флюсу: 1 - дуга; 2 - газовий міхур (порожнину); 3 - зварювальний головка; 4 - візок (зварювальний трактор); 5 - пульт керування; 6 -кассета зі зварювальним дротом; 7 - зварювальна деталь; 8 - зварювальний ванна; 9 - зварний шов; 10 - шлаковая кірка; 11 - розплавлений флюс; 12 - нерозплавлений флюс
Контрольні питання:
1. Назвіть основні види зварювання плавленням.
2. Що ви знаєте про механізованих способах зварювання?
3. Які особливості автоматичного зварювання?
3. Сутність основних способів зварювання плавленням
При електричної дугового зварювання енергія, необхідна для освіти і підтримки дуги, надходить від джерел живлення постійного або змінного струму.
В процесі електричної дугового зварювання основна частина теплоти, необхідна для нагрівання і плавлення металу, виходить за рахунок дугового розряду (дуги), що виникає між зварюваних металом і електродом. При зварюванні плавиться під впливом теплоти дуги кромки зварювальних деталей і торець (кінець) плавиться розплавляються і утворюється зварювальна ванна. При затвердінні розплавленого металу утворюється зварний шов. В цьому випадку зварений шов виходить за рахунок основного металу і металу електрода.
До плавиться електродів відносяться сталеві, мідні, алюмінієві; до плавиться - вугільні, графітові і вольфрамові. При зварюванні неплавким електродом зварений шов виходить тільки за рахунок розплавлення основного металу і металу присадочного прутка.
При горінні дуги і плавленні свариваемого іелектродного металів необхідний захист зварювальної ванни від впливу атмосферних газів - кисню, азоту та водню, так як вони можуть проникати в рідкий метал і погіршувати якість металу шва. За способом захисту зварювальної ванни, самої дуги і кінця нагрівається електрода від впливу атмосферних газів дугова зварка поділяється на такі види: зварювання покритими електродами, в захисному газі, під флюсом, самозахисного порошковим дротом і зі змішаною захистом.
Покритий електрод являє собою металевий стрижень з нанесеною на його поверхню обмазкой. Сварка покритими електродами покращує якість металу шва. Захист металу від впливу атмосферних газів здійснюється за рахунок шлаку і газів, що утворюються при плавленні покриття (обмазки). Покриті електроди застосовуються для ручного дугового зварювання, в процесі якої необхідно подавати електрод в зону горіння дуги в міру його розплавлення і одночасно переміщати дугу по виробу з метою формування шва (див. Рис. 1).
При зварюванні під флюсом зварювальний дріт і флюс одночасно подаються в зону горіння дуги, під впливом теплоти якої плавляться кромки основного металу, електродний дріт і част флюсу. Навколо дуги утворюється газовий міхур, заповнений парами металу і матеріалів флюсу. У міру переміщення дуги розплавлений флюс спливає на поверхню зварювальної ванни, утворюючи шлак Розплавлений флюс захищає зону горіння дуги від впливу атмосферних газів і значно покращує якість металу шва Сварка під шаром флюсу застосовується для з'єднання середніх і великих товщин металу на напівавтоматах і автоматах (див. Рис . 3).
Зварювання в середовищі захисних газів виконують як плавиться електро Трод, так і не плавиться з подачею в зону горіння дуги прісадоч ного металу для формування зварного шва.
Сварка може бути ручний, механізованої (напівавтоматом і автоматичною. Як захисних газів застосовують вуглекислий газ, аргон, гелій, іноді азот для зварювання міді. Частіше застосовуються суміші газів: аргон + кисень, аргон + гелій, аргон + вуглекислий газ + ккіслород і ін . В процесі зварювання захисні гази подаються в зон горіння дуги через зварювальну головку і відтісняють атмосферні гази від зварювальної ванни (рис. 4). При електрошлакового зварювання тепло, що йде на розплавлення металу вироби і електрода, виділяється під впливом електричного струму, що проходить через шлак. Звар здійснюється, як правило, при вертикальному розташуванні зварюваних деталей і з примусовим формуванням металу шв (рис. 5). Зварюються деталі збираються з зазором. Для запобігання витікання рідкого металу з простору зазору і формування зварного шва по обидві сторони зазору до зварюваних деталей притискаються охолоджуються водою мідні пластини або повзуни. У міру охолодження і формування шва повзуни переміщаються від низу до верху.
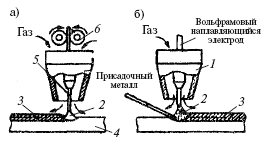
Мал. 4. Схема зварювання в середовищі захисних газів плавиться (а) і не плавиться (б) електродом. 1 - сопло зварювального головки; 2 - зварювальний дуга; 3 - зварний шов; 4 - зварювальна деталь; 5 - зварювальний дріт (плавиться електрод); 6 - механізм, що подає
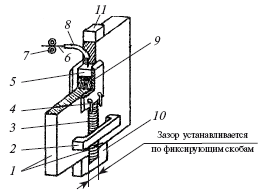
Мал. 5. Схема електрошлакового зварювання:
1 - деталі, що зварюються; 2 - фіксують скоби; 3 - зварний шов; 4 - мідні повзуни (пластини); 5 - шлаковая ванна; 6 - зварювальний дріт; 7 - механізм, що подає; 8 - токоподводящий направляючий мундштук; 9 - чавунна ванна; 10 - кишеня - порожнина для формування початку шва, 11 - вивідні планки
Зазвичай електрошлакового зварювання застосовують для з'єднання деталей кожухів доменних печей, турбін і інших виробів товщиною від 50 мм до декількох метрів. Електрошлаковий процес застосовують також для переплавки сталі з відходів та отримання виливків.
Електронно-променеве зварювання проводиться в спеціальній камері в глибокому вакуумі (до 13-105 Па). Енергія, необхідна для нагрівання і плавлення металу, виходить в результаті інтенсивного бомбардування місця зварювання швидко рухаються в вакуумному просторі електронами. Вольфрамовий або металокерамічний катод випромінює потік електронів під впливом струму низької напруги. Потік електронів фокусується в вузький промінь і направляється на місце зварювання деталей. Для прискорення руху електронів до катода і анода підводиться постійна напруга до 100 кВ. Електронно-променеве зварювання широко застосовується при зварюванні тугоплавких металів, хімічно активних металів, для отримання вузьких і глибоких швів з високою швидкістю зварювання і малими залишковими деформаціями (рис. 6).
Лазерне зварювання - ця зварювання плавленням, при якій для нагрівання використовується енергія випромінювання лазера. Термін «лазер» отримав свою назву за першими літерами англійської фрази, яка в перекладі означає: «посилення світла за допомогою стимульованого випромінювання».
Сучасні промислові лазери і системи обробки матеріалів показали істотні переваги лазерної технології в багатьох спеціальних галузях машинобудування. Промислові СО2-лазери і твердотільні забезпечені мікропроцесорною системою управління і застосовуються для зварювання, різання, наплавлення, поверхневої обробки, прошивки отворів і інших видів лазерної обробки різних конструкційних матеріалів. За допомогою СО2-лазера проводиться різання як металевих матеріалів, так і неметалевих: шаруватих пластиків, склотекстоліти, гетинакс тощо. Лазерне зварювання і різання забезпечують високі показники якості та продуктивності.
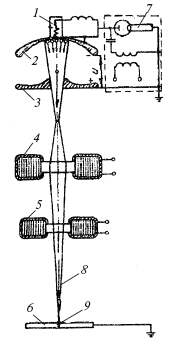
Мал. 6.Схема формування пучка електронів при електронно-променевого зварювання: 1 - катодна спіраль; 2 - фокусуються головка; 3 - перший анод з отвором; 4 - фокусуються магнітна котушка для регулювання діаметра плями нагріву на деталі; 5 - магнітна система відхилення пучка; 6 - зварювальна деталь (анод); 7 - високовольтний джерело постійного струму; 8 - сфокусований пучок електронів; 9 - зварний шов
Контрольні питання:
1. Що таке зварювальний ванна?
2. З чого складається метал зварного шва при зварюванні плавиться і не плавиться електродами?
3. Які функції виконують плавляться та не плавляться електроди?
4. Для чого необхідний захист зварювальної ванни, дуги і кінця нагрітого електрода?
5. На які види поділяється електричне зварювання плавленням за способом захисту?
6. Розкажіть, в чому суть зварювання покритими електродами?
7. За рахунок чого здійснюється захист зони горіння дуги при зварюванні під шаром флюсу?
8. У чому сутність зварювання в захисних газах?
9. Коротко охарактеризуйте електрошлакового зварювання.
10. Які переваги електронно-променевої і лазерної зварки?
Класифікація за різними параметрами. Умовні позначення
ТЕХНОЛОГІЯ 23-29
Оброблення кромок. Типи і елементи зварних з'єднань. Збірка під зварювання. Режими. Вплив зварювального струму, напруги та швидкості зварювання. Шви різної довжини. Сварка товстостінних конструкцій
ЗВАРЮВАЛЬНЕ ПЛАМЯ
Будова. Види. Температура і потужність полум'я
ФІЗИЧНІ 13-15 ПРОЦЕСИ
Термічний цикл і характеристики ділянок. Напруги і деформації при зварюванні. зварюваність сталей
ЗВАРНІ З'ЄДНАННЯ 18-22
Типи з'єднань. Класифікація швів за різними параметрами. Геометричні характеристики і позначення швів
Підготовка кромок. Режими. Вибір теплової потужності полум'я. Визначення виду полум'я і діаметра присадного дроту
Перевірка пальника перед роботою. Запалювання пальника. Правий і лівий способи зварювання. Положення мундштука. виконання швів
електрод
Основний Дуга метал л Вят *** "
\\ _МД_ | Маяіж |
еяммАмшмМ ^ МйЯВН |
СХЕМА ГОРІННЯ ПРОЦЕСИ
електрод | |||
поява електронів |
|||
провідності |
|||
ІОНІЗАЦІЯ- |
|||
катодне | |||
освіту положи- |
|||
кові заряджених |
|||
РЕКОМБІНАЦІЯ- |
|||
об'єднання отрица- |
|||
тільних електронів |
|||
і позитивних іонів |
|||
в нейтральні атоми |
БУДОВА І ХАРАКТЕРИСТИКИ
Q.K - катодна область
в.А - анодна область
(Lcm - стовп дуги
& Д - довжина дуги
Щ ~ 5 -L- -if) "3 | |||||
~ ^ К * / с |
ТЕПЛОВА ПОТУЖНІСТЬ нуги
де Q - теплова потужність, кал / с;
0,24 - коефіцієнт переведення електричних величин в теплові, кал / Вт с;
k- коефіцієнт зниження потужності дуги при зварюванні на змінному струмі (0,7-0,97);
1Св - зварювальний струм, А; Уд - напруга на дузі, В
Класифікація зварювальних пуги
ПО підключення до джерела живлення
Прямої дії Непрямого дії Комбінована
Дугового розряду - МІЖ ЕЛЕКТРОДІМ І ВИРОБОМ
І З П О Л Ь З У Е Т С Я:
при дугового зварювання покритими електродами
при зварюванні неплавким електродом в захисних газах
при зварюванні плавиться під флюсом або в захисних газах
Дугового розряду - МІЖ ДВОМА ЕЛЕКТРОДАМИ
І З П О Л Ь З У Е Т С Я:
при спеціальних видах зварювання і атомно-водневої
зварювання та наплавленні
ДВА дугового РАЗРЯДАМЕЖДУ ЕЛЕКТРОДАМИ І ВИРОБОМ, А третій--Між ЕЛЕКТРОДАМИ
І З П О Л Ь З У Е Т С Я:
при зварюванні спіралешовние труб на верстатах автоматічес-
кой зварювання під флюсом
ПО полярності ПОСТІЙНОГО СТРУМУ
пряма Зворотній
При зворотній полярності температура на поверхні металу нижче. Використовують при зварюванні тонкого або високолегованої сталі
4 ~ 6 нормальна
Понад 6 довга
ПРИЧИНИ Відхилення ДУГИ
ф При несиметричному щодо дуги підводі струму до виробу дуга через вплив магнітних полів викривляється
ф Відхилення дуги може бути викликано також присутністю феромагнітних мас поблизу зварювання
ф Через це стабільність
горіння дуги порушується, ускладнюється процес зварювання
відхилення вліво
Магнітне дуття
ЗАХОДИ Нормальне положення дугиЗАПОБІГАННЯ
(Сварка короткою дугою Підведення зварювального струму в точці, максимально близькою
відхилення вправо
Зміна нахилу електрода
ф Розміщення у місця зварювання компенсуючих ферромагні-
тних мас ф Використання трансформа-
торів або інверторних джерел живлення
Дія феромагнітної маси
ф Застосування інверторних источни- ф Застосування джерел змінного
ков харчування | струму і інверторних |
Вольтамперних характеристик ДУГИ
Зовнішня вольтамперних характеристика джерела живлення (ВАХ ІП)
Робочі точки (точки стійкого горіння дуги)
Діапазон регулювання режиму зварювання при зміні довжини дуги
Ai; A2 - робочі точки
Dai; Ud2 - напруги на дузіICBI; 1св2 -зварювальні ток
Uxx - напруга холостого ходу джерела живлення! Кз - струм короткого замикання
1св1 1св2! Кз
ВІДПОВІДНІСТЬ ОБРАНОГО ДЖЕРЕЛА ХАРЧУВАННЯ ВОЛЬТАМПЕРНОП характеристики СВАРОЧНОЙНУГІ
ВІДПОВІДАЄ / НЕ ВІДПОВІДАЄ
Зовнішня вольтамперних характеристика
ЗОВНІШНІ вольтамперних характеристик ДЖЕРЕЛ ЖИВЛЕННЯ ДУГИ
напруга t
холостого ходу U хх
зростаюча
пологопадающих
короткого | короткого |
||||
замикання | замикання |
||||
СТАТИЧНА вольтамперних характеристик |
|||||
гаis | зварювальні нуги | ||||
Падає. Зі збільшенням | ЖОРСТКА. Зі збільшенням зростає. З увеличе- |
||||
струму напруга різко па- | струму напруга майже не | ням струму напруга возрас- |
|||
дає, так як збільшується | змінюється, так як площа | тане, т.к.площадькатодногопят- |
|||
даі | площа перерізу стовпа дуги | перетину стовпа дуги увеличи- | на не збільшується через ог- |
||
і його електропровідність | ється пропорційно току | зпечних перетину електрода |
|||
о.Ган |
|||||
гат | |||||
Ручне зварювання покритими електродами і не плавиться | Зварювання плавиться електро- |
||||
електродом в середовищі захисних газів | будинок в середовищі захисних газів |
||||
Механізоване зварювання під флюсом
S X40
Зварювальний струм I, A |
Зварювальний трансформатор |
|||
Замкнутиймагніто- | рукоятка |
||
провід (сердечник) |
|||
затиск для | кришка корпусу |
||
приєднання | |||
проводів | |||
зварювального кола | Вертікальнийвінт |
||
з стрічкової різьбленням |
|||
Ходова гайка гвинта |
|||
вторинна обмотка |
|||
ФОРМУВАННЯ П / ШЛЮШЕЙ ХАРАКТЕРИСТИКИ
Трансформаторснормальним
магнітним розсіюванням і окремої реактивної котушкою (дроселем)
Трансформатор зі збільшеним магнітним розсіюванням і рухливими котушками
паралельне
з'єднання
ДЖЕРЕЛА ХАРЧУВАННЯ ПОСТІЙНОГО СТРУМУ
ЗВАРЮВАЛЬНИЙ ПЕРЕТВОРЮВАЧ
Перетворює механічну енергію електродвигуна в електричну напругою і діапазоном струмів, необхідними для зварювання
Конструктивно складається з трифазного електродвигуна і зварювального генератора з незалежним збудженням
ЗВАРЮВАЛЬНИЙ АГРЕГАТ
Перетворює механічну енергіюдвігателя внутрен-
нього згоряння (бензинового або дизельного) в електричну напругою і ди-
апазоне струмів, необхідними для зварювання
1. Генератор 2. Двігатель3. Регуляторскорості
обертання 4. Бак з пальним
Конструктивно складається з двигуна внутрішнього згоряння і зварювального генератора з самозбудженням
ЗВАРЮВАЛЬНИЙ ГЕНЕРАТОР
Є складовою частиною зварювальних перетворювачів і зварювальних агрегатів
З незалежним збудженням | З самозбудженням |
|
ступінчасте перемикання |
||
Плавне регулювання | переключателемП |
|
внутрідіапазона | ||
реостатомR |
||
Діапазон | Діапазон |
|
фр | Діапазон | |
малих струмів | ||
ВІН - обмотка намагнічуєФн- магнітнийпоток намагничивающей в ^^ в обмотки
ОР - обмотка розмагнічуєФр -магнітно потік размагнічівающейобмоткі Амперметр
11. Лампа
12. кнопки вимикача
13. Скоби
некерований ВИПРЯМЛЮВАЧ
Випрямний блок складається з силових діодів. Регулювання режимів зварювання комбінована: ступінчаста за рахунок переключення обмоток зі "зірки" на "трикутник" і плавна за рахунок зміни зазору між обмотками трансформатора
Плавне за рахунок I зазору А
1. вторинна обмотка
2. Ходовий гвинт
3. Сердечник
трансформатора
4. первинна обмотка
14.Рукоятка регулювання струму
15. Перемикач діапазонів струму
16. Шини заземлення зворотний провід 17. Струмові роз'єми
18. Болтзаземленія
19. Штепсельний роз'єм для підключення до мережі
КЕРОВАНИЙ ВИПРЯМЛЮВАЧ
Випрямний блок складається з тиристорів. Регулювання режимів зварювання комбінована: ступінчаста за рахунок переключення обмоток зі "зірки" на "трикутник" і плавна блоком управління
I J f \\ t
Плавне за
СТ-зварювальний Л (рахунок БО трансформатор
ВБвипрямітельний блок
БУ - блок управління БЗН -блок завдання напруги




