Érintkező hegesztés: gépek és gépek, elektródák, fénykép és videó. Az ellenálláshegesztés elve.
A hegesztés egyik fő típusa a nyomás a kontakthegesztés, mely a termomechanikai osztálynak tulajdonítható. A fűtés folyamatát az elektromos áramok átviteléből a csatlakozó részeken keresztül kibocsátott hő biztosítja. Az érintkezés megkülönböztető jellemzője, valamint a nyomás alatti hegesztés minden más típusa az anyag műanyag alakváltozása a csatlakozó ívek közötti érintkezési zónában.
Az ellenálláshegesztés elve
A kontaktpontos hegesztés során az érintkezésbe kerülő fémek kristályrácsaiban az interatomikus kötések kényszerképződése hozzájárul a hegesztés kialakulásához. Az érintkezési pontokban nagy sűrűségű áram hatására a nyersdarabok fémei hőre lágyuló formába való átmenet vagy olvasztás közben melegíthetők. A fűtött termékek állandó tömörítéséből további érintkezési területek képződnek. A folyamat során egyre inkább a végső konvergenciaig, vagyis a hegesztésig terjednek.
Sematikus diagram ellenállás hegesztés a műveletet három szakaszban tervezik. Ezek közé tartoznak a hegesztendő alkatrészek fizikai érintkezésének kezdete, a kémiai kötések kialakulása az anyagok kristályrácsaiban és a folyamatos reakciók folytatása az élek szélén, amíg a kapcsolat létre nem jön. Az ellenállási hegesztőgép első szakasza hozzájárul a csatlakozandó felületek atomjainak konvergenciájához. Ugyanakkor nemcsak fizikai kölcsönhatásuk biztosított, hanem a felületi érdességet is eltávolítják a filmfelületekről.
Ugyanakkor megkezdődik az anyagok interatómiai kölcsönhatása. A második szakaszban az elektronikus héjak csatlakoztatásakor kémiai reakciók jönnek létre, amelyek hozzájárulnak a hegesztett kötés kialakulásához. A hegesztés harmadik szakaszában az atomok kölcsönös diffúziós penetrációja az alkatrészek érintkező határainál fordul elő. A hegesztési zónában előforduló kapcsolódó reakciókkal deformálódó hatása van a kialakuló hegesztés fémére és a szomszédos területekre.
A kontakthegesztés, melynek ára ma mindenki számára elérhető, speciális gépekkel készül. Ennek a berendezésnek a mechanikai összetevői azok a készülékek, amelyek olyan mechanizmusokkal rendelkeznek, amelyek hozzájárulnak a szükséges nyomás kialakításához a csatlakoztatott termékek tömörítéséhez. A berendezés elektromos része hegesztő transzformátorból, érintkezőhegesztő kapcsolóból (szabályozó), megszakítóból áll hegesztőáramvezetőképes elemek.

A gépeket a varratok típusai szerint osztják szét, a varratokat vagy a varratokat. Az ellenálláshegesztő gépek tervei hasonlóak egymáshoz. A varratok összekapcsolására szolgáló készüléket továbbá az elektródákat forgó meghajtóval látják el. A hátsó hegesztéshez használt berendezés speciális hajtással rendelkezik a munkadarabok bizonyos sebességgel való megközelítéséhez: alacsony - fúzióhoz, több - a lerakáshoz.
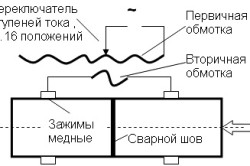
Adja meg ezeket az eszközöket változó transzformátor áramokkal. Az ilyen transzformátorok elsődleges tekercselése a kontakthegesztéshez a 220-380 V-os elektromos hálózathoz van csatlakoztatva. Ez a szakaszokból áll, amelyek szükségesek a teljesítményszint megváltoztatásához a működési fordulatszámok beállításával. A transzformátor másodlagos tekercsét egy vagy két 1-12 V feszültségű fordulat képezi. Ezek a gépek az elsődleges transzformátor tekercselés helyéről származnak.
A rendszeres be- és kikapcsolás szükségessége a munka során a speciális megszakítók használata miatt. Ezek elektronikus, elektromágneses vagy hagyományos mechanikus kontaktorok formájában készülnek. Ez utóbbit leggyakrabban kis teljesítményű helyszíni vagy ütésálló hegesztőgépekben használják, nem automatikus működéssel. Az elektromágneses típusú kontaktorok nemcsak a helyszínen, hanem a hegesztésnél is hatékonyak, és egy átlagos teljesítményű berendezéssel is rendelkeznek. Az elektronikus megszakítók, amelyek biztosítják, hogy a szünetek és az impulzusok bizonyos időtartama alatt bekapcsolás (szétkapcsolás) szinkronizálódjanak, különböző ellenállási ponthegesztő gépekben használatosak automatikus elv intézkedéseket.

Az ellenállás-hegesztőgépek elektródái közötti alkatrészek összenyomásakor speciális nyomástartó eszközökre van szükség. A termékek tömörítését a hajtások támogatják: elektromechanikus, rugós, hidraulikus, pneumatikus. Kevésbé használt a kézi meghajtás, alkalmazásának célszerűsége alacsony feszültségű, feszes hegesztőgépeknél bizonyított.
A helyszíni hegesztőgépek kis vastagságú munkadarabok feldolgozására alkalmasak. A csőcsatlakozások - az automatikus hegesztés során aktívan használatosak, és jelentős keresztmetszetű reflekciót alkalmaznak. Ezektől eltérően a varratok összekapcsolására szolgáló eszközök speciális csúszóvezetékkel és a görgős elektródák meghajtó mechanizmusával vannak ellátva az ellenállás hegesztéséhez.
m 1-12 V a transzformátor másodlagos tekercsét képezi. Ezek a gépek az elsődleges transzformátor tekercselés helyéről származnak.

A jó teljesítménynek köszönhetően a könnyű kivitelezés miatt minden típusú érintkezőberendezést széles körben használnak az ipari termelésben, különösen az autóiparban. Ez a hegesztési módszer a karosszéria folyamatának alapja. Mind a helyhez kötött berendezések, mind a speciális állványok, mind az ellenálláshegesztéshez használt felfüggesztett fogók hatékonyak. A gép megválasztása a fémek jellemzőitől függ, hegesztett kötéseka feldolgozott anyagok profiljainak típusai, gyakorlatilag nincsenek korlátozások ezekre, függetlenül attól, hogy a szerelvények, csövek, láncok vagy sínek érintkezési hegesztése.
Az érintkezõ hegesztés mind olvadó anyag nélkül, mind anélkül lehetséges. Az utóbbi kiviteli alakban a kapcsolat az anyag deformálásával érhető el a hegesztendő felületek fizikai kölcsönhatásával, aminek eredményeképpen kialakul a teljes szerkezet. Egy másik esetben az olvadékot egy később kristályosodó fém műanyag deformációjával keverjük össze. Az ellenállási ponthegesztés eszköze lehetővé teszi ezt egy korlátozott területen, és az olvadási módszerrel történő csavarhegesztés részben az olvadék extrudálását feltételezi.
A hegesztési fém jellemzői és a hegesztett kötések tulajdonságai jelentősen befolyásolják a fűtés, a műanyag deformáció és a hűtés sebességét. Növekvő sebességgel a kötés szilárdsága és keménysége magasabb. Ha az utóbbi érték kielégítő, és az első nem elegendő, a terméket hőkezelésnek vetik alá a szükséges teljesítménytulajdonságok elérése érdekében. A csuklós terület helyi hőkezelése közvetlenül elvégezhető hegesztőgép ellenállás hegesztés
A hegesztést a háztartási és ipari igények kielégítésére használják.
A különböző körülmények között alkalmazott érintkezési hegesztés típusai megkülönböztetik az árat, amely a munkafolyamat teljesítményétől és sebességétől függően nő.
egyesít hegesztőberendezések a működés általános elve - a munka során az anyagok hegesztési pontjainak fűtése és hegesztése az elektromos áramot biztosító hordozóval való érintkezésük révén történik.
Az elektromos hegesztés olyan vegyület, amelyben a hegesztendő részeket közvetlen vagy váltakozó árammal melegítik.
Az alábbi képen egy elrendezés van elhelyezve, amelyen az ellenálláshegesztő gép lehet.
Mint minden gyártóberendezés, az elektromos ellenállás hegesztése előnyökkel és hátrányokkal rendelkezik.
A fő előnyök közé tartozik a nagy teljesítmény, a fogyóeszközök minimális kiadása és a tökéletes minőség. hegesztési varrás.
A pont csatlakoztatásához szükséges idő egy másodperc töredéke és az anyag paramétereitől függ.
A hegesztés során a minimális mennyiségű levegőt és vizet fogyasztják, és a varrás minősége képes még egy hegesztőt is biztosítani minősítés nélkül.
Ugyanakkor a kontakthegesztés technológiája környezetbarát, ráadásul automatizálható.
A hegesztési munkák speciális és univerzális gépek és berendezések használatával történnek.
A technikai intézkedés jellege lehetővé teszi, hogy a kontakthegesztő berendezéseket osztályokba osztja:
- mechanikai modellek - minimális erővel ellátva;
- automata és félautomata - közepes és nagy munkakapacitással rendelkezhet, amelyet folyamatos üres munkadarabok feldolgozására használnak.
A telepítés típusai szerint az elektromos ellenálláshegesztés hordozható vagy mozgatható, felfüggeszthető és helyhez kötött.
Az első lehetőség elengedhetetlen a nagy méretű, nagy tömegű csomópontok, tárgyak hegesztéséhez. Például csövek, szállítótestek, vasúti kocsik és sínek.
A helyhez kötött berendezéseket olyan termékek feldolgozására használják, amelyek súlya és méretei lehetővé teszik, hogy azokat a munkahelyre szállítsák.
Berendezések osztályozása
A GOST 158-78-79 szerint az ellenálláshegesztő gép a hegesztési varratok típusától függően különböző lehet.
Butt gép
Az érintkezős hegesztés az a lépés, melynek során a csavarhegesztés megtörténik, és átmegy az alkatrész teljes síkjában.
Hegesztéshez leggyakrabban a csőcsatlakozást használják. rézcsöveka rézcsövek varrása és ponttechnológiája nem alkalmazható.
Ebben az esetben a rézcsövek feldolgozása a visszaverődés módszerével nehéz, mivel az olvadt fém a hegesztett elemek végeinél tartandó.
Ezért, ha a csöveket hegesztik, a csomópont-technológiával nem tiszta rézből, hanem ötvözeteiből származik. Ellenkező esetben nagynyomású, legfeljebb 400 MPa nyomás szükséges.
A fémszerkezet jellemzőinek, a kezelt területnek és a hegesztés várható minőségének függvényében az érintkezőcsavarhegesztés különböző módszerekkel történik.
Ebben az esetben a GOST 2601-84 szerinti csavarhegesztés az ellenállás, a fűtés és a folyamatos visszafolyás visszaverődése szerint végezhető.
Ellenállás - használt, hegesztéssel, amelynek keresztmetszete nem haladja meg a 200 mm²-t.
Általában ez az érintkezőhegesztési technológia az alacsony szén-dioxid-tartalmú, kis keresztmetszetű termékek (csövek, vezetékek, rudak) feldolgozására szolgál.
Reflow - ez a technológia lehetővé teszi, hogy az anyagot vasbeton termékek, csövek, profilacél és megerősítés formájában kombinálják, akár 100 ezer mm² keresztmetszetű területre.
A technológia alkalmazását a hajógyártás területén, a horgonyok láncainak gyártásában, a hűtőhűtő tekercsekben találták.
A vasúti területen, ahol az ilyen hegesztőberendezések lehetővé teszik a vasúti sínek összekapcsolását a folyamatos pályákon. Alkalmazása lehetővé teszi a hosszú termékek vas- és színesfémekből történő gyártását.
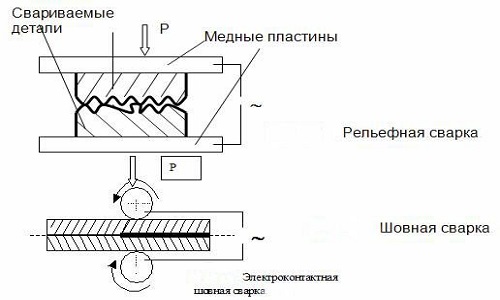
Hegesztési varrás
A GOST 2601-84 szerint készült gép lehetővé teszi, hogy az anyagot öntött zónák segítségével csatlakoztassa, amelyek egy különálló hegesztett pontokból álló varrat.
A zónák átfedik egymást, vagy nem fedik egymást, attól függően, hogy mi hegesztés lehet lezárni.
Ehhez a hegesztési folyamathoz egy speciális gépet használnak, amely egy vagy több elektródával ellátott forgó tárcsával van felszerelve.
A hengerhegesztési technológia lehetővé teszi, hogy szorosan tömörítse, tekerje és minőségben végezze el az alkatrészek csatlakoztatását.
A görgős hegesztést olyan csövek, tartályok és egyéb termékek gyártására használják, amelyek a GOST követelményeinek megfelelően rendkívül megbízható hermetikus varratokat igényelnek.
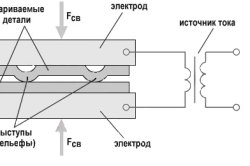
Relief hegesztés
A GOST 2601-84 szerint a domborítás hegesztés egy olyan gép, amely lehetővé teszi, hogy egyszerre több vagy több munkadarabon csatlakoztassa a kiemelkedéseket.
Ez a gép az az elv, amely az ellenállási ütközőhegesztéshez hasonló eszközre hasonlít, és ezek közötti különbség a hegesztés helyének meghatározásánál következik be, nem pedig az elektródák munkaterülete.
A kioldó nyúlványok egy vagy egyidejűleg két hegesztett termékre helyezhetők, előzetesen bélyegzéssel készülnek.
Az autóiparban a megengedett ellenállás-hegesztést használják, ahol a készülék lehetővé teszi különböző konzolok rögzítését a lemezanyagra.
A rádióelektronika területén a hegesztést a kiváló minőségű huzalok vékony elemekhez való csatlakoztatására használják.
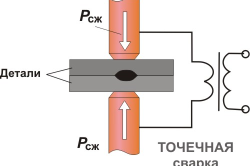
Ellenállás ponthegesztés
A GOST 2601-84 szerint ez a hegesztési technológia lehetővé teszi az elemek egy vagy több ponton történő összekapcsolását.
A kapcsolat erősségének meghatározásához a hegesztett pont jellemzői, mint a méret és a szerkezet lehetővé teszik, hogy az alkalmazott elektródok paramétereitől, az anyagon áthaladó áram erősségétől és sebességétől függenek.
A modern gépek modelljeiben jelenlévő hegesztő-szabályozó lehetővé teszi, hogy a munkamenet különböző hegesztőáram-erősségekkel végezhető el.
A varrási technológiában általában nincs ellenálláshegesztés szabályozója, és a kívánt ciklust szinkron megszakítók biztosítják.
Az ellenállás ponthegesztő gépet általában az összeszerelő vezetéken üzemeltetik. Az ebbe a kategóriába tartozó érintkező csatlakozás hegesztőeleme elektródák.
A szerszám cserélhető, mivel gyorsan viselkedik.
A hegesztéshez használt elektródok kiváló minőségű bronzból és rézből készülnek, a további komponensek a króm, a kadmium, a titán és a berillium.
Az ilyen hegesztés technológiája az autóiparban, a repülőgépgyártásban, a hajógyártásban és a mezőgazdasági szektorban, valamint más ipari területeken is alkalmazható.
Az ilyen típusú hegesztés változata az impulzus hegesztés, amikor az elektróda fűtése rövid távú, de erős elektronikus impulzusok miatt történik. Az impulzus hegesztést autókban, berendezésekben és javításokban használják.
Például, az impulzus technológia hasznos az alumínium érintkezőhegesztésénél, ami csökkenti a készülék túlmelegedésének és az elektródák kopásának kockázatát.
Az impulzus hegesztést váltakozó árammal és energiával működtetjük, amely egy bizonyos alakú impulzusokká alakul.
Ebben az esetben a kontakthegesztés impulzus technológiája a munkában különbözik a felhalmozott energiától és a korrigált áram impulzusától.
Jelenleg egy ilyen eszköz ára (pulzáló hegesztés háztartási célokra) 100-140 dollár.
Elektróda jellemzői
Az érintkező hegesztéshez használt elektródák biztosítják a hegesztőgép érintkezését a feldolgozandó munkadarabbal.
Céljaik közé tartoznak a következők: alkatrészek zárolása, áramellátás, hőelvonás az alkatrészekből, elemek mozgása (varrási ellenállás hegesztés).
Ugyanakkor nemcsak az elektródák kialakítása befolyásolja a hegesztés termelékenységét és minőségét, hanem a feldolgozandó anyagot, annak területét és a munkafelület alakját is.
Az elektródákra vonatkozó általános szabványkövetelmények, a címkézési szabályok, a hegesztett kötések és varratok tesztelési módszerei, egyéb műszaki pontok a GOST 9466-75.
Az elektróda kopása az áram erősségét és hőmérsékletét megváltoztatja.
Ezért az ellenállási hegesztéshez szükséges fogyóeszközök gyártásakor magas hőmérsékletű, magas vezetőképességű fémeket használnak.
Különleges rézötvözet lehet. Például a réz kontakthegesztését gyakran kadmium bronzból készült elektródák végzik, ezek ára 1-3 dollár lehet.
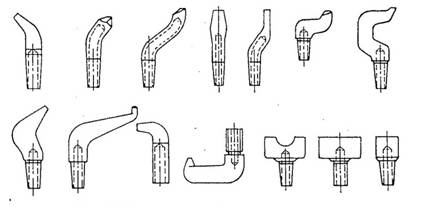
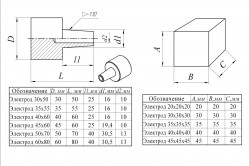
Az ellenállási ponthegesztéshez használt elektródoknak lehetnek egyenes és alakos alakja, mint a képen. De leggyakrabban a megadott konstrukció első típusát használják.
Hegesztési csövekben és más termékekben használatosak, a szabad területet pedig a munkaterületre.
A GOST 14111-90 szabályainak megfelelően előállított, 12–40 mm átmérőjű elektródok.
A legkiválóbb minőségű elektródák olyan termékek, amelyek kialakítása a GOST 1411-69 szabályainak megfelelően történik.
Itt a termékek ára a céltól és a struktúrától függően emelkedik.
Az ábrázolt elektródák készülékszerkezete bonyolultabb - a munkaterület közepén fekvő tengely bizonyos távolságra eltolódik a leszállási tengelyre.
Az ilyen típusú elektródák kényelmetlenek a működésben, leggyakrabban alacsony ellenállással rendelkeznek, amelyek miatt csak akkor használhatók, ha az ellenálláshegesztés nem végezhető el.
Sima elektródákkal történő hegesztéshez. Ebben az esetben mindegyikben vagy egyben lehetnek olyan nyílások, amelyek a hegesztett elemek kiemelkedésére szolgálnak.
A háztartási hegesztőgépek jellemzői
Ha saját szükségleteihez tervez hegesztőgépet vásárolni, először tudnia kell, hogy milyen anyagot dolgoznak fel, és hogy milyen mértékben fogják elvégezni a munkát.
A spot hegesztőgép ára nagyban függ a jellemzőktől és a tervezési paraméterektől, valamint a berendezés munkaképességétől.
Jelenleg az elemek helyszíni hegesztésének telepítése kézi vagy hordozható, felfüggesztett és álló.
A felfüggesztett és helyhez kötött berendezéseket általában nagy és kis iparágakban használják.
A hordozható gépet azonban a leggyakrabban a mindennapi életben használják, ára meglehetősen és 120-220 dollár lehet.
Ugyanakkor ez a készülék nem lehet alacsonyabb teljesítményű a hegesztőgépeknél, amelyek ára kétszer olyan magas.
A hordozható berendezések két típusra oszthatók: inverterre és kézi helyszíni hegesztőgépre.
Az inverter eszközök kompaktak és könnyűek. A konstrukció tirisztoráram-generátort és mikroprocesszort használ.
Ebben az összefüggésben az eszköz áramkör lehetővé teszi az impulzus időtartamának és az egység munkakapacitásának beállítását.
A kézi fogókkal végzett hegesztés második modellje legfeljebb 15 kg.
A mikroprocesszor miatt az eszköz áramköre lehetővé teszi, hogy manuálisan és automatikusan beállíthassuk hegesztési munkák több módban.
A fogókkal ellátott készülék az egyfázisú háztartási tápegységről eszik.
A készülék manuális meghajtású kompressziós alkatrészekkel rendelkezik, amelyek 150 kg nyomást biztosítanak.
- Az ellenálláshegesztés típusai
- Ellenállás ponthegesztés
- Butt hegesztés
- Relief hegesztés
- Varrás (henger) hegesztés
- Az ellenálláshegesztés egyéb típusai és felhasználása
A kontakthegesztés az a jelenség, hogy összekapcsolódnak egymással két, nagy fémrészes erővel összenyomva, mert az érintkezési helyük nagyméretű elektromos árammal melegszik. A leggyakrabban a hasonló termékek tömeggyártásához az iparban használják.
A folyamat során felszabaduló hőmennyiség a Joule-Lenz-törvény szerint számítható: Q = I 2R Δt, ahol I az áramimpulzus átlagos erőssége, R az érintkezési ellenállás, Δt az impulzus időtartama. Annak érdekében, hogy ez a hőmennyiség elegendő legyen a hegesztendő alkatrészek megbízható csatlakoztatásához, a hegesztőáram erősségének elég nagynak kell lennie: százról százezer amperre.
Ez azt jelenti, hogy az áramforrásnak (hegesztőgépnek) elegendő teljesítményt (1-500 kVA) kell kifejlesztenie 1-15 V kimeneti feszültséggel és körülbelül 500 μOhm belső ellenállással. Az ellenállás-hegesztéshez használt elektródoknak kellően nagy keresztmetszettel kell rendelkezniük, és azokból kell készülni rézötvözetek alacsony ellenállású. A csatlakoztatandó alkatrészek nyomószilárdsága nagymértékben változhat: néhány newtonból több száz kilométerre.
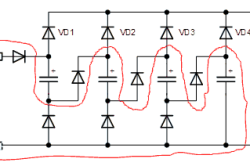
A szív hegesztőgép leggyakrabban van egy speciális transzformátor ellenálláshegesztéshez, amelynek másodlagos tekercselése általában kis számú fordulattal rendelkezik a nagy keresztmetszetű területtel. Az elsődleges tekercshez rendszerint váltakozó feszültséget szállítanak, de benne erőteljes korrigált áram impulzusai is előállíthatók. Például az ellenállás hegesztési kondenzátor áramköre. Az impulzusok abban az esetben fordulnak elő, ha egy nagy kapacitású transzformátor töltött kondenzátorának elsődleges tekercséhez vezetnek.
Ha összehasonlítjuk a más részek egymáshoz való rögzítésével, akkor a kontakthegesztésnek az alábbi vitathatatlan előnyei vannak:
- az egyéni műveletek végrehajtásának nagy sebessége (egy másodperces frakciók), amely lehetővé teszi a magas munkaerő-termelékenységet;
- az optimális folyamatfeltételek betartásának könnyű felügyelete, amely biztosítja a hegesztés megbízhatóságát és magas színvonalát, még akkor is, ha az előadók alacsonyan képesek;
- a hegesztési folyamat könnyen mechanizálható és automatizálható;
- magas szintű környezetbarát.
Az ellenálláshegesztés típusai
Vissza a tartalomjegyzékhez
Ellenállás ponthegesztés
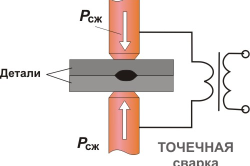
Ezek a hegesztési minták jellemzően az egyes pontokhoz kötődnek. Ilyen módszert vázlatosan ábrázolnak az 1a. Ábrán. Az ábrán az 1. ábra mutatja a hegesztendő alkatrészeket. Az elektródák a hegesztő transzformátor másodlagos tekercséhez vannak csatlakoztatva.
A hegesztett kötés megbízhatóságát és minőségét a hegesztett pontok szerkezete és méretei határozzák meg. És ezek viszont a következő tényezőktől függnek:
- az elektródák érintkezési felületének mérete és alakja;
- a hegesztés jelenlegi áramlása;
- az áramlás ideje;
- a nyomóerő nagysága (P gf);
- az egyesítendő alkatrészek felületi körülményei.
Ily módon mindkét miniatűr rész kombinálható, amelyek egy mikrométer frakciójának vastagságával rendelkeznek, elektronikai eszközökben és acéllemezekben, amelyek legfeljebb több centiméter vastagságúak a gépgyártás területén.
Az autóiparban széles körben használják a hegesztési hegesztést: az ajtó zsanérok és konzolok hegesztése a motorháztetőhöz, összekötő rögzítők: csapok, csavarok és anyák stb. A rádióelektronikában ez a módszer kis részekhez vezet. Egy ciklusban ez a hegesztési eljárás lehetővé teszi nagy számú hegesztett kötés kialakítását.
Vissza a tartalomjegyzékhez
Varrás (henger) hegesztés
Ezt a típusú hegesztést akkor használják, ha hermetikus hegesztett kötések szükségesek (gáztartályok, különböző tartályok, tartályok gyártása stb.). Az ilyen hegesztést speciális gépeken, egy vagy két nyomóhenger-elektródával végezzük, lemezek formájában. Hengerléskor a hengerek szorosan összenyomják az egyesített termékeket és hegesztik őket. Ezeknek a termékeknek a vastagsága 0,2-3 mm lehet.
A hegesztés háromféleképpen hajtható végre:
- Folyamatos, ami szilárd kapcsolatot eredményez, amely nem tartalmaz öntött magokat, amelyek egymást átfedik. Hátrányok: a görgők erős felmelegedése, ami gyakran szükségessé teszi a hengerek gyakori lehúzását.
- Időszakos (egyedi impulzusok formájában). Az impulzusok időtartamának és a köztük lévő réseknek a változtatásával megváltoztathatjuk az öntött magok átfedésének mértékét. Ezzel a hegesztési módszerrel az elektróda görgők ellenállása jelentősen megnő.
- Lépés, amelynek során az áramot időnként bekapcsolják, és az előfordulásakor az elektródák leállnak. Ezeknek a leállásoknak köszönhetően javulnak az áramlási zóna érintkezői, és csökken a forró repedések kockázata.
A hegesztés elengedhetetlen eljárás minden építési folyamathoz vagy javításhoz. Végtére is, segítségével biztonságosan rögzítheti a különböző fémrészeket, kereteket, kerítéseket, kerítéseket.
A hegesztőgép szakszerű használatához azonban tapasztalatra van szükség. Ez különösen igaz az ellenállási hegesztésre, mert ez az eljárás nagy pontosságot és jó szintű ismereteket igényel az eszközről. Az alkatrészek rögzítésének módjáról és az alábbiakban olvasható különböző formákról bővebben olvashat.
A kontakthegesztési módszer jellemzői
Az ellenálláshegesztés a fémelemek összekapcsolásának folyamata, amely az elektromos áram áthaladásán keresztül történik egy hegesztőgépből.
Az érintkezési módszer nagyon fontos eleme az a zóna, amely a fémelemek csatlakoztatásának zónájában található. Ezért ezt a típust elektromos hegesztési ellenállásnak is nevezik. A fém alkatrészek kombinációja két fizikai folyamat miatt következik be: fűtés elektromos áram és nyomás hatására a fémre.
Ezt a típust széles körben használják, mivel számos előnye van, összehasonlítva másokkal. A nagy elektromos teljesítmény lehetővé teszi, hogy kiváló sebességgel és teljesítménygel dolgozzon. Egy csukló gyártása akár 1 másodpercig tart! Az ezzel a módszerrel végzett munka kiváló minőségű.
Nyilvánvaló előnye, hogy az ellenálláshegesztés nem igényel semmilyen fogyóeszközt: sem gáz, sem folyadék, sem töltőhuzal. Fontos, hogy ez a módszer környezetbarát, és ezért nem befolyásolja sem a munkavállalót, sem a környezetet. Megjegyezzük, hogy az érintkezési módszerrel végzett munkát akár egy újszerű hegesztő is elvégezheti a folyamat egyszerűsége miatt.
Point View kapcsolat
A kontakthegesztést a fémrészek összekapcsolási folyamatának változatossága jellemzi.
Sok fajta van.
Különösen munkaigényes és vékony munka elvégzéséhez általában a hegesztési pont típusát használják. Ez a fém kis pontokon történő összekapcsolását jelenti, amely a hegesztőgépben lévő elektródák méretétől függ. Az elektródák áramot szolgáltatnak és összenyomják a fűtött anyagokat. Annak ellenére, hogy a csatlakozási pontok mérete kicsi (4-12 mm), a fémrészek szorosan egymáshoz vannak rögzítve, ezért ne aggódj a kapcsolat megszakításáról.
A csatlakozási pontok átmérője az elektródok erősségétől és az áramtól, a fémre gyakorolt nyomástól, az elektródák fűtő részeinek méreteitől, valamint az összekapcsolandó részek állapotától függ. Az egyenáramú impulzusokkal végzett spot munka folyamatában.
Domborított hegesztési módszer
A fém alkatrészek összekapcsolására a következő típusú érintkezési mód van: megkönnyebbülés. Az eljárás lényege, hogy a részek felületén előre elkészített kiemelkedések kapcsolódnak egymáshoz. Ezeket a kiemelkedéseket speciális felszereléssel bélyegzik. Különböző formájúak lehetnek: kerekek hosszúkásak. Így az alkatrész előzetes felülete megkönnyebbülés, ezért a feldolgozás folyamata.
A megkülönböztető módszer és a pont módszer közötti fő különbség az, hogy az első fajta esetében az ütközési területet és a varrat méretét az előkészített kiemelkedések, nem pedig az elektródok mérete határozza meg, mint a második módszer. Az ilyen részegységekkel való érintkezéstípushoz nagyobb villamos energia szükséges, ami hátránynak is nevezhető.
A sütés főzése: jellemző
Az ellenálláshegesztés másik módszere a varratok. Ezt a típust megkülönbözteti az a tény, hogy az alkatrészeket összekapcsolják egy folytonos vagy folyamatos varrat segítségével. Az időszakos hegesztés gyakori területeket tartalmaz. A hegesztés maga a lemezelektródák miatt történik, ami egy időben elegendő térfogatáramot biztosít. Az időszakos varrási módszert gyakrabban használják, mint a folyamatos.
![]()
Az a tény, hogy a folyamatos varrás a munkavállaló nagyobb készségét igényli, és sokkal nagyobb hatással van a berendezésre, mint egy időszakos, amely fokozatosan kidolgozható a berendezés és a hegesztő túlterhelése nélkül.
Létezik egy lépésenkénti módszer a varrásra, amelyben az áramot az elektróda görgőjébe csak a mozgó részek után adagoljuk. A görgők folyamatosan vannak a részleteken. Az utóbbi módszert gyakorlatilag nem használják, mivel nem eléggé produktív és összetettebb berendezéseket igényel.
Butt nézet és jellemzői
A fenékmódszer egy másik módja annak, hogy az elektromos áramot befolyásolja az alkatrészek. Ez a nézet különbözik másoktól abban, hogy az alkatrészek olyan helyeken vannak összekötve, ahol speciálisan előkészített végeket csatlakoztatnak, amelyek az alkatrészek felületén helyezkednek el. A fémrészek hegesztésének számos módja van: ellenállás, folyamatos és szakaszos visszafolyás.
Az első esetben az alkatrészek előcsatlakoztatva és tömörítve vannak, utána pedig áramot kapnak nekik, és így a fém egy képlékeny állapotba kerül. Az utolsó két módszerrel az alkatrészeket melegítjük, majd csatlakoztatjuk. Csak a folyamatos olvasztás során a fém forró a teljes forráspont alatt, és időszakosan - az alkatrészeket ezután felmelegítik, majd hígítják a berendezések erőforrásainak megtakarításához.
Meg kell jegyezni, hogy a fém alkatrészek főzésének módszerei egyaránt kombináltak: varrókapocs, megkönnyebbülés. Léteznek, hogy a hegesztési folyamatot egy adott helyzethez igazítsák.
Csak annyit kell tudnod, hogy a fémek érintkezési vegyületei milyen típusúak az elektromos áram hatására! Az ellenálláshegesztés típusának helyes megválasztása a sikeres munka kulcsa.




