Woni 13 55 Description. Electrodes pour le soudage inverseur: ce que vous devez savoir
Electrodes d'UONI 13/55 dans l'environnement soudeurs professionnels obtenir que des commentaires positifs. Et les débutants ont peur d'utiliser ces vilaines cannes.
Qui sont utilisés pour les structures, les canalisations en acier au carbone faiblement allié et nécessitant des caractéristiques accrues de ductilité et de ténacité de la soudure. Dans les zones climatiques sévères.
Caractéristiques techniques des électrodes de soudure UONI-13/55
Considérez:
- caractéristiques générales;
- mécanique et propriétés chimiques couture de soudure;
- position de couture autorisée;
- magnitudes courant de soudage;
- poids et nombre d'électrodes dans un paquet;
- le coût d'un pack.
1) général caractéristiques techniques:
- type de connexion - arc, manuel, courant continu de polarité inverse;
- revêtement (revêtement) - le principal;
- la tige est faite de ou Sv-08A;
- coefficient de surfaçage - 9 g / Ah · h;
- consommation de baguettes de soudage par kg de métal fondu: 1,6 kg.
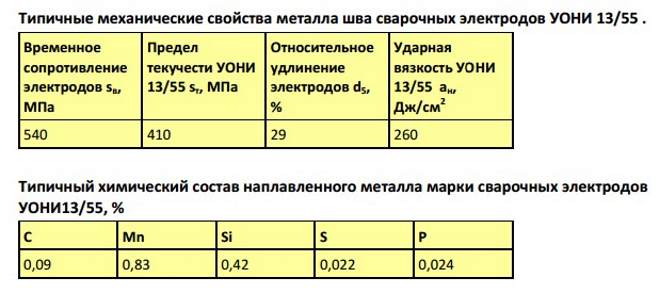
2) propriétés mécaniques:
- résistance temporaire, N / mm2 - 420-540;
- allongement relatif non inférieur à 22%;
- résistance aux chocs, j / cm2 non inférieure à 128.
Fraction massique des éléments chimiques dans le cordon de soudure (tableau):

3) Positions spatiales de la soudure. Les électrodes UONI 13/55 d'un diamètre de 2 à 4 mm sont utilisées pour le soudage dans toutes les positions spatiales, sauf verticale (n ° 5 de haut en bas).
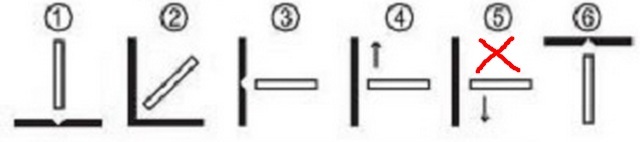
Regardez la vidéo (ci-dessous) où la personne réfute cette règle écrite. Les tiges d'un diamètre de 5 mm sont utilisées pour les modes horizontal, inférieur et vertical (bas-haut).
Vidéo: expérience personnelle d'utilisation du SSSI 13/55 dans toutes les positions spatiales.
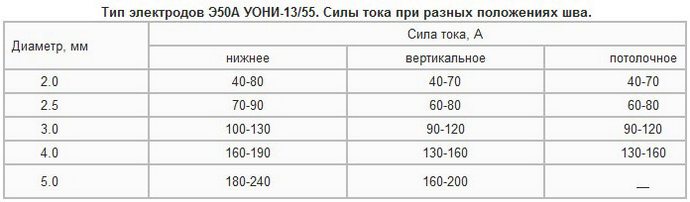
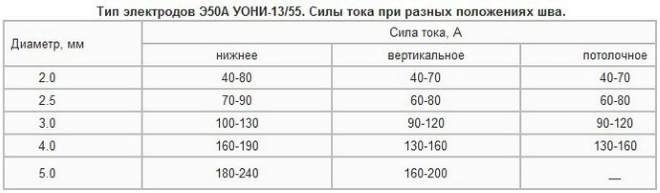
4) La magnitude du courant de soudage. Lors du soudage avec des électrodes EONA UONI 13/55, le choix du courant en fonction du diamètre des baguettes et de la position de la soudure est présenté dans le tableau.
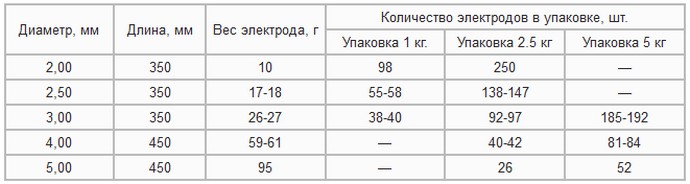
5) Calculez le nombre de tiges (pièces) dans l’emballage et le poids de l’électrode en grammes aidera la table.
6) Le prix d'un paquet d'UONI 13/55 varie entre 400 et 750 roubles. Le coût varie selon le poids du paquet, le fabricant, la région. En moyenne, le prix par kg de produits commence à 100 roubles.
Avantages de l’utilisation de SSSI 13/55:
- obtenir une soudure forte;
- réduction de la consommation d'électrode de 15%;
- le surfaçage augmente de 10%.
Comment remplacer UONI 13/55 (analogues):
- Basic One;
- Elga;
- AV-66;
- OK 48.00 et 48.05.
Comment cuisiner avec des électrodes UONI 13/55
Les préparations préparées pour le composé sont nettoyées de l'huile, du tartre et de la saleté. La calcination des électrodes de l'UONI 13/55 est effectuée pendant 1 heure à une température de 300 ° C.
Les travaux de soudage effectués dans un réseau électrique instable ne sont généralement pas effectués sans la participation d'un onduleur. Cependant, pour le fonctionnement efficace et de haute qualité de l'onduleur, des électrodes seront nécessaires, par exemple des appareils domestiques. électrodes de soudure SSSI, dont nous considérons ci-dessous les caractéristiques.
Bref sur l'essentiel
L'utilisation d'un onduleur est recommandée dans de telles circonstances, car cet appareil est une sorte d'appareil de soudage, la conversion de la tension électrique dans laquelle est effectué sans la participation d'un transformateur, et avec l'aide d'un appareil électrique spécialisé - un onduleur. sont particulièrement populaires dans ce métier, en raison de ses qualités positives qui les distinguent d'un côté favorable des dispositifs d'un type différent, mais d'une application similaire.
Ainsi, la qualité distinctive de l'onduleur - la capacité de travailler dans des conditions de surtensions du réseau électrique. En outre, ce dispositif permet d’ajuster facilement le paramètre de fonctionnement dans une large gamme de courants et, grâce à un arc électrique stable, une connexion de haute qualité de divers métaux est obtenue.
Toutefois, le travail présente des similitudes: pour l’onduleur, comme pour un dispositif de transformateur ordinaire, des électrodes de soudage seront nécessaires. Pour que l’onduleur fonctionne, il faudra utiliser des électrodes de soudage (fusion) de différents diamètres. La composition des cathodes est choisie en fonction du marquage de l'acier assemblé.
Le choix d'un élément intégral de soudage
Lors du choix d'une cathode, il est nécessaire de prendre en compte les facteurs suivants:
- La composition du revêtement de la cathode;
- Consommation de cathode par quantité de métal assemblé;
- Taux de dépôt de la cathode.
Si vous êtes intéressé par les meilleures électrodes, alors lors de leur choix, il faut tout d’abord faire attention au diamètre de la couture à assembler, ainsi qu’à la profondeur de pénétration. Il convient de noter que le choix de la section optimale de la cathode, de la polarité, de la force du courant de soudage et d'autres paramètres importants dépend directement de ces indicateurs.
Cathodes souvent utilisées
Les électrodes de soudage sont sélectionnées en fonction du type d’acier raccordé. Par conséquent, il vaut la peine de vous informer.
Modèles populaires:
- UONI 13/55, OZS-6, OZS-4, UONI 13/45 (acier faiblement allié);
- Electrodes de soudage MP 3, LB-52U, UONI 13/55, OZS-12, OZS-4, OZS-6, MP-3S (acier au carbone);
- ANO-4, ANO-6 (acier à faible teneur en carbone);
- OZL-6, TsL-11 (acier inoxydable et acier fortement allié);
- OZCH-2 (pour le travail avec de la fonte);
- T-590 (pour le surfaçage métallique).
UONI 13/55: description et caractéristiques
Les électrodes de la marque UONI 13/55 sont destinées au soudage de structures métalliques particulièrement importantes en alliages peu acier au carbonelorsque le joint est soumis à des exigences croissantes en matière de ductilité, de ténacité. Les électrodes de soudage de la marque domestique UONI 13/55 permettent de réaliser des liaisons de haute qualité dans leurs divers agencements spatiaux au moyen de courant continu inverser la polarité.
Paramètres techniques:
- Revêtement UONI 13/55 - de base;
- Le taux de dépôt - 3,5 g / A · h;
- La consommation de cathode par kilogramme de matériau déposé est de 1,7 kilogramme;
- Surface surfacique avec une épaisseur de cathode de 4 millimètres - 1,4 kg / heure.
Avantages:
- Une preuve certifiée que le SSSI 13/55 est la meilleure qualité d'électrodes produites dans les espaces domestiques;
- Les électrodes permettent de réaliser des soudures qui résistent à la formation de fissures cristallines et à une faible teneur en carbone.
- Idéal pour la production de composés dans une alimentation instable.
Cathodes de marque MR-3
Électrodes de soudage MR-3 - l’une des cathodes les plus courantes sur le marché des appareils électroménagers. Ces électrodes sont utilisées lors du soudage responsable structures métalliquesen aciers faiblement alliés et au carbone.
Les éléments de soudage considérés assurent la combustion continue d'un arc électrique, le soudage uniforme du joint, sa résistance accrue à toutes les étapes du travail. La polyvalence de cette marque de cathodes réside dans le fait qu'elles sont capables de produire des soudures de haute qualité au moyen d'un courant alternatif ou continu. Parallèlement à ce marquage, les fabricants produisent la marque MP-3M, dotée d'un revêtement à base d'ilménite.
Cathodes OK 46
Electrodes de soudage OK 46 - des électrodes à fusion excellente avec un revêtement de rutile, universelles. Grâce à eux, des caractéristiques spéciales de la soudure sont obtenues, notamment le ré-allumage de l'arc électrique. Il convient de noter que cette marque convient à une couture de racine courte ainsi qu’à un tack métal de haute qualité.
Le processus de soudage par l'utilisation de ces cathodes s'accompagne d'un apport calorifique réduit, ce qui rend le procédé très attractif avec de larges espaces dans les ébauches de miel.
Cette marque de cathodes fournit un revêtement d'ilménite. Le concentré d'ilménite fait partie des cathodes de cette marque et constitue de plus leur composant principal. Ce concentré est un composé naturel de dioxyde de titane et de fer.
Le concentré d'ilménite est largement utilisé pour la connexion de feuilles à revêtement électrolytique. Une caractéristique notable du revêtement d’ilménite est son manque de sensibilité à la rouille et aux surfaces contaminées. Ce dispositif est plus pleinement utilisable pour joindre des aciers de navire et des structures en carbone. Les diamètres vont de 2 à 5 millimètres.
Des paramètres de soudage optimaux sont obtenus en appliquant des aides, des connaissances et des équipements de haute qualité. Ainsi, tout est entre les mains du soudeur.
Le travail de soudage doit souvent être effectué non seulement dans certaines entreprises, mais souvent aussi les travailleurs à domicile s’acquittent de cette tâche difficile. Mais le degré de complexité du soudage est constitué de nombreux critères, par exemple un modèle machine à souderutilisé par l'artisan à la maison.
Mais sachant que les réseaux électriques fonctionnent très souvent de manière instable, l'onduleur de soudage ne peut donc pas être utilisé. Mais le travail d'une telle machine à souder est impossible si vous n'utilisez pas d'électrodes. Ils sont vendus en paquets aussi bien qu'individuellement. Mais la composition de leurs cathodes doit être choisie en fonction du type d'acier que vous allez connecter.
Comment choisir les bonnes électrodes pour le soudage?
Pour un travail de haute qualité sur le poste de soudage, il faut des électrodes, qui ne sont pas uniquement produites à l'étranger. Maintenant, sur les étagères des magasins de construction, il y a un large choix de matériaux de soudage de la production nationale.
Lors de l'achat d'électrodes, il convient de prendre en compte les propriétés suivantes:

La cathode joue un rôle important dans l'électrode, mais de nombreuses autres qualités doivent être prises en compte. Ainsi, lors de l'achat, les facteurs suivants sont pris en compte:
- Propriétés
- Diamètre de la couture connectée.
- Profondeur de pénétration
En vous rendant à la quincaillerie pour les électrodes, vous devriez déjà avoir une idée de son rôle, c’est-à-dire de l’acier qu’elles doivent devenir.
Principales marques
 La machine à souder ne peut pas se passer d'électrodes, mais le monde de la construction est si divers et varié que, parfois, l'artisan à la maison se perd tout simplement dans le fait qu'il doit encore choisir parmi la liste complète qui lui est proposée.
La machine à souder ne peut pas se passer d'électrodes, mais le monde de la construction est si divers et varié que, parfois, l'artisan à la maison se perd tout simplement dans le fait qu'il doit encore choisir parmi la liste complète qui lui est proposée.
Mais je voudrais attirer l'attention sur plusieurs marques considérées comme les meilleures parmi toutes. Tout d’abord, il s’agit d’électrodes de la marque UONI, qui ont fait leurs preuves depuis longtemps et dont nous discuterons un peu plus tard des caractéristiques.
 Le deuxième type d'électrode est MP3. Cette marque est de loin la plus répandue. Il est le plus souvent utilisé pour effectuer des travaux de soudage ne sont pas les structures les plus critiquesqui sont fabriqués à partir de leurs aciers au carbone, et ils peuvent également être faiblement alliés.
Le deuxième type d'électrode est MP3. Cette marque est de loin la plus répandue. Il est le plus souvent utilisé pour effectuer des travaux de soudage ne sont pas les structures les plus critiquesqui sont fabriqués à partir de leurs aciers au carbone, et ils peuvent également être faiblement alliés.
L’avantage principal de cette électrode est que l’arc électrique brûle continuellement et pénétration uniforme du métal en cours d'assemblageet, par conséquent, une telle force de l'ensemble du travail. Pour travailler avec cette marque peut être utilisé comme courant alternatif et continu.
 OK 46 est une autre marque commune d’électrodes. Elles sont non seulement bonnes pour le procédé de soudage, mais possèdent également un revêtement comme le rutile. Donc, joint de soudure il s'avère durable et fiableAprès tout, cela vous permet même de rallumer l’arc électrique lui-même. Cependant, toutes les opérations de soudage ne peuvent pas être effectuées avec cette cathode, car elle convient mieux, par exemple, à l’attache métallique ou à la création d’une soudure à la racine.
OK 46 est une autre marque commune d’électrodes. Elles sont non seulement bonnes pour le procédé de soudage, mais possèdent également un revêtement comme le rutile. Donc, joint de soudure il s'avère durable et fiableAprès tout, cela vous permet même de rallumer l’arc électrique lui-même. Cependant, toutes les opérations de soudage ne peuvent pas être effectuées avec cette cathode, car elle convient mieux, par exemple, à l’attache métallique ou à la création d’une soudure à la racine.
Caractéristiques techniques de UONI 13/55
 À ce jour, il existe une grande variété de marques d'électrodes. Parmi les plus populaires et leurs performances sont les électrodes de production nationale UONI. Cette abréviation signifie - revêtement universel d'un institut de recherche.
À ce jour, il existe une grande variété de marques d'électrodes. Parmi les plus populaires et leurs performances sont les électrodes de production nationale UONI. Cette abréviation signifie - revêtement universel d'un institut de recherche.
La marque UONI est donc conçue pour effectuer tout travail de soudage avec des structures métalliques de haute qualité tout en maintenant un niveau élevé de plasticité. Tel les électrodes peuvent être utilisées même dans les conditions climatiques les plus sévèresoù le produit est le plus souvent normal soudure est impossible.
Les SSSI ont déjà utilisé bon nombre des constructions les plus sérieuses en soudage et ont même été soumis à un certain nombre d'essais obligatoires, ce qui prouve qu'ils permettent d'obtenir une telle soudure pendant le soudage, à la fois en plastique et avec la ténacité nécessaire.
Laissez-nous nous attarder une fois de plus sur ce qui est pareil paramètres techniques Électrode UONI. Il a un revêtement de base et joue un rôle important. Le taux de dépôt est de 3,5 g / Ah, sa consommation étant faible, il est connu que les électrodes UONI consomment environ une par kilogramme de métal déposé, soit environ 1,7 kg.
Il existe de telles électrodes et leurs avantages par rapport aux autres. Tout d’abord, la couture est de très haute qualité. Les propriétés de ces coutures sont telles que ils ne forment même pas de fissures cristallines, et ils contiennent également une teneur en carbone relativement faible.
La meilleure option lorsque vous travaillez avec une électrode consiste à utiliser la soudure sur un arc court, lorsque la méthode de support est utilisée. C'est parfait, même pour les endroits où l'approvisionnement en énergie est problématique et instable.
Technologie d'utilisation des électrodes UONI 13/55
 Il est connu que la technologie d'utilisation de cette électrode présente certaines particularités. Donc, son noyau est en fil d'acier. La deuxième caractéristique est que le produit est recouvert d’un mélange composé de composés de carbonate et de fluorure. Ils affectent la qualité de la couture, ainsi que les impuretés qu'elle contiendra.
Il est connu que la technologie d'utilisation de cette électrode présente certaines particularités. Donc, son noyau est en fil d'acier. La deuxième caractéristique est que le produit est recouvert d’un mélange composé de composés de carbonate et de fluorure. Ils affectent la qualité de la couture, ainsi que les impuretés qu'elle contiendra.
Lors du soudage de structures métalliques, différents types d'électrodes peuvent être utilisés, en fonction du matériau et des conditions de travail. Lors du soudage de l'acier, les électrodes UONI-13 55, ainsi que d'autres modèles de ce type, tels que, deviennent l'un des plus populaires. Ce type a de grands avantages qui sont en demande dans conditions de construction. Après tout, il peut y avoir des charges assez importantes et, comme la couture est toujours le point le plus faible, la fiabilité de la connexion doit être aussi grande que possible. Cette nuance est utilisée pour le soudage de produits en acier au carbone et à faible teneur en carbone. En particulier, le métal de soudure doit présenter une viscosité élevée lors de l'application de chocs mécaniques. Cela inclut également une grande plasticité, qui garantit l’intégrité du joint lors des déformations du produit principal. Les électrodes de soudage UONI-13 55 ont des performances assez élevées dans les points ci-dessus.

Electrodes de soudage UONI-13 55
Le matériau de remplissage convient au soudage dans toutes les positions spatiales. Naturellement, cela contribuera au mode de fonctionnement correctement choisi, qui est sélectionné pour chaque diamètre. peut fonctionner à la fois en courant continu et en courant alternatif, l’essentiel est que inversion de polarité, car ces électrodes ne sont pas conçues pour fonctionner en ligne droite. Il utilise le revêtement principal, qui contient du fluorure et du carbonate.

Electrodes à souder UONI-13 55
En raison de la faible teneur en gaz, les électrodes peuvent atteindre la plus haute ductilité et une plus grande dureté. La qualité du soudage ne dépend pas de la température du processus de connexion. Au fil du temps, les coutures finies ne présentent pas les mêmes signes de vieillissement que les autres marques. ne présentent pas de fissures longitudinales ou superficielles. Ils sont bien incendiés, à la fois dans la première et les années suivantes. La composition de revêtement crée les conditions requises pour que l'arc brûle de manière stable et ne soit pas affecté par des facteurs externes pouvant nuire à l'état du serti. La pulvérisation de métal ne se produit que dans des quantités minimes, de sorte que cela n’est presque pas visible.

Electrodes de marque UONI-13 55
Après le travail, les scories sont séparées le plus facilement possible et sont formées par une croûte uniforme. Pour pouvoir effectuer les travaux, les matériaux doivent être calcinés avant utilisation à une température d’environ 320 degrés Celsius, pas plus d’une heure. Ces électrodes sont utilisées par les professionnels et les débutants, car elles associent des coûts abordables et des paramètres techniques élevés.
Champ d'application
Le champ d’application est très large, car les caractéristiques des électrodes du UONI-13 55 conviennent à presque toutes les industries. Ils peuvent être trouvés à la maison et sur les chantiers de construction. Ils conviennent parfaitement à l'assemblage de structures en acier, car la composition du métal d'apport est aussi proche que possible de l'acier ordinaire. La connexion a une longue durée de vie, ce qui convient au secteur de la construction. Avec l'aide de la réparation de divers produits, des conteneurs scellés, des réservoirs et des tuyaux. Le processus est qualitatif et simple, ce qui ne fait qu'augmenter la demande. Dans le domaine domestique, l'utilisation est compliquée par le besoin de calcination, car il est loin d'être toujours possible d'atteindre une telle température. Dans d'autres endroits, ce problème ne se pose pas.

Electrodes UONI-13 55 pour le soudage de structures en acier
Spécifications techniques
Choix des électrodes Les caractéristiques techniques de UONI-13 55 sont placées sur les premières positions. Bien entendu, ces paramètres dépendent de la composition du matériau consommable, car chaque élément et sa quantité apportent leurs propres caractéristiques à ce processus.
S'il est nécessaire de choisir la marque souhaitée, la question principale consiste pour les spécialistes à déterminer quels sont les paramètres mécaniques d'une marque d'électrode particulière. Il existe des caractéristiques du métal dans l'état déjà déposé, car il peut changer après refusion.
Tailles et gamme
Cette marque n'est pas utilisée pour le soudage de pièces minces, de sorte que la gamme ne rencontre pas d'électrodes d'une épaisseur inférieure à 2 mm. Ici, plus le diamètre est grand, plus le coeur du produit est long.
Caractéristiques surfaciques
Pour augmenter la qualité de la connexion, vous devez utiliser les modes de fonctionnement appropriés et sélectionner l'intensité de courant souhaitée. Les paramètres de l’électricité dépendent ici de la position dans laquelle le soudage sera effectué et de l’épaisseur du diamètre du matériau de remplissage.
| Diamètre, mm | Position | ||
| Couture du bas | Couture verticale | Joint de plafond | |
| 2 | 40…80 | 40…70 | 40…70 |
| 2.5 | 70…90 | 60…80 | 60…80 |
| 3 | 100…130 | 90…120 | 90…120 |
| 4 | 160…190 | 130…160 | 130…160 |
| 5 | 180…240 | 160…210 | |
| 6 | 210…290 | ||
Décryptage
UONI-13 55 est une marque d'électrodes de soudage destinées au soudage de produits métalliques en acier au carbone.
Les fabricants
- Électrode Frunze;
- Monolithe;
- Plasma;
- Vistek;
- Bohler Fox Ev;
- Paton
Les électrodes Uoni 13 55 sont idéales pour le processus. soudage à l'arc et des parties importantes de métaux contenant du carbone et faiblement alliés, en particulier, utilisées dans des endroits soumis à de basses températures. Ce type de produit est idéal pour combiner des structures métalliques sérieuses, où il est nécessaire que souder C'était avec un haut niveau de plasticité et de résistance aux chocs.
D'abord, parlons du nom et trouvons d'où il vient. Le déchiffrement se fait comme suit:
- Y - Universel;
- O - revêtement;
- H - scientifique;
- Et - l'institut.
- 13- №13
C'est à dire Il s’agit d’un développement national de l’Institut de recherche sur le soudage, dont le nom et le numéro sont fixés dans la désignation. Il existe également une désignation UONII - la présence d’une lettre supplémentaire «I» indique l’Institut de recherche.
Au fait! Dans la documentation technique, la désignation correcte est acceptée par UONII. Les exigences de cette règle sont précisées dans le document GOST 9466-75, mais le nom figurant sur le paquet d'électrodes peut également être UONY 13/55.
Spécifications techniques
Les paramètres importants caractérisant les baguettes de soudage de UONI 13/55 peuvent être reflétés sous forme de tableau:
Les informations sur la résistance mécanique de la soudure et la composition chimique du métal fondu constituent un point important dans la connaissance, qui peuvent être utilisées pour juger de la possibilité d'utilisation dans une conception donnée.
Eh bien, le tableau ne serait pas complet sans spécifier les modes de soudage recommandés par le fabricant en fonction du diamètre des électrodes et de leur position dans l'espace.
Caractéristiques de l'application
Les principales caractéristiques techniques des électrodes de soudage UONI 1355 sont les suivantes:
- pour le soudage, ces produits doivent utiliser le courant de polarité inverse;
- revêtement spécial de carbonates et de fluorures au moyen duquel la soudure est pratiquement exempte de gaz et d’autres impuretés en excès;
- pour la tige est utilisé à partir d'acier à faible teneur en carbone, contribuant à la longue durée de vie de la soudure;
- le revêtement ne contient pas différents composés organiques, de sorte que ces électrodes sont peu exposées à l'humidité.
- lors de la fabrication des électrodes, la formation de diverses irrégularités, fissures ou cloques est complètement éliminée.
Les facteurs ci-dessus contribuent à la création d'un joint non susceptible au vieillissement et à la perte de ses propriétés dans différentes conditions de température.
Lors du soudage avec des électrodes, il est nécessaire de contrôler la pureté des pièces à assembler, car il y a des traces de rouille ou différentes huiles entraînera l'apparition de pores, et la connexion elle-même ne sera pas fiable. En outre, "l'étirement" de l'arc affecte également négativement la qualité de la soudure.
L'un des principaux avantages concurrentiels de ces produits par rapport aux produits analogues est que le joint est obtenu avec une faible concentration d'hydrogène et est plus résistant à l'apparition de microfissures lors du processus de cristallisation. Le résultat le plus efficace lors de l'exécution d'actions avec des électrodes UONI 1355 peut être obtenu lorsque le soudage est effectué sur un petit arc par la méthode de support.
Selon les normes de GOST 9466-75, le poids des produits dans un paquet ne doit pas dépasser:
- 3 kg - pour le diamètre des produits jusqu'à 2,5 mm;
- 5 kg - pour un diamètre de 3,0 - 4,0 mm;
- 8 kg - pour un diamètre supérieur à 4,0 mm.
La procédure de calcination des électrodes de soudure UONI 13/55
La tâche principale du rôtissage des électrodes est de réduire la concentration d'humidité dans le revêtement.
Absolument, chaque emballage avec des électrodes doit être mis en œuvre avec un certificat de qualité et des instructions qui décrivent le processus de calcination de manière suffisamment détaillée. Le retrait des recommandations formulées peut nuire à la qualité des produits eux-mêmes et, par conséquent, aux caractéristiques de qualité de la soudure.
- Dans une situation où des instructions pour diverses raisons ne sont pas apparues, il est nécessaire de suivre les recommandations ci-dessous:
- Pour assurer un processus de gravure stable arc de soudureet, par conséquent, à un niveau décent de la soudure, la procédure de calcination doit être effectuée uniquement avant utilisation.
- Si les électrodes de soudage uoni n'ont pas été utilisées dans les 8 heures suivant l'allumage, ce processus doit être répété.
- Il est permis de calciner la même électrode pas plus de 3 fois et le temps total de calcination ne doit pas dépasser 4 heures.
- Pour mettre en œuvre le processus de calcination approprié, les électrodes sont d'abord placées dans des boîtes spéciales, puis mises au four. La plage de température dans le four doit être comprise entre 250 et 300 ° C.
En cas de violation d'au moins une condition, le produit devient impropre au travail.
Conditions de stockage
Pour préserver ses caractéristiques de qualité, les électrodes de soudage doivent être stockées dans des zones désignées. L’humidité relative constante dans l’entrepôt ne doit pas dépasser 50% et la température de l’air doit être inférieure à 14 ° C. Ces conditions sont remplies par l’installation de climatiseurs. Selon GOST 9466-75, la durée de vie n'est pas limitée, sous réserve des règles de stockage.
Les fabricants
La technologie de fabrication et la composition chimique peuvent varier légèrement selon les fabricants, parmi lesquels les grandes entreprises suivantes garantissent la qualité des matériaux:
- ESAB;
- Monolit;
- SZSM;
- Électrode spéciale;
- En vigueur.
Attention! Lors de l'achat, assurez-vous de demander un certificat de conformité des électrodes aux exigences des normes, en particulier GOST 9466-75, ou un certificat de certification des matériaux de soudage selon RD 03-613-03. Ils sont délivrés par un organe de l'Agence fédérale de réglementation technique ou certifiés par l'Agence nationale de contrôle de la soudure.




