Woni 13 55 توضیحات الکترود برای جوشکاری اینورتر: آنچه شما باید بدانید
الکترودهای UONI 13/55 در محيط زيست جوشکار حرفه ای فقط بازخورد مثبت دریافت کنید و مبتدی ها می ترسند از این میله های شیطانی استفاده کنند.
که برای ساختارها، خطوط لوله های کم آلیاژ و فولاد کربن مورد استفاده قرار می گیرند و نیاز به افزایش ویژگی های ورق و سختی جوش دارند. در مناطق شدید آب و هوایی.
مشخصات فنی الکترود جوشکاری UONI-13/55
در نظر بگیرید:
- خصوصیات عمومی؛
- مکانیکی و خواص شیمیایی جوشکاری
- موقعیت مکانی قابل قبول؛
- مقادیر جریان جوشکاری;
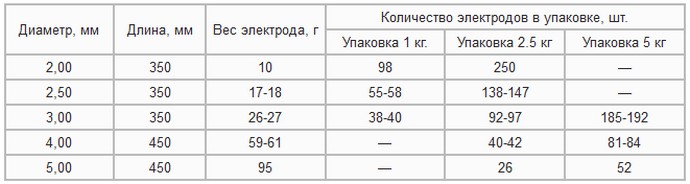
- وزن و تعداد الکترودها در یک بسته نرم افزاری
- هزینه یک بسته
1) عمومی مشخصات فنی:
- نوع اتصال - قوس، دستی، جریان مستقیم قطب معکوس؛
- پوشش (پوشش) - اصلی؛
- میله ای از Sv-08A ساخته شده است.
- ضریب پوشش - 9 گرم / A · ساعت؛
- مصرف میله های جوشکاری در هر کیلو گرم فلز جوش 1.6 کیلوگرم.
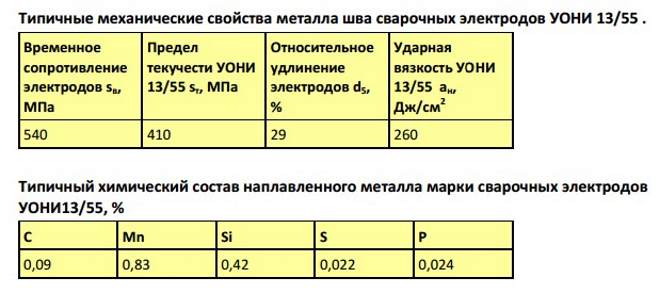
2) خواص مکانیکی:
- مقاومت موقت، N / mm2 - 420-540؛
- طول نسبی کمتر از 22٪؛
- قدرت ضربه، j / cm2 کمتر از 128.
کسر جرمی عناصر شیمیایی در جوش جوش (جدول):

3) موقعیت مکانی جوش. الکترودهای UONI 13/55 با قطر 2 تا 4 میلیمتر برای جوشکاری در تمامی موقعیت های مکانی، به جز عمودی (از بالا به پایین شماره 5) استفاده می شود.
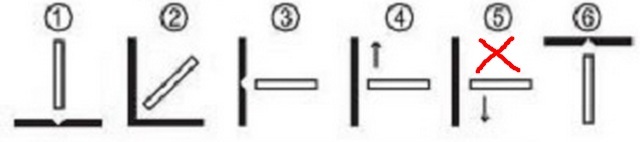
تماشای ویدیو (در زیر) که در آن شخص این قانون نوشته شده را رد می کند. میله ها با قطر 5 میلی متر برای حالت افقی، پایین و عمودی (پایین به بالا) استفاده می شود.
ویدئو: تجربه شخصی در استفاده از SSSI 13/55 در تمام موقعیت های مکانی.
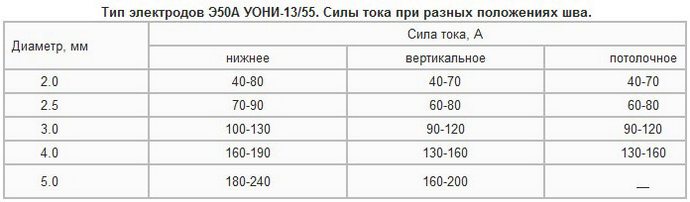
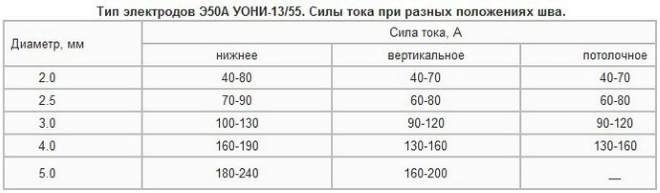
4) اندازه جریان جوشکاری. هنگام جوشکاری با الکترودهای EONA UONI 13/55، انتخاب جریان برحسب قطر میله ها و موقعیت جوش در جدول ارائه شده است.
5) محاسبه تعداد میله ها (قطعه) در بسته و وزن الکترود در گرم به جدول کمک می کند.
6) قیمت بسته UONI 13/55 متفاوت از 400 تا 750 روبل است. هزینه ها از وزن بسته، تولید کننده، منطقه متفاوت است. به طور متوسط قیمت هر کیلوگرم محصولات از 100 روبل شروع می شود.
مزایای استفاده از SSSI 13/55:
- گرفتن یک جوش قوی؛
- کاهش مصرف الکترود 15٪؛
- پوشش دهی افزایش 10٪.
چگونه جایگزین UOI 13/55 (آنالوگ):
- یک پایه اول
- الگا؛
- AV-66؛
- خوب 48.00 و 48.05.
چگونه به طبخ با UONI 13/55 الکترود بپزد
آماده سازی آماده برای ترکیب از روغن، مقیاس و خاک تمیز می شود. کالسیسیون الکترودهای UONI 13/55 به مدت 1 ساعت در دمای 300 درجه سانتیگراد انجام می شود.
کار جوشکاری انجام شده در یک شبکه برق نامناسب معمولا بدون مشارکت یک اینورتر انجام نمی شود. با این حال، برای کارآیی مؤثر و با کیفیت اینورتر، برای مثال، الکترود مورد نیاز است الکترود جوشکاری SSSI، ویژگی هایی که ما در زیر آن را در نظر می گیریم.
به طور خلاصه در مورد اصلی
استفاده از اینورتر در چنین شرایطی توصیه می شود، زیرا این دستگاه نوعی دستگاه جوشکاری است، تبدیل ولتاژ الکتریکی که بدون مشارکت یک ترانسفورماتور انجام می شود و با کمک یک دستگاه الکتریکی تخصصی - یک اینورتر. به دلیل ویژگی های مثبت آن ها را از یک طرف مطلوب از دستگاه های یک نوع متفاوت، اما از یک برنامه مشابه استفاده می کنند، به ویژه در این صنایع محبوب هستند.
بنابراین، کیفیت متمایز اینورتر - توانایی کار در شرایط جریان ولتاژ شبکه برق. همچنین این دستگاه باعث می شود که پارامتر عملیاتی به راحتی در طیف گسترده ای از جریان ها تنظیم شود و به لطف قوس الکتریکی پایدار، یک اتصال با کیفیت بالا از فلزات مختلف به دست می آید.
با این حال، در کار شباهت وجود دارد: برای اینورتر، به عنوان یک دستگاه ترانسفورماتور معمولی، الکترودهای جوشکاری مورد نیاز خواهد بود. برای اینورتر برای کار کردن، جوش الکترودهای جوشکاری (ذوب) از قطرهای مختلف مورد نیاز است. ترکیب کاتد ها بسته به مارک فولاد پیوست شده انتخاب شده است.
انتخاب یک عنصر جدایی ناپذیر از جوشکاری
هنگام انتخاب کاتد، لازم است عوامل زیر را در نظر بگیریم:
- ترکیب پوشش کاتد؛
- مصرف کاتدی برای هر مقدار فلز متصل می شود
- نرخ تخلیه کاتد
اگر به بهترین الکترود علاقه مند هستید، سپس هنگام انتخاب آنها، ابتدا لازم است توجه داشته باشید که قطر اتصال جوش، و همچنین عمق نفوذ، باید توجه شود. لازم به ذکر است که انتخاب قطر کاتد مطلوب، قطبیت، مقاومت جوش جوش و سایر پارامترهای مهم به طور مستقیم به این شاخص ها بستگی دارد.
اغلب کاتد استفاده می شود
الکترودهای جوشکاری بسته به نوع فولاد متصل شده انتخاب شده و بنابراین لازم است که در مورد این موضوع اطلاع رسانی شود.
مدل های محبوب:
- UONI 13/55، OZS-6، OZS-4، UONI 13/45 (فولاد کم آلیاژ)؛
- الکترودهای جوشکاری MP 3، LB-52U، UONI 13/55، OZS-12، OZS-4، OZS-6، MP-3S (فولاد کربن)؛
- ANO-4، ANO-6 (فولاد کم کربن)؛
- OZL-6، TSL-11 (فولاد ضدزنگ و فولاد با عیار بالا)؛
- OZCH-2 (برای کار با چدن)؛
- T-590 (برای پوشش فلز).
UOI 13/55: توضیحات و ویژگی ها
الکترودهای نام تجاری UONI 13/55 برای جوشکاری سازه های فلزی به ویژه فلزات ساخته شده از کم آلیاژ و فولاد کربنزمانی که درزگیر به افزایش الزامات تنفس، سختی است. الکترود های جوشکاری نام تجاری UIONI 13/55 داخلی اجازه می دهد ارتباطات با کیفیت بالا را در ترتیب فضایی مختلف خود با استفاده از جریان مستقیم قطب معکوس
پارامترهای فنی:
- پوشش UONI 13/55 - پایه؛
- میزان رسوب - 3.5 g / A · h؛
- مصرف کاتدی در هر کیلوگرم مواد ذخیره شده 1.7 کیلوگرم است.
- عملکرد کفپوش با ضخامت کاتد 4 میلیمتر - 1.4 کیلوگرم در ساعت.
مزایا:
- مدارک معتبر که SSSI 13/55 الکترودهای بالاترین کیفیت تولید شده در فضاهای داخلی است.
- الکترود ها اجازه تولید جوش هایی را می دهند که مقاوم به تشکیل ترک های بلورین و همچنین محتوای کم کربن هستند.
- ایده آل برای تولید ترکیبات در یک منبع تغذیه ناپایدار.
کاتد با نام تجاری MR-3
الکترودهای جوشکاری MR-3 - یکی از معمول ترین کاتد های فروخته شده در بازار لوازم خانگی الکتریکی است. این الکترود ها هنگام جوشکاری استفاده می شوند سازه های فلزیساخته شده از فولادهای کم آلیاژ و کربن.
عناصر جوشکاری مورد نظر به طور مداوم سوزاندن قوس الکتریکی، جوشکاری یکنواخت، قدرت افزایش آن را در تمام مراحل کار فراهم می کند. تطبیق این نام تجاری کاتد در این واقعیت است که آنها قادر به تولید جوش با کیفیت بالا با استفاده از متناوب و همچنین جریان مستقیم است. تولید کنندگان با نام تجاری MP-3M تولید می کنند که دارای پوشش ایلمنیت می باشد.
کاتد OK 46
الکترودهای جوشکاری OK 46 - الکترودهای ذوب بسیار عالی با پوشش روتیل که جهانی هستند. با تشکر از آنها، ویژگی های خاصی از جوش به دست می آیند، از جمله دوباره احتراق قوس الکتریکی. لازم به ذکر است که این مارک مناسب برای یک درز کوتاه، ریشه و همچنین برای فلز با کیفیت بالا است.
فرآیند جوشکاری از طریق استفاده از این کاتد ها با یک ورودی کاهش گرما همراه است، که با توجه به این که این روش با شکاف های گسترده ای در قالب های عسل کاملا جذاب می شود.
این نام تجاری کاتد ها پوشش الیمنیت را پوشش می دهد. کنسانتره الیمینیت بخشی از کاتد های این مارک است، علاوه بر این، جزء اصلی آنها است. این کنسانتره یک ترکیب طبیعی دی اکسید تیتانیوم و آهن است.
کنسانتره ایلمنیت به طور گسترده ای در اتصال ورق های پوشش آبکاری استفاده می شود. یکی از ویژگی های قابل توجه در پوشش ایلمنیت، عدم حساسیت به زنگ، سطوح آلوده است. این دستگاه به طور کامل برای اتصال به فولادهای کشتی و سازه های کربن استفاده می شود. قطر بین 2 تا 5 میلیمتر است.
پارامترهای بهینه جوشکاری با استفاده از ابزارهای با کیفیت بالا، دانش و تجهیزات به دست می آیند. بنابراین، همه چیز در دست جوشکار است.
کار جوش اغلب نه تنها در برخی از شرکت ها انجام می شود، بلکه اغلب کارگران خانگی هم این کار دشوار را انجام می دهند. اما درجه پیچیدگی جوشکاری از معیارهای بسیاری تشکیل شده است، به عنوان مثال، یک مدل ماشین جوشکاریتوسط هنرمند خانگی استفاده می شود.
اما دانستن اینکه شبکه های الکتریکی اغلب ناسازگار هستند، پس، به این ترتیب، اینورتر جوشکاری نمی تواند انجام شود. اما اگر از الکترودها استفاده نکنید کار چنین دستگاه جوشکاری غیرممکن است. آنها در بسته و بصورت جداگانه فروخته می شوند. اما ترکیب کاتدها باید بر اساس نوع فولادی که می خواهید اتصال برقرار کنید انتخاب شود.
چگونه الکترودهای مناسب برای جوشکاری را انتخاب کنید؟
برای کار با کیفیت بالا دستگاه جوشکاری مورد نیاز است که نه تنها در خارج از کشور تولید می شود. در حال حاضر در قفسه های فروشگاه های ساختمانی، انتخاب گسترده ای از مواد جوشکاری تولید داخلی وجود دارد.
هنگام خرید الکترودهای، خواص زیر باید در نظر گرفته شوند:

کاتد نقش مهمی در الکترود دارد، اما ویژگی های دیگری نیز وجود دارد که باید مورد توجه قرار گیرد. بنابراین، هنگام خرید، عوامل زیر به حساب می آیند:
- خواص
- قطر اتصال متصل.
- عمق نفوذ
در حال رفتن به فروشگاه سخت افزاری برای الکترود، شما باید قبلا ایده ای از اهداف خود داشته باشید یعنی فولاد آنها باید تبدیل شود.
مارک های اصلی
 ماشین جوشکاری بدون الکترود می تواند انجام دهد، اما جهان ساخت و ساز بسیار متنوع و متنوع است، که در آن زمان، سازنده خانه به سادگی در این حقیقت از دست رفته است که او هنوز هم باید از کل لیستی که برایش پیشنهاد می شود انتخاب شود.
ماشین جوشکاری بدون الکترود می تواند انجام دهد، اما جهان ساخت و ساز بسیار متنوع و متنوع است، که در آن زمان، سازنده خانه به سادگی در این حقیقت از دست رفته است که او هنوز هم باید از کل لیستی که برایش پیشنهاد می شود انتخاب شود.
اما من می خواهم توجه زیادی را به چند مارک که در میان بهترین ها در نظر گرفته شده است، جلب کنم. اول از همه، این الکترود از برند UONI است که مدتهاست کیفیت خود را ثابت کرده و ویژگی های آن کمی بعد مورد بحث قرار می گیرد.
 نوع دوم الکترود MP3 است. این نام تجاری بسیار شایع است. اغلب مورد استفاده قرار می گیرد انجام کار جوشکاری مهم ترین سازه نیستکه از فولادهای کربنی ساخته شده اند و همچنین می توانند کم آلیاژ باشند.
نوع دوم الکترود MP3 است. این نام تجاری بسیار شایع است. اغلب مورد استفاده قرار می گیرد انجام کار جوشکاری مهم ترین سازه نیستکه از فولادهای کربنی ساخته شده اند و همچنین می توانند کم آلیاژ باشند.
مزیت اصلی این الکترود این است که قوس الکتریکی به طور مداوم سوزانده می شود و به همین ترتیب می رود نفوذ یکنواخت فلز متصل می شودو در نتیجه، چنین قدرت کل کار. برای کار با این نام تجاری می توانید به عنوان جابجایی متناوب و مستقیم استفاده شود.
 یکی دیگر از مارک های رایج الکترودها OK 46 است. آنها نه تنها مناسب برای فرایند جوشکاری هستند، بلکه پوشش مشابه روتیل نیز دارند. بنابراین، جوش جوش معلوم است که با دوام و قابل اعتماد استپس از همه، حتی اجازه می دهد تا خود را دوباره قوس الکتریکی را جرقه کنید. اما هر کار جوش را نمی توان با این کاتد انجام داد، زیرا بهتر است به عنوان مثال برای اتصال فلز یا برای ایجاد یک جوش ریشه مناسب باشد.
یکی دیگر از مارک های رایج الکترودها OK 46 است. آنها نه تنها مناسب برای فرایند جوشکاری هستند، بلکه پوشش مشابه روتیل نیز دارند. بنابراین، جوش جوش معلوم است که با دوام و قابل اعتماد استپس از همه، حتی اجازه می دهد تا خود را دوباره قوس الکتریکی را جرقه کنید. اما هر کار جوش را نمی توان با این کاتد انجام داد، زیرا بهتر است به عنوان مثال برای اتصال فلز یا برای ایجاد یک جوش ریشه مناسب باشد.
مشخصات فنی UONI 13/55
 تا به امروز، انواع عظیمی از مارک های الکترود وجود دارد. از جمله محبوب ترین ها و عملکرد آنها الکترودهای تولید داخلی UONI است. این اختصار به معنی پوشش جهانی موسسه تحقیقاتی است.
تا به امروز، انواع عظیمی از مارک های الکترود وجود دارد. از جمله محبوب ترین ها و عملکرد آنها الکترودهای تولید داخلی UONI است. این اختصار به معنی پوشش جهانی موسسه تحقیقاتی است.
بنابراین، نام تجاری UONI طراحی شده است تا هر نوع کار جوش با سازه های فلزی با کیفیت بالا و حفظ سطح بالایی از پلاستیک را انجام دهد. چنین الکترود ها را می توان حتی در شرایط سخت ترین شرایط آب و هوایی استفاده کرددر بیشتر موارد محصول طبیعی است جوشکاری غیر ممکن است
SSSI در حال حاضر از بسیاری از سازه های جدی تر در جوشکاری استفاده کرده و حتی از تعدادی از آزمون های اجباری نیز استفاده کرده است که ثابت می کند که آنها در جوشکاری چنین جوش هایی را دریافت می کنند که هر دو پلاستیکی است و سختی لازم دارد.
بگذارید یک بار دیگر در مورد همه چیز با هم بمانیم پارامترهای فنی الکترود UONI این پوشش یک پوشش اصلی است و نقش مهمی دارد. میزان رسوب آن 3.5 گرم در ساعت است. مصرف آن کوچک است، بنابراین شناخته شده است که الکترودهای UONI در مورد یک کیلوگرم فلز مورد استفاده قرار می گیرند، بدین معنی که در حدود 1.7 کیلوگرم است.
چنین الکترودهای و مزایای آنها نسبت به دیگران وجود دارد. اول از همه، درز بسیار با کیفیت است. خواص این درزها چنین است آنها حتی ترک های کریستالی را تشکیل نمی دهند، و همچنین حاوی محتوای کربن نسبتا کم هستند.
بهترین گزینه در هنگام کار با الکترود، استفاده از جوشکاری در یک قوس کوتاه است، که در آن روش پشتیبانی استفاده می شود. این فقط برای آن دسته از مکان هایی است که با عرضه انرژی مشکلی دارد و پایدار نیست.
تکنولوژی استفاده از الکترودهای UONI 13/55
 شناخته شده است که در تکنولوژی استفاده از این الکترود برخی از ویژگی های وجود دارد. بنابراین هسته آن سیم فولادی است. ویژگی دوم این است که محصول با یک مخلوط که شامل ترکیبات کربنات و فلوراید است پوشیده شده است. آنها بر کیفیت پوشش و همچنین ناخالصی هایی که حاوی آن هستند تاثیر می گذارد.
شناخته شده است که در تکنولوژی استفاده از این الکترود برخی از ویژگی های وجود دارد. بنابراین هسته آن سیم فولادی است. ویژگی دوم این است که محصول با یک مخلوط که شامل ترکیبات کربنات و فلوراید است پوشیده شده است. آنها بر کیفیت پوشش و همچنین ناخالصی هایی که حاوی آن هستند تاثیر می گذارد.
در طی جوشکاری سازه های فلزی، به طور کامل از انواع مختلف الکترودها استفاده می شود، بسته به مواد و شرایط کار. هنگامی که فولاد جوش داده می شود، الکترودهای UONI-13 55، و همچنین سایر مدل های این نوع، مانند یکی از محبوب ترین ها می شوند. این نوع دارای مزایای زیادی است که در تقاضا وجود دارد شرایط ساخت و ساز. پس از همه، بارهای بسیار زیادی می تواند وجود داشته باشد و از آنجا که درز همیشه ضعیف ترین نقطه است، قابلیت اطمینان اتصال باید حداکثر ممکن باشد. این درجه برای محصولات جوشکاری از کربن و فولاد کم کربن استفاده می شود. به طور خاص، هنگام استفاده از شوک های مکانیکی، فلز جوش باید ویسکوزیته بالا را نشان دهد. این همچنین شامل پلاستیک بالا، که تضمین یکپارچگی درز در هنگام تغییر شکل محصول اصلی است. الکترودهای جوشکاری UONI-13 55 دارای مقادیر بالایی در موارد فوق هستند.

الکترودهای جوشکاری UONI-13 55
مواد پرکننده برای جوش در هر موقعیت مکانی مناسب است. به طور طبیعی، این به حالت درست عملگرایی که برای هر قطر انتخاب می شود، کمک می کند. می تواند هر دو در جریان مستقیم و متناوب کار کند، مهمترین چیز این است که قطب معکوس، از آنجا که این الکترودها برای یک خط مستقیم کار نمی کنند. از پوشش اصلی که حاوی فلوراید و کربنات است استفاده می کند.

الکترودهای جوشکاری UONI-13 55
با توجه به محتوای کم گاز، الکترودها می توانند به بالاترین چقرمگی و افزایش چقرمگی دست یابند. کیفیت جوشکاری بستگی به دمای فرایند اتصال ندارد. با گذشت زمان، درزهای به پایان رسیده نشانه های پیری را به شدت به عنوان مارک های دیگر نشان نمی دهد. ترک های طولی یا سطح نداشته باشند. آنها به خوبی در آتش و در اولین و در دفعات بعد قرار دارند. ترکیب پوشش ایجاد شرایط لازم را به طوری که قوس می سوزد پایدار است و توسط عوامل خارجی که می تواند به شرایط شراب آسیب برساند. اسپری فلز تنها در مقادیر کم اتفاق می افتد، بنابراین تقریبا قابل توجه نیست.

الکترود با نام UONI-13 55
بعد از کار، سرباره به همان اندازه که ممکن است، از هم جدا شده و با یک پوسته ی یکنواخت تشکیل شده است. برای انجام این کار، قبل از استفاده، مواد افزودنی را با دمای حدود 320 درجه سانتیگراد کالری ندهید، نه بیشتر از یک ساعت قبل از استفاده. چنین الکتریکی توسط متخصصان و مبتدیان مورد استفاده قرار می گیرد، زیرا هزینه های مقرون به صرفه و پارامترهای فنی بالا را ترکیب می کنند.
دامنه
محدوده در اینجا بسیار گسترده است، از آنجا که الکترودهای ویژگی های UONI-13 55 مناسب برای تقریبا تمام صنایع است. آنها را می توان در خانه و در سایت های ساخت و ساز یافت. آنها برای پیوستن به سازه های فولادی مناسب هستند، زیرا ترکیب فلز جوش مشابه با فولاد معمولی است. این اتصال عمر طولانی دارد که مناسب برای صنعت ساخت و ساز است. با کمک به تعمیر انواع محصولات، ظروف، مخازن و لوله های مهر و موم شده. فرایند کیفی و ساده است که فقط تقاضا را افزایش می دهد. در حوزه داخلی، استفاده از پیچیدگی نیاز به کالیبراسیون، به دلیل آن است که همیشه به چنین درجه حرارتی امکان پذیر است. در مکان های دیگر، این مشکل بوجود نمی آید

الکترود UONI-13 55 برای ساخت سازه های فلزی فولاد جوش
مشخصات فنی
انتخاب ویژگی های فنی الکترودهای UONI-13 55 در اولین موقعیت قرار می گیرد. البته این پارامترها به ترکیب مواد مصرفی بستگی دارد؛ چرا که هر عنصر و مقدار آن مشخصات خود را به این فرایند متصل می کند.
اگر لازم است نام تجاری مورد نیاز را انتخاب کنید، پس برای متخصصان، سوال اصلی این است که پارامترهای مکانیکی برای مارک خاصی از الکترود چیست. با توجه به خصوصیات فلز در کشور در حال حاضر سپرده، از آنجایی که ممکن است بعد از تغییر ذوب تغییر کند.
اندازه و محدوده
این نام تجاری برای قطعات نازک جوشکاری مورد استفاده قرار نمی گیرد، به طوری که مجموعه ای از الکترودها با ضخامت کمتر از 2 میلی متر ندارد. در اینجا گرایش وجود دارد که قطر بزرگتر، هسته اصلی محصول است.
ویژگی های پوشش
برای افزایش کیفیت اتصال، باید از حالت های صحیح عملیات استفاده کنید و فشار مورد نظر را انتخاب کنید. در اینجا، وابستگی پارامترهای الکتریکی به موقعیتی است که جوشکاری انجام می شود و ضخامت قطر مواد پرکننده وجود دارد.
| قطر، میلی متر | موقعیت | ||
| درز پایین | درز عمودی | سقف سازی | |
| 2 | 40…80 | 40…70 | 40…70 |
| 2.5 | 70…90 | 60…80 | 60…80 |
| 3 | 100…130 | 90…120 | 90…120 |
| 4 | 160…190 | 130…160 | 130…160 |
| 5 | 180…240 | 160…210 | |
| 6 | 210…290 | ||
رمزگشایی
UONI-13 55 یک نام تجاری از الکترود های جوشکاری است که برای محصولات فلزی ساخته شده از فولاد کربن مورد استفاده قرار می گیرند.
سازندگان
- الکترودهای Frunze؛
- مونولیت؛
- پلاسما؛
- Vistek؛
- بولر فاکس ا.
- پاتون
Uoni 13 55 الکترود برای این روند عالی است. جوش قوس و قطعات مهم از فلزات حاوی کربن و کم آلیاژ، به ویژه در مکان هایی با شرایط کم دما استفاده می شود. این نوع محصول در ترکیب ساختارهای جدی فلز، جایی که ضروری است، عالی است جوش این با سطح بالایی از پلاستیک و قدرت ضربه بود.
اول، بگذارید با نام و شناسایی نام از آن نام ببریم. رمزگشایی به شرح زیر است:
- Y - جهانی؛
- O - پوشش؛
- ه - علمی؛
- و - موسسه.
- 13- №13
یعنی این یک توسعه داخلی موسسه تحقیقات جوش است که نام و تعداد آنها در تعیین مشخص شده است. همچنین یک نام UONII وجود دارد - حضور یک نامه اضافی "I" به موسسه تحقیقاتی نشان می دهد.
به هر حال! در مستندات فنی، تعیین صحیح توسط UONII پذیرفته شده است، الزامات این قانون در GOST 9466-75 بیان شده است، اما نام بر روی بسته الکتریکی نیز می تواند UONY 13/55 باشد.
مشخصات فنی
پارامترهای مهم مشخص کردن میله های جوشکاری UONI 13/55 را می توان در شکل یک جدول نشان داد:
نکته مهم در آشنایی، اطلاعات مربوط به مقاومت مکانیکی جوش و ترکیب شیمیایی فلز جوش است که می تواند مورد استفاده قرار گیرد تا امکان استفاده در طراحی خاص مورد استفاده قرار گیرد.
خوب، تصویر بدون مشخص کردن حالت های جوشکاری که توسط سازنده توصیه می شود، بسته به قطر الکترودها و موقعیت مکانی آنها مشخص نیست.
ویژگی های برنامه
مشخصات فنی اصلی الکترودهای جوشکاری UONI 1355 از موقعیت های زیر است:
- برای جوش این محصولات نیاز به استفاده از جریان قطب معکوس؛
- پوشش ویژه ای از کربنات ها و تشکیلات فلوراید، که از طریق آن جوش عملا آزاد از گازها و سایر ناخالصی های اضافی است.
- برای میله از فولاد کم کربن استفاده می شود، که به طول عمر جوش کمک می کند؛
- ترکیبات آلی مختلف در پوشش وجود ندارد، به طوری که این الکترودها دارای سطح پایین رطوبت قرار گرفتن در معرض؛
- در طول تولید الکترودها، تشکیل بی نظمی های مختلف، ترک ها یا تلقیح ها کاملا حذف می شود.
عوامل فوق در ایجاد یک درز است که به پیری و از دست دادن خواص آن در شرایط مختلف دما کمک نمی کند.
هنگام جوشکاری با الکترود، لازم است کنترل خلوص قطعات متصل شود، زیرا آثار زنگ زده یا روغن های مختلف منجر به ظهور منافذ خواهد شد و اتصال به طور قابل اعتماد نخواهد بود. علاوه بر این، "کشش" قوس نیز منفی بر کیفیت جوش تاثیر می گذارد.
مزیت رقابتی عمده چنین محصولاتی نسبت به آنالوگها این است که درزگیر با غلظت کم هیدروژن و مقاومت در برابر ظهور میکروکراک در طول فرایند کریستالیزاسیون مقاوم تر است. موثرترین نتیجه در انجام اعمال با الکترودهای UONI 1355 هنگامی که جوش بر روی یک قوس کوچک با روش پشتیبانی انجام می شود، می تواند بدست آید.
با توجه به هنجارهای GOST 9466-75، وزن محصولات در یک بسته نباید بیش از:
- 3 کیلوگرم - برای قطر محصولات تا 2.5 میلیمتر؛
- 5 کیلوگرم - برای قطر 3.0 - 4.0 میلیمتر؛
- 8 کیلوگرم - برای قطر بیش از 4.0 میلیمتر.
روش برای کالسینگ الکترودهای جوشکاری UONI 13/55
وظیفه اصلی خوردن الکترود، کاهش غلظت رطوبت در پوشش است.
به طور کامل هر بسته با الکترودها باید همراه با گواهینامه و دستورالعمل های کیفیتی که فرآیند کالیبراسیون را با جزئیات کافی ارائه می دهند، اجرا شود. از بین بردن پیشنهادات ممکن است کیفیت محصولات خود و همچنین کیفیت ویژگی های جوش کاهش یابد.
- در یک موقعیتی که دستورالعملها به دلایل مختلف ظاهر نشده اند، توصیه های زیر را باید دنبال کنید:
- برای اطمینان از یک روند پایدار سوزاندن جوش قوس، و به این ترتیب، سطح مناسب از جوش، روش کالباسین باید فقط قبل از استفاده انجام شود.
- اگر الکترود های جوشکاری یونی در ظرف 8 ساعت پس از احتراق استفاده نکنند، این روند باید تکرار شود.
- مجاز است که همان الکترود را بیش از 3 برابر کالسیک نکنیم و کل زمان کالسینگ نباید بیش از 4 ساعت باشد.
- برای پیاده سازی فرآیند کالیبراسیون مناسب، الکترود ها برای اولین بار در جعبه های ویژه قرار می گیرند و تنها پس از آن در فر قرار می گیرند. محدوده دما در کوره باید 250 تا 300 درجه سانتیگراد باشد.
در صورت نقض حداقل یک شرایط، محصول برای کار مناسب نمی باشد.
شرایط ذخیره سازی
برای حفظ ویژگی های کیفیت آن، الکترودهای جوشکاری باید در مناطق مشخص شده ذخیره شوند. رطوبت نسبی پایدار در انبار نباید بیش از 50٪ باشد، و دمای هوا باید زیر 14 درجه سانتیگراد باشد. این شرایط با نصب سیستم های تهویه مطبوع مواجه می شوند. با توجه به GOST 9466-75 عمر مفید محدود نمی شود، تحت قوانین ذخیره سازی.
سازندگان
تکنولوژی تولید و ترکیب شیمیایی ممکن است بسته به نوع تولید کننده، متفاوت باشد، از جمله شرکت های بزرگ زیر که کیفیت مواد را تضمین می کنند:
- ESAB؛
- مونولیت؛
- SZSM؛
- الکترود مخصوص
- نیروی
توجه! هنگام خرید مطمئن شوید که گواهی انطباق الکترودها را با الزامات استانداردها، به ویژه GOST 9466-75، یا گواهی صدور گواهینامه مواد جوشکاری مطابق با RD 03-613-03 درخواست کنید. آنها توسط یک سازمان آژانس فدرال برای مقررات فنی صادر شده یا توسط آژانس ملی کنترل جوش گواهی شده است.




