Заваряване на лъчи Недостатъци на електронно-лъчевото заваряване. Параметри и видове на заварени съединения в режим на заваряване на лъча
Електронно лъчевото заваряване е надежден метод за свързване на огнеупорни материали с различни точки на топене, съкратено ELS. Технологията се развива от средата на миналия век и успешно се използва в авиационната, космическата индустрия. Където е необходимо, особено прецизно и стабилно свързване на компонентите.
Описание на технологията
Електронно базирани лъч технология Заваряването е използването на механична енергия на електрони, която създава електронна пушка. Скоростта на електроните в магнитното поле на пистолета е пряко зависима от ускоряващото напрежение. Дълбочината на проникване на лъча зависи от силата на енергията на лъча и плътността на заварения материал. Когато се изложи на лъч материал, кинетичната енергия на електроните се превръща в топлинна енергия. По това време, създаването на вторични електрони и освобождаването на рентгенови и топлинни излъчвания. Колкото по-малък е диаметърът на лъча, толкова по-голяма е неговата плътност на мощността.
За да се намали теглото на автомобилния двигател, интересно е да се намали размерът на включените зъбни колела, но това води до увеличаване на повърхностния товар върху зъбите на тези зъбни колела. Патентът описва как да се покрият тези зъби с допълнително твърдо и смазващо покритие, нанесено във висок вакуум, което значително увеличава износоустойчивостта на тези зъби при много високи налягания, а също така прави възможно изключването на специални добавки към маслото, които са важни за това приложение и които силно замърсяват околната среда.
Чрез контролиране на силата на лъча и продължителността на експозицията, можете да извършвате много различни технологични операции. От почистване на повърхността на материала до заваряване и изпаряване. Всички процеси протичат във вакуумна среда. В зависимост от производствените нужди, вакуумът в камерата може да бъде от 10-2 до 10-6.
Сменяемите контейнери се използват за осигуряване на непрекъснат процес. Докато процесът на заваряване се извършва в един контейнер, другият се зарежда. Наличието на два контейнера няколко пъти увеличава производителността на заваръчния агрегат.
Запечатана механична връзка между стъкло и метал за приемни тръби, използвани в соларните инсталации. В абсорбционните тръби, използвани в слънчевите топлинни инсталации на параболично-цилиндровите огледала, топлинно-абсорбиращите метални тръби са затворени в стъклени тръби и се създава висок вакуум между двете тръби, за да се избегне загубата на топлина по време на конвекция. Патентът показва как да се замени това заваряване с метално стъкло с напълно водоустойчиво метално уплътнение и много по-малко податливо на разрушаване от заваряването на стъкло.
Електронно-лъчева технология за заваряване позволява не само да се свържат различни материали надеждно, но и да се направи разпрашване с метал или керамика, за да се създадат нови материали. Например, можете да създадете материал с електрическа проводимост на якостта на медта и стоманата.
Мат. част от процеса
Електронно-лъчевото заваряване е технологично сложен процес, който поставя високи изисквания към оборудването. Инсталациите се различават по производителност, мощност, контрол и обем, но неизменно се състоят от:
Метод за метализация на найлонови влакна и гребени на метализирани найлонови влакна
Методът на метализация на найлонови влакна, основан на прилагане на тънък слой метал на нанометрово ниво върху тези влакна. Настоящото изобретение е особено приложимо за найлонови влакна, присъстващи в четките за коса, за да се елиминира натрупването на статично електричество по време на оформянето и, следователно, навиването на косата.
Синергични смеси от йонни течности с други йонни течности с добавки, които не съдържат фосфатен диоксид, без примеси за приложения за намаляване на триенето и износването. Това са съединения, предназначени да намалят триенето и износването на състави, които включват поне една йонна течност и антифризно съединение без пепел. Това съединение може да бъде втора йонна течност или дитиофосфатно цинково съединение без пепел. Първата йонна течност може да бъде моноклинна или дикапична по природа.
- електронна пушка, която може да бъде няколко;
- вакуумна камера;
- блок за управление;
- прозорец за наблюдение на процеса (или монитора).
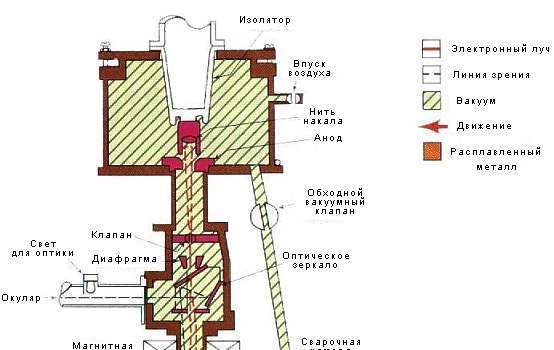
В електронно-лъчевата пушка за заваряване се образува поток от електрони, който се произвежда от нагретия от спиралата катод. Допълнителни електроди са разположени в близост до катода, който предварително фокусира електрони, образувайки лъч. Отрицателно напрежение се прилага към катода. Положително напрежение се прилага към ускоряващия електрод, поставен на разстояние от няколко сантиметра от катода. Високата потенциална разлика ускорява електроните до скорости над 100 000 km / s. Поради факта, че електроните са склонни да се отблъскват, те трябва да бъдат фокусирани от електромагнитна фокусираща система. За прецизен контрол на лъча в електронно-лъчевата пушка е инсталирана електромагнитна дефлекторна система.
Втората йонна течност е двукапална. Смесите съдържат пепелни съединения като процент от 1-25 тегл.% Разреден в базово масло. Целта на добавките е да се намали триенето и износването във формулировки, които могат да достигнат концентрации от 25% от теглото на базовото масло, но също така могат да бъдат формулирани с чисти течности. Йонните течни смеси осигуряват по-голямо намаляване на триенето и износването, отколкото отделните йонни течности, или в чисти течности, или като добавки в базовото масло. Често подобряването на антифрикционните и износоустойчиви свойства е по-голямо, когато температурата е по-висока.
Всички процеси се извършват във вакуумна камера. Безвъздушна среда:
- намалява загубата на енергия от електрони от въздействието върху молекулите на въздуха;
- вероятността от оксиден филм върху заварените материали е почти напълно намалена;
- предотвратява образуването на дъгов разряд.
Като цяло, дългите вериги осигуряват най-добрите трибологични свойства и по-голяма устойчивост на корозия. Подобряването на сместа от йонния разтвор също има ефект, когато общата концентрация на добавките в базовото масло е 1%. Анионът има по-голям ефект върху термичните свойства от катиона. Оптично сензорно устройство за определяне на състоянието на разграждане на смазочното масло в схемата на смазване на машината. Настоящото изобретение обхваща областите на оптичните сензорни устройства, които, благодарение на оптичната спектроскопия, осигуряват състояние на разграждане на смазочно масло, циркулиращо през веригата за смазване на машина и, по-специално, моторни масла, които могат да съдържат смесени въздушни мехурчета в маслото и особено в мултипликатори на вятърни турбини.
За заваряване може да се приложи постоянно или импулсно напрежение с честота 100-500 Hz. По-ефективно е да се използва импулсно напрежение, особено при готвене на летливи метали: алуминий или магнезий. Енергията на лъча не се изразходва за йонизация на парите.
С правилния избор на честота и работен цикъл е възможно да се заварят тънки листове.
Метод и устройство за определяне на състоянието на разграждане на смазочното масло
Основната новост на сензора е свързана с добавянето на структурен елемент, който позволява измерването на въздуха, което обикновено е основната причина за онлайн спектроскопично изкривяване в схемите за смазване. Настоящото изобретение осигурява метод и устройство за определяне на разграждането на отпадъчни масла.
Устройство и метод за калибриране на отразяващата повърхност и метод за калибриране
Благодарение на метода и съответното устройство се улеснява наблюдението на деградацията на маслото в реално време. Вашата геометрия трябва да бъде "правилна", за да се концентрира ефективно слънчевата светлина на дълги разстояния. Критичният аспект на контрола е нормален за повърхността на огледалото. Методът за проверка, предложен в настоящото предложение, служи за измерване на нормалното спрямо огледалото при набор от точки от един и същ ред от 100 контролни точки по двете оси.
Видове заваръчни инсталации
Електроннолъчевите инсталации са камери (обработени продукти се поставят изцяло в камерата) и безкамерни (вакуум се създава локално, само на мястото на заваряване).
Стойността на работното ускорително напрежение на инсталацията се разделя на:
- ниско напрежение (10-30 kV);
- среда (40-60 kV);
- високо напрежение (100-200 kV).
Промишлеността произвежда универсални инсталации и специализирани. Универсалните системи могат да се използват за ремонт и експериментално заваряване на продукти. Специализирани системи са конфигурирани да произвеждат същия тип части.
Решението е да се използва масив от автоколиматори със същия размер като огледалото и с толкова автоколиматори като контролните точки, т.е. около автоколиматори са разположени на планината. След определяне на относителната ориентация на оптичната ос на автоколиматора, масивът може да осигури директни измервания на нормалната повърхност на огледалото пред всеки автоколиматор. Идеалното приложение е екипът за проверка на изхода на производствената линия на огледалото.
Метод за калибриране на преносими успоредни кинематични машини
Процесът на калибриране на паралелна машина е един от ключовете, който гарантира неговото изпълнение, особено по отношение на точността на неговите движения. В случай на преносима паралелна машина, която може да се преконфигурира при всяка употреба, е необходимо да се извърши такова калибриране преди всяка употреба на машината. Този патент осигурява решение на този проблем с помощта на бърз и точен метод за автоматично калибриране. Методът включва етапите на позициониране на позициониращите средства в най-малко три корпуса на детайла, позициониране на линейното измервателно устройство между всеки от корпусите на позициониращите средства и специална опора за машината, 3 - извършване на серия от движения на машината, регистриращи промяната в дължината и оптимизиране на параметрите на модела на базата на измервания, извършени в стъпка.
Системите могат да се използват не само за заваряване на метали, включително огнеупорни, но и за обработка на керамика, стъкло, диаманти и други материали. Инсталациите могат да се използват за:
- заваряване;
- рязане;
- гравиране;
- пробиване;
- допинг
- пръскане.
Някои единици са оборудвани с хоризонтален ротационен механизъм за обработка на тръбни части.
Двигателна тръба за линеен ускорител с четириполюсни постоянни магнити без заварени капачки. Системата се състои от ускоряване на частици чрез електрическо поле, генерирано от радиочестотен източник, и преминаване на лъча през тръба в "отрицателна" фаза на полето, където електромагнитът се слива с лъча на частиците.
По този начин бяха постигнати само задоволителни резултати на лабораторно ниво с голяма трудност за неговата индустриализация. Две патентни семейства във връзка с инвалидна количка с висока производителност. Първото семейство във връзка с механизма за вдигане на стола. Инвалидната количка съдържа част от седалката, която се движи спрямо долната част на стола посредством свързващ механизъм, съдържащ поне два лоста, които се въртят в противоположни посоки, за да повдигнат стола.
Съвременните инсталации се отличават със специално позициониране на гредата, така че се използват успешно в микроелектрониката. Например, MEBW-60, който се произвежда от Focus, може да заварява части от неръждаема стомана с дебелина от 0,02 mm или повече. Максимална дебелина на фугата до 12 мм.
Използване на заваряване в промишлеността
Разширяването на използването на ELS в промишлеността продължава. Въпреки някои недостатъци, като необходимостта от работа във вакуум и образуването на кухини в заваръчното тяло в някои случаи, EBW остава най-икономичният и точен метод на заваряване. Ефективната ефективност при електронно-лъчевата заварка е 85-95%. Тя е с порядък по-висока от тази на електродъгово заваряване.
Всеки лост може да бъде завъртян спрямо долната част, а ъгловите положения на лостовете определят както височината, така и наклона на седалката спрямо долната част. Второто семейство патенти във връзка с механизмите за разширяване на междуосието на стола; и разстоянието между задните колела, за да се увеличи стабилността на стола при движение на открито.
Слънчев колектор
Това е нова концепция за слънчев колектор с висока производителност. Устройството за термичен слънчев колектор съдържа първата прозрачна повърхност за слънчево лъчение, която поне частично ограничава охлаждащата течност, а първата повърхност съдържа покритие, което е прозрачно за слънчева радиация, така че топлоносителят директно получава част от слънчевата радиация. съдържат абсорбиращи средства от слънчево лъчение, което увеличава енергията, погълната от топлоносителя ELEM.
Без електронни лъчево заваряване Не правете по време на обработка:
- активни метали;
- термоустойчиви материали;
- подробности за отговорна цел;
- огнеупорни метали,
- продукти от керамика, камък.
Методът на лъчевото заваряване се използва за производство в металургията. Титанът се стопява от титаниева гъба с помощта на електронно-лъчеви пушки.
Паралелна кинематична машина
Това е нова концепция за паралелна кинематична машина с 6 степени на свобода. Шпинделът се намира в работното пространство на 5 телескопични скоби с регулируема дължина и ориентация. Той има шесто рамо, разположено в равнина, приблизително перпендикулярна на оста на главата, за да се увеличи твърдостта на системата. Конфигурацията на лостовете ви позволява да постигнете обем работа почти кубичен, като оптимизирате обема.
Електронно-лъчевото заваряване е процес на заваряване, при който се прилагат високоскоростни електронни лъчи към съединяваните материали. Частите се стопяват, когато кинетичната енергия на електроните се преобразува в топлина в момента на удара, а металът на присъединяване, ако се използва, също се топи в заваръчния шев. Заваряването често се извършва под вакуум, за да се предотврати разсейването на електронния сноп.
Японските строители на атомни електроцентрали използват лъчево заваряване за свързване на аустенитна неръждаема стомана, използвана в активната част на реактора, като се използват електронно-лъчеви инсталации. Проучванията показват, че качеството заварен шев, получени по радиален метод, в много отношения превишава дъговия заваръчен шев.
ELS се използват широко в електронната индустрия. Той запечатва микросхеми и полупроводникови устройства. Температурата на нагряване на продукта не надвишава 200 градуса. Заваръчна машина ELUMS-25 / 0.5, разработен в научноизследователската и производствената асоциация Orion, може да заварява златни проводници от микросглоби с диаметър 5 μm.
Топлината прониква дълбоко, което позволява заваряване на части много по-дебели, отколкото е възможно при повечето други заваръчни процеси. Обаче, тъй като електронният лъч е добре фокусиран, общата входяща топлина всъщност е много по-малка от тази на всеки процес на заваряване. В резултат на това ефектът на заваряване върху заобикалящия материал е минимален, а зоната, изложена на топлина, е малка. Изкривяването е малко, а част се охлажда бързо и, въпреки че това обикновено е предимство, то може да доведе до образуването на пукнатини във висока въглеродна стомана.
Почти всички метали могат да бъдат заварени от този процес, но най-често са заварени неръждаема стомана, свръхсплави и реактивни и огнеупорни метали. Този процес се използва широко и за заваряване на различни комбинации от различни метали. Опитът за заваряване на въглеродна стомана във вакуум причинява отделянето на газове от метала, когато се разтопи, така че трябва да се използва деоксидиране, за да се предотврати порьозността на заваръчния шев. Електронно-лъчевото заваряване е много подобен процес. лазерно заваряване лъч, с изключение на това, че електроните са фокусирани вместо фотони в случая на лазери.
Най-мощните и големи инсталации се използват в авиационната индустрия. Обемът на камерите е около 1500 кубически метра.
Напоследък, след известен спад в интереса към електронно-лъчево заваряване, поради общата криза в икономиката, започна работа по производството и развитието на нови технологии за електронно-лъчева връзка. Ако сте експерт в тази област и имате какво да кажете, добавите или спорите по темата, говорете в блока за коментари.
Предимството на използването на електронен лъч е, че лъчът няма тенденция да се различава, тъй като лазерните лъчи действат при контакт с частта. Количеството на вложената топлина и, следователно, проникването зависи от няколко променливи, предимно от броя и скоростта на електроните, действащи върху частта, диаметъра на електронния лъч и скоростта на движение. По-високият ток на лъча предизвиква увеличаване на подаването на топлина и проникване, докато по-високата скорост намалява количеството топлина и намалява проникването.

Електронно-лъчевата заварка днес е обещаващ начин за свързване на огнеупорни метални сплави. Тази технология може да се използва с високоякостни сплави, висококачествена стомана, алуминий и титан. Тази технология се основава на използването на топлина, която се освобождава, когато спирачките се ускоряват с висока енергия. Подобни технологии започнаха да се използват в металургията само с развитието на електронната оптика и вакуумната технология. Едно от предимствата на използването на тази заваръчна технология е неговото качество, както и възможността за работа с различни огнеупорни метали.
Електронно лъчево заваряване
При изпълнение заваряване Тази технология използва специална електронна пушка, която ви позволява да генерирате насочен лъч от високоенергийни заредени частици. Такъв насочен лъч нагрява метала, като осигурява висока температура на заварените ръбове. Електронният пистолет получава енергия от източник с високо напрежение постоянен ток, В този случай, цялата работа на такова оборудване се контролира от автоматизация, която позволява да се изключат токови удари, и следователно, заваряващата дъга има постоянна температура и необходимата интензивност.
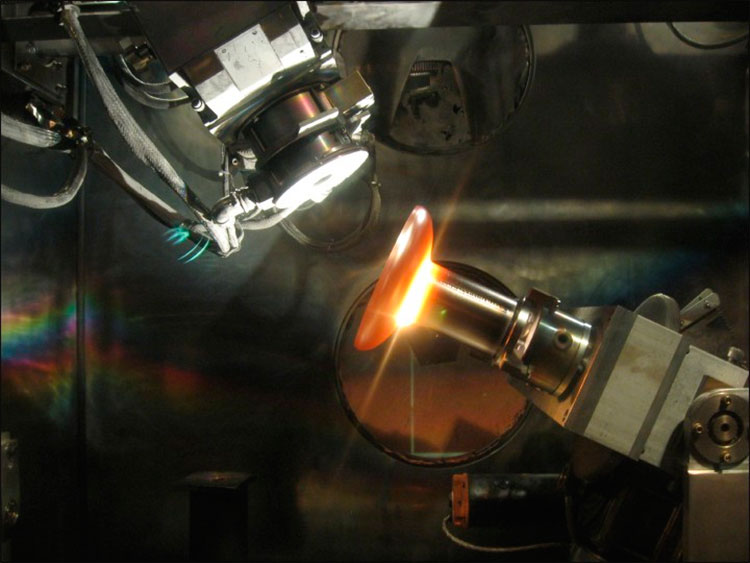
Една от характеристиките на тази заваръчна технология е необходимостта от преместване на електронния лъч по добре дефинирана линия на заваряване. За тази цел се използва специална магнитна система за огъване, която осигурява контрол заваряване дъга, За да се намали загубата на енергия на електроните поради сблъсъка им с молекулите на газа директно на място заваръчна връзка създава се вакуум, който гарантира максимална ефективност на тази технология и висококачествена връзка на метални елементи.
Технология за заваряване на лъчи
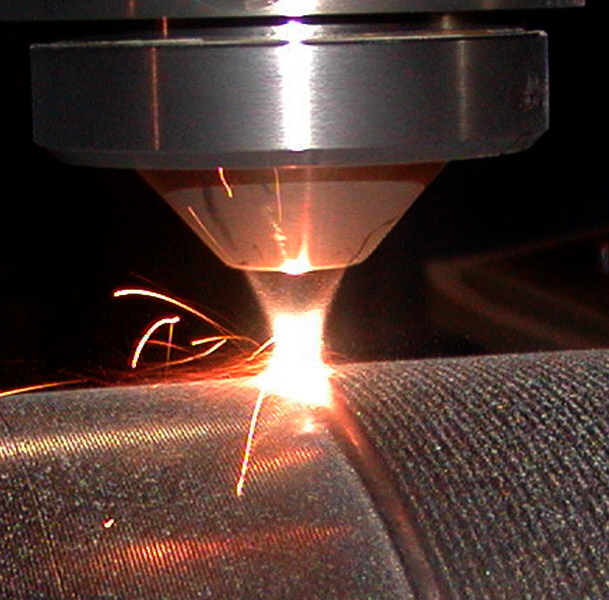
При извършване на такива заваръчни работи лъчът на заредените частици преминава през предната стена на свързващия шев и разтопеният метал постепенно се стича по страните, концентрирайки се в задната стена на свързващия шев, където скоро кристализира и се втвърдява. Това осигурява комбинация от метали на молекулярно ниво, което гарантира максимална якост на заваряване.

Възможно е извършване на заваръчни работи с непрекъсната греда, която се контролира с подходящ пистолет и магнитна отклоняваща система, както и с използване на импулсен електронен лъч. Този лъч има висока енергийна плътност и честотата на импулса е 100-500 гигагерца. Импулсният лъч се използва за заваряване на леки сплави и летливи метали. Имайте предвид, че импулсната технология може да се използва за работа с изключително тънки огнеупорни метални листове. Когато по време на заваряването се появяват подкоси, тънките ръбове могат да бъдат отстранени по-късно чрез осцилиращ електронен лъч на заваряване.
Монтаж на електронно-лъчево заваряване
Преди всичко бих искал да говоря за основните параметри за осъществяването на тази работа. Техните характеристики на лъчевото заваряване са следните:

- Точност на фокусиране на лъча.
- Общата продължителност на импулсите.
- Напрежение на ускорението.
- Скоростта на движение на заварената греда.
- Токът в получения лъч.
- Степен на вакуум
Изборът на определени заваръчни параметри в този случай ще зависи пряко от специфичните характеристики на съединените метали. Трябва да се отбележи, че качеството на тази работа ще изисква съответствие с точността на посоката на гредата по осите и коректността на сглобяването на частите. Ето защо е необходимо да се поддържат минималните и максимално допустимите разстояния в частите, които трябва да се съединят, в зависимост от това, да се изберат един или друг параметър на оборудването.
средства
Когато се използва лъч технология, можете да получите следните видове съединения на метални продукти:
- Corner.
- Lock.
- Butt.
- Гъз с използването на продукти с различна дебелина.
- Гъвкав с фланци.
- Зацепване със съединителните зъбни колела.
Характеристики на лъчевото заваряване
От особеностите на тази работа може да се подчертае следното:
- Заваряването чрез лъчева технология се извършва във вакуумна среда. Това елиминира разграждането на разтопения метал и осигурява възможно най-чистата повърхност.
- Концентрираната греда ви позволява да достигнете най-високите възможни температури. Металът под въздействието на такива температури бързо се топи, което позволява да се получи финозърнеста фуга с минимална ширина.
- При използване на други технологии за заваряване, възникват значителни трудности при работа със сплави, които са чувствителни към интензивността на отоплението. В същото време лъчевото заваряване може да се използва за работа с такива чувствителни на топлина сплави, включително високолегирани стомани, титан и алуминий.
Предимства и недостатъци
Предимствата на тази технология включват следното:
- Възможно е да се свържат керамика, огнеупорни метали и различни други продукти.
- При извършване на заваръчни работи се освобождава минималното количество топлинна енергия. Това намалява разходите за свързване на такива части.
- Осигурява се възможно най-високо качество на връзката. Дори когато се работи с метали, които са изключително трудни за заваряване с други технологии, можете да получите трайна и здрава връзка.
Ако говорим недостатъци, могат да бъдат подчертани следните:
- За осигуряване на вакуум в работната камера се използва специално скъпо оборудване.
- При работа с метални сплави с висока топлопроводимост, съществува риск от образуване на не-синтез.




