Технологичната карта на изпълнението на заварени връзки съдържа. Проблеми с гърба и ставите - пряк път към инвалидност! Как да се спасим и да забравите за болката, разказва на доктор по медицински науки, професор Бубуновски Сергей Михайлович
Маршрутизиране Заваряване - определяне на документ технологията и процеса на заваряване на специфични материали. Той описва важни технически спецификации и последователността на работата, необходима при създаване на заваръчен шев. Заваръчният шев е най-много слабо място В дизайна, следователно технологичната карта е разработена в съответствие със съществуващите Gtales и се контролира от специални инспектиращи услуги.
Създаването на карта започва с изследването на материала и избора на метода на заваряване. Анализ на условията, при които полученият дизайн ще работи. Въз основа на референтната литература и изчисления, заваръчни режими, броя на прохода, геометрията на заваръчния шев и останалите параметри.
Информационният технологичен процес на заваряване се състои от такива данни:
- информация и характеристики на заварени части;
- информация за приготвянето на връзката преди заваряване (формата на ръбовете, ъгъла и размера на аспекта);
- данни за количество, местоположение и размер на ленти;
- информация за това как е фиксирана част и как да се избегне деформация или смяна на позицията по време на заваряване;
- температура на околната среда, при която се допускат данни за заваряване или нагряване (ако е необходимо) преди заваряване;
- данни за оборудването, които могат да се използват и употребявани консумативи (електроди, заваръчна телзащитен газ);
- информация за режимите на заваряване (това, което ток и напрежение трябва да бъде изложено, скоростта на заваряване е посочена за автомобила, изчисленото потребление на газ и скоростта на заваряване на заваръчна проводник);
- информация за методите за проверка и контрол на получения шев за заваряване.
При изготвянето на карта основната част е изследването на материалите, които ще бъдат заварени, техните характеристики и свойства. Ако материалът от неизвестен произход и свойствата са неизвестни, тогава пробите се вземат и се дават на лабораторията за анализ и идентифициране на състава. Въз основа на получените данни се избират консумативи и се определят условията и метода на заваряване, най-подходящи за тези части. В реалност структурна стомана Той е произведен в строго съответствие със стандартите и шаблоните, така че технологичните карти за най-често срещаните метали и материали отдавна са създадени.
Технологичната карта се състои от списък на последователни произведения, чертежи и обяснения за тях. За да се избегнат разбивки, аварии и загуби, е необходимо да се възползват от развитието на процеса, тъй като това е цялостен комплекс от работа. Грешка на един от етапите може да доведе до това заваряване Дори се срина, ако всички останали операции бяха изпълнени.
Технологични карти за заваряване на метални конструкции
Той съдържа описание на обхвата на тази технология. Тук се посочва кои видове на тази технология, на какво разстояние и при какъв ъгъл трябва да бъдат прикрепени към свързващите части, за да се осигури надеждност и дълготрайност на структурата. Той показва при какви условия и при какви температури трябва да се прилагат заваряване (на открито или на закрито).
Следващата точка е най-обширната и най-важна в техническия процес. Той съдържа информация за самата заваръчна технология и техническите му параметри, състоящи се от такива подлеси:
- подготвителна работа и правила за тяхното поведение;
- тип информация заваръчна работа;
- описание на последователността на всеки етап на работа (монтаж на ленти, последователност от нанасящи шевове);
- схеми и чертежи, показващи къде се поставят лентите, като шевове се прилагат, обясняват им;
- условията, при които са направени правилата за сигурност;
- броя на изпълнителите и очакваното време за всяка операция и цялата работа като цяло;
- изчисляване на необходимите консумативи.
Последните точки ви позволяват да изчислите техническите разходи, времето на работата и техните ползи. По този начин е възможно да се промени процесът дълго преди да започне и коригира заваръчната работа. Процесът на техническия процес е приключил с изчисляването на ресурсите и фондовете, както и броя на хората и времето, необходимо за процеса на заваряване.
Технологична карта на заваряване на тръби
Той представлява документ, който се състои от такива основни елементи:
- обхват на техническия процес;
- общи разпоредби и препоръки;
- технология и организация на работата;
- изисквания за качество;
- и защита на труда;
- списък на използваната регулаторна и техническа документация и литература;
- технологични карти за заваряване.
Първоначално е посочено кой обекти е приложим тази карта. След това Б. общи разпоредби Описва:
- работна техника;
- условия по отношение на качеството и правилата за приемане на работа;
- събития за безопасност и защита на труда.
- видове работа, извършвани на реална технологична карта (заваряване на тръбопроводи, монтаж, подготовка на ръба).
Важна част е инструкциите за всички операции и последователността на тяхното поведение. Споменато за това как да се произведе предварителна визуална повърхност контрол. Тръба, спиране и разпределение Фитинги се проверяват за повреда, кухините се почистват и подготвят за сглобяването. Важна точка е да се посочи какво да направите, ако присъствието (повреда) е открито надхвърлянето на допустимите норми. Повърхностните дефекти се елиминират с шлайфане, докато остатъчната дебелина на стената не трябва да бъде по-малка от допустим минимален минимум. Краищата на тръбите със якета и страховете са подрязани. Когато заварената тръбна връзка, фабриката надлъжни или спирални шевове са задължителни, изместени с 75 mm един спрямо друг.
Безопасността включва инструкции, които трябва да бъдат извършени преди заваряване. Изискванията също така са посочени как да се оборудват платформата, върху която ще се извършва техническото монтиране на метални конструкции, използвайки заваряване и който се използва запас. Заваряването трябва да се извършва в съответствие с оперативните и технологичните карти, които са част от тази технологична карта на базата на диаметъра на навитите тръби.
Изискванията за качеството на работа съдържат методи за прехвърляне за проверка на заварките и допустимите отклонения. При незадоволителни контролни резултати се посочват процедурата и методът на корекция на дефектите.
Оперативните и технологични карти съдържат всички спецификации Необходимо за заваряване:
- заваряване на обекти;
- характеристики на тръбата;
- заваръчни материали;
- форма режещи ръбове и заваряване;
- подгряване (ако е необходимо);
- режими на заваряване;
- допълнителни изисквания и препоръки;
- списък и последователност на сглобяване и заваряване.
Технологичните карти заваръчни тръби и други метални конструкции са напълно идентични външен видНо се различават по съдържание и пълнене.
Заваряване - сложен процес, чието изпълнение следва да бъде направено в строга последователност на определени действия, които са свързани с приготвянето на метал, изпълнението на завареното съединение и последващия контрол. Заварен шев, ако не плащат за необходимото внимание, е уязвимо място във всеки заварен дизайн. Причината за това може да бъде в неравностойно положение в развитието на технология за заваряване или като цяло неговото отсъствие, недостатъчен контрол, неуспешен избор заваръчно оборудване и материали. В резултат на това голямото количество брак и загуби, направени от организацията, за да го елиминират. Можете да предотвратите правилно вредите за разработване на инструкции за заваряване и контролиране на нейното изпълнение.
И така, какво е технологична карта за заваряване? Технологичният процес на заваряване или както е наричан и заваръчна технологична карта, е документ, който е резултат от развитието на заваръчната технология на дадено съединение, в което са предписани най-важните технологични параметри за създаване на заварено съединение, всъщност Това е инструкция за заваряване на съединения. Технологичната карта на заваряването беше одобрена и въведена в активно действие от 1 януари 1984 г., преди повече от 30 години. При разработването на метална заваръчна технология, всяко заварено съединение трябва да бъде произведено в съответствие с развитието на заваръчната технологична карта.
Картата за заваръчна технология трябва да съдържа следните данни:
1. Информация за основния метал.
2. Информация за качеството и подготовката на заваръчната връзка: режещи данни (размерът на пролуката, величината на тъпотата, ъгъла на наклона и т.н.), за количеството и подреждането на лентите, данните за предварителните ръбове размерите на шева.
3. Данни за фиксиране на заварения продукт и възможно отопление. Както и последователност от пропуски в заварката.
4. Информация за използваното заваръчно оборудване и заваръчни материали. Изборът на заваръчни материали и оборудване се основава на различна информация, получена от литература, включително професионално заваряване (списания, статии), на собствения им опит, както и при припомняне на организации.
5. Информация за режим на заваряване в зависимост от метода на заваряване може да включва: заваряване. \\ T, ARC напрежение, скорост на заваряване, полярност по време на заваряване, потребление защитен ГазаРазрушаването на препоръчителните режими на заваряване може да доведе до заграбването на заваръчния метал и близката зона.
6. Информация за формата на заварените съединения, методи и обеми на контрол на качеството на завареното съединение.
Разработването на карта за заваряване започва с анализа на заварения материал и подбора на заваръчния метод. След това, анализ на условията, при които завареният дизайн ще работи и се определя от какво регулаторни документи Производството и работата на този дизайн се нормализират. Освен това, според регулаторната литература и на изчислените данни, режимът на заваряване се изчислява, изчислява необходимо количество Пасажи, заварена геометрия и други параметри.
Всяка технологична заваръчна карта получава идентификационния си номер, който се използва допълнително за обозначаване на техническа документация и спецификации на проекта. Самият предприемач е представен от карта на технологичния процес на заваряване, той поставя подписа си в долната част на формата.
По време на изграждането на обект в производството, комплектът трябва да бъде 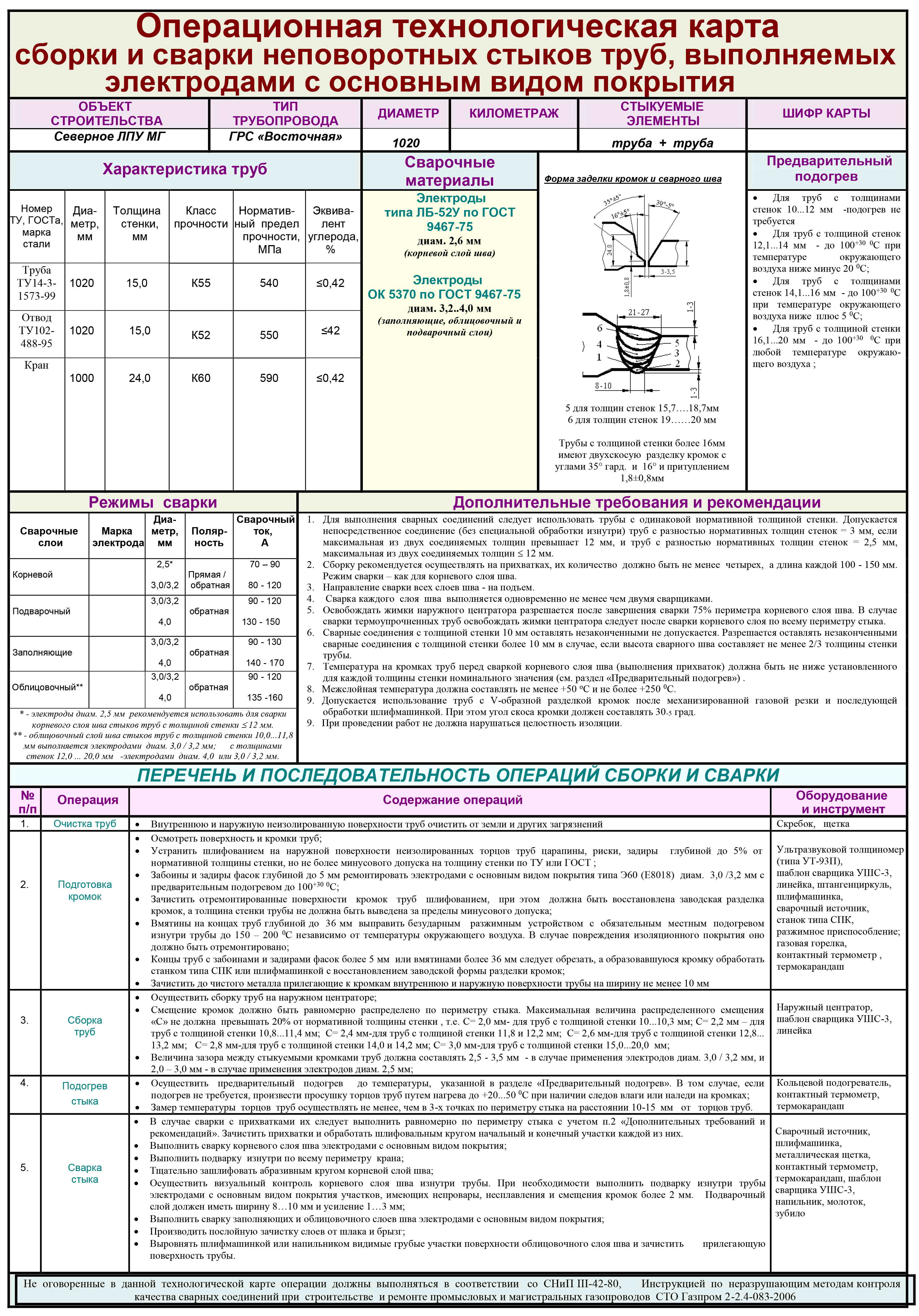 Технологични карти на всички използвани типове заварени връзки. Пълният набор от технологичния процес на заваряване се съхранява в отдела на главното заварчик. Заварчик при замяната на смяна получава технологични карти за заварени връзки, които изпълнява по време на работа. Инспекцията и контролът на подготвените ръбове и завършената заварена връзка се извършва от техническата служба за контрол в съответствие с раздела за контрол на качеството и тестване на заварени връзки. Така между услугите не се наблюдава объркване, тъй като всичко е необходимо, посочено в технологичната карта на завареното съединение.
Технологични карти на всички използвани типове заварени връзки. Пълният набор от технологичния процес на заваряване се съхранява в отдела на главното заварчик. Заварчик при замяната на смяна получава технологични карти за заварени връзки, които изпълнява по време на работа. Инспекцията и контролът на подготвените ръбове и завършената заварена връзка се извършва от техническата служба за контрол в съответствие с раздела за контрол на качеството и тестване на заварени връзки. Така между услугите не се наблюдава объркване, тъй като всичко е необходимо, посочено в технологичната карта на завареното съединение.
Във всяко предприятие, с организацията производство за заваряване Задължителни карти за заваряване се правят, в противен случай е трудно да издържат на параметрите, които са направени за качеството на извършената работа. Някои предприятия не могат да си позволят съдържанието на скъп инженерен състав на заваряването. Минимизира разходите за инженерни и технически работници и въз основа на споразумение и технически спецификации, в най-кратки срокове ще разработите набор от технологични заваръчни карти, както и оборудване и материали.
За да се получи качествен резултат от извършената работа при производството на заваряване, заварчарят трябва да се ръководи от документ, в който са правилно описани всички стъпки на заваряване върху изграждането на строителство. Неспазването на препоръките, дадени в технологичната карта, може да доведе до унищожаване на заварената връзка по време на работа, което може да доведе до необратими последствия.
Mi N унищожаването на съобщението на Съюза на SSR
Специалитети и член Анни Конструкция O- Технологии
B yuro строителство о онези hni ki sv iz
Одобрявам
S. Първоначалните ICA GRCs
А. I. ПОЛУН Иков
"27" mar t a 1 989
Маршрутизиране
На инсталацията на метални конструкции PBX метод
Електродъгово заваряване
Москва - 1989 година.
1 област на употреба
1.1. Технологичната карта е разработена от метални метални ключалки на PBX по метода на дъгова заваряване с нанесено от заваръчното оборудване и приспособление. Технологичната карта може да се използва като ръководство за i технологично коректни операции при заваряване на възли и подробности за личните лични достъпа в Avtales, кръст, Shakht и електрическо увеличение. 12. Съставът на работата, в сътрудничество на PBX, метода на заваряване в технологичната карта, включва: - заваряването на жлебовете е отворено за типа на директни участъци в ставата и ги заварява към скоби или коагми; - Заваряване на отворени прозорци под ъгъл от 90 °, привайски канали на настилки, когато преминават през стената, заваряване на главите вертикално върху Крачт Еях в стените; - заваряване на отворения тип на каналите, когато те са спустяли в рамката и при преминаване през припокриването на пода; - Въведение и заваръчни културни компютри Eynov в W AHTE; - монтаж на метални конструкции чрез заваряване в Shah T E и COOZ CE; - закрепена с метода на заваряване на основните жлебове към редиците на жлебовете и магията на канавката в шнубъгъла до 2,5 m; - Закрепване на СЗО, който вятърна работа на вятъра Groyoves за кръст, така че кадрите и рамки с и продуктивни датчици в CEO абонатен кръст. 1. 3. Работи върху ставите на компонентите и частите на металните конструкции могат да бъдат издадени в пратениците на A W Oz AL A, W AKHTY, до CSA, токоизправител и батерии ORNO. При извършване на суапове на работа, особено през зимата n eri od, тя трябва да бъде включена и точно за изтощение и когато заваръчните работи са изпълнени на мястото и мините, се препоръчва да се използват преносими вентилационни мустаци. В помещението и настаняването, Umun Umun на работата с ооди с готвене в злия висок е краят на тригоския долари, за да бъде законът на батерията на батерията с помощта на операционната система. При извършване на заваряване в помпосовия х с установено оборудване, оборудването трябва да бъде защитено от капки метални капчици и скала. четиринадесет. При обвързване на технологична карта към конкретен обект и условия на строителство, се определя обемът на работата, изчисляване на трудовата работа, техническите и презерваховите показатели и средства за механизация, като се вземат предвид максималното използване на паричния парк Mohan от MOH и устройства .2. Организация и технологии за извършване на работа
2.1. Подготвителна работа
2. 1.1. Подгответе техническите помещения, при които инсталирането на метални конструкционни сгради ще се използва чрез готвене, в съответствие с Gost 1 2.3.003.75, състоянието T 1 2.2.007.75 и ги оборудва с програмист инвентаризация. 2. 1.2. Доставете необходимите структури и тала за данни за импери на работа и ги поставете в съответствие с технологичната последователност на внедряването на Mon Taper Work. 2. 1.3. Проверете условията на работата и, ако е необходимо, оборудвайте работната зона в съответствие с "Правилата на оборудването на BoaRe и Fire Bezing Sunshine" (Snip III-4-80, Snip II -01-0 2-8 5) . 2. 1.4. Уверете се, че произведенията на протеина са смилане. 2. 1.5. Подгответе документация, инструменти и P RISPO SOBA, необходима, когато извършвате заваряване. 2. 1 .6. Уверете се, че оборудването за заваряване се управлява.2.2. Обща информация за заваръчни връзки
2.2. един. Завареното съединение се нарича елап на заварена конструкция, състояща се от две или повече части от структури и заваряване, свързващи тези части (виж GOST 5264-80. "SUTS с зареждащи връзки"). 2.2.2. При монтиране на метални конструкции, следните са следните съединения: Butt, Falc Eato Chna e, Brazers, ъглов. 2.2. 3. Бутонните връзки са най-прасковите заварени съединения, в които краищата или ръбовете на частите, свързани с него, се приемат с мен, така че между тях е имало разстояние от 1 - 2 mm. Детайлите за дебелина до 6 mm са смилане с едностранно шевове и повече от 6 mm - di с качулка. 2.2. 4. OSL естроно съединенията се извършват по пътя на един елемент на свързването на N и другия. Величеството на припокриването не трябва да бъде двойно с дебелина на дебелината на X-ръбовете от Делия. Подробности, когато заваряването с произшествия са от двете страни. 2.2 .5. Тарус съединения - съединения, в които край на един e Lemet граничат с повърхността на друг елемент от заварения дизайн при някакъв ъгъл. За да се получи твърд шев, разликата между с готвене трябва да бъде 2 mm 3 mm. 2.2.6. Ъгловата връзка се извършва на мястото на заварените елементи под директен или произволен ъгъл и заваряването се извършва по ръбовете на елементите с един или и двата от Торон. 2.2.7. Всички описани по-горе заварени съединения се извършват с шев, който е закален мелоларен метал, с ненужни елементи на заварения дизайн. Заваръчни заварки Аз съм разделен по следните признаци: при предоставяне на относително зависи (виж фиг. 1), според позицията в пространството (виж фиг. 2), във външната форма (виж фиг. 3).Фиг. 1. Позиция с варови шевове по отношение на текущите усилия и мен:
а) фланци, б) фронтални, в) наклонени
![]()
P е. 2. Позиция с варени шевове в пространството:
а) по-ниско, б) хоризонтално, в) вертикален, г) таван
Фиг. 3. Външни форми на заварени шевове:
а) изпъкнал, б) нормален, в) вдлъбнат
2.2.8. Диаметърът на електрод за готвене е монтиран в висящата дебелина от дебелината на готварските ръбове, гледката от Варна от връзката и размерите на шева А. За задни връзки практическата препоръка на DAC върху избора на диаметъра на нивото на леклото е взета в зависимост от дебелината на кроузора MOK: 2.2.9. При извършване на ъглови и маркови съединения на принципала, количеството на категорията на шеста се налага: с нож на шев 3 mm 5 mm, заваряването се произвежда от е-кожа с диаметър 3 mm 4 mm, и с nutrode 6 mm 8 mm, се използват електроди на диама за 3 mm 5 mm. 2.2 .1 0. Съгласно избрания диаметър, мустаците трябва да бъдат монтирани от ток за готвене, който трябва да бъде посочен на фабричния етикет, залепен за опаковката с електроди. 2.2. единадесет. Сумата от тока на готвене за ED-Lex 4 mm 6 mm може да бъде определена по формулата:
Y \u003d (40 ÷ 60) · d e,
Където Y е стойността от тока на готвене и; D E - DI AMB електрод, мм. 2.2. 1 2. Размер на заваръчния ток за електродите с диаметър 4 mm и повече от 6 mm може да бъде определен по формулата:
Y \u003d (20 + 6d д) · d e.
PR и това трябва да бъде изменено, като се вземат предвид дебелината на метала и позицията на заварката. Ръбовете и дебелината на ръбовете от 1, 3 d u 1,6 d Е. Изчисляваното откриване на заваръчния ток се намалява с 1 0 ÷ 1 5%, а с дебелината на ръбовете повече от 3 de - chiv AYUT е 1 0 ÷ петнадесет%. Заваряване вертикално I. таванни шевове Извършване на ток, на 1 0 ÷ 1 5% по-малко сетълмент. 2.2. 1 3. Метални електроди за електродъгово заваряване От него се извършва в съответствие с Gost 9466-75. "Електроди с метални покрития за ръчно заваряване на дъгата и настилката. Класификация, размери и общи технически изисквания I ". Инсталирани размери Gost:
маса 1
|
Диаметър на електрода, mm |
Дължина на електрода, мм |
||
|
въглероден и легиран тел |
от високо легирана жица |
||
2.3. Последователност и методи на работа
2.3. един. Правя събрание на SV Arched Post (виж ri p. 4) за какво:
Фиг. 4. с X EMA със съединение с готвене Poste за ръководство с готвене
А) създава електронния трансформатор в специално оборудван OM, в съответствие с "правилата на тези HN IKI безопасна тревога и пожарна безопасност", място. Изберете марката на заваръчния трансформатор в таблицата. 2.
Таблица 2.
|
Марка трансформатор |
Заваръчен ток и |
Напрежение, B. |
Номинална мощност, кв. |
Габаритни размери, мм |
Маса, кг. |
номинална работа |
||
|
номинален |
граници на регулиране |
|||||||
| TD - 306U 2 |
570 × 325 × 530 |
|||||||
| TD -0 6U 2 |
630 × 365 × 590 |
|||||||
| TD - 251U 2 |
420 × 260 × 450 |
|||||||
| TD - 500-4U 2 |
570 × 720 × 835 |
|||||||
| T DM- 31 7U 2 |
585 × 555 × 81 8 |
|||||||
| T dm-4 01u 2 |
585 × 760 × 848 |
|||||||
| T dm- 50 35 2 |
555 × 585 × 888 |
|||||||
| T dm- 50 2u2 |
720 × 845 × 780 |
|||||||
Ri s. пет. Скоби за дезинтети на рохетични проводници към заварния продукт:
а) външен, б) винт
E) свържете втория терминал на заваръчния трансформатор към електрически държача (виж riq. 6) с проводниците на RGD или RGDO (GOST 6731 -77E);
Фиг. 6. Видове електронна поща RO Dodorg в Бели
Д) Вие сте Birake с измерване на проводници за работа с работа с тяхната дължина не повече от 3 0 m на препоръчаните стандарти:
|
Най-голямата стойност на заваръчния ток и |
||||
| Провеждане на площ, mm 2: | ||||
| Единичен | ||||
| Двойно n wow. |
U l \u003d 1, 73jρl / s,
Където u l е празнота, в; J - заваръчен ток и; ρ е съпротивлението на проводниците, ома · m; L е дължината на проводниците, m; S е напречното сечение на проводниците, mm 2. Ако стойността u l надвишава разрешената с повече от 5%, е необходимо да се увеличи площта на телесното напречно сечение; з) записи за защита на очите и кожата на лицето с файл заваряване с щитове, Mas Kami или каски (GOST 1 361-69) (виж Ri p. 7).
Ri s. 7. Защита на телевизора CRE DS от експозиция от готварска дъга и метални пръски
2.3.2. Постъпленията за хранене на ENI, които са в съответствие с дизайна и задействането на VN, документацията на всички необходими домове, монтирани на стена, Kronech на тези в пратениците на автомобилните, кръстосаните, мините и електронните инсталации. 2.3.3. Смесете скобите на отворените улуци, прикрепени към стените към стените, преместете ги помежду си, така че разликата да остане между тях, p avny 1 m2 mm, заварявай индивидуалните участъци на улусите на улиците с Ronim швейцарски ( виж стр. 8) и заварява получената песен на главите към шоковете от две страни (с т.т 9) с ширината на главите на 400 ÷ 6 00 mm или от една страна по контролен начин - с a Ширина на недъвките 1 50 m 300 mm.
P и s. 8. Заваряване на жлебове с TYK
За да с агрегати въглища, основните улуци на PR са егресирани от две страни, както е посочено на фиг. девет.
Фиг. 9. Трябва да с улука към скобата или въглищата заедно с кръста
2.3.4. Преместете магьосника и инсулт на развесението на стаята в случая с поставянето на стаята, то се разтопява с магията и се фиксира (вж. Клауза 2.3.3), така че разликата между улуците е 1 mm 2 mm и произвеждат заваряване Magis инструмент вдлъбнатини с Tyk под ъгъл от 90 ° (с m. стр. 10 и фиг. 11). В същото време всяка страна лента и канавката ми забраняват от слънцето, с Торон.
Фиг. 11. Закрепване на багажника на кръстовище от 90 °
2.3.5. Ще развъждаме багажника около В в проход през мелодии до N с автоматизирани карнели (с м. Стр. 12). Заваряването се извършва с един с торон на канавката с затвор в зашеметен ред.
P е. 12. Проход Magis трафик над стената
2.3.6. Ние заваряваме вертикалните ствол на скобите h am, той е сгънат по стените на помещението (виж фиг. 13). Заваряването се движи към всяка скоба с три с Торон.
Фиг. 1 3. уличница леща в героя на гърлото
2.3 .7. Монтирайте състезанията на главните дневници в реда на рамката (виж стр. 14), като заваряването на жлебовете към короните на рамката на рамката, произвеждат от три страни на всяка странична роба.
Ri s. 14. Сгъл на жлебовете в реда на рамката
2.3.8. Присмехулете картите на жлебовете в средата на преминаването им през припокриването на пода (вж. Стр. 15). Когато произвеждате работа, армията на стволовите улуци към рамката е направена от двете страни на страничните ленти на канавката.
Фиг. 15. преминаване на багажници през припокриването
2.3.9. Монтирайте металните конструкции в минното помещение. Основите на скобата за прорез са заварени към фундаментните въглища. В горната част на скобите и се приготвят до стоманени ленти Е 3 0 × 4. Прилагане на прикрепването на ИНОВ Кронекс в мината е показано на фиг. шестнадесет.
Фиг. 1 6. Пример за инсталиране на скоби в мина
Закрепването на редиците на скоба между себе си и към стените на помещението е направено с помощта на 40 × 50 × 4 багажника, които са заварени към горните предизвикателства на скоби за катерене и въглища с стена. Частните улуци в помещенията и мините са заварени към основните въглища, с екстремни карнели на улука от двете страни (виж p. 9) и до останалите въглища - от една страна в поръчка за проверка (виж Ri s. 17 и ориз. Осемнадесет).
Фиг. 1 7. Състезават позицията и мястото на заваряване на клюки Бов в SH Ахт (приблизително
Фиг. 1 8. местоположение и място на заваряване на жлебове в W act e (p rez merne)
2.3. 1 0. Основни корнела закрепване на редиците скоби в мината се събират чрез заваряване в ставата (с m. Ri s. 19а) или nnales t (с m. Ri s. 19b).
Фиг. 19. Примери за снаждане на багажника x квадрат
2.3 .11. Има инсталации в улесните улеи по стените на мината. Пример за апартамент и места за заваряване на улуците. Дадено на фиг. 20 и фиг. 21.
Фиг. двадесет. Местоположението и мястото на заваряване на улуците в мината (приблизително)
Ri s. 21. Местоположение и места за заваряване на улуци в мината (приблизително)
2.3 .1 2. Монтаж на толокони в K RO SS E се произвежда по подобен начин на инсталиране на наблюдение на метал в Шах. Редиците на статистиката в кръста са монтирани помежду си и на стените, монтирани помещения на помещението с помощта на 40 × 50 × 4 багажника, които са заварени в рамката на кръстосаните и стените въглища. Монтажът на обикновените жлебове в кръстосания метод е направен подобен на планината в мината. Пример за инсталиране на жлебове над клетките калъф е показан на ri s. 22.
P е. 22. Изпълнявай Енкер от anvok и guits на четеки до Рос
2.3. 1 3. Закрепване на магическите жлебове към обикновената операционна система е облицована чрез заваряване с помощта на катастрофа, която е заварена към странични ленти на обикновени и багажници от двете страни (виж ri p. 23).
Фиг. 23. За да отговорите на багажника за обикновен
2.3. 1 4. Закрепване на каналите на багажника към основните канали в обхват до 2.5 m сервиране по метода с готвене, а багажникът за привързаност на телевизията се засилва с талански пръчки, заварени към двете странични ленти на канавката (виж стр. 24).
Фиг. 24. Закрепване на farthing до 2,5 m
3. 3.1 5. Закрепването на жлебовете за отглеждане на перица от цялото проводници е направено същото, но закрепването на главните жлебове в обхвата е до 2,5 м също чрез заваряване, използвано само използването на стоманена пръчка. Пример за закрепване на племената Lo Bov на фиг. 25.
Фиг. 25. Пример за закрепване на хром проводник за хромирани проводници
2.3. 1 6. Закрепване на рамката с тестови крикове в абонатния кръст се извършва чрез готвене. При измерване на рамката, методът на заваряване е показан на фиг. 26.
Ri s. 26. Закрепени рамки с гнезда на IP мъчения в Abon NTS KO Cross
2. 3.1 7. След инсталирането на метални конструкции е възможно да се почистят заварените съединения от Окалин, проверка на качеството на тяхното изпълнение и живопис на сива емайл. 2.3. 1 8. В процеса на тестване качеството на заварените съединения чрез изключително не инспекцията с 10-кратно увеличение, могат да бъдат открити дефекти. Видовете дефекти, които са дошли в процеса на заваряване, са показани на фиг. 27.
Фиг. 27. Изглед на дефекти по време на заваряване
2 .3.1 9. Отслабване с Варрна са свързани към терена на ARCO с последващите очи от скалата и покритието с едно с Лоземското море Ем Али.
2.4. Мерки за сигурност при извършване на заваряване
2.4. един. Корпусът на енергийните източници на дъгата (трансформатори), от спомагателното оборудване за готвене и заварените продукти заземяват превозното средство преди началото на работата. 2.4.2. Извършва се от мед m мед, един общ апел към специален болт с надписа "лед бла" върху тялото на източника на спада, аз съм дъга, а вторият край - на земята с гумата си. 2.4 .3. За да свържете заваръчен трансформатор към мрежата, се използват стенни кутии с хеликоптери, подготвители и скоби. Не е свикнала с LHNA CE 10 m. 2.4.4. Ако трябва да увеличите окабеляването на захранването, връзката се използва с твърда изолационна маса. 2.4.5. Захранващите проводници се суспендират на надморска височина от 2.5 - 3.5 m, а щорите на проводниците се състоят в тръбата Tallichki. 2.4.6. Заваряване Pro в s) трябва да се използва с добра изолация и да има напречно сечение, съответстващо на тока на заваряване. 2.4.7. SVETI филтри, които се вмъкват в наблюдението на плътта, маските или песъците, са избрани в съответствие с Gost 9497-60, в зависимост от заваръчния ток. Три вида парни типове са снабдени с вето: E-1 (за токове 30 - 75 а), E-2 (за течения 75 - 200 а), E - 3 (за течения 200 - 400 а), 3 - 4 ( За течения b ol 400 A). 2.4.8. Изглежда, че виждат очите на работниците, които помагат при извършване на работа с готвене, леките филми се използват в 1, 2 и С- 3. 2.4.9. Заваръчните работи се правят в SPE CodeGuard от брезент или пл. В панталони. 2.4 .1 0. При заваряване на тавана, хоризонтални и вертикални шевове, бар-и вертикални опаковки се носят и плътно плътно на върха на ръкавите за ръце. 2.4. единадесет. Заварените шевове Zaches търсят от шлака само след пълното охлаждане и не забравят да очисти с прости очила. 2.4. 1 2. Вентилационните поръчки към LZNA осигуряват кой дюгая с ръчни електроди за заваряване с висококачествено покритие от 4000 до 6000 m 3 на 1 kg консумация на електроди. 2.4. 1 3. Следните концентрации на вещества във въздуха са разрешени на работното място (в mg / m 3): m арган и неговите съединения - 0.3; хром и неговите съединения - 0.1; Олово и неговите съединения - 0.001; водороден флуорид - 0.5; Оксид и киселината - 5.0; Бензин, ReSin - 300.0. Концентрацията на Notox и прах повече от 1 0 mg / m3 не е позволена, ако съдържанието на кварцов в прах надвишава 1 0%, след това концентрацията на нетоксичен прах се оставя само до 2 mg / m3.2.5. Цифров квалификационен състав на изпълнителите
Работи по мода в Metalokons на транспортни камиони, методът на заваряване се извършва от връзката на общия брой на 3 души от овцете А, която включва: Mont Tazhn IR комуникация 5 Освобождаване и DAI Ma Onewarna A Connection е 4 пъти по-голям ред , единият от които е завършил курсове по методи. Заваръчни работи.2.6. Изчисляване на разходите за труд
Нормата на заваряването се състои и от подготвителното време - T N, за динамиката за времето - t o, спомагателно време - t b, допълнено време - t d и z от анксангов момент - t z.Където y \u003d 7.85 g / cm 3 - специфично плътно с тали, f \u003d 0, 5 5 s m 2 - поп железопътна секция W VA, l \u003d 1 00 cm - дължина на шев, d b \u003d 1 0 g / a · c - Coaf Fitizes на електродите на електродите, J \u003d 1 80 А е силата на начина на заваряване, купчина. \u003d 0.25 - коефициентът, като се вземе предвид организацията на труда, К - коефициентът на включването, като се вземат предвид органите на труда, на 1 00 cm шев, t o е основното време на изгаряне на дъгата. Изчисляването TR за вас трябва да бъде дадено в таблица. 3.
Таблица 3.
|
Обосновка (YENIR и т.н.) |
Име на творбите |
Единица за измерване |
Обхват на работа |
Времева ставка на единица измерване, човек-h |
Разходи за труд за целия обем, човек-h |
Цени на единица измерване, RUB.-COP. |
Разходите за разходи за целия обем, разтриване. - ченге. |
| Инсталация META LL Windows структури с метод за заваряване |
2.7. Схема за управление на качеството
Схемата за експлоатационно управление на качеството при извършване на работа по монтажа на ME TALL-конструкции по метода на заваряване е даден в таблица. четири.Таблица 4.
|
Име на операциите, които трябва да бъдат контролирани |
Контрол на качеството на операциите |
приложени услуги |
||||
|
производител на работа |
майстор |
|||||
| Подготвителна работа | Коректността на организацията на работника с това. Компетентност на заваръчното оборудване и осите H Adezn. Присъствието и коректността на необходимите структури и части | Визуално | Г за началото на работата с готвене метални прозорци | |||
| Качество, заварено с E denunions | Глупости пукнатини, пори, шлаки X включват Cheni, императив, привличане, изгаряния, кратер, неравномерна продажба на ширината на шевата, премествания заваряване x ръбове | Визуално, с лупа с 10 - множество от Мел | В процеса на заваряване | |||
3. Технически и икономически показатели
Трудова интензивност на произведенията, лице-dn. - Продължителност, ден. - броя на Anty инсталаторите, хората. - 3.4. Материални и технически ресурси
Необходимостта от инструменти и устройства води до таблицата. пет.Таблица 5.
|
Име |
Тип, Марк, ГОСТ, ТУ |
Номер, персонални компютри. |
Предназначение |
|
| Електрически проводник 300 A или 500 A |
ГОСТ 14651-78 E. |
За задържане на електрод за заваряване | ||
| Заваръчна телесна марка и PRGD L \u003d 3 m |
Gost 6371 - 77e |
За под комбинация от El ejector Ro Dootor | ||
| Свързване | За свързване на проводници | |||
| Наземен терминал | Имам свързан с заварената част | |||
| RTO RTC с DI електрическа дръжка L \u003d 200 mm |
Gost 17199 -7 1 |
За различни часове на работа по ремонт на заваръчна техника | ||
| Клещи, комбинирани в животни l \u003d 200 m m |
ГОСТ 17440 -72. |
|||
| Преустановяващ ключ номер 2 |
Gost 7275-75. |
За свързване на проводници | ||
| Чук 2. |
Gost 2310 - 70 |
За отстраняване на шева | ||
| ST E CLO Last (SV ETOTO ILTR) тип E-2, E - 3, E - 4 |
ГОСТ 9497 - 60 |
За N язовирско око от de i заваръчна дъга | ||
| Стъклена светлина E Размер 52 × 1 04 × 3 | За защита на светлината на филтъра | |||
| Метална четка за Cardol E NTE |
TU- 494-01 -104-76. |
За метене на рояци в повърхностите | ||
| Маска заварчик SS. |
ГОСТ 136 1-69. |
Да се \u200b\u200bпредпази от готварска дъга | ||
| Чисел |
Gost 72 11-72 |
За отстраняване на шева | ||
| Метър ме сгъваше съюзник |
ГОСТ 7253 - 54 |
за измерване на части и разстояния между тях | ||
| Транс за заваряване за RM AR | ||||
| Ел Е култура |
Gost 9466-75. |
Министерство на съобщенията на Съюза на SSR
Специализиран дизайн и технологично
Бюро за комуникация на строителни технологии
Одобрявам
Депутат. Главата на GRS.
А. I. Пралин
Маршрутизиране
На инсталацията на метални конструкции PBX метод
Електродъгово заваряване
Фиг. 1. Позицията на заварите по отношение на настоящите усилия:
а) фланци, б) фронтални, в) наклонени
![]()
Фиг. 2. Позиция на заварките в пространството:
а) по-ниско, б) хоризонтално, в) вертикален, г) таван
Фиг. 3. Външни форми на заварки: \\ t
а) изпъкнал, б) нормален, в) вдлъбнат
2.2.8. Диаметърът на заваръчния електрод е монтиран в зависимост от дебелината на заварените ръбове, вида на заварените фуги и размери на пробата. За челните съединения се получават практически препоръки за избора на диаметъра на електрода в зависимост от дебелината на заварените ръбове:
2.2.9. При извършване на ъглови и тавинг съединения, размерът на категорията на шеста се взема предвид: с нож на шев 3 mm 5 mm, заваряването е направено от електрод с диаметър 3 mm 4 mm и електродите с a Диаметър 4 mm 5 mm се използват с нож 6 mm 8 mm.
2.2.10. Съгласно избрания диаметър на електрода, величината на заваръчния ток трябва да бъде посочена на фабричния етикет, залепен за опаковката с електроди.
2.2.11. Мащабът на заваръчния ток за електродите 4 mm 6 mm може да бъде определен по формулата:
Y \u003d (40 ÷ 60) · de,
където Y е стойността на заваръчния ток и;
De е диаметърът на електрод, mm.
2.2.12. Мащабът на заваръчния ток за електродите с диаметър по-малък от 4 mm и повече от 6 mm може да бъде определен по формулата:
Y \u003d (20 + 6de) · de.
Тя трябва да бъде изменена, като се вземе предвид дебелината на метала и позицията на завалянето.
С дебелината на ръбовете от 1,3 d до 1,6 е, изчислената стойност на заваръчния ток се намалява с 10 ÷ 15%, а с дебелината на ръбовете на по-3de - увеличаване с 10% 15%. Заваряване на вертикални и таванни шевове се извършват с ток, 10% 15% по-малък от изчисления.
2.2.13. Метални електроди за дъгова заваряване са произведени в съответствие с Gost 9466-75. "Електроди с метални покрития за ръчно заваряване на дъгата и настилката. Класификация, размери и общи технически изисквания. "
Инсталирани размери Gost:
маса 1
|
Диаметър на електрода, mm |
Дължина на електрода, мм |
||
|
въглероден и легиран тел |
от високо легирана жица |
||
2.2.14. Допустими отклонения по дължината на електрод при ръчно направени до ± 7 mm и с машината до ± 3 mm. Допустими отклонения в диаметър в диапазона от -0.12 до +24 mm в зависимост от стойността на диаметъра и зададената степен на точност.
2.3. Последователност и методи на работа
2.3.1. Направете монтаж на заваряване (виж фиг.) За какво:
Фиг. 4. Схема на заваръчния пост за ръчно заваряване
а) Инсталирайте заваръчния трансформатор в специално оборудван, в съответствие с "Правилата за безопасност и пожарна безопасност", място. Изберете марката на заваръчния трансформатор в таблицата. .
Таблица 2.
|
Заваръчен ток и |
Напрежение, B. |
Номинална мощност, кв. |
Габаритни размери, мм |
Маса, кг. |
||||
|
номинална работа |
празен ход |
|||||||
|
номинален |
граници на регулиране |
|||||||
Забележка. Таблицата показва серийните освободени трансформатори за ръчно заваряване на дъгата. Трансформаторите се оставят да заменят с други подобни на употреба;
b) Свържете инсталирания заваръчен трансформатор към захранващата мрежа чрез превключвателя или магнитния стартер, като използвате проводниците на PRG (GOST 20520-80), ACPT или AKPRTN (GOST 13497-77E);
в) наземване на корпуса на заваръчния трансформатор, използвайки проводниците, посочени в параграф Б;
d) Свържете един от терминалите на заваръчния трансформатор към заварената част с клеча (виж фиг.) Проводници (GOST 20520-80), ACPT или AKPRTN (GOST 13497-77E);
Фиг. 5. скоби за прикрепване на заваръчната проводника към заварния продукт:
а) външен, б) винт
e) свържете втория терминал на заваръчния трансформатор към електрически държача (виж фиг.) Проводници или PBGO (GOST 6731-77E);
Фиг. 6. Видове електрически притежатели
д) Изберете напречно сечение на проводници за заваряване с тяхната дължина не повече от 30 m на препоръчаните стандарти:
|
Най-голямата стойност на заваръчния ток и |
||||
|
Площ, мм2: |
||||
|
единичен |
||||
|
двоен |
ж) с дължината на заваръчните проводници до 100 - 150 m, определяйте спад на напрежението по формулата:
Ul \u003d 1,73jρl / s,
където UL е спад на напрежението;
J - заваръчен ток и;
ρ е съпротивлението на проводниците, ома · m;
l е дължината на проводниците, m;
s е напречното сечение на проводниците, mm2.
Ако стойността на UL надвишава допустимата с повече от 5%, е необходимо да се увеличи площта на телесното напречно сечение;
з) използване за защита на очите и кожата на човека при извършване на заваряване с панели, маски или каски (Gost 1361-69) (виж фиг.).
Фиг. 7. Средства за защита на ефектите от заваръчната дъга и метални пръски
2.3.2. Направете монтаж в съответствие с дизайна и поучителната документация за всички необходими стенни квадрати, скоби в помещенията на заданието, кръстосаните, мините и електроцентралите.
Фиг. 9. Закрепване на канавката към скобата или въглерода по стената
2.3.4. Пропуснете багажния улей през дупката в стената на стаята, преместете го към улея за багажника, положен и фиксиран (виж p.), Така че пролуката между улуците е равна на 1 mm 2 mm, и да се направи заваряване на стволовите улуци в възел под ъгъл от 90 ° (cm. Фиг. и Фиг.). В същото време всяка странична ивица на канавката, кожена от всички страни.
Фиг. 11. Закрепване на багажника на кръстовище от 90 °
2.3.5. Заваряваме багажника в прохода през стената до въглища, монтирани на стена (виж фиг.). Заваряването се извършва от едната страна на едностранния шев на канавката в поръчка за проверка.
Фиг. 12. преминаване на основната жалба през стената
2.3.6. Заваряваме вертикалните ствол на скобите, фиксирани върху стената на помещението (виж фиг.). Заваряване се прави за всяка скоба от три страни.
Фиг. 13. Монтаж на вертикалния главен улей към стената
2.3.7. Монтирайте тригерите на стволовите улуци в реда на рамката (виж фиг.), С заваряване на жлебовете към скобите на рамката, произвеждат от три страни на всяка странична роба.
Фиг. 14. Сгъл на жлебовете в реда на рамката
2.3.8. Монтирайте расите на утайките на багажника в местата на преминаването им през порталното припокриване (виж фиг.). В производството на произведения, заваръчни ствол към рамката на дупката за преминаване, направете страната на главата на канавката от двете страни.
Фиг. 15. извисяващо устройство на стволовите улуци през припокриването
2.3.9. Монтирайте металните конструкции в минното помещение. Основите на скобата за прорез са заварени към фундаментните въглища. В горната част на скобите за заваряване към стоманената лента от 30 × 4. Пример за инсталиране на скоби в мината е показан на фиг. .
Фиг. 16. Пример за инсталиране на скоби в мина
Закрепването на редовете на скоба между себе си и към стените на помещението е направено с помощта на 40 × 50 × 4 мрежи, които са заварени в горната част на слотните скоби и монтираните на стената въглища. Частните улуци в помещенията на вала са заварени към основните въглища, а до екстремните улуци са заварени от две страни (виж фиг.), А до останалата част от въглищата - от една страна в знак на шахмат (виж фиг. . И фиг.
Фиг. 17. Местоположение и място на заваряване на улуци в мината (приблизително)
Фиг. 18. Местоположението и мястото на заваряване на улуци в мината (приблизително)
2.3.10. Основният монтаж на въглища на редовете скоби в мината се събира чрез заваряване в ставата (виж фиг. А) или VanBest (виж фиг. Б).
Фиг. 19. Примери за спливане на багажници
2.3.11. Осъществяване на въздушни улеи по стените на минната стая. Пример за местоположението и мястото на заваряване на улуците е показано на фиг. и фиг. .
Фиг. 20. Местоположението и мястото на заваряване на улуците в мината (приблизително)
Фиг. 21. Местоположение и място на заваряване на улуци в мината (приблизително)
2.3.12. Инсталирането на метални конструкции в кръста е направено подобно на монтажа на метални конструкции в мината. Редиците на статистиката в кръста са монтирани помежду си и на стените, монтирани помещения на помещението с помощта на 40 × 50 × 4 багажника, които са заварени в рамката на кръстосаните и стените въглища. Монтажът на обикновените жлебове в кръстосания метод е направен подобен на планината в мината. Пример за инсталиране на жлебовете над кръстосаните клетки е показан на фиг. .
Фиг. 22. Пример за монтиране на жлебове над кръстосаните клетки
2.3.13. Закрепването на утайките на багажника се извършва чрез заваряване с помощта на пръчка, която е заварена към странични ленти на обикновени и багажници от двете страни (виж фиг. 23).
Фиг. 23. Закрепване на главния улей на обикновеното
2.3.14. Закрепването на багажните жлебове към главните жлебове в Spang е до 2,5 m, се извършва от метода на заваряване, а улейът на багажника за якост се усилва от стоманени пръти, заварени към двете странида на канавката (виж фиг.) .
Фиг. 24. Закрепване на канавката в обхвата до 2,5 m
3.3.15. Закрепването на жлебовете за проводници на напречна греда се прави по подобен начин на закрепване на стволовите улуци в обхвата до 2.5 m, само чрез заваряване, само без използване на стоманени твърди пръчки. Пример за закрепване на каналите е показан на фиг. .
Фиг. 25. Пример за закрепване на хром проводник за хромирани проводници
2.3.16. Закрепването на рамка с тестови крикове в абонатния кръст се извършва чрез заваряване. Пример за закрепване на рамката чрез заваръчния метод е показан на фиг. .
Фиг. 26. Закрепваща рамка с тестови гнезда в абонатния кръст
2.3.17. След като се монтира метални конструкции, заварени съединения от мащаб, проверка на качеството на тяхното изпълнение и боядисване със сив емайл.
2.3.18. В процеса на проверка на качеството на заварените съединения чрез външна инспекция с 10-кратно увеличение могат да бъдат открити дефекти. Видовете дефекти, които са дошли в процеса на заваряване, са показани на фиг. .
Фиг. 27. Видове дефекти при заваряване
2.3.19. Дефектите на заварените връзки се коригират от лагер с последващо почистване от скалата и покритието с един слой от сив емайл.
2.4. Мерки за сигурност при извършване на заваряване
2.4.1. Корпусът на енергийните източници на дъгата (трансформатори), заваръчни аксесоари и заварени продукти са земята до началото на работата.
2.4.2. Извършва се заземяване меден проводник, единият край на който е свързан със специален болт с надпис "Земя" върху корпуса на източника на дъгово захранване, а вторият край на заземяващата гума.
2.4.3. За свързване на заваръчен трансформатор към мрежата се използват стенопични чекмеджета с превключватели, предпазители и скоби. Дължината на проводниците на захранването не трябва да надвишава 10 m.
2.4.4. Ако трябва да удължите електрическите проводници, се използва съединител с твърда изолационна маса.
2.4.5. Захранващите проводници се суспендират на надморска височина от 2,5 - 3,5 м, а разфасовъдните проводници са сключени в метални тръби.
2.4.6. Заваръчните проводници трябва да се използват с обслужваща изолация и да имат напречно сечение, съответстващо на заваръчния ток.
2.4.7. Леки филтри, които се вмъкват в отвора за наблюдение на щита, маската или шлема, са избрани в съответствие с Gost 9497-60, в зависимост от заваръчния ток. Осигурени са четири вида филтри за стъклени светлини: E-1 (за токове 30 - 75 а), E-2 (за токове 75 - 200 а), Е-3 (за течения от 200 - 400 а), 3 - 4 ( за повече от 400 течения, но).
2.4.8. За защита на очите на работниците, подпомагане при извършване на заваряване, се използват филтри B-1, B-2 и B-3.
2.4.9. Заваръчните работи са направени в гащеризони от брезент или плътна кърпа, в ръкавици и прическа, докато панталоните не трябва да се пълнят в обувки, джобовете - трябва да бъдат затворени с клапани, а сакото не трябва да се пълни в панталони.
2.4.10. При заваряване на тавана, хоризонтални и вертикални шевове, тарфните куфари се носят и плътно ги завързват на върха на ръкавите в ръцете.
2.4.11. Заварени шевове, почистени от шлаката само след пълно охлаждане и не забравяйте за очила с прости очила.
2.4.12. Вентилационните устройства трябва да осигуряват обмен на въздух при ръчни електроди за заваряване на дъга с висококачествено покритие от 4000 до 6000 m3 на 1 kg консумация на електроди.
2.4.13. На работното място (в mg / m3) са разрешени следните концентрации на вещества във въздуха: манган и неговите съединения - 0.3; хром и неговите съединения - 0.1; Олово и неговите съединения - 0.001; водороден флуорид - 0.5; азотен оксид - 5.0; Бензин, керосин - 300.0.
Концентрацията на нетоксичен прах е повече от 10 mg / m3, но обаче, ако съдържанието на кварцов в прах надвишава 10%, тогава концентрацията на нетоксичен прах се оставя само до 2 mg / m3.
2.5. Цифров квалификационен състав на изпълнителите
Работата по инсталирането на метални конструкции PBX по метода на заваряване се извършва от връзката с общ брой 3 души, която включва: линията на сглобяване 5 от разтоварването и два сглобяване на комуникация 4 освобождаване, единият от които е завършен курсове относно методите на заваряване.
2.6. Изчисляване на разходите за труд
Скоростта на заваряване - T е съставена от пет елемента: подготвително време - TP, основното време - до, спомагателното време - TB, допълнително време - TD и последното време - Tz.
където y \u003d 7.85 g / cm3 - специфичната плътност на стоманата,
F \u003d 0.55 cm2 - напречно сечение на шева,
L \u003d 100 cm - дължина на шева,
dB \u003d 10 g / a · h - коефициентът на повърхността на електродите,
J \u003d 180 A - текуща сила по време на заваряване,
Преврат. \u003d 0.25 - коефициент, като се вземе предвид организацията на труда, \\ t
k - коефициент, като се вземе предвид организацията на радика на 100 см,
това е основното време на изгарянето на дъгата.
Изчисляването на разходите за труд е показано в таблица. .
Таблица 3.
|
Име на творбите |
Единица за измерване |
Обхват на работа |
Времева ставка на единица измерване, човек-h |
Разходи за труд за целия обем, човек-h |
Цени на единица измерване, RUB.-COP. |
Разходи за разходи за целия обем, RUB.-COP. |
|
|
Монтаж на метални конструкции PBX чрез метод за заваряване |
Устойчиво Интервю с експерт
24.09.2016 , 10:32
Проблеми с гърба и ставите - пряк път към инвалидност! Как да се спасим и да забравите за болката, казва на лекаря медицински науки, Професор Бубуновски Сергей Михайлович
2015-10-25От редакцията: според статистиката, всеки 8 руски страда от остеохондроза, различни заболявания на ставите (артрит, артрит, радикулит). Изглежда не мъртво, но ... Първо, пациентите трябва да не живеят, но съществуват. И тогава, поради ограничаването на мобилността, има свързани болести като херния, метаболитни нарушения и липса на възможност за ходене. Как да се отървем от проблемите с мускулно-скелетната система и да станете здрав човек, ние попитахме доктора на медицинските науки, професор на Бубуновски Сергей Михайлович
Здравейте, Сергей Михайлович. Кажете ми: вярно ли е, че такъв не е смъртоносен, на пръв поглед, болести, като радикулит и остеохондроза, могат да причинят по-сериозни заболявания? И вярно ли е, че всеки 8-ми руски е болен?
Добър ден, Ирина. От остеохондроза и радикулит не умират. Но има една важна точка - ако те не ги лекуват, буквално за шест месеца се появява букет от съпътстващи заболявания. Това е увеличение на теглото и гръбначната кривина и метаболитни нарушения. И какво е най-лошото - на най-новите етапи в ставите може да се появи томпи, които водят до рак.
Например, без лечението на херния може да се превърне в злокачествен тумор. Да, може да се управлява, но ... това е гърба. Можете да останете инвалиди.
За статистиката: За съжаление, повече от 50% от населението на Русия страдат от остеохондроза и радикулит в агрегата. И това е най-ужасно - това заболяване "по-младо". Ако по-рано, хората от 40 години бяха третирани за лечение, тогава започнаха да идват младите хора.
Ето защо, ако гърба, шията или ставите, не трябва да бъдат болни, не пишете всичко за умора. Най-вероятно една от тези болести достигна.
- Какво да правим в такава ситуация?
Ще отговоря - лекувана. Само има два проблема.
Първото: В повечето болници няма хирург-ревматолози, които могат да диагностицират и пишат диагноза във времето.
Второ: Градските ревматологични хирурзи често не се задълбочават по същността на проблема, тъй като тези заболявания се считат за хронични и не са опасни. Те просто предписват гелове, които премахват болезнените усещания и препоръчват да правите зареждане. Това е в резултат на това човек остава един по един с неговия проблем и болка.
Разбира се, нашият институт, лично и моят екип се опитват да решат тази ситуация. Но за съжаление не можем да дадем заповеди в областта на клиниките и да регулираме ситуацията.
Затова решихме да отидем по друг начин и наскоро извърших истински пробив вътре международен проект "Без болка". Ние сме уверени, че ще спомогне за промяна на ситуацията в страната и ще помогне на хората да живеят пълен живот.
- Това е, вече имате решение на проблема с болката в гърба, шията и ставите?
Да, има. В рамките на проекта имаме достъп до първата подготовка, създадена по тази програма -. Преди това този агент не беше предоставен на Русия, тъй като няма разрешение и необходимия капацитет и всички налични партии бяха изкупени в Китай и САЩ. Постигнахме се да участваме в разработването и изследванията на кремавия крем и сега става дума за Русия!
- Какво точно е пробивът, какво е това лекарство?
Артропант - доказан крем за борба с болката в ставите, артрит и артроза, той просто рестартира тялото и включва регенериране на повредени клетки. Това означава, че елиминира причината за болката и връща гръбнака, ставите в оригиналното, нормално състояние. Това е в резултат на това пациентът не е просто да се отървете от симптомите, но става напълно здрав човек.
Първоначално артропатът рестартира системата за регенерация на тялото, минаваща синдром на болка. Вече в две или три седмици лечението ще бъде завършено и най-важното е, че не е позволено да се появи отново болка, незабавно повтаряне на курса.
- Кремът "артропант" помага само от остеохондроза, радикулит и артроза?
Не само. С него можете да излекувате всяко заболяване, свързано с заболявания на ставите или гръбначния стълб - артрит и артрит, Ishias, ревматизъм, радикулит и остеохондроза, дискове за изместване. Тя може да се използва и в спора и натопиши, за да се премахнат "тежестите" (мазнини находища в областта на четвъртия прешлен), наранявания, фрактури, дислокации и много други заболявания.
Това е много интересно средство. И това е вярно, той се отърва от всички тези заболявания, а не просто елиминира болката?
Крем "артропант" и елиминира болката (при началните етапи на лечение) и напълно елиминира заболяването. Сега това е единственият по рода си, който наистина помага.
- така се оказва, че артропатът може да бъде закупен в Русия? И между другото, къде се произвежда?
Да, сега артронтагентът може да бъде закупен в Русия. Това стана възможно поради факта, че се присъединихме към проекта и помагаме. Артроперът е направен на древната рецепта за селкюсуи, обитаващи северозапад от Сибир. Рецептата се предава от поколение на поколение и продължава в най-строгата тайна.
Освен това Министерството на здравеопазването реши да участва в програмата и да компенсира разходите за доставка. Ето защо кремът "Artport" е 2 пъти по-евтин, отколкото се прилага в други страни.
- Къде мога да купя артропант?
Искахме да започнем мащабно прилагане в веригите за аптека на страната, но за съжаление, аптеките не искат да продават артропантния крем под себе си и да искат голям процент.
Ето защо ние отказахме такава идея и решихме да запазим наличните разходи и да позволим възможност да се възстановят колкото е възможно повече хора. Сега купуват крем може да бъде на официалния уебсайт на проекта.
Доставката се извършва по пощата, наложен платеж, а за използването на крем не се нуждаят от специализиран контрол - лечението възможно най-просто.
Сергей Михайлович, благодаря ви за интервюто! Може би искате да кажете нещо на нашите читатели, преди да кажем сбогом?
Да разбира се. Искам да насоча вниманието на читателите, че болестите на гърба и ставите са "по-млади" и дори слаба периодична болка - причината да се обърне внимание на проблема. В същото време спасението на здравето му зависи пряко от вас. Лекарят няма да ви убеди да бъдете лекувани. Всички в ръцете ви.
Също така трябва да се помни, че заболяванията, произтичащи от болки в гърба и ставите, не само носят дискомфорт. Те ви лишават нормалния живот и скъсявате живота си за 10-15 години. И със сметаната "артропия" ще спасите тези години и можете да живеете нормално.
Благодаря ви, Сергей Михайлович! И ви напомняме, че в коментарите можете да зададете въпросите си или да оставите мнението за кремавия крем.
P.s.: След интервюто поискахме Сергей Михайлович. И за читателите на нашия сайт сега има възможност да поръчате крема "артропант" с допълнителна отстъпка! И завинаги забравете за болестите, свързани със ставите и гръбначния стълб
Обяви Ирина Махагонова
Снимки от отворени източници




