Woni 13 55 Описание. Електроди за инверторно заваряване: какво трябва да знаете
Електроди на UONI 13/55 в околната среда професионални заварчици получавате само положителни отзиви. А начинаещите се страхуват да използват тези палави пръчки.
Използват се за конструкции, тръбопроводи от нисколегирана и въглеродна стомана, изискващи повишени характеристики на еластичност и якост на заварката. В тежки климатични зони.
Технически характеристики на заваръчните електроди UONI-13/55
Помислете:
- общи характеристики;
- механични и химични свойства заваръчен шев;
- допустима позиция на шва;
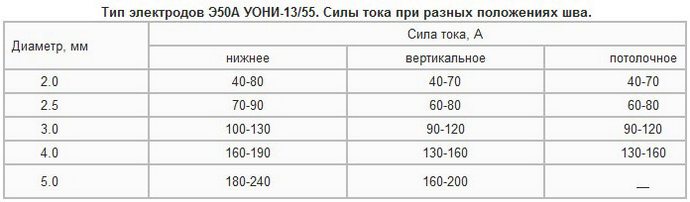
- стойност заваръчен ток;
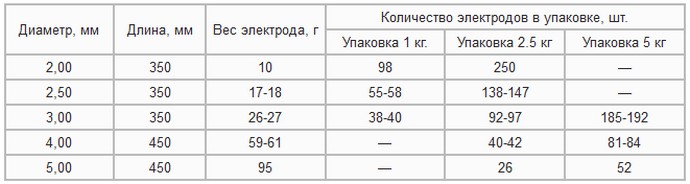
- тегло и брой на електродите в един сноп;
- цената на една опаковка.
1) Общи положения технически характеристики:
- тип връзка - дъга, ръчен, постоянен ток на обратна полярност;
- покритие (покритие) - основно;
- прът е изработен от или Sv-08A;
- коефициент на напластяване - 9 g / A · h;
- консумация на заваръчни пръти на 1 кг заваръчен метал 1,6 кг.
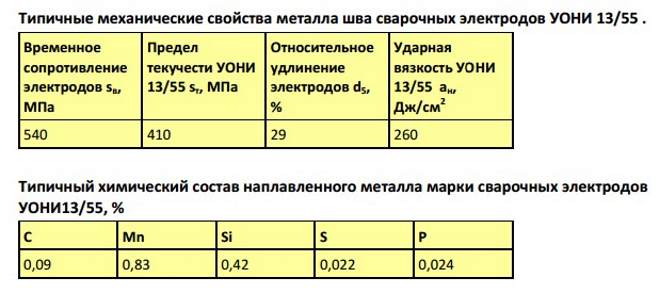
2) Механични свойства:
- временно съпротивление, N / mm2 - 420-540;
- относително удължаване не по-малко от 22%;
- якост на удара, j / cm2 не по - малко от 128.
Масова част на химичните елементи в заваръчния шев (таблица):

3) Пространствени положения на заварката. Електродите UONI 13/55 с диаметър от 2 до 4 mm се използват за заваряване във всички пространствени положения, с изключение на вертикалните (отгоре надолу № 5).
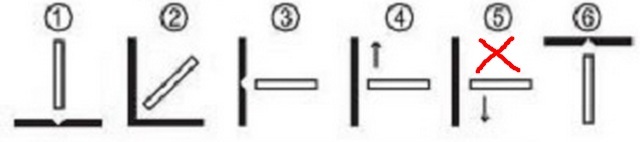
Гледайте видеоклипа (по-долу), където лицето отхвърля това писмено правило. Пръти с диаметър от 5 мм се използват за хоризонтален, по-нисък и вертикален режим (отдолу).
видео: личен опит при използването на SSSI 13/55 във всички пространствени позиции.
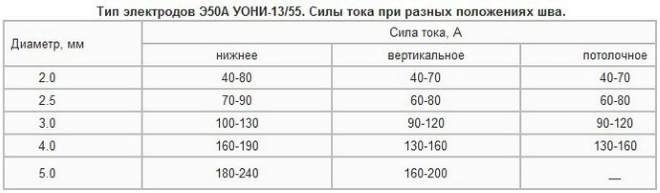
4) Размерът на заваръчния ток. При заваряване с електроди EONA UONI 13/55 изборът на ток в зависимост от диаметъра на прътите и положението на заваръчния шев е представен в таблицата.
5) Изчислете броя на прътите (парчетата) в опаковката и теглото на електрода в грамове ще помогне на масата.
6) Цената за опаковка UONI 13/55 варира от 400 до 750 рубли. Цената варира от теглото на опаковката, производителя, региона. Средно цената на килограм продукти започва от 100 рубли.
Предимства на използването на SSSI 13/55:
- получаване на силна заварка;
- намаляване на разхода на електрод с 15%;
- напластяването се увеличава с 10%.
Как да сменим UONI 13/55 (аналози): \\ t
- Basic One;
- ELGA;
- AV-66;
- ОК 48.00 и 48.05.
Как да готвя с електроди UONI 13/55
Препаратите, приготвени за съединението, се почистват от масло, скала и мръсотия. Калцинирането на електродите на UONI 13/55 се извършва за 1 час, при температура от 300 ° С.
Заваръчните работи, извършвани в нестабилна електрическа мрежа, обикновено не се извършват без участието на инвертор. Въпреки това, за ефективното и висококачествено функциониране на инвертора ще са необходими електроди, например домашни заваръчни електроди SSSI, чиито характеристики ще разгледаме по-долу.
Накратко за най-важното
Използването на инвертор е препоръчително при такива обстоятелства, тъй като този апарат е един вид заваръчно устройство, преобразуването на електрическо напрежение, в което се извършва без участието на трансформатор, и с помощта на специализирано електрическо устройство - инвертор. са особено популярни в този занаят, поради неговите положителни качества, които ги отличават от благоприятна страна от устройства от различен тип, но от подобно приложение.
По този начин, отличителното качество на инвертора - способността за работа в условия на пренапрежение на напрежението на електрическата мрежа. Също така, това устройство ви позволява удобно да регулирате работните параметри в широк диапазон от токове, а благодарение на стабилна електрическа дъга се постига висококачествена връзка на различни метали.
Има обаче сходства в работата: за инвертора, както и за обикновеното трансформаторно устройство, ще са необходими заваръчни електроди. За да работи инверторът, ще са необходими заваръчни заваръчни електроди (топене) с различни диаметри. Съставът на катодите се избира в зависимост от маркировката на съединяваната стомана.
Изборът на неразделна част от заваряването
При избора на катод е необходимо да се вземат предвид следните фактори:
- Състав на покритието на катода;
- Катоден разход за количеството на присъединяващия се метал;
- Скорост на отлагане на катоди.
Ако се интересувате от най-добрите електроди, тогава при избора им, първо трябва да се обърне внимание на диаметъра на шва, който трябва да се съедини, както и на дълбочината на проникване. Трябва да се отбележи, че изборът на оптимално сечение на катода, полярност, сила на заваръчния ток и други важни параметри зависят пряко от тези индикатори.
Често се използват катоди
Заваръчните електроди се избират в зависимост от видовете свързани стомани и затова си заслужава да се информират за това.
Популярни модели:
- UONI 13/55, OZS-6, OZS-4, UONI 13/45 (нисколегирана стомана);
- Заваръчни електроди МР 3, ЛБ-52У, УОНИ 13/55, ОЗС-12, ОЗС-4, ОЗС-6, МП-3С (въглеродна стомана);
- ANO-4, ANO-6 (нисковъглеродна стомана);
- ОЗЛ-6, ЦЛ-11 (неръждаема и високолегирана стомана);
- OZCH-2 (за работа с чугун);
- T-590 (за метални настилки).
UONI 13/55: описание и характеристики
Електродите от марката UONI 13/55 са предназначени за заваряване на особено важни метални конструкции от нисколегирани и въглеродна стоманакогато шевът е подложен на повишени изисквания за еластичност, якост. Заваръчните електроди от битовия марка UONI 13/55 позволяват да се правят висококачествени връзки в различните им пространствени условия чрез: постоянен ток обратна полярност.
Технически параметри:
- Покритие UONI 13/55 - основно;
- Скоростта на отлагане - 3.5 g / A · h;
- Потреблението на катод на 1 килограм отложен материал е 1,7 килограма;
- Повърхностно изпълнение с катодна дебелина от 4 мм - 1,4 кг / час.
предимства:
- Сертифицирани доказателства, че SSSI 13/55 е най-висококачествените електроди, произведени в домашни пространства;
- Електродите позволяват производството на заварки, които са устойчиви на образуването на кристални пукнатини, както и на ниско съдържание на въглерод;
- Идеален за производството на съединения в нестабилно захранване.
Марка катод MR-3
Заваръчни електроди MR-3 - един от най-разпространените катоди, продавани на вътрешния пазар на електрически уреди. Тези електроди се използват при отговорно заваряване метални конструкцииизработени от нисколегирани и въглеродни стомани.
Разглежданите заваръчни елементи осигуряват непрекъснато изгаряне на електрическа дъга, равномерно заваряване на шева, повишена здравина по време на всички етапи на работа. Универсалността на тази марка катоди се състои в това, че те могат да произвеждат висококачествени заварки чрез променлив и постоянен ток. Заедно с тази маркировка, производителите произвеждат марката MP-3M, която има илменитово покритие.
Катоди OK 46
Заваръчни електроди OK 46 - отлични топилни електроди с рутилово покритие, които са универсални. Благодарение на тях се постигат специални характеристики на заварката, включително повторно запалване на електрическата дъга. Трябва да се отбележи, че тази марка е подходяща за кратък корен, както и за висококачествен метал.
Процесът на заваряване чрез използването на тези катоди се съпровожда от намалено подаване на топлина, поради което процедурата става доста привлекателна с широки празнини в медоносните заготовки.
Тази марка катоди осигурява илменитово покритие. Илменитовият концентрат е част от катодите на тази марка, освен това е основният им компонент. Този концентрат е естествено съединение на титанов диоксид и желязо.
Илменитовият концентрат се използва широко при свързването на листове с галванично покритие. Забележителна характеристика на илменитовото покритие е липсата на чувствителност към ръжда, замърсени повърхности. Това устройство е по-напълно възможно да се използва за свързване на корабни стомани и въглеродни структури. Диаметрите варират от 2-5 милиметра.
Оптималните заваръчни параметри се постигат чрез прилагане на висококачествени помощни средства, знания, оборудване. Така всичко е в ръцете на заварчика.
Работата по заваряване често трябва да се извършва не само на някои предприятия, но често на работниците по домовете се поема и тази трудна задача. Но степента на сложност на заваряването се състои от много критерии, например модел заваръчна машинаизползвани от домашни занаятчии.
Но знаейки, че електрическите мрежи много често работят нестабилно, тогава, съответно, не може да се направи заваръчния инвертор. Но работата на такава машина за заваряване е невъзможна, ако не използвате електроди. Те се продават както в опаковки, така и индивидуално. Но съставът на техните катоди трябва да бъде избран, на базата на каква стомана ще се свържете.
Как да изберем правилните електроди за заваряване?
За висококачествена работа на заваръчната машина са необходими електроди, които не се произвеждат само в чужбина. Сега на рафтовете на строителните магазини има богат избор на заваръчни материали от местно производство.
При закупуване на електроди следва да се имат предвид следните им свойства:

Катодът играе важна роля в електрода, но има и много други качества, които трябва да се имат предвид. Така че, когато го купувате, се вземат предвид следните фактори:
- Properties.
- Диаметър на свързания шев.
- Дълбочина на проникване
Ако отидете до магазина за електроди, трябва вече да имате представа каква ще бъде неговата цел, т.е. каква стомана трябва да станат.
Основни марки
 Заваръчната машина не може да направи без електроди, но строителният свят е толкова разнообразен и разнообразен, че понякога домашният майстор просто се губи в това, че все още трябва да избере от целия списък, който му се предлага.
Заваръчната машина не може да направи без електроди, но строителният свят е толкова разнообразен и разнообразен, че понякога домашният майстор просто се губи в това, че все още трябва да избере от целия списък, който му се предлага.
Но бих искал да обърна внимание на няколко марки, които се считат за най-добрите сред всички. На първо място, това са електроди от марката UONI, които отдавна са доказали своето качество и характеристиките на които ще бъдат обсъдени малко по-късно.
 Вторият тип електрод е MP3. Тази марка е най-често срещаната. Най-често се използва извършване на заваръчни работи не е най-критичните структурикоито са направени от техните въглеродни стомани, и могат също да бъдат нисколегирани.
Вторият тип електрод е MP3. Тази марка е най-често срещаната. Най-често се използва извършване на заваръчни работи не е най-критичните структурикоито са направени от техните въглеродни стомани, и могат също да бъдат нисколегирани.
Основното предимство на този електрод е, че електрическата дъга гори непрекъснато и по този начин отива равномерно проникване на съединения метали следователно, такава сила на цялата работа. За работа с тази марка може да се използва като променлив и постоянен ток.
 Друга обща марка електроди е ОК 46. Те са не само добри за процеса на заваряване, но също така имат такова покритие като рутил. Поради това, заварен шев Оказва се, че е траен и надежденВ края на краищата, той дори ви позволява да запалите отново самата електрическа дъга. Но не всяка операция на заваряване може да се извърши с този катод, тъй като тя е по-подходяща за, например, метално прилепване или за създаване на корен заварка.
Друга обща марка електроди е ОК 46. Те са не само добри за процеса на заваряване, но също така имат такова покритие като рутил. Поради това, заварен шев Оказва се, че е траен и надежденВ края на краищата, той дори ви позволява да запалите отново самата електрическа дъга. Но не всяка операция на заваряване може да се извърши с този катод, тъй като тя е по-подходяща за, например, метално прилепване или за създаване на корен заварка.
Технически характеристики на UONI 13/55
 Към днешна дата има голямо разнообразие от марки електроди. Сред всички най-популярни и най-популярни са електродите на местното производство UONI. Тази абревиатура означава - универсално покритие на изследователски институт.
Към днешна дата има голямо разнообразие от марки електроди. Сред всички най-популярни и най-популярни са електродите на местното производство UONI. Тази абревиатура означава - универсално покритие на изследователски институт.
Така че, марката UONI е предназначена за извършване на всякакви заваръчни работи с метални конструкции с високо качество и поддържане на високо ниво на пластичност. такъв електродите могат да се използват дори в най-тежките климатични условиякъдето най-често продуктът е нормален заваряване е невъзможно.
SSSIs вече са използвали много от най-сериозните конструкции в заваряването и дори са преминали през редица задължителни тестове, доказвайки, че помагат да се получи такава заварка по време на заваряване, която е пластмасова и има необходимата издръжливост.
Нека отново да се спрем на онова, което е едно и също технически параметри UONI електрод. Тя има основно покритие и играе важна роля. Скоростта на отлагане е 3.5 g / A h Разходът му е малък, така че е известно, че електроните на UONI се консумират около един на килограм отложения метал, т.е.
Има такива електроди и техните предимства пред другите. На първо място, шева е много високо качество. Свойствата на тези шевове са такива, че те дори не образуват кристални пукнатинии те също съдържат доста ниско съдържание на въглерод.
Най-добрият вариант при работа с електрод е да се използва заваряване на къса дъга, където се използва методът на поддръжка. Той е идеален дори за места, където има проблеми с енергоснабдяването и не е стабилен.
Технология на използване на електроди UONI 13/55
 Известно е, че има някои особености в технологията на използване на този електрод. Така че неговата сърцевина е стоманена тел. Втората особеност е, че продуктът е покрит със смес, която се състои от карбонатни и флуоридни съединения. Те влияят върху качеството на шева, както и върху това какви примеси ще съдържат.
Известно е, че има някои особености в технологията на използване на този електрод. Така че неговата сърцевина е стоманена тел. Втората особеност е, че продуктът е покрит със смес, която се състои от карбонатни и флуоридни съединения. Те влияят върху качеството на шева, както и върху това какви примеси ще съдържат.
При заваряването на метални конструкции могат да се използват напълно различни видове електроди в зависимост от материала и условията на работа. Когато се заварява стомана, електродите UONI-13 55, както и други модели от този тип, като например, стават едни от най-популярните. Този тип има големи предимства, които се търсят в строителни условия, В края на краищата, може да има доста големи натоварвания и тъй като шевът винаги е най-слабата точка, надеждността на връзката трябва да бъде възможно най-висока. Този клас се използва за заваряване на продукти от въглеродна и нисковъглеродна стомана. По-специално, металът на заварка трябва да показва висок вискозитет при прилагане на механични удари. Това включва и висока пластичност, която осигурява целостта на шева по време на деформации на основния продукт. Заваръчните електроди UONI-13 55 имат сравнително висока производителност в горните точки.

Заваръчни електроди UONI-13 55
Материалът за пълнене е подходящ за заваряване във всякакви пространствени положения. Естествено, това ще допринесе за правилно избрания режим на работа, който се избира за всеки диаметър. може да работи както по директен, така и с променлив ток, най-важното е това обратна полярносттъй като тези електроди не са проектирани да работят по права линия. Използва основното покритие, което съдържа флуорид и карбонат.

Електроди за заваряване UONI-13 55
Поради ниското съдържание на газ електродите могат да постигнат най-висока еластичност и повишена якост. Качеството на заваряване не зависи от температурата на процеса на свързване. С течение на времето готовите шевове не показват признаци на стареене толкова силно, колкото други марки. да няма надлъжни или повърхностни пукнатини. Те са добре запалени, както в първия, така и в следващия период. Съставът на покритието създава необходимите условия, така че дъгата стабилно гори и не се влияе от външни фактори, които могат да увредят състоянието на шева. Напръскването на метали става само в минимални количества, така че почти не се забелязва.

Електроди марка UONI-13 55
След работа шлаката се отделя възможно най-лесно и се оформя от еднаква кора. За да се извърши работата, преди употреба материалите трябва да се калцинират преди употреба при температура от около 320 градуса по Целзий, но не повече от един час. Такива електроди се използват както от професионалисти, така и от начинаещи, защото съчетават достъпни цени и високи технически параметри.
сфера на приложение
Обхватът тук е много широк, тъй като електродите на UONI-13 55 са удобни за почти всички индустрии. Те могат да бъдат открити у дома и на строителни обекти. Те са най-подходящи за свързване на стоманени конструкции, тъй като съставът на заваръчния метал е подобен на обикновената стомана. Връзката има дълъг експлоатационен живот, подходящ за строителната индустрия. С помощта на ремонтни продукти, запечатани контейнери, резервоари и тръби. Процесът е качествен и опростен, което само увеличава търсенето. В домашната сфера използването се усложнява от необходимостта от калциниране, тъй като не винаги е възможно да се постигне такава температура. На други места този проблем не възниква.

Електроди UONI-13 55 за заваряване на стоманени стоманени конструкции
Технически спецификации
Изборът на електроди UONI-13 55 се поставят на първите позиции. Разбира се, тези параметри зависят от състава на използвания материал, тъй като всеки елемент и неговото количество внасят своите характеристики в този процес.
Ако е необходимо да се избере необходимата марка, тогава за специалистите основният въпрос е какви са механичните параметри за определена марка електрод. Предвид характеристиките на метала във вече отложеното състояние, той може да се промени след претопяването.
Размери и гама
Тази марка не се използва за заваряване на тънки детайли, така че гамата не отговаря на електроди с дебелина по-малка от 2 мм. Тук има тенденция, че колкото по-голям е диаметърът, толкова по-дълга е сърцевината на продукта.
Характеристики на повърхността
За да повишите качеството на връзката, трябва да използвате правилните режими на работа и да изберете желаната сила на тока. Тук съществува зависимост на параметрите на електричеството от позицията, в която ще се извършва заваряването, и дебелината на диаметъра на пълнежния материал.
| Диаметър, мм | позиция | ||
| Долен шев | Вертикален шев | Таванна връзка | |
| 2 | 40…80 | 40…70 | 40…70 |
| 2.5 | 70…90 | 60…80 | 60…80 |
| 3 | 100…130 | 90…120 | 90…120 |
| 4 | 160…190 | 130…160 | 130…160 |
| 5 | 180…240 | 160…210 | |
| 6 | 210…290 | ||
препис
UONI-13 55 е марка заваръчни електроди, предназначени за заваряване на метални изделия от въглеродна стомана.
производители
- Електрод на Фрунзе;
- монолит;
- плазма;
- Vistek;
- Bohler Fox Ev;
- Пейтън.
Електродите Uoni 13 55 са чудесни за процеса. електродъгово заваряване и важни части от въглеродсъдържащи и нисколегирани метали, по-специално, използвани на места с ниски температурни условия. Този вид продукт е чудесен за комбиниране на сериозни метални конструкции, където това е необходимо заварка Беше с висока степен на пластичност и ударна якост.
Първо, нека разгледаме името и да открием откъде идва името. Дешифрирането е както следва:
- Y - универсален;
- O - покритие;
- H - Научен;
- И - Института.
- 13- №13
Т.е. Това е вътрешно развитие на Института за изследване на заваряването, чието наименование и брой са фиксирани в обозначението.Има и обозначение UONII - наличието на допълнителна буква “I” показва изследователския институт.
Между другото! В техническата документация правилното обозначение е прието от UONII, изискванията за това правило са описани в ГОСТ 9466-75, но името на опаковката на електродите може да бъде и UONY 13/55.
Технически спецификации
Важните параметри, характеризиращи заваръчните пръти на UONI 13/55, могат да бъдат отразени във вид на таблица:
Важен момент при запознаването е информацията за механичната якост на заваръчния шев и химическия състав на заваръчния метал, който може да се използва, за да се прецени възможността за използване в конкретен проект.
Е, картината не би била пълна, без да се уточняват препоръчаните от производителя режими на заваряване в зависимост от диаметъра на електродите и тяхното пространствено положение.
Функции на приложението
Основните технически характеристики на заваръчните електроди UONI 1355 се състоят от следните позиции:
- за заваряване тези продукти трябва да използват ток на обратна полярност;
- специално покритие на карбонати и флуоридни образувания, чрез които на заварка практически няма газове и други излишни примеси;
- за пръчката се използва от нисковъглеродна стомана, допринасяща за дългия живот на заварката;
- в покритието няма различни органични съединения, така че тези електроди имат ниско ниво на излагане на влага;
- по време на производството на електроди, образуването на различни неравности, пукнатини или мехури е напълно елиминирано.
Горните фактори допринасят за създаването на шев, който не е податлив на стареене и загуба на неговите свойства при различни температурни условия.
При заваряване с електроди е необходимо да се контролира чистотата на частите, които трябва да се съединят, тъй като има следи от ръжда или различни масла ще предизвика появата на пори, а и самата връзка няма да бъде надеждна. В допълнение, "разтягането" на дъгата също така влияе отрицателно на качеството на заваръчния шев.
Ключовото конкурентно предимство на тези продукти пред аналозите е, че шева се получава с ниска концентрация на водород и е по-устойчив на появата на микропукнатини по време на процеса на кристализация. Най-ефективният резултат при извършване на действия с UONI 1355 електроди може да се получи, когато се извършва заваряване върху малка дъга с помощта на метода на поддръжка.
Според нормите на ГОСТ 9466-75, теглото на продуктите в опаковка не трябва да надвишава:
- 3 кг - за диаметъра на продуктите до 2,5 мм;
- 5 кг - за диаметър 3,0 - 4,0 мм;
- 8 кг - за диаметър над 4.0 мм.
Процедурата за калциране на заваръчни електроди UONI 13/55
Основната задача на печенето на електрода е да се намали концентрацията на влага в покритието.
Абсолютно всяка опаковка с електроди трябва да се прилага заедно със сертификат за качество и инструкции, които определят процеса на калциниране достатъчно подробно. Оттеглянето на направените препоръки може да повлияе на качеството на самите продукти и в резултат на това да доведе до качествени характеристики на заваръчния шев.
- В ситуация, в която не се появяват инструкции по различни причини, е необходимо да се следват препоръките по-долу:
- За да се осигури стабилен процес на горене заваряване дъгаи съответно прилично ниво на заварка, процедурата по калцинирането трябва да се извърши само преди употреба.
- Ако не са използвани иони заваръчни електроди в рамките на 8 часа след запалването, този процес трябва да се повтори.
- Същият електрод се допуска да се калцинира не повече от 3 пъти, а общото количество време за калциниране не трябва да надвишава 4 часа.
- За да приложите правилния процес на калциниране, електродите първо се поставят в специални кутии и само след това се поставят във фурната. Температурният диапазон в пещта трябва да бъде 250 - 300C.
В случай на нарушение на поне едно условие, продуктът става неподходящ за работа.
Условия за съхранение
За да запазят своите качествени характеристики, заваръчните електроди трябва да се съхраняват на определени места. Постоянната относителна влажност в склада не трябва да надвишава 50%, а температурата на въздуха трябва да падне под 14 С. Тези изисквания са изпълнени чрез инсталиране на климатици. Според ГОСТ 9466-75 срок на годност не е ограничен, при спазване на правилата за съхранение.
производители
Технологията на производство и химичният състав могат да варират леко, в зависимост от производителя, сред които са следните основни компании, които гарантират качествени материали:
- ESAB;
- монолит;
- SZSM;
- Специален електрод;
- Inforce.
Внимание! При закупуване, не забравяйте да поиска сертификат за съответствие на електродите с изискванията на стандартите, по-специално ГОСТ 9466-75, или сертификат за сертифициране на заваръчни материали в съответствие с RD 03-613-03. Те се издават от орган на Федералната агенция за технически регламент или се удостоверяват от Националната агенция за контрол на заваряването.




