ОЗЛ 6 технічні характеристики
Електроди даної марки належать до категорії плавких, орієнтованих на використання при роботі зі сталями високолегованого типу. Особливо широко вони застосовуються в промисловості, так як відрізняються хорошим рівнем взаємодії зі сталями, популярними у виробництві.

Для забезпечення захисту зварювальної ванни в процесі плавлення в даному випадку мається основне покриття, що вважається найбільш відповідним виробах із сталі. Стрижні виготовляються з легованої зварювального дроту, Що обумовлює їх застосування в першу чергу в умовах наявності постійного струму зі зворотним полярністю. Безсумнівним достоїнством даних електродів, що сприяє їх популярності, є можливість використання в будь-якому положенні і орієнтації в просторі.
Величезне значення має високий ступінь універсальності і простота підбору необхідного діаметра, завдяки чому електроди можуть використовуватися для більшості звичних процедур. При цьому слід враховувати той факт, що вони орієнтовані на застосування тільки зі сталями, для яких характерний високий опір великим температур. У зв'язку з цим виникає деяке обмеження на сферу, в якій дана марка може бути задіяний, адже легкоплавкие метали будуть плавитися швидше, ніж власне електроди. Роботи ведуться виключно за наявності постійного струму зворотної полярності, оскільки інший вид електрики не здатний забезпечити належну якість зварювання. До початку зварних процедур доцільно провести прожарювання електродів.
Марка ОЗЛ-6 дає можливість отримати шов з наплавлений металом, що володіє високим ступенем жаростійкості. При правильному виконанні і використанні якісних матеріалів він буде витримувати 1000-градусну температуру. Позитивним моментом є відсутність схильності до утворення кристалічної корозії. Шов містить феритної фазу в обсязі 2,5-10 відсотків.

Сфера застосування електродів марки ОЗЛ-6
Матеріали для наплавлення широко задіюються в тих випадках, коли потрібно зварювання хромистих сталей і металів підвищеної жаростійкості. Особливо популярно поєднання даних електродів зі сталями марок 25Х25Н20С2 і 20Х23Н18. в процесі виробничої діяльності з їх допомогою зварюють обладнання, виготовлене із застосуванням технологій лиття та прокату. Дуже добре підходять для експлуатованих в окислювальному середовищі виробів.
Дана марка електродів, а також її аналоги, показують чудовий результат при роботі з вуглецевими сталями, також сталями з невисоким рівнем легування або ж високим, але за умови, що стали відносяться до категорії абстинентів.

Властивості і склад
компоненти
| елемент | процентний вміст |
| сірка | 0,011 |
| фосфор | 0,022 |
| вуглець | 0,09 |
| кремній | 0,38 |
| Марганець | 1,9 |
| нікель | 12,8 |
| хром | 24,9 |
Подібний склад забезпечує ряд специфічних властивостей одержуваного наплавленого металевого шва.
Фізичні властивості
| Найменування властивості | значення |
| Ударна в'язкість, джоулів на квадратний сантиметр | 150 |
| Межа плинності, мегапаскалей | 410 |
| Відносне подовження, відсотків | 33 |
| Тимчасовий опір, мегапаскалей | 610 |
Розглядаючи характеристики плавлення, варто також виділити наступні характеристики:

- коефіцієнт наплавлення - 11,5 г / А;
- кількість наплавляємого протягом години металу - 1,5 кілограма;
- вага електродів, що йдуть на освіту 1 кілограма наплавленого шва, - 1,6 кілограма.

Параметри і асортимент
На ринок електроди даної марки поставляються переважно в трьох наступних розмірах:
- 3-міліметрового діаметра, довжиною 350 міліметрів;
- 4-мілліметровго діаметра, довжиною 450 міліметрів;
- 5-міліметрового діаметра, довжиною 450 міліметрів.

Нюанси наплавлення електродів марки ОЗЛ-6
Витрата електродів даної марки в процесі роботи досить великий, оскільки для того, щоб виконати наплавку шва певного обсягу, потрібно електродів приблизно на 60 відсотків більше. У порівнянні з іншими моделями такої витрата є досить високим.
Вироби кожного конкретного діаметру потребують індивідуального підбору сили струму певного діапазону, щоб не відбувалося залипання, скипання або розбризкування електрода в процесі наплавлення:
- 3-міліметрові електроди (30 штук в 1 кілограмі) - струм силою 60-130 А;
- 4-міліметрові електроди (15 штук в 1 кілограмі) - струм силою 100-210 А;
- 5-міліметрові електроди (10 штук в 1 кілограмі) - струм силою 150-280 А.
Маркування і розшифровка
ОЗЛ-6 - марка зварювальних електродів, Створених фахівцями компанії «СпецЕлектрод». Характеризуються наявністю основного покриття і орієнтацією на використання при роботі з легованими сталями.

Популярні бренди і аналоги
Найбільш затребуваною є продукція наступних брендів:
- Vadis-M
- СпецЕлектрод
- Фрунзе-Електрод
- Еком-Плюс
Поряд з вітчизняними фірмами, виробництвом електродів, що мають схожі параметри і характеристики, займаються також іноземні виробники. До числа безпосередніх аналогів, що мають той же цільове призначення, відносяться шведські електроди марок ОК-67.15, 67.60 і 67.75, німецькі UTP 68.24, японські KOBE NC39, а також Vertinox 309 і AROSTA 39 виробництва Сполучених Штатів.
Дана марка належить до плавких електродів, які призначені для роботи зі сталями з високим рівнем легування. Електроди ОЗЛ-6 є поширеними в промисловому середовищі, так як вони добре взаємодіють зі сталями, що застосовуються у виробництві. Тут використовується для захисту зварювальної ванни під час плавлення основне покриття, яке є найбільш підходящим для сталевих виробів. Для стрижня використовується СВ07Х25Н13. Тому, краще всього їх використовувати при постійному струмі на зворотній полярності. Вони застосовуються в будь-якому просторовому положенні, що також забезпечує їм популярність.
Зварювальні електроди ОЗЛ-6 діаметром 3 мм
Одним з головних переваг тут є універсальність застосування щодо параметрів і зручний вибір розмірів діаметра, так як вони підходять для основної маси виконуваних процедур. І в той же час вони використовуються тільки для сталей з високим опором до температурного впливу, що обмежує сферу застосування, так як інші метали будуть плавитися швидше, ніж сам електрод. Це зворотній полярності, так як якщо використовувати інший рід електрики, то якість зварювання почне різко падати. Перед застосуванням їх бажано прожарити.
Застосовуючи електроди ОЗЛ-6 можна отримати наплавлений метал на шві, який буде володіти високою жаростійкістю. В середньому, він витримує температуру близько 1000 градусів Цельсія. Тут буде відсутній схильність до кристалічної корозії. Після впливу екстремально високих температур у металу підвищується крихкість. Шов містить від 2,5 до 10% феритної фази. В середньому це значення становить 5,5%. Створюються електроди ОЗЛ-6 по ГОСТ 4266-70.
Область застосування електрода ОЗЛ-6
Наплавлювальні матеріали використовуються при зварюванні хромистих сталей, а також жаростійких металів. Найчастіше використовується при роботі з такими марками стали як 25Х25Н20С2 і 20Х23Н18. На виробництві їх застосовують для зварювання обладнання, яке було отримано литтям або прокатом. Добре підходять для тих видів виробів, які експлуатуються в окислювальному середовищі. Робочий температурний діапазон становить близько 1000 градусів Цельсія. Електроди ОЗЛ-6 та їх аналоги застосовуються для з'єднання сталей з низьким рівнем легування, вуглецевих сталей і абстинентів з високим рівнем легування.
Технічні характеристики електрода ОЗЛ-6
Характеристики електродів ОЗЛ-6 багато в чому залежать від їх хімічного складу:
Завдяки цьому, наплавлений метал отримує такі фізичні властивості як:
Якщо розглянути характеристики плавлення, слід зазначити ще такі параметри як:
- Наплавочні коефіцієнт - 11,5 г / А;
- Продуктивність наплавлення металу - 1,5 кг / год;
- Маса електродів для наплавлення 1 кг шва - 1,6 кг.
Розміри і асортимент
Дана марка випускається в трьох найпоширеніших для виробництва розмірах:
- 3 мм, довжиною 350 мм;
- 4 мм, довжиною 450 мм;
- 5 мм, довжиною 450 мм.
Особливості наплавлення даних електродів
Зварювальні електроди ОЗЛ-6 розходяться досить швидко під час роботи, так як для наплавлення певної кількості шва потрібно, приблизно на 60% більше електродів. У порівняння з іншими моделями це досить високий коефіцієнт витрати. Для кожного діаметра виробів потрібно підбирати свій діапазон сили струму, щоб електрод НЕ залипає і при цьому не кипів і розбризкувався під час наплавлення.
Позначення і розшифровка
Електроди ОЗЛ-6 розшифрує як зварювальні електроди, розроблені «спецелектроди», мають основне покриття і призначені для легованих сталей.
аналоги
Крім вітчизняних виробників, випуском подібної моделі займаються і зарубіжні компанії. Прямими аналогами, які використовується для тих же цілей, тут є марки ОК-67.15; ОК-67.60 і ОК-67.75 зі Швеції. Також зустрічається німецький варіант UTP 68 24. Аналогічним варіантом є японські електроди KOBE NC39. Сюди ж можна віднести американські марки AROSTA 39 і Vertinox 309. Це зарубіжні наплавочні матеріали, відповідні по характеристикам ОЗЛ-6.

Зварювальні електроди марки ОК-67.15
Виробники
Електроди ОЗЛ-6 на даний момент виробляють такі компанії як:
- СпецЕлектрод;
- Фрунзе-Електрод;
- Vadis-M;
- Еком-Плюс.
AWS A 5.4 тип E 309-15
ISO 3581 тип E 25.12В20
ГОСТ 10052-75, ГОСТ 9466-75 тип Е-10Х25Н13Г2
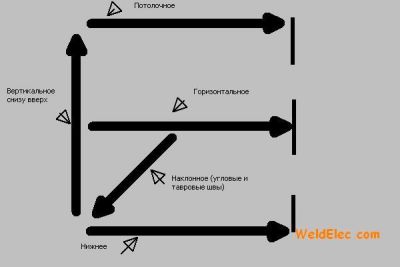
Електроди зварювальні ОЗЛ-6 призначені для дугового ручного зварювання жаростійких сталей, використовуваних в окислювальних середовищах при температурі до 1000 ° С, хромистих сталей, а також зварювання вуглецевих і низьколегованих сталей з високолегованої сталі аустенітного класу. Зварювання проводиться на постійному струмі зворотної полярності, тобто електрод позитивний, а зварюваний елемент негативний. Сварка виконується у всіх просторових положеннях, окрім вертикального зверху-вниз.
Електроди для зварювання ОЗЛ-6 відносяться до електродів з основним покриттям. У складі покриття містяться карбонати і фтористі з'єднання. При досягненні високих температур дуги відбувається процес розпаду карбонатів, внаслідок якого утворюється окис вуглецю, оксиди кальцію і магнію, вуглекислого газу. Метал шва виконаний електродами ОЗС-6 має хімічну структуру відповідну спокійній стали (без кипіння).
Переваги електродів для зварювання ОЗЛ-6
Завдяки унікальній рецептурі, високотехнологічному процесу виробництва електроди для зварювання ОЗЛ-6 характеризуються:
1. високою жаростійкістю металу шва до 1000 ° С;
2. стійкістю наплавляємого металу до міжкристалітної корозії;
3. пластичністю і високою ударною в'язкістю швів;
4. такою стабільністю механічних властивостей і хімічного складу, яка даетсварной шов високої якості з аустенитно-феритної структурою;
5. мінімальним розбризкування металу;
6. високим товарним виглядом швів.
Значною особливість електродів ОЗЛ-6 є - застосування при зварюванні виробів з високолегованих сталей, в тому числі відповідальних конструкцій з жаростійких сталей, використовуваних в окислювальних середовищах при температурі до 1000 ° С. Ці електроди застосовуються для зварювання сталей марок 20Х23Н13, 20Х23Н18, 20Х20Н14С2, 25Х25Н20С2, 15Х25Т, і інших хромистих сталей, з можливістю використання в умовах високих температур.
Порівняння особливостей електродів ОЗЛ-6 з іншими електродами для зварювання високолегованих сталей можна знайти в статті « Електроди для нержавіючої сталі »
Застосування зварювальних електродів ОЗЛ6
Електроди зварювальні ОЗЛ6 відносяться до класу електродів для зварювання високолегованих сталей з особливими властивостями, що відповідає букві «У» в умовному позначення Е-10Х25Н13Г2-ОЗЛ-6 -? - ВД по ГОСТ 10052-75. Переваги електродів ОЗЛ6 пов'язані з використанням цих електродів в роботі з жаростійкими сталями. Жароміцні сталі здатні працювати під напругою в умовах підвищених температур без помітної залишкової деформації. Тому електроди ОЗЛ6 активно використовуються при зварюванні жарових труб і різних елементів камер згоряння, напрямних апаратів газових турбін, лопаток, діафрагм, труб електролізних установок, підвісок і опор в котлах, паропроводів і колекторів енергетичних установок; арматури парових котлів і паропроводів, труб для гідрогенізаційних установок і нафтохімічної апаратури і т.д.Благодаря відмінним зварювальним властивостями, електроди для зварювання ОЗЛ6 знайшли застосування в енергетичній, нафтохімічній, харчовій та інших галузях промисловості.
Якість електродів для високолегованих сталей ОЗЛ-6
Згідно міжнародно-визнаним стандартом зварювання американського суспільство зі зварювання American Welding Society (AWS), електроди ОЗЛ 6, відповідають типу E 309-15. За міжнародною класифікацією ISO 3581 та німецькими стандартами DIN 8575 відповідає E 25.12В20. А відповідно до російських стандартів, згідно з ГОСТ 10052-75, електроди зварювальні ОЗЛ 6, відповідають вимогам типу Е-10Х25Н13Г2.
Електроди для зварювання ОЗЛ 6, різних діаметрів, тип: E 309-15 відповідно до AWS А5.1 або Е-10Х25Н13Г2 згідно ГОСТ 10052-75, атестовані Національним Агентством Контролю і Зварювання (НАКС) за вимогами РД 03-613-03 для групи технічних пристроїв використовуваних: КО, ОХНВП.
Хімічний склад наплавленого металу,%:
| вуглець ( C) | кремній (Si) | Марганець (Mn) | хром (Cr) | нікель (Ni) | сірка (S) | фосфор (P) |
|
< 0,12 |
< 1,00 |
1,0-2,5 |
22,5-27,0 |
11,5-14,0 |
<0,020 |
<0,030 |
Механічні властивості металу зварного шва (не менше):
| Тим-ра випробувань, 0 C |
Межа міцності (МПа) |
Межа плинності, (МПа) |
Відносить. Звуження, (%) |
Ударна в'язкість, (Дж / см 2) |
|
20 |
540 |
340 |
25 |
90 |
|
Діаметр, мм |
Нижнє положення шва |
Вертикальне положення шва |
Стельове положення шва |
|
2,5 |
40-70 |
40-60 |
40-60 |
|
3,0 |
50-90 |
50-70 |
50-70 |
|
4,0 |
90-140 |
90-110 |
90-110 |
|
5,0 |
120-170 |
120-140 |
Положення електроду при зварюванні:
Всі просторові положення:
 |
 |
 |
 |
 |
крім зверху в низ:
Витрата електродів ОЗЛ-6 на 1 кг наплавленого металу - 1,6 кг
Умови розжарювання: 190-210 о С протягом 1 години.
Упаковка електродів ОЗЛ-6
Упаковка електродів ОЗЛ-6 повинна відповідати вимогам п. 6 ГОСТу 9466-75 і забезпечувати збереження електродів від вологи і пошкоджень. Наші зварювальні електроди ОЗЛ-6 упаковуються в коробки з гофрованого картону для діаметрів від 3 мм по 5 кілограмів, обтягнуті поліетиленовою термозбіжною плівкою. Для зручності виконання вантажно-розвантажувальних робіт і для додаткової герметизації, чотири коробки з готовою продукцією обтягаються додаткової плівкою. Поставка великих партій здійснюється на дерев'яних піддонах по 1-ій тонні, також обтягнуті в плівку і обв'язані смугою. Така багаторівнева захист дозволяє надійно захистити зварювальні електроди від пошкоджень в процесі перевезення і захищає від попадання вологи.
|
Діаметр ОЗЛ-6 (мм) |
Довжина ОЗЛ-6 (мм) |
Вага коробки ОЗЛ-6 (кг) |
Вага доп. упаковки ОЗЛ-6 (кг) |
Вага одного електрода ОЗЛ-6 (г) |
Кількість електродів ОЗЛ-6 в пачці (шт) |
|
2,0 |
250 |
20 |
|||
|
2,5 |
250 |
20 |
|||
|
3,0 |
350 |
20 |
25 |
198 |
|
|
4,0 |
350 |
20 |
45 |
110 |
|
|
5,0 |
350 |
20 |
Зварювальні електроди ОЗЛ-6 є витратним матеріалом, який призначений для зварювання жаростійких сталей. Вони знайшли широке застосування для зварювання обладнання, яке працює при високих температурах близько 1 000 градусів за Цельсієм і в середовищі з підвищеною кислотністю. Електроди ОЗЛ-6 при зварюванні деталей утворюють жаростійкий шов зі здатністю добре зберігати свої характеристики при високих температурах, і не піддаватися корозії.
Дані електроди добре підходять для зварювання вуглецевих, низьколегованих, високолегованих сплавів аустенітного класу і металів з вмістом хрому. Схильність до сегментації є одним з недоліків електродів ОЗЛ-6.
Особливості при зварюванні
- Перед зварювальними роботами потрібно прожарити електроди протягом однієї години при температурі 180-210 С.
- Виконання зварювання можливо у всіх просторових положеннях, однак зварювати в вертикальному положенні методом зверху вниз не рекомендується.
- Зварювальний процес виконується на постійній напрузі зворотної полярності.
- Електроди ОЗЛ-6 недостатньо пристосовані для зварювання забрудненого металу, тому кромки деталей перед зварюванням необхідно ретельно очистити, що б виключити утворення дефектів, які спостерігаються вкрай рідко. Структура утворився металу шва є аустенитно-феритної.
- Шов не схильний до до утворення тріщин і пор. Метал шва здатний витримувати високу температуру до 1050 C і має високу стійкість до утворення окалини. Електроди застосовуються також для зварювання жарових труб, різних котлів, ливарних виробів, прокатних конструкцій виготовляються з жаростійкої стали.
- Особливо важливою перевагою цих електродів є їх здатність зварювати метал з різною структурою, наприклад при зварюванні низьколегованої або вуглецевої сталі, з'явилася можливість додавати елементи конструкцій з високолегованих жаростійких сталей. Завдяки цьому, можна істотно скоротити витрати, застосувавши метал невисокої вартості.
З огляду на всі позитивні особливості електродів ОЗЛ-6, можна зробити висновок про високі експлуатаційні властивості, високій надійності та якості електродів, завдяки чому вони користуються великим попитом на ринку.
Де купити електроди різних марок
Вибирайте виробників і продавців зварювальних електродів, перейшовши за посиланням нижче на сторінку нашого каталогу фірм.Електроди ОЗЛ 6 покриті металеві для ручного дугового зварювання і наплавлення.
Характеристика електродів, область застосування і механічні властивості металу зварного шва.
Електроди ОЗЛ 6 з основним покриттям призначені для зварювання обладнання з лиття і прокату жаростійких сталей марки 20Х23Н18 і їм подібних, що працює в окисних середовищах при температурі до 1000 ° С. Можлива сварка хромової сталі марки 15Х25Т і їй подібних, стали марки 25Х25Н20С2, а також зварювання вуглецевих і низьколегованих сталей з високолегованої сталі аустенітного класу.
Електроди ОЗЛ 6 забезпечують отримання металу шва, що характеризує високу жаростійкістю до температури 1000 ° С і стійкістю до міжкристалітної корозії. В температурному інтервалі сігматізаціі може набувати схильність до охрупчіванію. Зміст феритної фази в наплавленого металу: норма 2,5-10%, типове 5,3%.
Матеріал для виготовлення стержня електрода ОЗЛ 6 - зварювальний дріт марки Св-07Х25Н13 по ГОСТ 2246-70 і ТУ 3-1050-83. Діаметр поставляються електродів 3,0; 4,0 і 5,0 мм.
Покриття електродів має бути щільним, міцним, без здуття, пор, напливів, тріщин, за винятком поверхневих тріщин, що допускаються ГОСТ 9466-75, і нерівностей, за винятком місцевих вм'ятин і задирів, що допускаються ГОСТ 9466-75.
На поверхні покриття електродів допускаються поверхневі поздовжні тріщини і місцеві сітчасті розтріскування, протяжність (максимальний розмір) яких не перевищує триразовий номінальний діаметр електрода, якщо мінімальна відстань між найближчими кінцями тріщин або (і) краями ділянок місцевого сітчастого розтріскування більш триразовою довжини більш протяжної тріщини або ділянки розтріскування.
Умовне позначення електрода:
зварювальні електроди 4 мм марки ОЗЛ 6:
Е-10Х25Н13Г2-ОЗЛ-6-4,0-ВД ГОСТ 10052-75
де:
- Е-09Х19Н10Г2М2Б - тип електрода (Е - електрод для дугового зварювання);
- ОЗЛ-6 - марка електрода;
- 4,0 - діаметр електродного стрижня в мм;
- В - електроди для зварювання високолегованих сталей з особливими властивостями;
- Д - електрод з товстим покриттям;
- ГОСТ 10052-75 - номер ГОСТу, за яким стандартизований електрод.