Основне покриття позначається буквою. Електроди - види і застосування.
- Основні види електродів
- Електроди для зварювання труб
- додаткове розподіл
- І трохи практичних моментів
Перш ніж починати зварювальні роботи, необхідно підібрати відповідні матеріали. Найголовнішими вважаються електроди для зварювання. Коли правильно вибрані марки електрода, якість шва завжди буде на висоті.

Якість зварювання залежить від того, наскільки правильно підібрані електроди.
Ці вироби можуть бути:
- металевими;
- неметаллическими.
- плавляться;
- плавкими.
Якщо стрижень електрода зроблений не з металу, він вважається не плавиться. Поки ще не розробили електрод для зварювання комбінованого типу. Кожен вид підходить для зварювання конкретного матеріалу. Він вимагає певних умов роботи з отриманням конкретного шва.
Ознаки класифікації електродів
Всі типи електродів маркуються буквами, цифровим позначенням, кожне з яких відповідає певному параметру. Класифікація електродів дотримується таких критеріїв:

- марка металу;
- технологія отримання зварювальних швів;
- товщина покриття;
- вид струму;
- хімічний склад;
- стан покриття;
- присутність шкідливих домішок.
Відповідно до ГОСТ 9467-75 матеріали для дугового зварювання регламентується певним позначенням. Основними характеристиками, зазначеними в стандарті, є:
- марка;
- призначення;
- розмір;
- матеріал покриття;
- товщина;
- застосування;
- вид струму.
Повернутися до списку
Основні види електродів

Металеві стрижні, які використовуються для зварювання, називаються електродами. Вони мають багато характерних відмінностей. Перш за все, їх підрозділяють на металеві та неметалеві.
До неметаллическим відносяться зварювальні електроди:
- вугільні;
- графітові.
Сталеві вироби також підрозділяються на кілька груп:
- плавляться;
- плавляться.
Перша група ділиться на:
- торійованого;
- нітровані;
- лантановані;
- вольфрамові.
Плавкі електроди підрозділяються на:
- покриті;
- непокриті.

Покриті виготовляються з:
- стали;
- чавуну;
- міді;
- алюмінію;
- бронзи.
Непокриті види використовувалися дуже давно, коли тільки починалося застосування цих виробів. Сьогодні вони представляють собою дріт, якій варять із застосуванням захисних інертних газів.
В основному електроди завжди вважалися зварювальними матеріалами різних видів:
- зварювальний флюс;
- дріт;
- присадочні прутки;
- інертні гази.
Вироби поділяються на такі базові групи:
- електроди для зварювання високолегованих сталей;
- для роботи з різними конструкційними сталями;
- наплавлення металу;
- зварювальних робіт з кольоровими металами;
- зварювання чавунних виробів.
Повернутися до списку
Електроди для зварювання труб
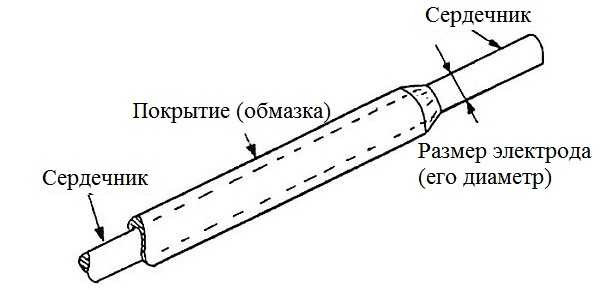
Чим відрізняються вироби для зварювання труб? В основному це звичайний металевий стрижень, зроблений зі спеціальної зварювального дроту, Діаметр якої максимально досягає 5 мм. Стрижень вкритий обмазкой шаром різної товщини.
Коли обмазка наноситься тонким шаром, то її маса не перевищує одного відсотка від ваги стрижня. Коли шар дуже товстий, маса досягає 30%.
Обмазка необхідна для утворення шлаку.

Інакше кажучи, неметаллического сплаву, маса якого менше ваги металу. Під час зварювальних робіт шлак піднімається вгору. В результаті утворюється захисне покриття, що закриває зону зварювання. Такий захист зменшує поглинання з повітряного простору азоту, від якого залежить якість одержуваного шва.
Щоб правильно вибрати матеріал, необхідно врахувати характеристики матеріалу труби. Щоб зварити високовуглецеві труби, застосовують види електродів, що мають рутилове покриття. Щоб, краще підібрати спеціальні електроди, якими можна варити такі труби.
Коли проводяться зварювальні роботи з оцинкованої поверхнею, цинк починає закипати набагато раніше стали. В результаті відбувається його сильне випаровування під час нагрівання. Ось чому виробництво швів на таких оцинкованих деталях вимагає особливого типу електродів. Розроблено спеціальний технологічний процес зварювання.
Точно так же потрібна спеціальна технологія, коли необхідно зварити чавунні труби. З цією роботою чудово справляються електроди, основою яких є:
- мідь:
- залізо;
- нікелеві сплави.
Повернутися до списку
Вироби для зварювання високолегованих сталей
Щоб варити подібні стали, були розроблені спеціальні електроди, що працюють з:
- жаростійкими сталями;
- жароміцними сплавами;
- нікелевої основою.
Сьогоднішня класифікація всіх високолегованих сталей включає в цю групу сплави, де:
- 45% заліза;
- 10% легуючих добавок.
Сплав, що має нікелеву основу, містить більше 55% нікелю. Між цими сплавами проміжне місце віддано матеріалами, які мають залізонікелевого основу.
Треба сказати, що елементи для зварювання високолегованих сталей повинні мати рутилове покриття. Ці матеріали мають:
- малу теплопровідність;
- високий електричний опір швидкості плавки.
Повернутися до списку
додаткове розподіл
- Електроди для дугового зварювання.
Для таких виробів зварювальним матеріалом є:

- штучний електрод;
- зварювальний дріт.
- Штучні електроди.
Дані матеріали також підрозділяються на дві групи: плавляться та не плавляться. Плавляться обов'язково мають покриття. Їх широко застосовують в побуті. Коли робляться зварювальні роботи, наприклад, в гаражі, їх використовують найчастіше.
Стрижні, для того щоб варити сталь, виготовляють зі спеціальної зварювального дроту. Вона може бути:
- низьковуглецевої;
- легованої;
- високолегованої.
Державним стандартом класифікується 77 різновидів сталевого дроту, призначеної для виробництва штучних електродів самих різних діаметрів.
Абсолютно різних дію має покриття електродів:
- утворення захисного шару;
- стабілізація горіння дуги;
- видалення шкідливих домішок;
- легування.
Щоб зварити кольорові метали і різні сплави, для зварювання підходять електроди плавиться типу, які виготовляють з:

- алюмінію;
- міді;
- нікелю;
- бронзи;
- латуні.
Для того щоб класифікувати всі існуючі групи електродів, за основу було взято певні ознаки:
- призначення;
- технологічні особливості;
- вид покриття;
- хімічний склад;
- механічні властивості;
- вид струму;
- полярність
- мінімальна напруга;
- якість;
- стан поверхні;
- наявність шкідливих речовин.
У маркуванні кожен параметр позначений відповідною цифрою, має буквене позначення. Якщо електрод зварює вуглецеві стали, в позначення включена буква У. При середній товщині рутилового покриття позначення виглядає НГ. Передостання одиниця повідомляє, що такий електрод підходить для роботи в будь-якому положенні. Якщо останньою цифрою в маркуванні стоїть нуль, значить, електрод призначений для постійного струму.
Електроди для ручного дугового зварювання складаються зі стрижнів, виготовлених з зварювального дроту, на які нанесено шар захисного покриття. Покриття для електродів складається з суміші компонентів, що підсилюють іонізацію і захищають зону зварювання від впливу повітря. Покриті електроди використовуються як для, так і для.
Зварювальний дріт для електродних стрижнів
Класифікація електродів по просторовому положенню при зварюванні
Розрізняють 4 групи електродів, в залежності від допустимої просторового розташування деталей, що зварюються:
1 - допускається зварювання в будь-якому положенні;
2 - зварювання в будь-якому положенні, крім виконання вертикальних швів зверху вниз;
3 - зварювання в нижньому положенні, а також виконання горизонтальних швів і вертикальних від низу до верху;
4 - зварювання в нижньому положенні і нижньому "в човник".
Крім перерахованих вище способів класифікації, ГОСТ9466 передбачає класифікацію електродів в залежності від полярності зварювального струму, Напруги холостого ходу, виду джерела живлення зварювальної дуги. Виходячи з цих показників, електроди діляться на десять груп і позначаються цифрами від 0 до 9.
Типи покритих електродів для ручного дугового зварювання конструкційних сталей
Згідно ГОСТ9467, електроди для зварювання конструкційних сталей класифікуються в залежності від механічних властивостей зварного з'єднання, Отриманого при зварюванні тим чи іншим електродом і діляться на типи, представлені в таблиці:
|
Тип електрода |
Механічні властивості металу зварного шва |
призначення |
||
|
Тимчасовий опір, МПа |
Сварка сталей з тимчасовим опором 500-600МПа |
|||
|
Сварка вуглецевих і низьколегованих сталей конструкційних сталей підвищеної та високої міцності з тимчасовим опором понад 600 МПа |
||||
Для електродів Е70, Е85, Е100, Е125, Е150 механічні властивості вказані після термообробки, відповідно паспорту на електрод.
Кожному типу електродів, представлених в таблиці, може відповідати кілька марок електродів. Наприклад, марки електродів АНО-3, АНО-4, МР-3, ОЗС-4, ОЗС-6 відносяться до одного типу - Е46.
Кожній марці електрода відповідає певний склад захисного покриття, певна марка зварювального дроту, з якої виготовлений стрижень, а також властивості зварного шва і технологічні властивості.
Вибір типу електрода залежить від зварюваного матеріалу, від товщини зварювальних деталей, від просторового положення, умов зварювання, від призначення зварного вироби і умов його експлуатації.
Умовне позначення покритих електродів
Позначення електрода включає в себе позначення його типу, марки електрода і діаметра його стержня, а також, типу покриття і ГОСТу.
Розшифруємо по ГОСТ9467 позначення електрода:
Е46А - тип електрода (Е - електрод для дугового зварювання; 46 - гарантований межа міцності зварного шва (460МПа); А - зварні шви мають підвищену пластичність);
УОНИ-13/45 - марка електродного стрижня;
3 - діаметр стержня;
У - електроди для зварювання низьколегованих зграєю, а також для зварювання вуглецевих сталей;
Д2 - з товстим покриттям другої групи;
Е - електрод
43 2 (5) - значення механічних властивостей зварного шва (43 - тимчасовий опір на розрив не менше 430МПа; 2 - відносне подовження при розтягуванні не менше 22%; 5 - ударна в'язкість не менше 34,5 Дж / см2 при температурі -40 ° C);
Б - електрод з основним покриттям;
1 - електрод допускається використовувати для зварювання в будь-якому просторовому положенні;
0 - постійний зварювальний струм зворотної полярності.
У технічних документах електроди позначають з скороченою назвою, наприклад, УОНИ-13 / 45-3,0-2 ГОСТ9466-75.
Популярність зварювання обумовлена відносною простотою проведення процесу, а також низькими фінансовими витратами при високому рівні якості. Існують різноманітні марки електродів для ручного дугового зварювання. Вони підбираються згідно з тим, який саме метал доведеться зварювати, так як фахівці намагаються досягти ідентичності між металом стрижня і заготовки. Крім цього є ряд факторів, які впливають на зовнішні умови, що супроводжують процесу з'єднання. Саме ці умови і створюють ситуацію, завдяки чому існують різні види електродів для ручного дугового зварювання.
Найчастіше вони мають глину, яка підтримує стабільне горіння дуги і створює захист від негативного впливу зовнішніх факторів. також можуть мати багато відмінностей, які роблять їх придатними для тих чи інших умов, але часто вони також залежать від того, для якого металу призначаються вироби. Одні і ті ж марки можуть виготовлятися різними виробниками, головне, щоб були дотримані норми виробництва, які дадуть гарантію отримання заявлених технічних характеристик.
Види електродів для ручного дугового зварювання
Електроди для ручного дугового зварювання можуть відрізнятися за кількома ознаками. В першу чергу вони розрізняються за призначенням:
- Для зварювання сталей з низьким вмістом легуючих елементів, а також із середнім вмістом вуглецю. Як правило, у них опір на розрив становить близько 600 МПа. У Маркування вони позначаються літерою «У».
- Для зварювання легованих сталей з високим ступенем теплостійкості. У маркуванні вони позначаються літерою «Т».
- Для зварювання конструкційних сталей з вмістом легуючих елементів. Опір на розрив у них також становить близько 600 МПа.
- Для наплавлення поверхневих шарів на метали з особливими властивостями. Вони позначаються літерою «Н».
- Для зварювання сталей з високим вмістом легуючих речовин і володіють особливими властивостями.
- Для зварювання металів з високими пластичними властивостями. Містять букву «А» при позначенні в маркуванні.

Зовнішній вигляд електродів для ручного дугового зварювання
Класифікація зварювальних електродів для ручного дугового зварювання може відбуватися ще й по товщині покриття. Вони залежать від діаметра металевого стержня, але різновиди стосуються саме цього співвідношення, а не абсолютного розміру. Виділяють чотири основних види:
- Тонке покриття «М». Його товщина становить близько 20% від діаметра стержня;
- Середнє «С». Товщина складає близько 45% від діаметра стержня (самий часто зустрічається варіант);
- Товсте «Д». Товщина складає близько 80% від діаметра стержня;
- Особливо товсте «Г». Товщина більше 80% від діаметра стержня.
Виділяють також в залежності від наявності покриття та його різновиди. Варто відразу зазначити, що вони зустрічаються не тільки в чистому вигляді, Але і в різноманітних поєднаннях, де до складу входять основні компоненти, як мінімум, двох типів. Покриття електродів для ручного дугового зварювання призначені для захисної функції, Яку в газової зварюванні виконує інертний газ. До чистих типів можна зарахувати такі як:
- «А» - Кисле;
- «Б» - Основне;
- «Ц» - Целюлозне;
- «Р» - рутилового;
- «П» - інше (сюди не відносяться подвійні типи, такі як РЦ, БЦ і інші, які виділяються окремо).
Електроди для можуть мати обмежене застосування по просторовому положенню. Справа в тому, що деякі з них виявляються занадто текучими, тому, при стельовому положенні просто не зможуть наплаву на потрібне місце, а будуть стікати вниз. Щоб було ясно, яка марка для чого призначена, позначення електродів ручного дугового зварювання містить пункт про просторове положення:
- «1» - можна використовувати в усіх можливих положеннях;
- «2» - доступні всі положення за винятком вертикального, що приводиться зверху вниз;
- «3» - для горизонтального і вертикального, виключаючи стельове положення;
- «4» - прийнятні тільки горизонтальні різновиди.
Таблиця марок електродів і області застосування для ручного дугового зварювання і наплавлення легованої сталі
Деякі види електродів спочатку створюються під роботу з певними технічними металами. Леговані стали часто використовуються у виробництві, так що спеціально під їх властивості роблять витратні матеріали. Вони містять ті ж легуючі елементи, які і в основному металі, щоб компенсувати їх нестачу після температурного впливу.
Таблиця марок електродів і області застосування для ручного дугового зварювання та наплавлення чавуну
Вибір електродів для ручного дугового зварювання чавуну залежить від вмісту вуглецю в даному металі. У будь-якому випадку воно досить висока і тому витратні матеріали також містять даний елемент, що виділяє їх властивості щодо інших електродів.
Таблиця марок електродів і області застосування для ручного дугового зварювання і наплавлення кольорових металів
Кольорові метали зустрічаються більш рідко, ніж стали. Електроди для них призначаються як для чистих металів, так і для сплавів. Тут обов'язкова присутність великої кількості основного елемента в складі, так як багато хто з деталей є складно зварюються.
Таблиця марок електродів і області застосування для різання металу
Такі типи матеріалів є унікальними, так як нагрів і плавлення електрода при дугового зварювання в звичайному випадку відбувається при середніх режимах, тоді як ці потрібно використовувати при максимальному струмі. У них підвищена теплостійкість, але вони все ж відносяться до плавких варіантів.
Позначення та маркування електродів для ручного дугового зварювання
На прикладі електрода Е-46 ЛЕЗАНО21 УД Е 43 1 (3) РЦ13
- Е-46 - тип, для низьколегованих і вуглецевих сталей;
- ЛЕЗАНО21 - марка;
- У - призначення, для низьколегованих і вуглецевих сталей;
- Д - товсте покриття;
- Е - плавиться електрод;
- 43 - межа міцності на розтяг - 430 Мпа;
- 1 - відносне подовження близько 20%;
- (3) - 20 градусів Цельсія для збереження ударної в'язкості;
- РЦ - покриття рутилово-целюлозне;
- 1 - просторові положення, допустимі всі;
- 3 - струм для зварювання, можна варити постійним струмом зворотної полярності і змінним при холостому ході в 50 В.

Зовнішній вигляд електрода Е-46 ЛЕЗ АНО-21
вибір
Першочерговим фактор у виборі є метал в складі стержня. Він повинен бути схожий з тим, з якого зроблена заготовка. для ручного дугового зварювання йдуть наступним пунктом, так як вони не повинні перевищувати товщину самої деталі. Покриття вибирається згідно з тим, в яких умовах доводиться працювати. Перед остаточним вибором стоїть детально вивчити маркування, щоб переконатися в його правильності.
«Важливо! Перед використанням електродів їх потрібно просушити і прожарити.»
При роботі з ручним електродугової зварюванням ви постійно працюєте з електродами. Цей елемент зварювального процесу не настільки простий як здається і має свою велику класифікацію. Сьогодні можна підібрати вироби під будь-які потреби, виходячи з зварюються, виду обладнання, необхідних властивостей шва і безлічі допоміжних параметрів. Нижче ви ознайомитеся з класифікацією покритих електродів і їх позначенням.
Електроди, застосовувані для робіт з ручного дугового зварювання поділяються на плавляться та не плавляться. Стрижні, що плавляться при зварюванні, виготовляють з чавуну, сталі, міді або іншого металу, в залежності від матеріалу. Вони грають роль анода або катода, а також виконують функцію присадочного матеріалу. Бувають покриті або непокриті.
Покриття в плавящихся стрижнях виконує багато функцій від утримання дуги, до формування газової хмари, що перешкоджає окисленню шва.
Плавляться електроди для зварювання, виготовляють з різних тугоплавких матеріалів - графіт, вольфрам або вугілля. Служать вони для розпалу й утримання дуги, а заповнення шва присадками виконується за допомогою ручної подачі плавкого матеріалу. 
З чого складається плавиться електрод
Плавкі електроди для ручного дугового зварювання складаються з внутрішнього стрижня і зовнішнього шару. Згідно з вимогами Держстандарту, при створенні плавляться, зварювальних використовуються різноманітні стали: вуглецеві, з більшим чи малим числом домішок, також застосовують мідь, алюміній, нікель і інші кольорові метали. Склад стрижня обумовлений зварюються матеріалом, так як обидва металу повинні підходити один одному. Виняток становить чавун, який може зварюватись як сталевими, так і електродами з міді і заліза.
Як і стрижень, зовнішній шар виготовляється з урахуванням зварюваного металу, саме тому його склад може дещо змінюватися. Але незважаючи на це воно незмінно виконує наступні функції:
- сприяє утриманню дуги;
- виробляє шлак обволікає зварювальну ванну, розплавляючи мінеральні компоненти покриття;
- виробляє захисний газ, Що з'являється як наслідок горіння органічних компонентів покриття.
- виконує розкислення або легування металу.
Класифікація покритих електродів
З огляду на довгий список всіляких варіацій з покриття, сплаву і інших параметрів покритих електродів, для більш зручного пошуку потрібного типу стрижнів вони отримали широку класифікацію. Види зварювальних електродів поділяють виходячи з таких ознак:
За призначенням:
- сплави з малою часткою домішок і вуглецеві сплави;
- матеріал з великим числом лігатур;
- сплави посиленою міцності і з унікальними властивостями;
- наплавочні електроди з унікальними властивостями.
Тип - значення кінцевого шва, що характеризується міцністю на розрив, тимчасове або точкове механічний вплив.
Марки зварювальних електродів - унікальне значення привласнюється виробником для внутрішньої класифікації виробів. Саме тому маркування електродів для зварювання однакових за параметрами, але від різних виробників може бути різною.
Товщина зовнішнього шару - виходячи їх співвідношень товщини, до розміру центрального дроту класифікують зовнішній шар на - тонкі, середньої товщини, товсті і самі товсті.
Рід струму - електроди постійного струму, змінного з прямим або зворотним підключенням.
Склад покриття - є поділ на зварювальний електрод з кислотним, основним, целюлозним, рутиловим, шаром зі збільшеною концентрацією заліза, напилення складається з різних шарів.
За допустимим положенням стрижні розділяють на вироби допустимі до роботи в:
· Будь-яких положеннях;
· Всіх за винятком вертикального, спрямованого вниз;
· Нижня і вертикальне спрямоване догори;
· Нижня.
За якістю або за станом шва, після роботи зі стрижнями електроди поділяють на три групи. Вироби кращої якості відносяться до першої групи.
Товщина - параметр вказує на діаметр сталевої основи, може бути в межах від 1.6 до 12 мм.
Маркування зварювальних електродів і їх розшифровка
Щоб розібратися які електроди представлені перед вами слід вивчити їх маркування. Кожна упаковка містить інформацію про 9 основних характеристиках згідно ГОСТ 9466-75.
![]()
- типи покритих електродів для зварювання.
Високоміцні сталі, з великою часткою вуглецю, високими або низькими відсотками лігатур, варяться електродами з маркуванням, що починається з символу Е - електрод, потім йдуть цифри, що вказують на гранично допустимі навантаження при розтягуванні (кгс_мм2), в кінці стоїть індекс А - позначає підвищену стійкість шва до пластичним і ударних навантажень. Наприклад: Е 42, Е 50, Е46 А, Е 60 і тд.
Термостійкі і високолеговані стали: символу Е, цифр після тире, вказують на кількість вуглецю, слідом йдуть літери і цифри - вказують на конкретний хімічний елемент (А - азот, М-молібден, Ф - ванадій і тд.) І його кількість в сотих частках . Хімічні складові розташовані в порядку убування їх кількості в виробі. Наприклад: Е-09М; Е-10ХЗМ1БФ; Е-30Г2ХМ і тд. - марки електродів для зварювання
Марки - параметр індивідуальний і залежить виключно від виробника. - Діаметр
Товщина внутрішньої частини покритого електрода коливається в межах від 1.6 до 12 мм, в побуті найчастіше використовуються товщини 3-5 мм. - призначення
Виготовлені для роботи з вуглецевими сталями і з низьким числом домішок, а також міцністю до 60 кгс / м2, електроди маркуються буквою - У;
Леговані конструкційні сталі з межею міцності вище 60кгс / м2, зварюють виробами з маркуванням - Л;
Продукцію для сталей з низьким коефіцієнтом теплопровідності маркуютьлітерою - Т;
Метали з великою часткою домішок і унікальними властивостями можна зварювати виробами з маркуванням - В;
Наплавлювальні шари з унікальними характеристиками виробляються виробами з маркуванням - Н. - товщина покриття
Значення, що показує співвідношення товщини покриття до внутрішнього стрижня. Якщо це відношення менше 1.2, то виріб маркують символом М і відносять до тонко покритим; середній шар в межах від 1.2 до 1.45 маркується символом С; товсті - від 1.45 до 1.8 зазначають символом Д і нарешті найтовстіше, ставлення якого більш 1.8 маркують позначкою Г. - Основні властивості шва
Точні властивості сплавів, для кожного типу ці значення власні і вказують на міцність, процентний склад домішок, робочу температуру шва і ряд інших показників. Дані значення можна знайти у відповідних таблицях з розшифровками. - Вид електродного покриття
А - кислотне покриття.
Б - фтористо-кальциевое.
Ц - целюлоза.
Р - рутилове.
Ж - підвищений вміст заліза.
Також існують змішані види покриття електродів, які маркується декількома буквами виходячи зі складу. - Маркування просторових положень
1 - все,
2 - все, крім вертикального, спрямованого вниз;
3 - нижня, плюс вертикальне (рух знизу-вгору);
4 - виключно нижнє. - Рід зварювального струму і підключення
- Індекс 0 електроди для постійного струму і зворотним підключенням;
- індекс 1,4, 7 - вказує на вироби для будь-яких пологів напруги і будь-яких підключень;
- покажчики - 2,5,8 - струм будь-, але підключення повинно бути прямим;
- індекси - 3,6,9 для будь-яких струмів і зворотного підключення.
Виробники зварювальних електродів
Нижче, представлена трійка кращих виробників зварювальних, покритих електродів Росії:
- НПП «Зварювання Євразії». За більш, ніж 70 річну історію компанія встигла освоїти повний цикл виробництва електродів і на даний момент випускає всі види електродів - плавляться, зварювальні, для легованих сталей і багато інших.
- ЗАТ «Електродний завод». Виробник славиться своїми виробами, що поставляються на найбільші машинобудівні заводи країни, також компанія випускає продукцію і для рядового споживача. професійні зварювальники відзначають зручність роботи і якість продукції даної компанії.
- ТОВ «НВО Спецелектрод». Вироби цієї фірми це понад 50 різних марок споживчих стрижнів товщиною до 6мм. Також виробництво приймає індивідуальні замовлення.
Не варто забувати і про світових лідерів, трійка кращих:
- Esab - компанія з віковою історією та продукцією, визнаною кращою в світі. Ці Шведські електроди знають на всіх континентах як найякісніші.
- Kobe Steel - Японська компанія, що одержала популярність за рахунок поставок їхньої продукції нафтовидобувним підприємствам.
- Klöckner & Co SE - німецька компанія, яка виробляє сталь і витратні матеріали для зварювальних робіт. Електроди для зварювання даної фірми дуже популярні і широко використовуються в Росії.
Електроди для ручного дугового зварювання виготовляють у вигляді стрижнів, виконаних з холоднотянутой калиброванной зварювального дроту, на яку методом опресування під тиском наносять шар захисного покриття. Роль покриття полягає в металургійній обробці зварювальної ванни, захисту її від атмосферного впливу і забезпеченні більш стійкого горіння дуги.
До складу захисного покриття входять:
- стабілілізірующіе речовини забезпечують стійкий процес горіння дуги за рахунок з'єднань лужних і щелочеземельних металів, що володіють низьким потенціалом іонізації. До таких металів відносять калій, натрій, кальцій, які містяться в кальцинованої соді, поташ, деяких видах вапняку і мармуру;
- шлакообразующие компоненти, що представляють собою руди (титанові і марганцеві) і різні мінерали (польовий шпат, граніт, кремнозем, плавиковий шпат). За допомогою шлакообразующих компонентів навколо зварювальної ванни створюється захисна шлаковая плівка, що перешкоджає окислювальним процесам;
- газообразующие - неорганічні (мармур СаСОе, магнезит MgC03 і ін.) і органічні (крохмаль, деревне борошно тощо) речовини. Роль цих речовин зводиться до додаткового захисту зварювальної ванни за рахунок виділених газів, що утворюють захисну облочки;
- легуючі елементи і раскислители кремній, марганець, титан, і інші, а також сплави цих елементів з залізом. Їх застосовують для наповнення зварювальної ванни легирующими елементами, надаючи металу потрібний склад. Алюміній як раскислитель вводиться в покриття у вигляді порошку-пудри;
- раскисляющие речовини дозволяють відновлювати метали з утворених в зварювальної ванні оксидів. Для цього служить феромарганець, феросиліцій і ферротитан;
- сполучні компоненти - водні розчини силікатів натрію і калію, звані рідким склом, додають покриттю, створеному з порошкових матеріалів монолітність;
- формувальні добавки - речовини, що додають покриттю кращі пластичні властивості (бетоніт, каолін, декстрин, слюда та ін.).
Для забезпечення стійкого горіння дуги в покриття вводять речовини, що містять елементи з низьким потенціалом іонізації (солі лужних металів). З метою підвищення продуктивності зварювання в покриття додають залізний порошок, зміст якого може досягати до 60% маси покриття.
При ручного дугового зварювання плавленням застосовують не плавляться і плавляться електроди, а також інші допоміжні матеріали.
Неплавкі електродні стрижні виготовляють з вольфраму, електротехнічного вугілля або синтетичного графіту. Вугільні і графітові електроди (стрижні) виготовляють діаметром від 4 до 18 мм довжиною 250 і 700 мм. Графітові електроди мають кращу електропровідність і більш стійкі проти окислення при високих температурах, ніж вугільні електроди.
Для автоматичного і напівавтоматичного зварювання електродом служить калиброванная дріт діаметром від 0,3 до 12 мм, так звана зварювальний іля електродний дріт, яку поставляють в мотках і котушках масою від 2 до 80 кг. В даний час знаходять також застосування порошкова (трубчаста з наповнювачем) дріт, гола легована дріт, електродна стрічка і пластини.
Плавкі електроди виготовляють з зварювального дроту, яка згідно з ГОСТ 2246-70 поділяється на вуглецеву, леговану і високолеговану. Всього в ГОСТ включено 77 марок дроту. Позначення дроту включає поєднання букв і цифр. Перші дві цифри вказують на вміст в дроті вуглецю в сотих частках відсотка. Потім буквою і цифрою (цифрами) по черзі зазначаються найменування і зміст у відсотках легуючих елементів. При утриманні легуючого елемента в дроті менш 1% ставиться тільки буква цього елементу. Умовне буквене позначення легуючих елементів наведено в таблиці.
Позначення легуючих елементів
| Найменування | При маркуванні металу | Найменування | Умовне позначення елемента по таблиці Менделєєва | При маркуванні металу | |
| Марганець | Мn | Г | Титан | Ti | Т |
| кремній | Si | З | ніобій | Nb | Б |
| хром | сг | X | ванадій | V | Ф |
| нікель | Ni | Н | кобальт | з | До |
| молібден | Mo | М | мідь | Сu | Д |
| вольфрам | W | В | Бор | В | Р |
| селен | Se | Е | азот | N | А * |
| алюміній | AI | Ю |
* У високолегованих сталях (не можна ставити в кінці позначення марки).
Буква А в кінці марки стали свідчить про те, що вона високоякісна і в ній знаходиться мінімальна кількість сірки і фосфору. Позначення зварювального дроту складається з букв Св (зварювальний) і буквено-цифрового позначення її складу. Наприклад, дріт з низьковуглецевої кремнемарганцевой сталі, що містить 1,40-1,8% Мn і 0,60-0,85% Si, позначається Св-08Г2С по ГОСТ 2246-70.
Дріт для виготовлення електродів для зварювання алюмінію і його сплавів маркується: АТ, А1, АТ, АД1, АМц, Амг і т. Д., Де цифра показує загальну кількість домішок (ГОСТ 7871-75). Випускається також сталева наплавочная дріт по ГОСТ 10543-75.
Для зварювання міді і її сплавів застосовують електроди зі стрижнями з мідного дроту M1 і М2, бронзи Бр.КМцЗ-1 і ін. Мідь маркується літерою М, бронзи - буквами Бр.
Електроди, застосовувані для зварювання і наплавлення, класифікуються за призначенням (для зварювання сталі, чавуну, кольорових металів і для наплавочних робіт), технологічними особливостями (для зварювання в різних просторових положеннях, для зварювання з глибоким проплавлением і для ванного зварювання), виду і товщині покриття, хімічним складом стрижня і покриття, характеру шлаку, механічними властивостями металу шва і способу нанесення покриття (обпресуванням або зануренням).
Основними вимогами для всіх типів електродів є:
- забезпечення стабільного горіння дуги і гарного формування шва;
- отримання металу зварного шва заданого хімічного складу;
- спокійне і рівномірне розплавлення електродного стрижня і покриття;
- мінімальне розбризкування електродного металу і висока продуктивність зварювання;
- легка віддільність шлаку і достатня міцність покриттів;
- збереження фізико-хімічних і технологічних властивостей електродів протягом певного проміжку часу;
- мінімальна токсичність при виготовленні і при зварюванні.
Всі електроди для ручного зварювання можна розділити на наступні групи:
- «В» - для зварювання високолегованих сталей з особливими властивостями - 49 типів;
- «Л» - для зварювання легованих конструкційних сталей з тимчасовим опором розриву понад 600 МПа - п'ять типів (Е70, Е85, Е100, Е125, Е150);
- «Т» - для зварювання легованих теплостійких сталей - дев'ять типів;
- «У» - для зварювання вуглецевих і низьколегованих конструкційних сталей з тимчасовим опором розриву;
- «Н» - для наплавлення поверхневих шарів з особливими властивостями - 44 типу.
Цифри в позначеннях електродів для зварювання конструкційних сталей означають гарантується межа міцності металу шва.
За товщиною покриття електроди поділяються на електроди з тонким, середнім, товстим і особливо товстим покриттям.
По виду покриття електроди поділяються: з кислим покриттям - А; з основним покриттям - Б; з целюлозним покриттям - Ц; з рутиловим покриттям - Р; з покриттям змішаного виду - з подвійним позначенням; з іншими видами покриттів - П.
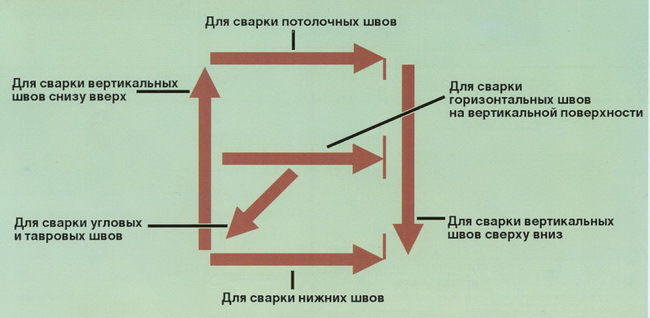
Випускаються промисловим способом електроди в залежності від допустимого просторового положення зварювання можуть ділитися на чотири групи:
- електроди, якими можна варити у всіх положеннях шва - 1;
- електроди, призначені для всіх положень, крім вертикального зверху вниз - 2;
- для нижнього, горизонтального на вертикальній площині і вертикального знизу вгору - 3;
- для нижнього і нижнього в човник - 4.
Електроди позначаються літерою «Е», а потім слідують цифри, що вказують міцності наплавленого металу. Наприклад, позначення Е-42 вказує, що електроди цього типу забезпечують мінімальне тимчасовий опір 420 МПа. Якщо в позначенні після цифр стоїть буква «А», то це означає, що цей тип електрода забезпечує більш високі пластичні властивості наплавленого металу. Електроди розрізняють по марках, які вказані в їх паспорті. Одному і тому ж типу електродів може відповідати кілька марок. Наприклад, електродів типу Е-46 відповідають марки АНО-4, МР-3 і деякі інші; для електродів типу Е-42 відповідають марки УОНИ-13/45 і СМ-11. Область застосування деяких типів електродів можна визначити по таблиці.
Типи електродів і їх застосування
| Тип електрода | Відносне подовження, % | призначення |
| Е70 Е85 Е100 Е125 Е150 | 14 12 10 8 6 | Сварка легованих конструкційних сталей підвищеної та високої міцності з тимчасовим опором 600 МПа |
| Е55 Ебо | 20 18 | Сварка вуглецевих і низьколегованих конструкційних сталей з тимчасовим опором 500-600 МПа |
| Е38 Е42 Е46 Е50 | 14 18 18 16 | Сварка вуглецевих і низьколегованих конструкційних сталей з тимчасовим опором до 500 МПа |
| Е42А Е46А Е50А | 22 22 20 | Сварка вуглецевих і низьколегованих інструкційних сталей з підвищеними вимагати до пластичної ударної в'язкості |
Примітка: Для електродів типу Е70, Е85, Е100, Е150 механічні властивості вказані після термообробки.
Перед зварюванням необхідно ознайомитися з написом на етикетці пачки. Наприклад, якщо на пакувальній пачці стоїть умовне позначення:
Е42 - УОНІ- 134/45 - УД
Е432 (5) - Б1 = ОП то це означає:
- Е42А - тип електрода з прочностной 420 Мпа; УОНИ - 13/45 - марка електрода;
- 3 - діаметр електрода = 3 мм:
- У - призначення електрода для зварювання вуглецевих і низьковуглецевих сталей;
- Д - електрод з товстим покриттям;
- Е432 (5) - група індексів, що вказують характеристики наплавленого металу;
- Б - вид покриття;
- 1 - для всіх просторових положень;
- = ОП - постійний струм зворотної полярності.
Умови зберігання і транспортування електродів такі ж, як і для зварювального дроту. При необхідності електроди прожарюють не пізніше, ніж за 5 діб перед зварюванням. Після цього електроди зберігають в запаяних поліетиленових пакетах без доступу повітря. Прожарювати електроди більше двох разів (не рахуючи прогартовування при їх виготовленні) не можна, так як покриття може відшаровуватися і обсипатися.
властивості електродів
покриття електродів
Електродні покриття складаються з шлакоутворюючих, газообразующих, розкислюючих, легуючих, стабілізуючих і сполучних (клеять) компонентів.
шлакоутворювальні складові захищають розплавлений метал від впливу кисню та азоту повітря і частково рафінують (очищають) його. Вони утворюють шлакові оболонки навколо крапель електродного металу, що проходять через дугового проміжок, і шлаковий покрив на поверхні металу шва. Шлакоутворювальні складові зменшують швидкість охолодження металу і сприяють виділенню з нього неметалевих включень. Шлакоутворювальні складові можуть включати в себе титановий концентрат, марганцеву руду, польовий шпат, каолін, крейда, мармур, кварцовий пісок, доломіт, а також речовини, що підвищують стабільність горіння дуги.
газоутворюючі складові при згорянні створюють газову захист, яка оберігає розплавлений метал від кисню та азоту повітря. Газоутворюючі складові складаються з деревної муки, бавовняної пряжі, крохмалю, харчової борошна, декстрину і целюлози.
розкислюючі складові необхідні для розкислення розплавленого металу зварювальної ванни. До них відносяться елементи, які мають більшу спорідненість до кисню, ніж залізо, наприклад марганець, кремній, титан, алюміній і ін. Більшість раскислителей вводиться в електродне покриття у вигляді феросплавів.
легуючі складові необхідні в складі покриття для додання металу шва спеціальних властивостей: жаростійкості, зносостійкості, опірності корозії і підвищення механічних властивостей. Легуючими елементами служать марганець, хром, титан, ванадій, молібден, нікель, вольфрам і деякі інші елементи.
стабілізуючими складовими є ті елементи, які мають невеликий потенціал іонізації, наприклад калій, натрій і кальцій.
Сполучні (клеять) складові застосовують для скріплення складових покриття між собою і зі стрижнем електрода. Як них застосовують калиевое або рідке скло, декстрин, желатин і інші. Основним сполучною речовиною служить рідке скло.
Всі покриття повинні відповідати таким вимогам:
- забезпечувати стабільне горіння дуги;
- фізичні властивості шлаків, що утворюються при плавленні електрода, повинні забезпечувати нормальне формування шва і зручне маніпулювання електродом;
- не повинні відбуватися реакції між шлаками, газами і металом, здатні викликати утворення пор в зварних швах;
- матеріали покриття повинні добре подрібнюватись і не вступати в реакцію з рідким склом або між собою в замісі;
- склад покриттів повинен забезпечувати прийнятні санітарно-гігієнічні умови праці при виготовленні електродів і в процесі їх згоряння.
електрод, Що складається з електродного стрижня і покриття, при плавленні утворює розплавлений метал і шлак. Шлак повинен володіти певними фізичними і хімічними властивостями.
До фізичними властивостями шлаку відносять температуру плавлення, температурний інтервал затвердіння, теплоємність, теплосодержание, в'язкість, здатність розчиняти оксиди, сульфіди і т. д., щільність, газопроникність і коефіцієнти лінійного і об'ємного розширення.
До хімічними властивостями відносять здатність шлаку понижати розплавлений метал зварювальної ванни, пов'язувати оксиди в легкоплавкі з'єднання, а також легувати розплавлений метал зварювальної ванни.
Фізичні властивості утворюються шлаків роблять значний вплив на процес зварювання і формування зварного шва. У всіх електродних покриттях при їх плавленні густина шлаку повинна бути меншою за щільність металу зварювальної ванни, що забезпечить його спливання зі зварювальної ванни. Температурний інтервал затвердіння шлаку повинен бути нижче температури кристалізації металу зварювальної ванни, інакше шар шлаку буде пропускати виділяються з зварювальної ванни гази. Шлак повинен покривати зварений шов по всій поверхні рівним шаром.
Шлаки, що утворюються при плавленні електродних покриттів, бувають «довгі» і «короткі». «Довгими» називають такі шлаки, в складі яких міститься значна кількість кремнезему. Зростання їх в'язкості при зниженні температури відбувається повільно. Електроди, що мають покриття, що утворюють при плавленні «довгі» шлаки, не придатні для зварювання в вертикальної і стельової площинах, так як зварювальний ванна тривалий час знаходиться в рідкому стані. Для зварювання у всіх просторових положеннях застосовують електроди, покриття яких при плавленні дають «короткі» шлаки; зростання в'язкості розплавленого шлаку з пониженням температури відбувається швидко, тому що закристалізувався шлак перешкоджає стіканню металу шва, що знаходиться ще в рідкому вигляді. «Короткі» шлаки дають електроди з рутиловим і основним покриттям.
Досить хорошу відділення шлакової кірки від поверхні металу отримують при застосуванні шлаків, що мають коефіцієнт лінійного розширення, що відрізняється від коефіцієнта лінійного розширення металу.
Властивості металу шва і технологічні характеристики електродів
Електроди характеризують за властивостями наплавленого ними металу, до яких відносяться: міцність, пластичність, подовження, ударна в'язкість, твердість, корозійна стійкість, стійкість проти старіння, а при наплавочних роботах і зносостійкість.
Поряд з якістю металу шва, отриманого при зварюванні даними електродом, важливе значення мають і його технологічні властивості. До основних технологічних властивостей електрода відносять його продуктивність, придатність для зварювання в різних просторових положеннях, стабільність горіння дуги при постійному і змінному струмі, допустиму максимальну і мінімальну довжину дуги, форму шва, коефіцієнти наплавлення, розплавлення і втрат.
Порівняльні характеристики електродів
На сучасному ринку з'явилися електроди, що випускаються фірмами країн Європи, Америки і Азії. Для їх покриття використовуються різні склади, Що дозволяють поліпшити якість зварного з'єднання за рахунок ефективного захисту зварювальної ванни. Орієнтуватися в цьому розмаїтті складно. Найпростіше порівнювати ці електроди з вітчизняними аналогами по таблиці.
| виконання | Марка електрода | вид покриття | Індекс електрода по стандартам | ||
| ISO 2 560 | AWSA5.1-69 | ГОСТ 0467-75 | |||
| Фірма - виробник ESAB (Швеція) | |||||
| звичайне те ж те ж високопродуктивне те ж те ж те ж те ж те ж те жe |
ОК.53,05 ОК43,32 ОК46,00 ОК48,00 ОК48,30 ОК55,00 OKFemax 38,65 OKFemax 38,85 OKFemax 33,65 OKFemax 33,80 |
Оновная рутилове рутилове Основний Основний Основний Основний Основний рутилове рутилове |
Е51В21 / Н / E512RR32 E433R12 Е515В12020 / Н / Е515В12020 / Н / Е515В12026 / Н / Е514В17036 / Н / Е514В17036 / Н / Е513 RR170 32 E513RR190 32 |
Е7016 |
Е50А Е50 Е46 Е50А Е50А Е50А Е50А Е50А Е50 Е50 |
| Фірма - виробник Phoemix Union (Німеччина) | |||||
| звичайне те ж те ж те ж те ж |
400SHGrunK45 401SH Grun K50 401SH Grun K50R 104 GrunMDS 106 GrunMD |
звичайне те ж те ж рутилове те ж |
Е434В29 Е434В26 Е514В26 E432 R12 Е432 R12 |
Е615 Е615 Е616 Е612 Е612 |
Е46А Е46А Е50А Е46 Е46 |
| Фірма - виробник « Kobe Streel»(Японія) | |||||
| звичайне те ж те ж те ж те ж Те ж Високопродуктивне те ж те ж те ж |
L-26 LB-47A ZERODE-6V ZEROD-13 B-33 RB-62 LBI-52H LBF-52A LB-52-58 RB24 FB-24 |
звичайне те ж те ж рутилове те ж те ж звичайне те ж те ж те ж |
E515B26 / H / E434B26 / H / E433R11 E433R21 E433R21 E514B12036 / H / E514B12036 / H / E514B12036 / H / E512RR16034 E512RR13034 |
16034E716 E716 E7048 E6013 E6013 E6013 E7028 E7028 E7028 E7024 |
Е50А Е46А Е50А Е46 Е46 Е46 Е50А Е50А Е50А Е50 |
| Фірма - виробник « Oerlicon»(Швейцарія) | |||||
| звичайне те ж Високопроізодітельное те ж |
Tenacito Spercito OH blau Kb OH blau TL OH blau 180 |
звичайне те ж те ж рутилове те ж |
Е515В29 |
E7018 E7018 E7028 E6024 E6024 |
Е50А Е50А Е50А Е46 Е46 |
Плавляться електроди застосовують для збудження і підтримки зварювальної дуги, але самі вони зварювальну ванну не наповнюють. Для цього застосовують електроди, виготовлені у вигляді стрижнів циліндричної форми, виконані з тугоплавкого матеріалу (в основному вольфрам, рідше вугілля або графіт). Кінець електрода заточується на конус. Для підтримки стійкої дуги до складу електродів вводять оксиди активують рідкоземельних металів (торій, лантан і т.д.), що підвищують емісійну здатність електрода.
Графітові електроди мають високу електропровідність, стійкі проти окислення при високих температурах.
Вольфрамові електроди можуть бути виготовлені з чистого вольфраму або з додаванням активізують присадок, які забезпечують більш стійке горіння дуги, підвищують стійкість електрода при підвищеній щільності струму. Зміст активують добавок зазвичай не перевищує 1 - 3%.
Електроди з кислим покриттям
У складі кислого покриття електродів містяться оксиди заліза і марганцю (переважно у вигляді руд), кремнезем, титановий концентрат і велика кількість феромарганцю. Газову захист розплавленого металу забезпечують розкладанням органічних складових покриття (целюлози, деревної муки, декстрину, крохмалю). Метал, наплавлений електродами з кислим покриттям, за своїм складом найчастіше відповідає киплячій стали і містить від 0,12% С, 0,10% Si, 0,6-0,9% Мn до 0,05% S і Р кожного.
Електроди цієї групи придатні для зварювання у всіх просторових положеннях змінним і постійним струмом і характеризуються досить великою швидкістю розплавлення. Їх не рекомендується застосовувати для зварювання сталей, які мають підвищений вміст сірки і вуглецю, так як метал шва, виконаний цими електродами, чутливий до утворення кристалізаційних тріщин.
Електродами з кислим покриттям можна зварювати метал з іржавими крайками, окалиною (при значній напрузі дуги), отримуючи при цьому щільні шви. Пори в швах при зварюванні електродами з кислим покриттям утворюються:
- через високий вміст марганцю в покритті;
- при застосуванні феромарганцю з великим вмістом вуглецю і кремнію;
- при зварюванні металу з високим вмістом кремнію.
Електроди цієї групи дозволяють отримувати метал шва з тимчасовим опором понад 42 кгс / мм2, відносним подовженням не менше 18% і ударною в'язкістю понад 8 кгс ּ м / мм2. За механічними властивостями зварного з'єднання і металу шва електроди з кислим покриттям відносяться до типу Е42 по ГОСТ 9467- 75. Недоліками цих електродів є знижена стійкість проти утворення кристалізаційних третщін, підвищений розбризкування металу і виділення в процесі зварювання марганцевистих з'єднань, що шкідливо впливають на організм людини.
Електроди з основним покриттям
Основне покриття електродів складається з:
- карбонатів кальцію
- магнію (мармур, крейда, доломіт, магнезит)
- плавиковогошпату
- феросплавів (феромарганець, феросиліцій, ферротитан і ін.).
Розплавлений метал захищається вуглекислим газом і окисом вуглецю, які утворюються внаслідок дисоціації карбонатів. Електроди з основним покриттям застосовують переважно при зварюванні на постійному струмі зворотної полярності у всіх просторових положеннях. Метал, наплавлений такими електродами, найчастіше відповідає спокійній стали і містить незначну кількість кисню, водню і азоту. Вміст сірки і фосфору в ньому зазвичай не перевищує 0,035% кожного вміст марганцю і кремнію залежить від призначення електродів (від 0,5 до 1,5% Мn і від 0,3 до 0,6% Si). Метал шва, стійкий проти утворення кристалізаційних тріщин, старіння, має досить високі показники ударної в'язкості як при позитивних, так і при негативних температурах.
Електроди з основою покриттям застосовують для зварювання металів великої товщини, для виробів, що працюють у важких експлуатаційних умовах або транспортують гази, а також для зварювання литих вуглецевих, низьколегованих високоміцних сталей і сталей з підвищеним вмістом сірки і вуглецю.
Електроди з сновним покриттям вельми чутливі до утворення пір під час зварювання, якщо кромки зварювальних виробів покриті окалиною, іржею, маслом, а так само якщо електродне покриття зволожені і підтримується велика довжина дуги. Механічні властивості металу шва регулюють введенням в покриття хрому, молібдену, феромарганцю і феросиліцію.
Електроди з покриттям рутилу покриттям
До складу рутилового покриття електродів входять:
- концентрат природного мінералу рутилу
- кремнезем
- карбонати кальцію, магнію
- феромарганець.
Концентрат рутила складається в основному з двоокису титану. Кремнезем до складу покриття вводиться у вигляді граніту, польового шпату і слюди.
Електроди цієї групи при зварюванні мало схильні до утворення пір при зміні довжини дуги або по окисленим поверхнях, а також по металу, наплавленого раніше електродами із стабілізуючим покриттям. У процесі зварювання рутилове покриття забезпечує стійке горіння дуги, хороше формування шва, а також мінімальне розбризкування металу. Виділення шкідливих газів при зварюванні невелике.
Електродами з рутиловим покриттям можна зварювати вироби у всіх просторових положеннях як змінним, так і постійним струмом. Метал, наплавлений електродами з рутиловим покриттям, містить до 0,12% С; 0,4 - 0,7% Мn; 0,1 - 0,3% Si; 0,04% S і Р кожного.
- рутило-карбонатна (електроди АНО-3, АНО-4, АНО-5);
- рутило-карбонатно-фтористі (електроди ОЗЛ-9);
- ільменітове (електроди АНО-6);
- рутилове з залізним порошком (електроди AHO-1);
- пластмасове (електроди ВСП-1).
Електроди з рутило-карбонатних покриттям мають високі зварювально-технологічними властивостями. При зварюванні цими електродами забезпечуються хороше формування металу шва у всіх просторових положеннях, легка відділення шлакової кірки, стійке горіння дуги при зварюванні змінним і постійним струмом будь-якої полярності. Вони мають малі втрати металу від розбризкування і в цьому відношенні значно перевершують електроди СМ-5. За механічними властивостями металу шва і зварного з'єднання дані електроди відносяться до електродів, типу Е-46, ГОСТ 9467-75. Електроди з рутило-карбонатних покриттям забезпечують високу ударну в'язкість металу шва при позитивних і негативних температурах безпосередньо після зварювання і після старіння. Значення ударної в'язкості металу шва, виконаного електродами АНО-3 і АНО-4, АНО-5, значно вище, ніж для електродів СМ-5.
Електроди з рутило-карбонатно-фтористим покриттям застосовуються при зварюванні жаростійких сталей, що працюють при температурі до 1050 ° С, і коли до металу шва пред'являються вимоги підвищеної стійкості проти охрупчивания.
Електроди з ільменітовим покриттям відрізняються легким збудженням дуги. При зварюванні електродами АНО-6, що мають ільменітове покриття, виділяється менше пилу, диму і газів, ніж при зварюванні електродами СМ-5.
Електроди, що мають рутилове покриття з залізним порошком, Мають високу продуктивність за рахунок наявності в покритті залізного порошку. Сварка виконується в основному в нижньому положенні. При зварюванні виділяється невелика кількість токсичних сполук марганцю. Ці електроди мають типовий коефіцієнт наплавлення 15 r / A ּ год. Схильність металу шва до утворення пір незначна, так як наявність іржі і масла, як правило, не викликає утворення пор.
Електроди з пластмасовим покриттям також містять залізний порошок, цими електродами легко заварюють зазори. Покриття негигроскопично. Сварка можлива у всіх просторових положеннях на постійному і змінному струмі.
Електроди для зварювання чавуну
Для зварювання чавуну електроди характеризуються за вживаним стрижня електрода.
Стрижень електрода може бути виготовлений з чавунних прутків, сталевий зварювального дроту, мідного дроту і її сплавів, а також з деяких дротів легованих сталей. В основному для зварювання чавуну застосовуються електроди наступних марок: ОМЧ-1, МНЧ-1, ОЗЧ-1, ЦЧ-4 і ЦЧ-ЗА, Анч-1.
Електроди марки ОМ4-1, Виготовлені з литих чавунних прутків зі спеціальним покриттям, застосовуються для зварювання і наплавлення чавунних деталей і виливків з сірого чавуну з попереднім підігрівом. Ці електроди придатні для зварювання тільки в нижньому положенні на постійному струмі зворотної полярності і змінному струмі і забезпечує отримання в наплавленого металу - звареному шві сірого чавуну. Стійкість дуги і формування шва у електродів ОМЧ-1 задовільний.
Електроди МНЧ-1 виготовляють з дроту: НМЖМц з основним покриттям. Ці електроди призначені для зварювання та наплавлення чавуну без підігріву. Сварка може виконуватися в нижньому, вертикальному і стельовому положеннях на постійному струмі зворотної полярності. Наплавлений метал представляє залізо-нікелемедний сплав і добре обробляється.
Електроди ОЗЧ-1 виготовляють з мідного дроту з основним покриттям, що містить залізний порошок. Ці електроди застосовуються для зварювання та наплавлення чавуну без підігріву. Стійкість дуги і формування шва задовільний.
Електроди Анч-1 виготовляються з дроту Св-04Х19Н9 або Св-04Х19Н9Т, в оболонці з міді з основним покриттям. При зварюванні цими електродами підігрів не потрібно і вони придатні для зварювання в нижньому і вертикальному положеннях на постійному струмі зворотної полярності. Метал шва, меднохромонікелевий сплав, добре піддається механічній обробці, стійкість дуги - задовільна.
Електроди ЦЧ-4 складаються з електродного стрижня Св-08 і СВ-08А з основним покриттям і призначені для зварювання конструкцій з високоміцного чавуну і чавуну зі сталлю. Метал шва досить пластичний і добре обробляється на механічних верстатах.
Електроди ЦЧ-3А мають стрижень Св-08Н50 і покриття основного типу і застосовуються для холодної зварювання високоміцного магнієвого чавуну.
Електроди для зварювання вуглецевих і низьколегованих конструкційних сталей
Електроди А марок СМ-5, КПЗ-32Р і УНЛ-1 та інші призначені для зварювання низьковуглецевих сталей у всіх просторових положеннях.
Електроди Б марок УОНИ-13/45, СМ-11, УП-1/45, УП-2/45 і ОЗС-2 призначені для зварювання низьковуглецевих, середньовуглецевих і низьколегованих сталей. Метал шва має високу стійкість проти утворення кристалізаційних тріщин і характеризується низьким вмістом водню. Електроди цієї групи придатні для зварювання у всіх просторових положеннях.
Електроди Р марок АНО-3, АНО-4, МР-1, МР-3, ОЗС-4, ОЗС-6, РБУ-4, РБУ-5, ЗРС-2, ОЗС-3, ЗРС-1 призначені для зварювання низьковуглецевих сталей у всіх просторових положеннях.
Електроди Б марок УОНИ-13/55, ДСК-50, УП-1/55, УП-2/55, К-5А призначені для зварювання низьковуглецевих, середньовуглецевих і низьколегованих сталей. Вони характеризуються малим вмістом водню і високою стійкістю шва проти утворення кристалізаційних тріщин. Сварка цими електродами можлива у всіх просторових положеннях.
Електроди марки УОНИ-13/65 призначені для зварювання середньовуглецевих і низьколегованих хромистих, хромомолібденових і хромокремнемарганцових сталей у всіх просторових положеннях.
Процентний вміст вуглецю в наплавленого металу для нижче перерахованих електродів становить:
- КПЗ-32Р і УНЛ-1 - 0,07;
- УОНИ-13/45, СМ-11, УП-1/45 і УП-2/45 - 0,10;
- ОЗС-2, АНО-3 і АНО-4 - 0,08;
- МР-1 - 0,12; МР-3 - 0,11; ОЗС-4 і ОЗС-6 - 0,10;
- РБУ-4 і РБУ-5 - 0,08,
- ЗРС-2 -0,12; ОЗС-3 - 0,10;
- ЗРС-1 - 0,12;
- УОНИ-13/55 - 0,09;
- ДСК-50, УП-1/55 і УП-2/55 - 0,10;
- УОНИ-13/65 - 0,13.
Електроди для зварювання теплостійких сталей
Електроди А марки ЦЛ-14 призначені для зварювання конструкцій із сталей 12MX, 15ХМ та 20МХ-Л, що працюють при температурі до 550º С. Сварка можлива у всіх просторових положеннях.
Електроди Б марки ГЛ-14 призначені для зварювання конструкцій зі сталі 12MX, що працює при температурі до 560 ° С. Сварка можлива у всіх просторових положеннях.
Електроди Б марки ЦЛ-30-63 призначені для зварювання сталей 34ХМ і 20ХЗМВФ. Сварка можлива в нижньому і вертикальному положеннях.
Електроди Б марки ЦЛ-20-63 використовують при зварюванні перлитових хромомолібденованадієвих сталей 20ХМФ, 20ХМФ-Л і 12Х1М1Ф. Конструкції з указное сталей тривало працюють при температурі до 570 ° С.
Електроди Б марки ЦЛ-26М-63 призначені для зварювання конструкцій жароміцних сталей перлітного класу 15ХМФКР і 12Х2МФБ, що працюють при температурі до 600 ° С.
Електроди Б марки ЦЛ-17-63 призначені для зварювання сталей Х5М і 15Х5МФА, що працюють при температурах до 450 ° С.
Електроди Б марки СЛ-16 призначені для зварювання сталей Х5ВФ, 06X13 і Х17.
Електроди Б марки ЛМЗ-1 призначені для зварювання сталей типу 1X13. Сварка можлива тільки в нижньому положенні.
Зварювання електродами ЦЛ-20-63, ЦЛ-26М-63, ЦЛ-17-63 і СЛ-16 виконують у всіх просторових положеннях.
Електроди для зварювання корозієстійких, жаростійких і жароміцних сталей і сплавів
ОЗЛ-14 -для зварювання сталей ОХ18Н10Т, ОХ18Н10 і Х18Н10Т і їм подібних, коли до металу шва пред'являються вимоги стійкості проти міжкристалітної корозії;
ОЗЛ-8 -для зварювання сталей Х18Н9, Х18Н9Т і їм подібних, які працюють при температурі до 350 ° С;
ЦЛ-11- для зварювання сталей X18H10T, Х18Н9Т, OX13H12T, ОХ18Н12Б, 1X21H5T, 1Х16Н13Б і їм подібних, коли до металу шва пред'являються жорсткі вимоги стійкості до міжкристалітної корозії;
ЦТ-15-1 -для зварювання стали Х18Н12Т і їй подібних, які працюють при температурі 600-650º С, і високому тиску;
ЗІО-3-для зварювання сталей X18H10T, Х18Н9Т і їм подібних, які працюють при температурі до 560 ° С або в умовах, коли до металу шва пред'являються вимоги стійкості проти міжкристалітної корозії.
Для зварювання жаростійких сталей і сплавів використовуються електроди ОЗЛ-6, ЦЛ-25, ОЗЛ-4, ОЗЛ-9а і ГС-1, ОЗЛ-5 і ЦТ-17.
Електроди ОЗЛ-6 призначаються для зварювання сталей Х25Т, Х28 і інших, що працюють при температурі 1150º С; ЦЛ-25-для сталей Х25Т, Х28, Х23Н18, що працюють при температурі вище 850 ° С; ОЗЛ-4-для сталей Х25Т, Х28, Х23Н18, що працюють при температурі 900-1100º С; ОЗЛ-9А -для сталей Х23Н13, Х23Н18 і їм подібних, які працюють в окисних і науглероживается середовищах при температурі 900-1050 ° С; ГС-1 для сталей Х20Н14С2, Х25Н20С2 і їм подібних, які працюють при температурі до 1050 ° С (першого шару); ОЗЛ-5-для сталей Х25Н20С2, Х20Н14С2, що працюють в інтервалі температур 900-1100 ° С; ЦТ-17-для стали Х20Н14С2 і їй подібних, які працюють при температурах 900-1100 ° С. Для зварювання жароміцних сталей і сплавів застосовуються електроди, призначення яких наводиться в таблиці.
Призначення електродів для зварювання жароміцних сталей і сплавів
Електроди для зварювання кольорових металів
Для кожного кольорового металу, який піддається дугового зварювання, розроблені спеціальні електроди.
алюміній і його сплави зварюють електродами ОЗА-1, АФ-4аКр, А2 і ОЗА-2.
мідь і її сплави зварюють електродами «Комсомолець-100», МН-5, АНМц / ЛКЗ-АБ.
нікель і його сплави зварюють електродами МЗОК і ХН-1.
Електроди ОЗА-1 і АФ-4аКр, Виготовлені з дроту Св-А1 з покриттям галогенідними типу, застосовуються для зварювання та наплавлення алюмінію марок А6, АТ О, АД1 і АТ. Цими електродами зварювання можна виконувати тільки в нижньому положенні на постійному струмі зворотної полярності.
електроди А2 на дроті Св-АМ або Св-АК5 з покриттям галогенідними типу застосовують для зварювання алюмініевомарганцевого сплаву АМц і Ал-9. Сварка можлива в нижньому положенні на постійному струмі зворотної полярності.
Електроди ОЗА-2 на дроті Св-АК5 з покриттям галогенідними типу призначені для зварювання і наплавлення деталей з алюмінієвих ливарних сплавів марки Ал-2, Ал-4, Ал-5, Ал-9, Ал-11. Цими електродами зварювання здійснюється в нижньому положенні на постійному струмі зворотної полярності.
Електроди «Комсомолець-100» на мідному дроті з основним покриттям застосовують для зварювання міді, яка в своєму складі має не більше 0,01% кисню. Цими ж електродами зварюють мідь з вуглецевими сталями. Зварювання виконують в нижньому положенні на постійному струмі зворотної полярності.
Електроди МН-5 виготовляють з дроту МН-5 з покриттям кислотного типу. Ці електроди призначені для зварювання мідно-нікелевих трубопроводів зі сплаву МНЖ5-1 або з латунню марки Л90 і бронзою БрАМц9-2 в нижньому положенні на постійному струмі зворотної полярності.
БрАНМц8-5-1,5 з покриттям галогенідними типу і призначаються для зварювання алюмінієвих і алюмінієво-нікелевих бронз типу АМц9 і АН. Сварка ведеться в нижньому положенні на постійному струмі зворотної полярності.
електроди МЗОК з дроту НМЖМц28-2,5-1,5 з основним покриттям застосовують для зварювання монель-металу та інших міднонікілєвих сплавів. Сварка ведеться в нижньому положенні на постійному струмі зворотної полярності.
Електроди ХН-1 з дроту Німоя-25 з основним покриттям застосовують для зварювання литого, кованого нікелі-молібденового сплаву при утриманні молібдену від 25 до 30%.




