Червоний вольфрамовий електрод. Зварювання вольфрамовим електродом. Основні режими і нюанси застосування
До атегорія:
зварювання металів
Зварювання вольфрамовим електродом
Зварювання вольфрамовим електродом є вельми важливим видом дугового зварювання, Широко застосовуваним у виробництві виробів нової техніки з спецсталі, алюмінію, магнію і різних легких сплавів, тугоплавких металів і активних металів з великим спорідненістю до кисню, металів малої товщини (менше 1 мм) і т. Д. Вольфрам, найтугоплавкіший метал, в нині проводиться в великих кількостях для широкого промислового застосування.
Легко зварюється у всіх положеннях, за винятком низхідній вертикалі. Він не може бути піддано сильному удару або удару. Знайдіть всі наявні тріщини. Для цієї мети доцільно використовувати пенетрант. Щоб запобігти поширенню тріщин, просвердлите отвір на відстані 10 мм. кожного з його кінців. Діаметр повинен бути таким, щоб він мав безперервну поверхню з фаскою, яка повинна бути згодом виконана. Скосити тріщини у всіх їх розширеннях, залишаючи поділ на 2 мм. між гранями нижньої частини скоса.
Не використовуйте електроди або смолоскипи. Ретельно видалите всі масляні, жирні, фарбувальні, вологі і забруднюючі залишки в цілому, переважно з використанням вогнетривкої пальника, потім чистите область. Рекомендується для використання з функціями з вмістом сірки більше 20%. Виберіть мінімальний життєвий діаметр. Використовуйте мінімальний робочий струм електрода. Як тільки кілька шнурів будуть депоновані, зменшіть силу струму, якщо це можливо. Уникайте місць накопичення тепла, застосовуючи короткі і стремена.
Вольфрам використовується в великих кількостях як легирующая присадка в високоякісних сталях, як основа багатьох твердих сплавів, для виготовлення нитки електричних ламп розжарювання та ін. Для дугового зварювання випускаються вольфрамо-ші стрижні діаметром 1-6 мм.
Вольфрам проводиться методами порошкової металургії; з РУДИ отримують оксид вольфраму, він відновлюється в печах в струмені водню; отриманий тонкий порошок пресують, потім тривалої проковуванням в атмосфері водню перетворюють на суцільний метал за рахунок зварювання частинок порошку в одпо ціле. Нагріте вольфрам енергійно сполучається з киснем і швидко згоряє. Тому вольфрамовий електрод можна застосовувати для зварювання на повітрі; він застосовується лише в захисних газах, що не містять кисню і безперервно вдихається в дугу, - це інертні гази аргон або гелій, або ж водень, іноді суміші цих газів. дуга постійного струму в аргоні при прямій полярності (мінус на вольфрамовому електроді) легко запалюється, горить спокійно і стійко; напруга дуги нижче, ніж в повітрі; при цьому електрод нагрівається мало. Звичайна напруга дуги (10-15 в) піднімається до 25-30 в лише при великих токах.
Обложений метал є білим і володіє чудовою оброблюваністю. Використовуйте техніку коротких і чергуються кроків максимум. Зварений метал має низький коефіцієнт теплового розширення і, як наслідок, низька стиснення. Він має більш високі властивості твердості, ніж чистий нікелевий зварений метал, і тому він краще для склеювання чавуну з кулястим графітом, ковкого чавуну з чорно-білим сердечником, аустенітного чавуну з кулястим графітом або для прикріплення цих матеріалів до компонентів зі сталі, міді і нікелю .
На прямій полярності електрод нагрівається мало і допустимі високі щільності струму. Найменший зварювальний струм на нормальної полярності може, бути знижений до 1 а при ще досить стійкому горінні дуги. При нормальних режимах зварювання на прямої полярності витрата вольфраму незначний і складає в середньому всього кілька грамів за годину роботи.
Легкий старт дуги, стабільна дуга, зварений метал обробляється. Завдяки спеціальному покриттю на цьому електроді можливе зварювання сірого чавуну без тріщин або пористості. На складних краях він служить основою для його високого проникнення. Спеціальне покриття запобігає перегріву електроду. Процедура: вирізати. - Як тільки дуга запускається, натисніть і витягніть, як якщо б вирізати пилу, намагаючись підтримувати кут 45 або між електродом і деталлю. Щоб скосити. - Після того, як дуга включена, помістіть електрод паралельно канавці, як і з цвіллю на дереві.
З огляду на різниці у властивостях і розмірах вольфрамового стержня і зварюється дуга відрізняється яскраво вираженою асиметрією; її вигляд і властивості різко змінюються при зворотної полярності (Плюс на вольфрамовому електроді). Зростає напруга дуги, зменшується її стійкість, значно посилюється нагрів і збільшується витрата вольфрамового електрода, зменшується глибина проплавлення основного металу. Дуга надає особливе вельми важливе технологічно очищаючу дію, яке полягає в тому, що з поверхні основного металу в зоні зварювання видаляються оксиди і забруднення. Це дозволяє зварювати без застосування флюсів алюміній, магній та їх сплави, що є великим технічним перевагою для літакобудування та інших галузей промисловості, де застосовується зварювання легких металів. Сутність очищає дії дуги, мабуть, полягає в тому, що при зворотній полярності вольфрамовий електрод бомбардируется електронами, а основний метал - важкими позитивними іонами аргону. Бомбардування іонами виробляє механічне дію, подібне опескоструі-ванию, руйнує і збиває плівку окислів і очищає поверхню металу. Цей процес часто називається катодним розпиленням. Труднощі підтримки дуги зворотної полярності і сильний розігрів вольфрамового електрода іноді роблять доцільним застосування змінного струму для живлення дуги при зварюванні алюмінієвих і магнієвих сплавів.
Глибина каналу залежить від кута, заданого для електрода. Різка, зняття фаски, обробка канавок і канавок будь-якого металу, як чорних, так і кольорових металів. Для ремонту зварних секцій, для видалення старих або дефектних відкладень, в щілину в тріщинах в двигунах або важкій техніці без необхідно розібрати його. Ця тенденція є наслідком утворення карбідів в корду і суміжних зонах. - При використанні хромової нержавіючої сталі в якості внеску: Розігрів: Щоб зменшити тенденцію до утворення тріщин.
Підпал зварювальної дуги проходить три фази
Подальший нагрів: для додання пластичності в стику і суміжних областях. Часто використання аустенітного електрода з нержавіючої сталі або нікелевого сплаву є найбільш зручним рішенням в таких з'єднаннях. Шнури взад і вперед сприяють схильності до розтріскування. - Різке охолодження з'єднання сприяє стійкості до міжкристалітної корозії. Це зростання зерна негативно впливає на механічні властивості зв'язку і безпосередньо пов'язаний з внеском тепла під час зварювання. - При зварюванні утримуйте ток якнайнижче, щоб звести до мінімуму подачу тепла.
Внаслідок асиметрії електродів дуга має сильну випрямляючих дією. Електропровідність дуги вище в напівперіоді, коли на вольфрамовому електроді мінус, і значно менше, коли на електроді плюс (рис. 1). При харчуванні дуги змінним струмом до певної міри поєднуються переваги дуги постійного струму прямої і зворотної полярності, нагрівання вольфрамового електрода не дуже сильно і витрачається він повільно, а основний метал добре проплавляется; в той же час очищаючу дію дуги цілком достатньо для зварювання алюмінієвих і магнієвих сплавів без флюсів.
Він також має гарну стійкість до окислюючими агентам. Відмінна зварюваність і зовнішній вигляд шнура. З'єднання хромових нержавіючих сталей, за винятком корозійних середовищ сполуками сірки. Присутність молібдену підвищує його стійкість до кислотної корозії. Наявність наднизьких рівнів вуглецю дає високу стійкість до межзеренного корозії. Його високий вміст хрому-нікелю дозволяє отримувати відкладення з високою стійкістю до тепла, тертя, ударів, корозії і окисленню в будь-якому типі легованої сталі.
Низький струм, необхідний для його застосування, зменшує скорочення і розтягування до мінімуму, що дозволяє уникнути руйнівних ефектів, таких як спотворення, деформація, хвилястість. Труби, теплообмінники, резервуари для зберігання. Виробництво і ремонт устаткування для гірничодобувної, нафтової та залізної доріг. Союз низьколегованих і середньолегованих сталей. З'єднання хромових нержавіючих сталей, за винятком середовищ, що містять сполуки сірки. Його ідеально збалансована формула дозволяє отримувати гладкі відкладення, без пори.
Для металів, що окислюються не дуже сильно, таких, як вуглецеві і леговані стали, включаючи нержавіючі, тверді сплави, мідь та мідні сплави, Нікель і нікелеві сплави, титан, молібден і т. П., Доцільна зварювання дугою постійного струму прямої полярності.
Для живлення дуги цілком придатні звичайні агрегати постійного струму і випрямлячі для дугового зварювання. У деяких випадках бажані додатково осцилятори, що полегшують запалювання і стійке горіння дуги. Для алюмінію, магнію і їх сплавів і деяких інших інтенсивно окислюється сплавів доцільно застосування змінного струму від спеціальних трансформаторів з підвищеним зварювальним напругою і обов'язковим застосуванням осциляторів. вольфрамові електроди застосовуються зазвичай діаметром 1-4 мм.
Висока якість ферритного аустенітного обложеного металу робить його використання незамінним для всіх типів стали, які вимагають максимальної міцності на розрив, корозії, тепла, зносу, ударів і розтріскування. Інструментальні сталі, нержавіючої сталі, леговані стали. Ідеально підходить для з'єднання різнорідних сталей. Для зварювання і заповнення осей, штампів, інструментів. Пружини, листові ресори, ланцюги. Напірні баки, робочі колеса, шнек. Чудово як покриття деталей, підданих тертю, удару і корозії.
Ідеальні як перехідний шар в деталях, які повинні бути захищені протизношувальними сплавами. Сварка шляхом адгезії сталей, чавуну, міді. При зварюванні міді з міддю вона не вимагає використання флюсу. Мідний пара з бронзою, латунню і іншими різнорідними зв'язками повинна використовуватися флюсом. Завжди виконуйте хорошу очистку деталі, що зварюється. Дуга підтримується під захисною газової атмосферою, яка перешкоджає попаданню навколишнього повітря в зварювальну ванну, запобігаючи забрудненню кисню, азоту та інших газів, що робить його пористим і слабким.
Суттєве значення для зварювання має тримач електроду або пальник (рис. 2). Пальник служить для утримання електрода, підведення зварювального струму, Іноді і охолоджуючої води. Розміри пальників і конструкція визначаються в першу чергу силою зварювального струму. На прямій полярності і токах не більше 200 а пальник не вимагає водяного охолодження. Токи більш 500-600 а зазвичай не застосовуються через посиленого розбризкування металу і видування дугою металу зі зварювальної ванни.
Використовувані захисні гази є активними або інертними. Його використання обмежене м'якими і низьколегованими сталями. змішані гази забезпечують кращу і плавну зварювання. Суміш 80% аргону і 20% карбонового ангідриду, наприклад, часто використовується при зварюванні м'яких і низьколегованих сталей. Це співвідношення об'єднує кращі характеристики інертних і активних газів. Більш висока вартість захисного газу, який є відносно невеликим, повністю компенсується тим, що зварні шви стають краще і швидше, зварювання має більш чистий і більш якісний зовнішній вигляд.
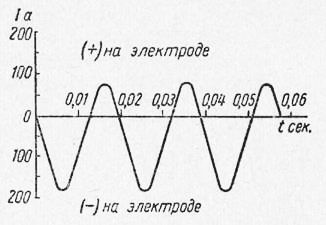
Мал. 1. Асиметрія дуги змінного струму в аргоні
Особливо вигідна і продуктивна зварювання вольфрамовим електродом без присадочного металу, коли шов утворюється за рахунок сплаву кромок основного металу або присадний матеріал заздалегідь закладають в оброблення шва. Зварювання вольфрамовим електродом зручна для автоматизації. Якщо потрібно присадочний метал, то автомати і напівавтомати постачають механізмом для подачі присадного дроту. Присадний дріт за розмірами і швидкості подачі подібна до плавким електродним дротом.
Коротке замикання зазвичай використовується для матеріалів завтовшки менш 0 мм. і для кореневої зварювання і в важких положеннях. Використання в загальних конструкціях, машинах, автомобільних рамах, мостах, доках, баштах і т.д. коротке замикання використовується для матеріалів завтовшки менш 0 мм. і для кореневої зварювання і в важких положеннях. Він має високу стійкість до корозії і завдяки його надзвичайно низькому вмісту вуглецю освіту карбіду хрому в звареному металі мінімально. Він має гарну стійкість до окислюючими агентам, пластичністю і високою ударостойкостью навіть при дуже низьких температурах.
Зварювання вольфрамовим електродом може бути застосована для дуже широкого діапазону товщин металу (0,1-60 мм), зварювання металу великої товщини виконують в декілька шарів струмом 1-600 а.
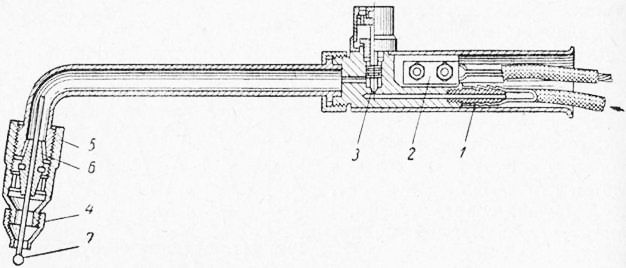
Мал. 2. Тримач електродів (пальник) для аргоно-дуговеп зварювання: 1 - газоподводящей ніпель; 2 - підведення струму; 3 - регулювальний газовий вентиль; 4 - насадка для газу; 5 - мундштук; 6 - цанга для електрода; 7 - вольфрамовий електрод
Його додатки в основному представлені в: - обладнанні для обробки і зберігання продуктів харчування і хімічних речовин. Склад цієї дроту є особливим, тому що навіть при значному розведенні зварений метал зазвичай являє собою дуплекс: аустенитно-феритної структуру. Цей тип конструкції має високу міцність на розтягнення, високу пластичність і ударостійкість. Часто використовується для зварювання нержавіючої сталі з вуглецевими сталями. Підстава для зварювання захисних покриттів.
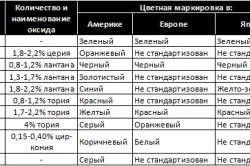
Міжнародна кольорове маркування вольфрамових зварювальних стрижнів
Він має 5% кремній і плавно протікає. Для зварювання ламінованого алюмінію і його сплавів. Типові області застосування: Механізм кузова кузова створює обладнання для розподілу масла. Цей провід використовується у всіх типах структурного алюмінію, де подальша термообробка неможлива в якості способу отримання зварних швів більш високої міцності. Міцність матеріалів на основі алюмінію на магній не роблять істотного впливу на теплоту зварювальної дуги, А також високоміцні алюмінієві сплави з термообробкою.
Витрата аргону 0,5-1,5 м3 / год. Швидкість зварювання менше, ніж при електродом, що плавиться, але в багатьох випадках цілком задовільна.
Поверхня зварних швів виходить гладкою, металево чистої; розігрівали обсяг основного металу і його деформації мінімальні. Практично склади присадочного і наплавленого металу однакові; зберігається без змін зміст навіть найбільш легко окислюється елементів. Втрати присадочного металу на угар і розбризкування зазвичай не перевищують 2-3% - При зварюванні низьковуглецевої сталі, особливо погано раскисленной, необхідно застосовувати леговану дріт, наприклад Св-ЮГС, для придушення кипіння розплавленого металу і усунення пір в наплавленні.
Приклади застосувань: Основи дизельних двигунів - шасі вантажних автомобілів - танкові човнові конструкції. З роками цей процес поліпшується, і сьогодні це дуже добре зарекомендував себе процес. Дуга утворена між невитратним електродом вольфрамових або вольфрамових сплавів і основним матеріалом. Зварна калюжа і електрод захищені газом, який зазвичай є аргон. Також використовуються гелій або суміші цих газів. Для генерації дуги використовується прямий або змінний струм, найбільш поширеним з яких є постійний струм з електродом, підключеним до негативного полюса джерела, оскільки таким чином тепловиділення в електроді нижче і тому його строк корисного використання розширюється.
Сварка в аргоні вольфрамовим електродом в основному застосовується для металів невеликих товщин до 5-6 мм. Метали великої товщини також можна зварювати, але зі збільшенням товщини швидко знижується продуктивність зварювання і більш зручними і рентабельними часто стають інші методи, в першу чергу зварювання електродом, що плавиться в інертних газах.
Електрод також може бути з'єднаний з позитивним, щоб використовувати ефект руйнування оксидного шару, використовуючи більший діаметр електрода. Цей метод в основному використовується для пайки тонких металів товщиною 3-4 мм, де потрібна висока якість чистоти і чистоти поверхні. Його використання при зварюванні легких металів повністю перевищило оксіацетіленовую зварювання. Його наднизьке вміст вуглецю зменшує утворення хромових вугілля, тим самим зменшуючи межзеренного корозію. Гарна пластичність і стійкість до ударів і стирання є додатковими перевагами.
Спосіб зварювання в аргоні вольфрамовим електродом може застосовуватись у всіх просторових положеннях, дає наплавлений метал високої якості. Істотною перевагою є видимість місця зварювання. Зварювання вольфрамовим електродом може проводитися не тільки в чистому аргоні, а й в суміші аргону з різними газами (до 5% кисню або до 20% водню); для деяких металів дуже хороші результати дає зварка в чистому водні, особливо для металів малої товщини.
Важливо: найкращі умови для кожного застосування повинні визначатися випробуваннями під час зварювання. Застосування: Спеціальний шток для пайки зварних швів невідомого аналізу важко зварити: - сталь марганцю, інструментальна сталь, сталь з термообробкою і т.д. - Часто використовується для зварювання нержавіючої сталі або вуглецевих сталей. - Підстава для зварювання захисних покриттів. Важливо тримати цибулю коротким. для зварювання: приблизно на відстані, рівному діаметру вольфрамового електрода, який ви використовуєте.
Особливості вольфрамових електродів і зварювання ними
Підтримка короткої дуги гарантує, що захисний газ повністю оточує зварений шов. Ретельно нагрівайте основний метал, беручи до уваги, що алюміній може плавитися при не дуже високих температурах. Коли потік досягає склоподібного зовнішнього вигляду, застосуєте стрижень вкладу. Важливо тримати цибулю коротким. Приблизно на відстані, рівному діаметру вольфрамового електрода, який ви використовуєте. Волога є найгіршим ворогом накладки електродів. Якщо покриття проявляє ознаки вогкості і не робить ніякого збитку його фізичної цілісності, відновіть його відповідно до рекомендацій в таблиці. - Якщо покриття мокре або пошкодження його фізичної цілісності, викидайте його.
При зварюванні неплавким електродом корисно використовується головним чином тепло, звільнене на поверхні основного металу. Тепло ж, звільнене в катодній плямі на вольфрамовому електроді, витрачається в значній мірі на даремний нагрів цього електрода і випромінювання; повний теплової к. п. д. зварювальної дуги з неплавким електродом значно нижче, ніж з плавиться, і становить в середньому 50-60% (проти 80-85%).
Для зварювання можуть використовуватися електроди різної якості. Тут все залежить від того, який саме зварювальний апарат буде використаний, для чого потрібно електрод. Популярністю користуються не плавляться вольфрамові електроди, вони відрізняються високою якістю. При виборі необхідно увагу звертати на те, якого типу маркування вольфрамових електродів нанесені виробником.
Вибираючи вольфрамові електроди необхідно враховувати: тип електрода, діаметр, геометрію вістря електрода і якість заточування і твердість.
Характеристики застосовуваних електродів
Електроди з вольфраму застосовні для зварювання з аргоном, в середовищі інертного газу. Використовувати їх можуть як професійні зварювальники, Так і початківці. Ці електроди безпечні, відрізняються високою якістю.
Згідно з міжнародними стандартами все електроди на основі вольфраму мають спеціальне маркування, що показує тип і склад. Перша буква в списку - «W», тобто вольфрам. Друга позначає оксид елемента, який використовується в якості легуючої добавки. Серед легуючих оксидів використовуються:
- оксид церію, позначається буквою «С»;
- оксид цирконію, позначається на маркуванні буквою «Z»;
- оксид лантану - буквою «L»;
- оксид торію - «Т»;
- чистий вольфрам, який не має ніяких легуючих добавок, на маркіровці позначається буквою «Р».
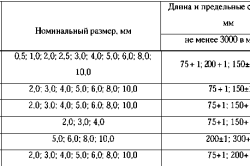
Після другої літери йде цифра, яка показує відсоток речовини, яку додають при легуванні. Цифра 20 показує, що до складу входить 2% легуючого речовини. Через дефіс прописується друге число - це довжина, яка виражається в міліметрах. Найчастіше використовується довжина в 175 мм, але зустрічаються і значення в 50, 75 і 150 мм. Діаметр вольфрамові електроди можуть мати різний, на 1, 1,6, 2, 2,4, 3, 3,2, 4, 4,8, 5,6, 6,4 мм.
Маркування містить всю необхідну для користувача інформацію. Наприклад, є маркування WL 15-175. Вона позначає, що це електрод з легуючими добавками з лантану, зміст яких становить 1,5%, довжина дорівнює 175 мм. Буквено-чисельне позначення - це далеко не все, необхідно звертати увагу на колір маркування. Сьогодні випускаються матеріали для зварювання з кольоровим маркуванням:
- чистий вольфрам - WP зеленого кольору;
- в складі є оксид церію на 2% - WC 20 сірого кольору;
- присутній оксид лантану на 1,5% - WL 15 золотого кольору;
- присутній оксид лантану на 2% - WL 20 синього кольору;
- присутній оксид цирконію на 0,8% - WL 8 білого кольору;
- присутній оксид торію на 1% - WL 10 жовтого кольору;
- присутній оксид торію на 2% - WL 20 червоного кольору;
- присутній оксид торію на 3% - WL 30 фіолетового кольору;
- присутній оксид торію на 4% - WL 40 оранжевого кольору.
![]()
Використовувати електрод, який має маркування WТ30, 40 не рекомендується, так як елемент торій є радіоактивним, його високий вміст може бути небезпечним.
Характеристики:
WP зеленої маркування призначений для аргонодугового зварювання при змінному струмі. Можливе використання таких металів для роботи, як алюміній і магній, нікель.
властивості:
- зажігаемость знаходиться на низькому рівні;
- терміни служби не надто тривалі;
- безпеку у нього відмінна.
WС 20 з сіркою маркуванням використовується для зварювання з постійним струмом при прямій полярності таких металів, як мідь, молібден, нержавіюча сталь, титан та інше.
Характеристики наступні:
- зажігаемость вважається хорошою;
- терміни служби - тривалі;
- безпеку у них відмінна.
WL застосуємо для зварювальних робіт при постійному або ж змінному струмі з прямою полярністю. Підходить для деталей з невеликою товщиною, для високолегованої сталі.
Характеристики:
- зажігаемость - задовільна;
- терміни служби - великі;
- безпека - відмінна.
Є й інші типи, але необхідно уважно вибирати матеріали, так як від цього залежить якість і безпеку роботи.
Як вибрати електрод з вольфраму?
![]()
Вольфрамові електроди марки WP застосовуються для зварювання змінним струмом (AC) сплавів алюмінію при хорошій стійкості дуги.
У зварювальному процесі, який здійснюється в середовищі інертного газу, використовуються вольфрамові електроди. Це забезпечує високу якість роботи, шов виходить акуратним і міцним. При виборі не плавиться термостійкого вироби на основі вольфраму необхідно звертати увагу на такі критерії:
- тип електрода з вольфраму, його склад, наявність легуючих добавок, параметри;
- діаметр, який дозволяє регулювати товщину робочого шва;
- якість заточування, щільність матеріалу;
- характерну геометрію вістря.
При покупці можна орієнтуватися на маркування, яку виробник наносить на матеріали.
Вона містить дані про те, які саме добавки входять до складу, яка область застосування, за яких умов можна її використовувати.
Вплив легування на якість електрода
При виборі слід увагу звертати на те, які саме добавки для легування були використані. Це важливо, тому що від цього залежить застосування матеріалів, їх якість і окремі характеристики. Всі легуючі добавки дозволяють отримати електроди з такими параметрами:

Вольфрамові електроди марки WZr 08 завдяки своїм властивостям зменшують небезпеку потрапляння вольфраму в зварювальний шов.
- WP - це особливий тип, який не включає в себе ніяких добавок, проведений з чистого вольфраму. Вони застосовуються в основному для зварювання з використанням змінного струму (АС). Стійкість дуги хороша, якість шва виходить відмінним. Вольфрамові електроди можна застосовувати при використанні постійного струму. У таких матеріалів маркування буде зеленого кольору, позначається вона символами WP.
- E3 позначає, що використовуються добавки з оксидів рідкісноземельних елементів, наприклад, суміші оксидів. Електроди не шкідливі, що відрізняє їх від торійованого, вони не є радіоактивними, абсолютно безпечні для навколишнього середовища. Область призначення цих матеріалів обширна. Вони можуть використовуватися для будь-яких процесів і потужності зі змінним або постійним струмом, для високолегованих сталей, для різних сплавів алюмінію, а також міді, титану, всім відомого магнію. Вольфрамові електроди відрізняються чудовими якостями підпалу, вони є оптимальним рішенням для автоматизованих процесів. Струмовий навантаження у них більше, але зате терміни служби подібних матеріалів набагато вище, ніж у звичайних торійованого. Маркування матеріалів цього типу позначається WLa 10/15/20.
- Лантановані вольфрамові електроди, які можна використовувати для зварюва робіт при постійному струмі або змінному. Саме цей різновид може бути використана для так званої микроплазменной зварювання. Це стало можливим завдяки наявності в складі La 2 O 3, який збільшує здатність до кращого підпалюючи. Дуга виходить в результаті якісної. Терміни служби у них нижче, ніж у попередніх. Наявність такої легирующей добавки не робить їх міцніше або довговічніше - тільки розширює область використання. Маркування містить кілька кольорів: чорний - для WLa 10, золотий - для WLa 15.
WCe 20 або WZr 08?
WCe 20 - це всім відомі вольфрамові електроди, до складу яких додані такі легуючі добавки, як оксид церію (СЕО 2). Здатність навантаження підвищується в кілька разів, якість їх вище, ніж у наведених груп, але E3 і WL все ж є більш стійкими. Область використання досить широка, вона включає в себе зварювальні роботи з легованими, нелегованої сплавами. Постійний струм може бути низьким і середнім, можливе зварювання при змінному струмі.
WZr 08 - це вольфрамові електроди, до складу яких входить цирконій. Застосовуються, коли необхідно додатково передбачити захист зварного шва від попадання в нього вольфраму. Для постійного струму вони вже не так придатні, хоча в деяких випадках і використовуються. Маркування має білий колір.
Дякуємо за відгук