Har qanday biznes uchun tsilindrlarda payvandlash vositasi. Manba aralashmasi yoki karbon kislotasi - biz payvandlash uchun himoya gazini tanlaymiz
Karbonat angidridda payvandlash inert gazlar va himoya qilish gaz aralashmasi
I. Kirish
Asrning dastlabki davrida ishlab chiqarilgan termoyadroviy uskuna uchun bozorni tahlil qilish shuni ko'rsatadiki, sanoatda payvandlashning keng tarqalgan usuli quyoshni avtomatik ravishda manba sifatida saqlanib qolmoqda (MIG / MAG jarayoni). Yigirmanchi asrning oxirgi o'n yilligida qo'l bilan saqlangan metallarning nisbati boshq manbaigazdan himoyalangan payvandning ulushi 64,3% dan 75,7% gacha oshdi. Bu esa, rasmda ko'rsatilgan diagrammalarda aniq ko'rsatilgan. 1, 2.
Yaqin kelajakda qo'lda payvandlash paytingizning ulushi 10-12% darajasida barqarorlashadi, qattiq telli yarim avtomatik payvandning nisbati 40-50% darajasida bo'ladi, yarim avtomatik po'stli korpusli payvand ulushi 30-40% darajasida, suv osti payvandning ulushi - 5 - 6% darajasida. Bunday holda MIG / MAG jarayoni nafaqat mexanizatsiyalangan, balki avtomatlashtirilgan va robotli payvandlash uchun ham qo'llaniladi.
II. MIG / MAG manbaiga oid umumiy tushunchalar
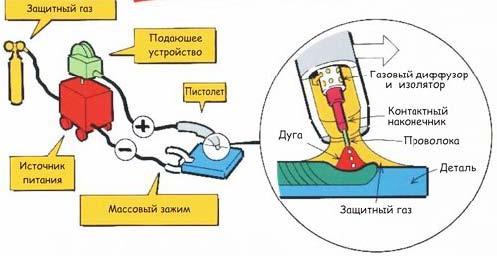
Shakl. 3. MIG / MAG payvandlash va uskunalarining umumiy sxemasi
MIG / MAG - metall inert / faol gaz - to'ldirish simini avtomatik to'ldirish bilan inert / faol gaz muhitida sarflanadigan metall elektrodli (sim) elektr arqonlar bilan payvandlash. Ushbu yarim himoyachi himoya manbai (karbon dioksidi yoki boshqa inert gaz) sanoatdagi eng universal va keng qo'llaniladigan payvandlash usuli hisoblanadi. Ba'zida ushbu payvandlash usuli deb ataladi GMA (Gazli metall ariq) yoki GMAW (Gazli metall arqon manbai). "Yarim avtomatik" atamasidan foydalanish juda to'g'ri emas, chunki u faqat to'ldiruvchi simni avtomatlashtirish masalasi va MIG / MAG usuli avtomatik va robotli payvandlashda muvaffaqiyatli ishlatiladi. Ko'pgina mutaxassislar odatiy tarzda yo'qotilgan "karbon dioksidda payvandlash" iborasi, bu usul odatda karbonat angidrid, argon, kislorod, geliy, azot va boshqa gazlarni o'z ichiga olishi mumkin bo'lgan ko'pkomponentli gaz aralashmalaridan foydalanadi.
Qo'llaniladigan metallga va uning qoldig'iga qarab, faol gazlar yoki ularning aralashmalari himoya gazlar sifatida ishlatiladi. Jismoniy xususiyatlar tufayli to'g'ridan-to'g'ri oqim ishlatilganda arqon barqarorligi va texnologik xususiyatlari ancha yuqori. teskari polarlik. To'g'ridan-to'g'ri polaritning bevosita oqimi ishlatilganda, eritilgan elektrod metall miqdori 25-30 foizga oshadi, lekin arqonning barqarorligi keskin kamayadi va metallning tarqalishining yo'qotilishi kuchayadi. Mustaqil o'zgaruvchan tokni ishlatish mumkin emas.
Sarflanadigan elektrod bilan payvandlashda paychalar asosiy metallning kirib borishi va qo'shimcha metall, elektrod simini eritishi tufayli hosil bo'ladi. Shuning uchun, payvandning shakli va o'lchamlari, boshqa narsalar qatori (payvandlash tezligi, elektrod va mahsulotning kengayish holati va hokazo) shuningdek, elektrod metallni manba po'latiga eritishi va o'tkazilishiga bog'liqdir. Elektrod metalini uzatishning tabiati asosan elektrod materiallari, himoya gazi tarkibi, payvandlash oqimi zichligi va boshqa bir qator omillar bilan aniqlanadi.
An'anaviy payvandlash usuli yordamida elektrodni eritishning uchta asosiy shakli va elektrod metallni payvandlash havzasiga o'tkazish mumkin. Jarayon elektr boshq manbai 0,5-1,6 mm diametrli elektrod simlari bilan 15-22 V kuchlanishli payvand choklari bilan payvandlash uchun xarakterli davriy qisqa tutashuvlari mavjud. Yana bir qisqa tutashuvdan keyin (4-1-rasmda 1 va 2), sirt kuchlanish kuchi oxirida eritilgan metall Elektrod bir tomchi ichiga tortiladi. Natijada, yoyning uzunligi va kuchlanishi maksimal bo'ladi. Jarayonning barcha bosqichlarida elektrod simining yem darajasi doimiy va uning erish darajasi o'zgaradi va 3 va 4-davrlarda ovqatlanish tezligi kamroq.
Shu sababli, elektrodning oxiri quyuq palladan oldin (5-rasmda 5) manba hovuziga (kamon uzunligi va kuchlanish pasayishi) yaqinlashadi. Qisqa tutashuv bo'lganda payvandlash oqimi keskin ko'tariladi va natijada elektromagnit kuchlarning kompressiv ta'siri kuchayadi va ularning ta'siri elektrod va mahsulot o'rtasida suyuq metal ko'prigini buzadi. Qisqa tutashuv vaqtida eritilgan elektrod metallining bir tomchisi payvandlash havzasiga kiradi. Keyinchalik jarayonlar takrorlanadi. Yoy kamligini periyodik yopish chastotasi sekundiga 90- 450 soniyada o'zgarishi mumkin. Elektrod simining har bir diametri uchun materialga, himoya gazi va boshqalarga bog'liq. Qisqa davriy payvandlash jarayonini o'tkazish mumkin bo'lgan bir qator manba oqimlari mavjud. Optimal jarayonlar parametrlari bilan turli masofaviy joylarda payvandlash mumkin va püskürtme natijasida elektrod metall yo'qotilishi% 7'yi geçmez. Manba oqimining zichligi va chiziq uzunligi (kuchlanish) ortishi elektrod metallini eritish va uzatish tabiati o'zgarishiga olib keladi, qisqa arqonlar bilan qisqa arqonlar bilan qisqa muddatli yoki kam bo'lmaydigan qisqa davrlar bilan ishlashga o'tadi. Manba havuzunda, elektrod metall nosimmetrik tarzda, har xil o'lchamdagi yirik tomchilar bilan (4-2-rasm), yalang'och ko'z bilan aniq ko'rinadigan bo'ladi.
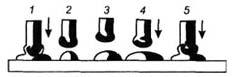
Shakl. 4. MIG / MAG payvandlash jarayonida elektrod metallini eritish va uzatishning asosiy shakllari: 1 - qisqa tutashuvli, 2 tomchi, 3-reaktiv

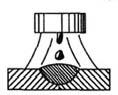
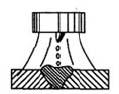
Shakl. 5. MIG / MAG payvandida va shaklida elektrod metallni oqim o'tkazish usuli payvand choki: 1 - payvandlash oqimining pastki chegarasi, 2 - payvandlash oqimining yuqori chegarasi.
Qaytgan polaritning payvandlash oqimining o'zgaruvchan kattaligi (pulslarsiz yoki pulslarsiz) yuqori darajada bo'lganida va inertsial gazlarda yoyi yoqilganda, elektrod metallining juda nozik tomchi tomchilab ketishi kuzatilishi mumkin. U "jet" nomini oldi, chunki yalang'och ko'z bilan kuzatilganida, eritilgan metall uzluksiz oqimdagi elektrodning oxiridan manbali havuzga tushadi. Elektrod metallini inkjetdan tortib to konvertatsiya qilish tabiati o'zgarishi, ma'lum bir elektrod diametri uchun payvandlash oqimining "tanqidiy" ga borishi bilan sodir bo'ladi. Elektrod faollashganda (ba'zi bir qulay ionlashuvchi moddalar uning yuzasiga bir yoki bir nechta qo'llaniladi) elektrod emissiyasini kuchaytirganda muhim oqim qiymati kamayadi. Himoya gazining tuzilishidagi o'zgarishlar ham muhim oqim qiymatiga ta'sir qiladi. Masalan, 5% kislorodga argon qo'shilishi muhim oqim qiymatini pasaytiradi. Elektrod metallini oqim bilan o'tkazish uchun maxsus choralar qo'llanilmasdan karbonat angidrid bilan payvandlash mumkin emas. To'g'ridan-to'g'ri polaritik oqimdan foydalanilganda olinmaydi. Jet klasteriga o'tish vaqtida elektroddan manba havuzining yoniga gazlar va metall oqimi elektromagnit kuchlarning bosim ta'siridan keskin ravishda kuchayadi. Natijada, qozon ostidagi suyuq metal qatlami kamayadi va manba havuzunda mahalliy depressiya paydo bo'ladi. Asosiy metallga issiqlik o'tkazuvchanligi oshib boradi va tikuv o'z o'qlari bo'ylab chuqur kirib boradigan chuqurlik bilan o'ziga xos shaklga ega bo'ladi. Jet uzatishda, kamon juda barqaror, payvandlash oqimi va keskinliklar hech qanday o'zgaruvchanlik kuzatilmaydi. Barcha masofaviy joylarda payvandlash mumkin.
Iii. MIG / MAG gaz aralashmasi payvandlash
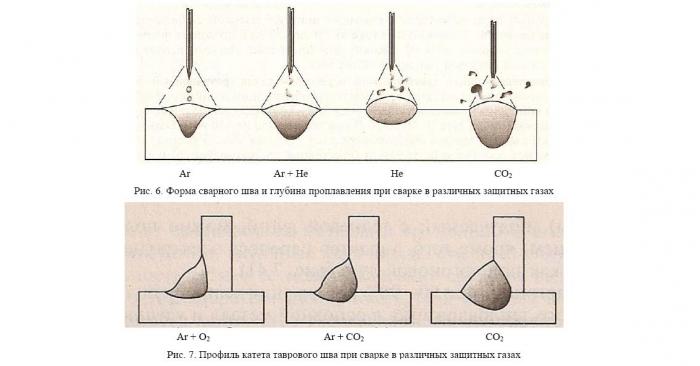
Agar payvandlash gazlarini faqatgina reaksiya maydonini eng yaxshi himoya qilishni qo'llash nuqtai nazaridan ko'rib chiqsak payvand choki tashqi havodan, keyin argon optimal himoya gazdir. Argon havodan og'irroq (zichligi 1,78 kg / m3), past ionlash potensialiga ega (15,7 V), boshqa elementlar bilan kimyoviy shovqinlarga kirmaydi va erkin shaklda (0,9325% hacimce yoki 0 , Og'irligi 00007%), bu uni distillash zavodlarida havodan olish imkonini beradi. Hozirgi paytda argon alyuminiy qotishmalarini va yuqori qotishli po'latlarni (ayniqsa, zanglamaydigan nikel-krom) payvandlashda himoya qiluvchi gaz sifatida keng qo'llaniladi. Biroq, uglerod va payvandlashda kam yengil temir Rossiya korxonalarida asosiy tarkibiy sinflar MIG / MAG jarayonining asosiy himoya gazi CO2 karbonat angidrid bo'lib qolmoqda. Shu bilan birga, argondan foydalanish payvand chokining haroratini oshirishga imkon beradi, bu esa payvandning kirib borishini yaxshilaydi, umuman payvandlash samaradorligini oshiradi. Shu bilan birga, penetratsiya "xanjar" shakliga ega bo'lib, u bir martalik payvandlashni yanada katta qalinlikdagi metallga o'tkazishga imkon beradi. Arqonda payvandlash paytida (shuningdek, boshqa inert gazlar) arzonroq payvandlash simlaridan foydalanishga imkon beruvchi faol qotishma elementlarning tuynugini kamaytirish. Biroq, payvandlash elektrodlari bilan payvandlash jarayonida karbonat angidriddan foydalanish, avvalambor, payvandlash jarayonida yuzaga keladigan kimyoviy va metallurgiya jarayonlari bilan bog'liq bo'lgan afzalliklarga ega. Uglerod dioksidi yuqori zichlikka ega (taxminan 1,5 barobar yuqori havo) va u o'zida reaktsiya makonining yuqori sifatli himoyasini ta'minlay oladi; uning 14,3 V ga teng ionlash potensiali karbonat angidrid molekulalarining eritma paytida karbon monoksit CO va erkin kislorodga ajralib chiqish effektini ishlatishga imkon beradi:
CO2 ↔ CO + O
CO C + O
Sof karbonat angidrid barcha sanoatlashgan mamlakatlarda sarflanadigan elektrod manbai uchun himoya gazlari sifatida ishlatilmagan. Buning uchun gaz aralashmalari ishlatiladi. Himoya gaz aralashmasini tanlash payvandlash sifatiga bog'liq. Shunday qilib, ularning tarkibida geliyni o'z ichiga olgan aralashmalar payvand chokining haroratini oshiradi, bu esa payvandning kirib borishini yaxshilaydi va butunning payvandlash samaradorligini oshiradi. Ishlashni kuchaytirish payvandlash gaz aralashmalari ishlatilganda kamida 30-50% bo'ladi. Korxonada ulardan foydalanish samaradorligi juda muhimdir. Masalan, metallni yarim avtomatik ravishda payvandlashda gaz aralashmalarini ishlatish, keyinchalik bo'yash uchun qo'llaniladigan manba va issiqlik zonasini keyingi tozalashni talab qilmaydi. Resurs olinadi va poklik keyingi bo'yoq uchun juda mos keladi. Bu korxonada ishlov berilayotgan mahsulotlar bilan ishlashda mehnat unumdorligini sezilarli darajada oshiradi. Bundan tashqari, yarim avtomatik payvandlashda gaz aralashmasidan foydalanish ham metall xususiyatlarini oshiradi. payvand chokiba'zi holatlarda keyingi issiqlik ishlovidan voz kechishga imkon beradi, bu har doim ko'p vaqt talab qiladi. Ushbu himoya gaz aralashmalari ham uglerod, ham loy metallarga ishlov beriladigan çeliklerin elektr ark kaynağı uchun amal qiladi. Ko'pincha boshq manbalarda ishlatiladigan gaz aralashmalari tarkibini ko'rib chiqing.
Noorganik volfram elektrod bilan payvandlash uchun himoya qiluvchi gaz aralashmalari
Gaz aralashmasi HH-1 (Helishield H3). 30% geliy va 70% argondan tashkil topgan inert gaz aralashmasi. Argonga qaraganda ko'proq samarali isitish imkonini beradi. Kattalash va payvandlash tezligini oshirish, tikuvning yanada tekis yuzasi.
Gaz aralashmasi HH-2 (Helishield H5). 50% geliy va 50% argondan tashkil topgan inert gaz aralashmasi. Eng mukammal gaz aralashmasi, deyarli har qanday qalinlikdagi payvandlash materiallariga mos keladi.
Sarflanadigan elektrod manbai uchun himoyalangan gaz aralashmasi
K-2 gaz aralashmasi (Pureshield P31). Uglerod uchun barcha aralashmalarning eng ko'p tomoni qurilish po'latlari. 82% argon va 18% karbon dioksiddan iborat. Deyarli barcha turdagi materiallarga mos keladi.
K-3.1 gaz aralashmasi (Argoshild 5). Ushbu aralashma 92% argon, 6% karbonat angidrid, 2% kisloroddan iborat. Qatlam va dar profil (turli) po'lat uchun mo'ljallangan. Pastroq chuqurlik darajasi, kam daromad va tekis, silliq payvandlash profiliga ega bo'lgan doimiy kamonni beradi. Aralash chuqur penetratsiya uchun juda yaxshi va sopol idishlarni payvandlash uchun ideal.
K-3.2 gaz aralashmasi (Argoshild TC). Bu 86% argon, 12% karbon dioksid, 2% kislorod aralashmasi. Yirik isitish zonasi va chuqur penetrasyon, qisqa tikuv payvandlash va sirtni qoplash uchun qulay bo'lgan yaxshi profil penetratsiyasi bilan barqaror yoy beradi. Barcha joylarda payvandlash uchun ishlatilishi mumkin. Robotik mashina yordamida qo'lda, avtomatik va payvandlash uchun ideal.
K-3.3 gaz aralashmasi (Argoshild 20). U 78% argon, 20% karbon dioksid, 2% kislorod aralashmasidir. Keng profillar profilini chuqur kiritish uchun mo'ljallangan. Bu aralashmani qalin (yuqori sifatli) po'latdan yasalgan sirtlarni joylashtirish va payvandlash uchun juda mos keladi.
NP-1 gaz aralashmasi (Helishield XI). Bu 85% geliy, 13,5% argon, 1,5% karbon dioksid aralashmasidir. Ushbu aralash silliq rejimga ega bo'lgan va engil, yoki umuman beradigan, sirt oksidlanishiga ega bo'lgan mukammal toza silliqlarni beradi. Yuqori tezlikli o'tish davrida metallning deformatsiyalari (egrilik) darajasi past bo'lgan nozik materiallar uchun ideal.
NP-2 gaz aralashmasi (Heliyyeld H7). U 55% geliy, 43% argon, 2% karbonat angidrid aralashmasidir. U payvandlashning past darajasini ta'minlaydi va yuqori payvandlash tezligini ta'minlaydi. Aralash avtomatik manba qilish va payvandlash uchun turli xil kalinlikta materiallar yordamida avtomatlashtirilgan robotlardan foydalanish uchun juda mos keladi.
NP-3 gaz aralashmasi (Helishyeld H101). U 38% geliy, 60% argon, 2% karbon dioksid aralashmasidir. Bu yoyni barqarorlashtirish imkonini beradi, bu esa zaiflashuvning past darajasini ta'minlaydi va payvandlash nuqsonlari ehtimolini pasaytiradi. NP-3 gaz aralashmasi qalinligi 9 mm dan ortiq bo'lgan payvandlash materiallari uchun tavsiya etiladi. Gaz aralashmasining tarkibi payvandlash rejimining deyarli barcha parametrlariga ta'sir qiladi. ZAO NPF Engineering and Technological Service (Sankt-Peterburg) tomonidan o'tkazilgan tadqiqot natijalari 1-jadvalda keltirilgan.
1-jadval. Gaz aralashmasining payvandlash parametrlariga ta'siri (payvandlash simi Sv-10GSMT ø 1.4 mm)
EHTIYOT CHORALARI
| Himoya gazi | I St, A | U d | Q, kg / soat | Ψ, % | Á nb,% |
| 200 - 210 | 22 - 23 | 2,3 | 4,7 | 1,5 | |
| 300 - 310 | 30 - 33 | 4,3 | 6,7 | 2,0 | |
|
97% Ar + 3% O 2 |
200 - 210 | 21 - 22 | 3,0 | 1,4 | 0,2 |
| 300 - 310 | 29 - 30 | 4,3 | 0,5 | - | |
|
82% Ar + 18% CO 2 |
200 - 210 | 24 - 25 | 3,7 | 3,8 | 0,3 |
| 300 - 310 | 30 - 31 | 6,0 | 2,9 | 0,3 | |
|
78% Ar + 20% CO 2 + 2% O 2 |
200 - 210 | 25 - 26 | 3,7 | 3,2 | 0,2 |
| 300 - 310 | 30 -31 | 6,0 | 2,9 | 0,2 | |
|
86% Ar + 12% CO 2 + 2% O 2 |
200 - 210 | 21 - 22 | 3,1 | 1,4 | 0,2 |
| 300 - 310 | 29 - 30 | 4,4 | 0,5 | - |
Isitish manbai oqimi,
Ud kamon voltaji
Bir vaqtning har biriga qaynoq metall miqdori,
ψ chiqish uchun metalning yo'qolish koeffitsienti,
Anb püskürtme darajasi, manba qismlari yuzasidan sıçramaları olib tashlash uchun zarur bo'lgan harakatni belgilaydi.
Gaz aralashmasining tarkibini payvand metalining xususiyatiga ta'siri 2-jadvalda aniq ko'rsatilgan:
2-jadval. Gaz aralashmasining metall xususiyatlariga ta'siri (tel-Sv-10GSMT Ø 1,4 mm bilan payvandlash, payvandlash oqimi 250A, orqa chastotasi 23-25 V)
| Himoya gazi | s t, MPa | s ning, MPa | δ, % | ψ, % | KCU, J / sm 2 | |
| + 20ºС | -40ºС | |||||
| CO 2 | 401 | 546 | 27,0 | 62,4 | 14,1 | 8,4 |
| 97% Ar + 3% O 2 | 385 | 590 | 28,0 | 60,0 | 20,0 | 12,0 |
| 82% Ar + 18% CO 2 | 395 | 580 | 30,0 | 65,0 | 24,0 | 16,0 |
| 78% Ar + 20% CO 2 + 2% O 2 | 392 | 583 | 29,5 | 63,5 | 23,5 | 15,3 |
| 86% Ar + 12% CO 2 + 2% O 2 | 390 | 585 | 29,0 | 63,0 | 24,0 | 15,8 |
s t oqish kuchi
s yakuniy kuchga ega
d - nisbiy bo'shliq
ψ nisbiy qisqarishi,
KCU chidamlilik.
Aralashmalarning har biri uchun o'zlarining payvandlash usullari tavsiya etiladi (3-jadval). Gaz aralashmalari tarkibiy qismlari (karbon dioksidi va kislorod) ishtirok etadigan manba havuzida yuzaga keladigan kimyoviy va metallurgiya jarayonlarining o'ziga xos xususiyatlarini hisobga olgan holda.
| Resurs materiallari |
Qalinligi mm |
Tavsiya etilgan qorishma |
Diametri payvandlash paychalariningmm |
Resurs tezligi, mm / min |
Resurs oqimi I St, A |
Past kuchlanishli U d, V |
Tel uzatish tezligi, m / min |
Gazni iste'mol qilish, l / min |
| Karbon strukturalar |
1,0 | K-3.1 | 0,8 | 350-600 | 45-65 | 14-15 | 3,5-4,0 | 12 |
| 1,6 | K-3.1 | 0,8 | 400-600 | 70-80 | 15-16 | 4,0-5,3 | 14 | |
| 3,0 | K-3.2 | 1,0 | 280-520 | 120-160 | 17-19 | 4,0-5,2 | 15 | |
| 6,0 | K-3.2 | 1,0 | 300-450 | 140-160 | 17-18 | 4,0-5,0 | 15 | |
| 6,0 | K-3.2 | 1,2 | 420-530 | 250-270 | 26-28 | 6,6-7,3 | 16 | |
| 10,0 | K-3.2 | 1,2 | 300-450 | 140-160 | 17-18 | 3,2-4,0 | 15 | |
| 10,0 | K-2 | 1,2 | 400-480 | 270-310 | 26-28 | 7,0-7,8 | 16 | |
| 10,0 | K-2 | 1,2 | 300-450 | 140-160 | 17-18 | 3,2-4,0 | 15 | |
| 10,0 | K-3.3 | 1,2 | 370-440 | 290-330 | 26-31 | 10,0-12,0 | 17 | |
| Alyuminatsiyalangan po'lat |
1,6 | NP-1 | 0,8 | 410-600 | 70-85 | 19-20 | 6,5-7,1 | 12 |
| 3,0 | NP-2 | 1,0 | 400-600 | 100-125 | 16-19 | 5,0-6,0 | 13 | |
| 6,0 | NP-2 | 1,0 | 280-520 | 120-150 | 16-19 | 4,0-6,0 | 14 | |
| 6,0 | NP-2 | 1,2 | 500-650 | 220-250 | 25-29 | 7,0-9,0 | 14 | |
| 10,0 | NP-3 | 1,2 | 250-450 | 120-150 | 16-19 | 4,0-6,0 | 14 | |
| 10,0 | NP-3 | 1,2 | 450-600 | 260-280 | 26-30 | 8,0-9,5 | 14 | |
| 10,0 | NP-3 | 1,2 | 220-400 | 120-150 | 16-19 | 4,0-6,0 | 15 | |
| 10,0 | NP-3 | 1,2 | 400-600 | 270-310 | 28-31 | 9,0-10,5 | 15 | |
| Alyuminiy qotishmalari |
1,6 | NP-1 | 1,0 | 450-600 | 70-100 | 17-18 | 4,0-6,0 | 14 |
| 3,0 | NP-1 | 1,2 | 500-700 | 105-120 | 17-20 | 5,0-7,0 | 14 | |
| 6,0 | NP-1 | 1,2 | 450-600 | 120-140 | 20-24 | 6,5-8,5 | 14 | |
| 6,0 | NP-2 | 1,2 | 550-800 | 160-200 | 27-30 | 8,0-10,0 | 14 | |
| 10,0 | NP-2 | 1,2 | 450-600 | 120-140 | 20-24 | 6,5-8,5 | 16 | |
| 10,0 | NP-2 | 1,6 | 500-700 | 240-300 | 29-32 | 7,0-10,0 | 16 | |
| 10,0 | NP-2 | 1,2-1,6 | 400-500 | 130-200 | 20-26 | 6,5-8,0 | 18 | |
| 10,0 | NP-3 | 1,6-2,4 | 450-700 | 300-500 | 32-40 | 9,0-14,0 | 18 |
Agar manba havuzini (sof karbon dioksid yoki argon o'z ichiga olgan ko'pkomponentli gaz aralashmalari) himoya qilishning ikkita usulini solishtirsak, biz ko'pkomponentli gaz aralashmalaridan foydalanganda xulosa qilishimiz mumkin. Gaz aralashmalaridan foydalanish quyidagi afzalliklarga ega:
Yuqori chastotali harorat tufayli, iste'mol qilinadigan elektr quvvatini saqlab qolishda (ya'ni, ma'lum energiya iste'moli taxminan 1,3 marta qisqargan) va qoplangan elektrod bilan qo'lda payvandlash bilan taqqoslaganda payvandlash ko'rsatkichi kamida bir yarim barobar oshadi, hosildorlikning ortishi endi yo'q 1,5 × 2,6 dan kamroq = 4 marta (bu holda, ma'lum energiya iste'moli 2 dan 4 martagacha kamayadi);
Atomizlangan yoki reaktiv o'tkazgichning paydo bo'lishiga qarab, elektrod metallining porlashi 1,5 dan 3 gacha kamayadi va elektrod metallining payvand va payvand zonasiga otilishi 8-10 gacha kamayadi, bu esa payvandlanadigan qismlarning sirtidan chiqadigan ishchi ish haqlarini aniqlaydi;
Payvand chokining kengligini qisqartirganda penetratsiya chuqurligini oshiradi ("xanjar" penetratsiyasi); - temirlangan metalldan toza metallka o'tish liniyasi yanada yumshadi, bu esa termoyadroviy zonada yoriqlar paydo bo'lish ehtimolini pasaytiradi;
Resursli qo'shmaning mexanik xususiyatlari, karbon dioksidda payvandlash jarayonida bo'lgani kabi, bir xil darajada qoladi, bu esa taxminan 10% ga ko'payadi va KCU ta'siriga chidamliligi KCU, sezilarli darajada 1,5-2 martaga ortib boradi. ishlatiladigan gaz aralashmasining turi (bu ochiq joylarda salbiy temperaturada ishlaydigan temir tuzilmalar uchun juda muhimdir);
Payvandlash jarayoni barqarorlashdi va payvandlash metallining sifati yaxshilandi (porozitda pasayish va metall bo'lmagan qo'shimchalar); - gazni himoya qilishning samaradorligi tufayli gaz aralashmasining umumiy oqim tezligini pasaytiradi; - gazli payvandlash aralashmalari yordamida metall konstruktsiyalarni payvand qilish uchun har qanday ishlab chiqarishda karbonat angidrid payvandli yarim avtomatik qurilmalar va avtomatik mashinalardan foydalanish mumkin
Himoya manbai gaz aralashmalari ishlab chiqarish korxonalarida sanoat tomonidan ishlab chiqariladi. texnik gazlar va turli quvvatlardagi standart gaz ballonlari bilan ta'minlangan. So'nggi paytlarda, ba'zi iste'molchilar mustaqil ravishda payvandlash vositalarini ishlab chiqarishni afzal ko'rdilar; Buning sababi shundaki, standart gaz aralashmalari ularning sifatiga (aralash tarkibiy qismlarining foiz nisbati, yuqori namlik miqdori va turli xil aralashmalar) yoki nostandart aralashmalarni (masalan, ko'pkomponentli) foydalanish zarurati bilan javob bermaydi. Tabiiyki, bu holda, aralashmaning tarkibiy qismlarini yuqori sifatli aralashtirish uchun maxsus qurilmalardan foydalanish kerak.
Odatda, gaz mikserlari aralashmaning bir komponentini boshqasiga (yoki boshqalariga) aralashtirish tamoyilidan foydalanadi, agar turli komponentlarning bosimi tenglashtirilgan bo'lsa. Eng ko'p ishlatiladigan ikkita, uch va to'rt komponentli mikserlar. Ikki komponentli mikser ishini eng oddiy deb hisoblashingiz mumkin (7-rasm). Aralashtirilgan gazlar (masalan, eng ko'p ishlatiladigan argon va karbonat angidrid) himoya qorishmalar) dastlabki kirish bosimi regulyatorlari va o'rnatilgan filtrlari bo'lgan 1 va 2-gachasi kirish xonalariga beriladi. Kirish kamerasidan tarkibiy qismlar ikki kamerali reduktorga (8) kiradi, unda aralashmaning tarkibiy qismlarining so'nggi bosimi tenglashishi yuqori aniqlikda amalga oshiriladi. Bosimlarni tenglashtirishdan so'ng, tarkibiy qismlar aralashtirish qurilmasiga 12 kiradi; shu bilan birga, mutanosib gaz nisbati tekshiruvi 10, tajriba gaz regulyatori 7 (aralashuv jarayonida ishlatiladigan aralashmaning gaz tarkibiy qismlaridan biri bo'lgan gaz bosimini tenglashtirish, ikki kamerali tishli qutilarda to'ldiruvchi vosita sifatida ishlatiladi), aralash komponentlarining foiz nisbati (hajmning ulushi sifatida) . Aralash komponentlari o'lchamlari komponentning turiga to'liq mos keladigan kalibrlangan teshiklar orqali aralashtiruvchi blokga kiradi (shuning uchun mikserning qaysi gazlar uchun ishlatilishini aniqlaydigan gaz mikserlarini ishlab chiqaruvchilarga kerak).
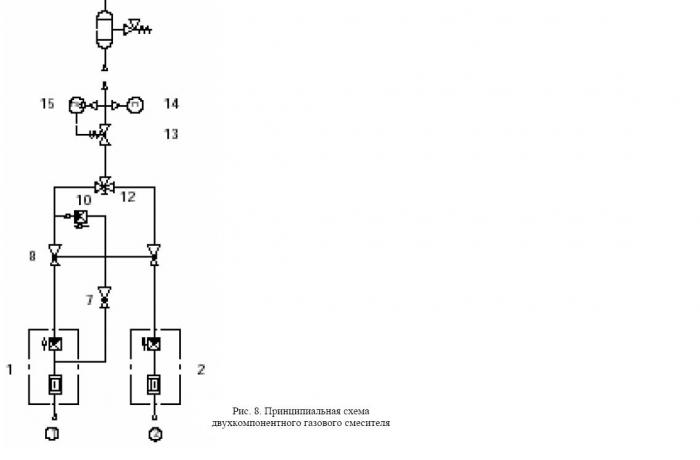
Keyin solenoid klapan 13 orqali aralash 15-gachasi regulatorga kiradi, bu bosim suratlarini porloqlashtiradi va asosiy tarmoqqa etkazib berish uchun tampon idishga tushadi. Bosim o'lchov asboblari / oqim o'lchaganini ko'radi 14 mikser chiqqandan keyin tayyor aralashmaning bosimi va oqimini ko'rsatadi.
Karıştırıcının bosim şalteriyle bilan birga ishlaydigan signal tizimi mikserin kirish qismidagi gaz bosimini nazorat qiladi. Aralash gazlarning hech bo'lmaganda bittasi bosim darajasi belgilangan minimal qiymatdan pastroq bo'lsa, signal signalini oladi. Bunday holda, kaliti faollashtiriladi va mikser yopiladi.
Mikserning ishlashini sozlash aralashmaning tarkibiy qismlarining kirish bosimini va tayyor aralashmaning chiqish bosimini o'zgartirish orqali amalga oshiriladi. Aralashmaning tarkibiy qismlari nisbati mikserning oldingi paneliga o'rnatilgan va aralashmaning tarkibiy qismlaridan birining ulushi sifatida sozlangan (uchta va ko'p komponentli mikserlarda bir nechta mutanosib regulyatorlar o'rnatilgan) aralash gazlar regulyatori bilan reglamentlanadi. Mikserlar qabul qiluvchilarga o'rnatilishi mumkin (tayyor aralashmaning bir qismini yaratish uchun).

Tijoriy jihatdan mavjud bo'lgan mikserlar odatda statsionar bo'lib, quvvatlarga qarab (1,2 dan 600 m3 / soat va undan ko'p) yarim avtomatik pervazlardan 1 dan 500 tagacha himoya gazi aralashmalari bilan ta'minlashga qodir.
Mikserlarni asosiy tarmoqqa o'rnatish, kompressorni siqilgan havo tizimiga ulashga o'xshaydi. Bunday tarmoqning namunasi. 10
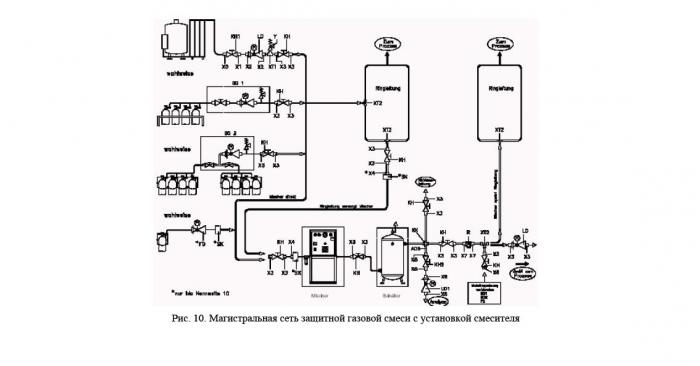
Bundan tashqari, to'g'ridan-to'g'ri o'rnatilgan bir stantsiyali oddiy mikserlar mavjud gaz tsilindrlari (11-rasm). Masalan, WITT Gasetechnik (Germaniya) tomonidan ishlab chiqarilgan VM-2M mikser. Ushbu mikser to'g'ridan-to'g'ri karbon dioksid silindrga o'rnatilgan; Argo shuningdek yuqori bosimli shlang orqali to'g'ridan-to'g'ri oziqlanadi. Mikserning ishlash tamoyili, aralashmaning tarkibiy qismlarining nisbatlarini mutanosib bo'lishiga imkon beradigan, kalibrlangan teshik orqali arzon oqimga karbonat angidridni in'ektsiyasiga asoslangan. Karıştırıcı VM-2M karbonat angidridining 25% gacha arzonlashtirilishini ta'minlaydi, bu gaz nisbati aniqligini ± 0,1% gacha saqlab turadi. Karıştırıcı chiqishi, oqim o'lchaganini ko'radi sifatida 0 dan 25 l / min oralig'ida sozlang. VM-2M mikserlari balon bosimi regulyatorlaridan foydalanishni bartaraf qiladi va kichik korxonalarda ham, yirik korxonalarda ham bir xil stantsiyali gaz aralashmalari uchun foydalanish uchun tavsiya etilishi mumkin (masalan, har bir payvandlash stantsiyasida alohida kompozitsion gaz aralashmasi talab etiladi) .

Iv. Fluox korpusli payvandlash manbai - FCAW usuli
MIG / MAG payvandlash texnologiyasi oqim bilan qoplangan simlarni yangi deb atash qiyin, ammo mahalliy sanoatda qattiq simlar bilan payvandlash orqali MIG / MAG orqali aniq ustunlikka ega bo'lishiga qaramasdan, u mashhurlikka erisha olmadi. Ehtimol, shuning uchun SSSRda yuqori sifatli oqimlarni ishlab chiqaradigan sanoat ishlab chiqarilmadi, garchi bu yo'nalishdagi tadqiqotlar va ishlab chiqarishlar UEKda o'tkazilsa. Paton, NIKIMT, NIIMontaz, TsNIIKM "Prometey", TsNIICHermet.
Payvandlash usullari bo'yicha xalqaro qabul qilingan belgida MIG / MAG flux-cored telli payvandlash FCAW-Flux Core Arc Welding deb ataladi.
Suyuqlikning korpusli sim, nozik yuqori sifatli po'lat lentadan (ko'pincha elektr erishi yoki vakuumda yoki boshqariladigan atmosferada tavlanishga duchor bo'lgan), moslashuvchan quvur bo'lib, arqoqlarni barqarorlashtirish uchun qotishma, deoksidlovchi va himoya elementlar va komponentlardan tashkil topgan chang aralashmasi bilan to'ldiriladi. Ularning payvandlash xususiyatlariga ko'ra, oqma korpusli simlar MMA payvandlash uchun po'lat qoplangan elektrodlarga o'xshashdir va zaryadning tarkibi ularning qoplamasining tuzilishiga o'xshaydi. Ko'plab himoya elementlarni o'z ichiga olgan oqim bilan ishlaydigan simlar gazni himoya qilmasdan payvandlash uchun mo'ljallangan - ochiq dlyael payvandi deb ataladi va o'z-o'zini himoya deb ataladi.
Elektr tolasi bilan qoplangan elektrodlar qatorida, oqim bilan qoplangan simlar orasida simlarni rutil va asosiy to'ldirish bilan farqlash mumkin; payvandlash uchun qotishma çeliklarni tayyorlash uchun tegishli doping bo'yicha ishlaydigan simlar ishlab chiqilgan; Oqsilli simlar asosan po'lat plitkalarni payvandlashda ishlatiladi, temir kukunlari birikma nisbatlarini (metall oqimi yadroli sim) oshirish uchun aralashmalarga qo'shiladi.
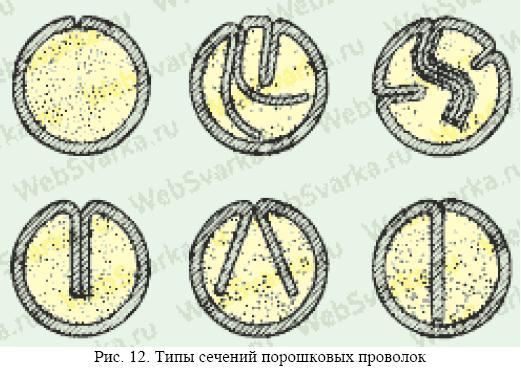
MIG / MAG payvandida oqi korpusli simlarni ishlatishning afzalliklari bor: 12. Korpus simlari turlari
Yuqori sirt qoplamasi ishlashi - qattiq telga nisbatan 60% gacha o'sishi;
Doping va deoksidlanish jarayoni bo'yicha oqim bilan mustahkamlangan simga qo'shimcha qo'shimchalar kiritishning yanada aniq dozalari tufayli yaxshi nazorat qilish imkoniyati;
Ochiq havoda ishlaydigan payvand chokini eng yaxshi himoya qilish (himoya darajasiga qarab deyarli MMA payvandligiga yaqin keladi);
Ko'tarilgan cüruf shakllanishiga bog'liq bo'lgan sovutish manbai metallini yaxshiroq himoya qilish (ayniqsa, pearlite va ferritik-pearlite po'latlarni payvandlashda, shuningdek, sovutishga moyil bo'lgan krom va manganli po'latlarning)
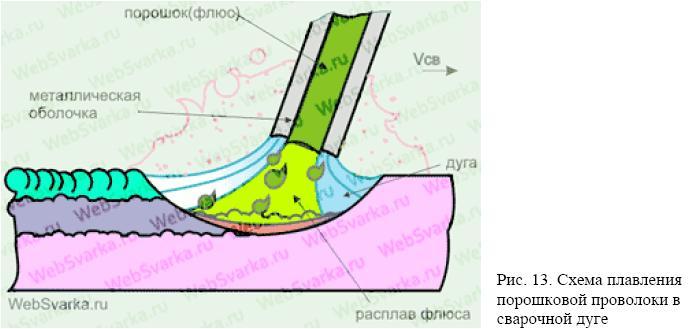
Oqimning korroziyali simini dizayni elektr erida eritmaning ayrim xususiyatlarini aniqlaydi. Chang yadro simlari metall bo'lmagan materiallardan tashkil topgan 50-70% tashkil qiladi va shuning uchun uning elektr qarshiligi juda baland - metall qopqoqqa nisbatan yuzlab marta ko'p. Shuning uchun, deyarli barcha manba oqimi metall qobig'idan o'tadi va uni eritadi. Metall qobig'ining ichidagi zaryadning erishi, asosan, yoydan termal radiatsiya va qobiq eritilgan metalldan issiqlik o'tkazilishi bilan bog'liq. Shu sababli zaryadning zarracha zarralari qobiqdan chiqishi mumkin, suyuq metalning hammomiga tegib yoki qisman bo'shashmas holatda kirishi mumkin. Bu manba metalliga kirmasdan tortib olinmaydigan zaryaddan metall bo'lmagan kirishlar ehtimolini oshiradi. Shu sababli, oqimga chidamli simlar bilan payvandlash yanada qattiq sharoitda, boshq arqonlarini doimiy ravishda nazorat qilish bilan amalga oshiriladi.
Changni payvandlash manbai o'zining kamchiliklariga ega. Korpusli simning tubulali tuzilishining past qat'iyligi, besleme silindrlarida simni cheklangan kuch bilan qisqartiruvchi vositalardan foydalanishni talab qiladi. Tarmoqning asosan diametri 2,6 mm va undan yuqori bo'lgan, bu esa barqaror yong'oqni yoqish uchun yuqori payvandlash oqimini qo'llashni talab qiladi, ularni faqat pastki va kam hollarda vertikal holatda payvandlash uchun ishlatishga imkon beradi. Buning sababi shundaki, eritilgan cüruf bilan qoplangan yuqori hajmli payvandlash vannasi vertikal va ship joylarida sirt tarangligi va bosim kuchi bilan saqlanmaydi.
Suyuqlikning korpusli simlarini artib olish choklari payvandlash texnikasini murakkablashtiradi. Er osti metallning kristalizatsiyasini sekinlashtiruvchi manba havuzining yuzasida cürufning mavjudligi, ayni paytda pastki qismdan tashqari bo'shliqlarda joylashishni aniqlash uchun shartlarni yomonlashtiradi va to'nkaning ildiziga kirishni qiyinlashtiradi. Ko'p qavatli payvandlashda avvalgi qatlamlarning yuzasi ehtiyotkorlik bilan tozalanishi kerak. Ishlab chiqarishni keng qo'llashni cheklaydigan oqim bilan qoplangan simlarning katta etishmasligi, ishlab chiqarish kamchiliklari sababli tel ichidagi bo'shliqlarning mavjud bo'lishidan kelib chiqadigan to'siqlardagi bo'shliqlarning paydo bo'lish ehtimoli ortishi hisoblanadi. Bundan tashqari, aralashmaning erigan bo'lmagan qismlari, payvandlash havzasiga o'tib, gazli mahsulotlarning paydo bo'lishiga yordam beradi. Marmarning ajralishi, ferromanganzani isitish va eritishda marmar va boshqa jarayonlar bilan birga uglerod oksidlanishi va kamayishi, shuningdek, manba hovuzida gaz fazasini shakllantirishga olib kelishi mumkin. Natijada, ichki va sirt poroshchalari tikuvlarda paydo bo'ladi.
Bunday sharoitlarda payvandlash rejimi (oqim, kuchlanish, elektrodning chiqishi) dog'lardagi ko'zalarni ko'rishga katta ta'sir ko'rsatadi. Bundan tashqari, teshiklarning hosil bo'lish ehtimoli simni saqlash vaqtida to'lg'azish qurilmasida saqlangan namlik bo'lib, shuningdek izlari metall tasmada mavjud bo'lgan yog' va zang kiradi.
Aktiv himoya gazi (karbon dioksidi, kislorodli qo'shimchalar) dan foydalanish dog'lardagi ko'zalarni pasaytiradi. Resursni ishlatish uchun plomba tarkibiga qarab to'g'ridan-to'g'ri oqim qattiq yoki tik qiyshiq xususiyatlarga ega bo'lgan manbalardan to'g'ridan-to'g'ri yoki teskari polarizatsiya.
Silindrlarda himoya aralashmasi bilan payvandlash G'arb va mahalliy ishlab chiqaruvchilar tomonidan keng qo'llaniladi. Kichik uy mahsulotlari uchun ham, eng yirik metall konstruksiyalar uchun ham ishlatiladi.
Ko'pchilik uchun elektr payvandlash bugungi kunda qimmatbaho an'anaviy himoya gaziga nisbatan bir oz yuqori bo'lgan payvandlash aralashmasidan foydalanishni talab qiladi. Eng yaxshi argon asosida silindrlarda payvandlash aralashmasi deb hisoblanadi. Silindrlarning bunday aralashmasi 80% argon va 20% karbonat angidriddan iborat.
Sizni har qanday vaqtda biz bilan bog'lash orqali xarid qilishingiz mumkin bo'lgan payvandlash gazsimon aralashmasi uglerodli struktura, armatura va zanglamaydigan po'latlarni payvandlash uchun ishlatiladi.
Kompaniyamiz tomonidan sotiladigan yangi payvandlash payti eng yaxshi payvandlash va ish tezligini ta'minlaydi. Payvandlash xarajatlarini kamaytirish va ularning ish faoliyatini yaxshilash uchun bu manba aralashmasi ishlatiladi. Sotib olish uchun arzonroq xarajatlar materiallarga va elektr energiyasiga qo'shimcha mablag' sarflashdan ko'ra.
Arqonga asoslangan silindrlarga manba aralashmasining afzalliklari aniq:
- - an'anaviy payvandlash bilan solishtirganda vaqtning birligi uchun payvandlashning samaradorligi juda ko'p;
- - elektrod metallarining chirog'i yo'qotilishi 80% ga qisqardi;
- - payvandlash maydonida chayqashning yopishqoqligi kamayadi, buning natijasida ularni yo'q qilishning murakkabligi kamayadi;
- - ko'ndalang yotqizish chuqurligini oshiradi, bu esa strukturaviy mustahkamlikka olib keladi;
- - payvandlash jarayonining barqarorligini oshiradi;
- - payvand choki sifati metallning gözenekliliğindeki pasayishiga va metall bo'lmagan kirişlerin kamayishiga olib keladi;
- - ishlab chiqilgan ish sharoitlari;
- - elektr dastgichning salomatligi
- - jami xarajat tejash kamida 15 - 20%.
Iste'mol payvandlash uchun gaz payvandlashning umumiy xarajatlarining ahamiyatsiz qismini tashkil qiladi. Yarim avtomatik payvandlash uchun sarf-xarajatlar himoya gaz 10-15 foizdan oshmasin.
Kompaniyamiz sizga sotish uchun bunday manba aralashmasini taklif qiladi, sizning sotib olishingiz bilan siz payvandlash ishlariga mos keladigan eng yaxshi gaz turini olishingiz mumkin. Siz payvandlashda oldinga qadam tashlaysiz, hatto o'rta malakali ishchilar ham vazifani osongina echishadi va yangi boshlanuvchilar tezroq o'rganishadi.
Silindrlarda himoya payvandlash vositasidan foydalanish texnologiyasini o'zgartirmasdan payvandlash tezligini sezilarli darajada oshiradi. Shunga o'xshash ta'sir akustik muhitni yaxshilash, arqonning barqarorligini oshirish va metallni manbali hovuzga kiritish orqali erishiladi. Resurs sifati va uning ishonchliligi yaxshilanadi va nihoyat, siz tasodifan yupqa devorli qismlardan o'tishi mumkin bo'lgan xavfni kamaytirasiz.
Resurs aralashmasi va bitta tsilindr uchun narxi odatdagidek karbonat angidrid aralashmalari uchun qimmatroqdir. Biroq, payvandlashning umumiy qiymati ancha kamayadi. Bundan tashqari, sertifikatlangan payvandlash qorishmasini silindrlarga ishlatganda, metallning porlash darajasi pasayadi, bu esa sifatni yanada oshiradi payvand choki. Shu bilan birga, payvandlash moslamasining xarajati 15-25% tashkil qiladi. Tsilindrda payvandlash aralashmasidan kelib chiqib, payvandlash xarajatlari kamayadi va ishlab chiqarishning yuqori rentabelligi ta'minlanadi. Resurs aralashmasi sigareta va manbalar bilan ishlaydigan aerozol miqdorini pasaytiradi, manbai sog'lom holda saqlab qoladi va undan ehtiyotkorroq va ko'proq ishlashga imkon beradi.
Payvandlash ishlarini olib borish barcha turdagi transport vositalarida amalga oshiriladi, ushbu turdagi transportda harakat qiluvchi xavfli tovarlarni tashishning barcha qoidalariga muvofiq. Manba qilingan aralashmalar po'latdan tsilindrlarda (GOST 949-73) qora yoki kulrang holda tashiladi. Gaz 150 kgf / sm2 bosim ostida.
Sizga taklif qiladigan keng miqdordagi aralashmalar payvandlash aralashmasining optimal tarkibini tanlab olish va uni eng yaxshi sifat va ish bajarish uchun sotib olish imkonini beradi. Bizning hamkorlar kompozitsiyamiz bilan tanishish va ishlab chiqarishda payvandlash aralashmasini o'zlashtirishlari mumkin. Bundan tashqari, barcha mahsulotlarimiz sifatli sertifikatlarga ega va kompaniya silindrlarni yonilg'isi va profilaktik tekshiruvini amalga oshiradi. Mijozga sotish va jo'natishda payvandlash aralashmasi majburiy sifat sertifikatiga ega.
Iste'molchi bizning kompaniyamiz uchun eng yaxshi payvandlash vositasini tanlab olishi mumkin, uni yuqori narxda payvandlash ishlarini ta'minlab, o'rtacha narxda sotib olishi mumkin.
Payvand choki va narxining kombinatsiyasi maqbuldir, chunki bajarilgan ish haqi 20% ga pasayadi.
- Gaz aralashmalari manbalari
- Tanlash mezonlari
- Joriy manba va funksiya
- Joriy sozlash va raqamli displey
Payvandlash uchun turli xil asbob-uskunalar ishlatiladi, ammo bugungi kunda u mashhurdir. avtomatik payvandlash mashinasikerakli ishlashi, ish sifati, qulayligi.
Payvandlovchi yarim avtomatik qurilma elektroddan foydalangan holda payvandlash jarayoniga mo'ljallangan elektrotexnik qurilma.
Sotib olishdan oldin, yarim avtomatik payvandlash mashinasini qanday tanlashni tanlashingiz kerak. Qaysi gaz muhitida ish olib borilishini hal qilish uchun ko'pgina parametrlarni hisobga olish kerak.
Gaz aralashmalari manbalari
Bir payvandlash mashinasini tanlashda, ishni bajarish kerak bo'lgan gazli muhitni hisobga olish kerak. Misol uchun, MIG manba usuli uchun inert gaz (argon) ishlatilishi kerak va faol gaz (uglerod) MAG uchun mos keladi.
Payvandlash mashinalari uchun ishlatiladigan barcha gazlar 2 ta katta guruhga bo'linadi:

- Metall bilan faol reaksiyaga kirishgan gaz aralashmalari. Bunga karbonat angidrid, azot, kislorod kiradi.
- Inert gazlar, masalan, geliy, argon.
Eng oddiy variant - karbonat angidriddan foydalanish va bu eng arzon bo'ladi. Ammo bu holda, tikaning sifati yomonlashadi, uni butunlay yomon deb bo'lmaydi, ammo ishdan keyin qo'shimcha tozalash zarur, aks holda tikuv zang bo'ladi. Yarim avtomatik, ikki gaz aralashmasidan foydalanish tavsiya etiladi - bu 20% karbon dioksid va 80% argondan tashkil topgan kompozitsion. Rangsiz argon rangli metallar uchun ishlatiladi volfram elektrodlari 90% argon va 10% vodorod aralashmasidan iborat.
Himoya vositasi sifatida toza nitrogen bronza qismlarini, guruchlarni payvandlashda ishlatiladi. Gazsiz ishlaydigan modellar mavjud, ammo keyin oqimdan foydalanish kerak. Ishni qanday sharoitda amalga oshirish kerakligini, gaz muhitiga talablar bormi, darhol aniqlash kerak.
Mundarija jadvaliga qaytish
Tanlash mezonlari
Yarim avtomatik turga har xil parametrlarga e'tibor berish kerak. Tanlash mezonlari quyidagilardan iborat:

Elektr tarmog'ining voltaj qiymati - payvandlash mashinasini tanlashda muhim ko'rsatkich.
- elektr ta'minoti vositasining yuk hajmi;
- payvandlanadigan materialni tanlash zanglamaydigan po'lat, past karbonli po'lat, alyuminiy, rangli metallar bo'lishi mumkin;
- qayta ishlangan metallning qalinligi;
- payvandlashning sifat talablari;
- uning uzunligi, kengligi, kosmosdagi joylashuvini hisobga olgan holda payvandning sifati;
- uskunaning ishlash intensivligi.
Tanlash payvandlash mashinasi, elektr tarmog'ining kuchlanishiga e'tibor qaratish lozim. Qaysi mashina ish uchun ishlatilishi mumkinligini aniq aniqlash juda muhimdir. Misol uchun, bitta fazali tarmoqlar uchun faqat 220 V dan 16 A gacha bo'lgan yuk bilan ishlaydigan qurilmalargina mos keladi. Agar qurilma 150 Vdan past bo'lgan kuchlanishda ishlashga mo'ljallangan bo'lsa, u holda yarim avtomatik qurilmani ishlatish qiyin, qo'shimcha inverter yoki elektr generatoriga ehtiyoj bor. odatdagi ishlamaydi.
Mundarija jadvaliga qaytish
Resurs oqimi qanday bo'lishi kerak
Har qanday birlikni tanlashda joriyni hisobga olish muhim ahamiyatga ega. Ushbu indikator, uskunaning haddan tashqari qizib ketmasligi uchun qaysi qadriyatlarni belgilaydi, metallning qanchalik qalin bo'lishi mumkin. Yarim avtomatik payvandlash apparati tanlansa, ba'zi ko'rsatkichlarni hisobga olish kerak. Misol uchun, payvandlangan metall 5 mm gacha bo'lgan qalinligi bo'lsa, unda 150-200 A gacha bo'lgan oqimlarni olish mumkin. 0,8-1 mm diametrli tel uchun ruxsat etiladi. Biroq, payvandlashning katta qismlari bilan nominal oqimning qiymati 250 A gacha ko'tariladi, ish uchun sim 1,2-1,6 mm diametrda ishlatiladi. Batafsil ma'lumot uchun, karbonat angidrid foydalanish sharoitida payvandlash apparati tanlovi quyidagi qiymatlarga asoslanadi:

- 0,8-1 mm metall qalinligi bilan 0,7-0,8 mm diametrli sim zarur bo'ladi. Resurs oqimi 50-80 A gacha bo'lishi kerak.
- 1,5-2 mm metall qalinlikda 0,8-1,2 mm diametrli sim zarur bo'ladi. Resurs oqimi 90-200 A ga teng bo'lishi kerak.
- Metall qalinligi 3 mm bo'lganida, diametri 1,2-1,4 mm, payvandlash oqimi 200-380 A bo'ladi.
- 4 mm kalinlikta metall diametri 1,2-1,6 mm, payvandlash oqimi esa 200-350 A bo'ladi.
- Metallning qalinligi 8 mm bo'lsa, 1,2-2,5 mm simli diametrdan foydalanish kerak. Resurs oqimi 300-450 A bo'lishi kerak.
Ba'zi ekspertlar 50 A zaxirasini ta'minlashni tavsiya qiladilar. Agar zarurat bo'lsa, bu asbobni metallga nisbatan katta qalinlikda ishlatish imkonini beradi. Yarim avtomatik payvandlash mashinasini tanlash uchun yukning davomiyligini hisobga olish kerak. Buning uchun asboblar ish paytida qizib ketmasligi kerak. Bunday qiymatlar har doim ishlab chiqaruvchi tomonidan belgilanadi, lekin odatda yuk miqdori 60% ni tashkil qiladi. Bu sifatli ish uchun etarli.
Yarim avtomatik payvandlash ishlatiladigan himoya gazlarni diqqat bilan ko'rib chiqishni talab qiladi. Inert gazlar (argon, geliy), faol gazlar (karbonat angidrid, azot, vodorod, va hokazo) va inert va faol gazlar aralashmalari termoyadroviy payvandlash vaqtida himoya gazlar sifatida qo'llaniladi. Himoya gazini tanlashni payvandlanadigan metallning kimyoviy tarkibi, payvand chokining xususiyatlariga qo'yiladigan talablar, iqtisodiy jarayonlar va boshqa omillar aniqlanadi.
Faol gazlar bilan inert gazlar aralashmasi, yoyni barqarorligini oshirish, penetratsiya chuqurligini oshirish, tikuv shaklini o'zgartirish, eritilgan metallni metallurgik qayta ishlash, payvandlash ishlarining samaradorligini oshirish uchun foydalanish tavsiya etiladi. Gazlar aralashmasida payvandlashda elektrod metallni tikishda oshiradi.
1-5% kislorodli argon aralashmasi Kam karbonli va qotishma po'latdan sarflanadigan elektrod manbaiga mo'ljallangan. Argo kislorodi qo'shilishi muhim oqimni kamaytiradi, ko'zalarni ko'rishga to'sqinlik qiladi, tikuv shaklini yaxshilaydi.
10-25% karbon dioksid bilan argon aralashmasi sarflanadigan elektrodni payvandlashda ishlatiladi. Uglerodli çeliklerin payvandlash paytida karbonat angidrid qo'shilishi, ko'zoynaklarning shakllanishiga to'sqinlik qilmoqda, choklarning mavjudligi sharoitida payvand choklarini muhofaza qilishning qarshilik barqarorligini va ishonchliligini biroz oshiradi va yupqa qatlamni payvandlashda payvand shakllanishini yaxshilaydi.
Karbon dioksidli (20% gacha) argon va 5% dan ko'p bo'lmagan kislorod aralashmasi uglerod va qotishma po'latlarni sarflanadigan elektrod manbaida ishlatiladi. Faol gazlar qo'shimchalari arqonning barqarorligini, tikuvlarning shakllanishini va ko'zning oldini olishni yaxshilaydi.
Karbonat angidrid kislorod bilan aralashmasi (20% gacha) sarflanadigan elektrodli payvandlashda ishlatiladi karbonli po'latdir. Ushbu aralashmaning yuqori oksidlanish qobiliyati bor, chuqur penetratsiyani va yaxshi shaklni ta'minlaydi, tikani porozlikdan himoya qiladi.
Arzon argonli yarim avtomatik payvandlash zanglamaydigan po'latlarda tez-tez ishlatilmaydi. Aktiv himoya gazi bo'lmasa (kislorod yoki CO2), kamon barqaror emas. Argonning issiqlik o'tkazuvchanligi va ionlashtiruvchi energiyasi kam va issiqlikning qisqarishi etarli emas. Natijada, eritma juda sekinlashadi va metall o'tkazish va oqim xususiyatlari past bo'ladi. Bu tartibsizlik to'siqlar va etarlicha kirmaslikka olib keladi. Ushbu ta'sirlarni bartaraf etish uchun payvandlash uchun himoya gazlar kislorod yoki karbonat angidrid kabi faol moddalarni o'z ichiga olishi kerak. Bu yoyni stabillashtiradi, oqim xususiyatlarini yaxshilaydi va uning qismini isitishni oshiradi.
Xrom-nikel qotishmalarini payvandlashda himoya gazlar uchun argon-kislorod aralashmasi 1% dan 3% gacha kislorodga ega. Ular arqonning barqarorligini va ishlash vaqtida kamroq tarqalishini ta'minlaydi. Shu bilan birga, CO2 o'z ichiga olgan gazlar bilan solishtirganda, bu yuqori darajada oksidlanish, issiqlikning etarli emasligi va ko'zning paydo bo'lishiga olib keladi. Issiqlikka kislorod miqdorini oshirish orqali erishish mumkin, bu esa payvandning oksidlanishini proportsional ravishda oshiradi. Bu shilingni kuchaytiradi, shuning uchun payvandlashdan oldin uni bolg'acha yoki parlatma bilan tozalash kerak.
Shu munosabat bilan, xrom-nikelli po'latlarni yarim avtomatik ravishda payvandlashda eng ko'p ishlatiladigan argonli gaz aralashmalari CO2 tarkibida taxminan 2,5% tashkil qiladi. CO2 molekulalarining devorda ajralib chiqishi va o'zgarishi natijasida yuqori isitishga oksidlanishning bir vaqtning o'zida pasayishi va ko'zlar sonining kamayishi bilan erishiladi. Ar + O2 aralashmasidan farqli o'laroq, tikuv kengroq bo'ladi va material yuqori isitish tufayli yanada ishonchli eriydi.
Qo'shimcha geliy tarkibiga ega himoya qiluvchi vositalar oqim xususiyatlarini yaxshilash va payvandlash tezligini oshirish uchun ishlatilishi mumkin. Geliy tarkibida odatda 20% dan 50% oralig'ida bo'ladi. Argo bilan taqqoslaganda, geliyning ionlashtiruvchi energiyasi va issiqlik o'tkazuvchanligi ancha yuqori bo'lib, bu qismni ko'proq isitish imkonini beradi. Natijada, eritma kuchli va qizib ketadi. Geliyum, siz asosiy materialni isitish imkonini beradi. Yuzaga keladigan sirtlarning kesishmasida, tikuvning engil chuqurlashi bilan uning sirt qoplamasi kengayadi. Geliy bilan gaz aralashmalari xrom-nikel qotishmalarining juda yopishqoq molibden qotishmalarini payvandlash sifatini oshiradi. Ushbu po'latlar, ayniqsa yuqori kuchlanishli payvandlash paytida, yuzada uglerodni hosil qiladi, bu katta qiyinchilik bilan olib tashlanadi. Geliy o'z ichiga olgan himoya gazdan foydalanganda, quyosh miqdori sezilarli darajada kamayadi.




