Inverter bilan payvandlashda oldinga yoki teskari polarite. Polarlik tanloviga nima sabab bo'ldi? Resurs paytida polaritning ta'siri.
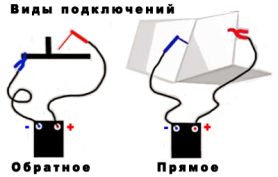
To'g'ridan-to'g'ri tok bilan metallni payvandlash ikki usulda amalga oshirilishi mumkin: to'g'ridan-to'g'ri kutupluluk va teskari. Payvandlash jarayonida bevosita kutupluluk, minus elektrodla, metall plastinka ortiqcha ulanganda. Teskari polarizatsiya bilan payvandlashda, aksi rostdir, ya'ni rodga ortiqcha qo'shilib, mahsulotga minus hisoblanadi.
Elektrod issiqlik nuqtasining to'g'ridan-to'g'ri oqimi bilan payvandlashda yuqori haroratga ega bo'lgan payvand choklari hosil bo'ladi. Qaysi pole elektrodga ulanganiga qarab, uning harorati ham o'zgaradi, shuning uchun payvandlash jarayonining holati bog'liqdir. Misol uchun, agar sarflanadigan ortiqcha qo'shilsa, oxirida uning harorati 3900S ga teng bo'lgan anote bo'yoq hosil bo'ladi. Agar manfiy bo'lsa, u 3200C haroratda katodli nuqtani chiqaradi. Farqi ahamiyatli.
Qisqa tutashuv bilan ekspeditsion uzatishni pulsatsiyalanuvchi pulslarni uzatish. 1970-yillarda elektronni rivojlantirish bilan birga metall impulsni boshqa tarzda o'tkazish, payvandlashning payvandlash payvandi payvandlash jarayoni bilan eritmaning chastotasi o'rtasidagi munosabatni anglash asosida amalga oshirildi, bu esa, hozirgi kunda Korozion po'latni payvandlashda tobora ko'paytirilib kelinadigan yagona rulonli sinergetik nazoratni rivojlantirishga olib keldi. rangli metallar. Eng yangi payvandlash manbalari elektron pochtangizni kuzatish va boshqarish imkonini beradi.
Haqiqiy vaqtda Dougie. Ushbu qurilmalarning turli ishlab chiqaruvchilari. Har bir ishlab chiqaruvchi ushbu ilovalar uchun turli xil savdo nomlarini qo'llaydi, lekin bu jarayonlarning jismoniy tabiati har doim bir xil bo'ladi - manba metallining o'tkazilishi jarayonlari va ularni boshqarish jarayonlarini tushunish va tushunish, payvandlash metallining turlarini va ularni payvandlash qobiliyatiga muvofiq foydalanishning quyidagi tasviri. Bu issiqlik kiritishiga sezgir bo'lgan ilovalarga, misol uchun, zanglamaydigan po'latlarni payvandlashda, aralashtirish, payvandlash alyuminiyini va ularning qotishmalarini qalinlikka kamaytirish zarurati bilan payvandlash uchun afzalliklarga ega.
Nima beradi?
- To'g'ridan-to'g'ri oqadigan polarit bilan payvandlashda, asosiy harorat yuki metall igna ustiga tushadi. Ya'ni ildizni chuqurlashtirishga imkon beruvchi kuchliroq bo'ladi payvand choki.
- Teskari polarizali oqim bilan payvandlashda, haroratning konsentratsiyasi elektrodning uchida sodir bo'ladi. Ya'ni, asosiy metall kamroq qiziydi. Shuning uchun, ushbu rejim asosan kichik qalinlikdagi bo'shliqlarni birlashtirganda ishlatiladi.
Yuqori karbonli va loy metallarni, zanglamas po'latdan yasalgan holda, teskari polarizatsiya rejimini ham qo'shib qo'yish kerak. Ya'ni, haddan tashqari issiqlik sezgir metall turlari.
Taxminan 5 mm ga yaqin, payvandlashning yuqori quvvatli po'latlari, payvandlash nikel asosidagi qotishmalar va boshqalar. Yana bir afzallik - bu dushga nisbatan eritib turadigan hammomni yaxshiroq nazorat qilish imkoniyati, shuningdek drenaj tipidagi afzalliklardan foydalanadigan joylarda payvandlash imkonini beruvchi qisqa tutashuv.
Issiqlik uzatishni kamaytirish bilan bog'liq holda, bu jarayon parchalar yoki porozlikning shakllanishiga sezgir. Shu sababli, payvandlash metallining impulsli uzatilishini qo'llash, ishlab chiqarish jarayonida ehtiyotkorlik bilan oshirilishi kerak. Aks holda, bu zamonaviy manbalar tobora ko'proq payvandlash sifati va mahsuldorligida erishilgan natijalar qisqa muddatlarga yoki bo'ronlarga qarshi an'anaviy tap-off manbai yordamida erishilgan natijalarga erishish uchun qo'llaniladi.
Diqqat! Anote va katot nuqta bo'yicha harorat boshqacha bo'lsa, unda to'g'ri ulanishdan payvandlash mashinasi elektrod oqimiga bog'liq bo'ladi. Ya'ni, invertor bilan payvandlashda teskari kutupluluk elektrodlarning bosimidir.
To'g'ridan-to'g'ri oqim bilan payvandlash jarayonida dastgoh ishlangan metallning eritilgan holatdagi holatiga yaxshi mos kelishini ta'minlash kerak. Ya'ni, manba hovuzini yaratish kerak. Vannaning sifatiga ta'sir qiladigan payvandlash rejimining bevosita va teskari polarizatsiyasi.
Bu, avvalo, ishlab chiqarishni tashkil qilishda keng tarqalgan, ya'ni yangi texnologiyalarni sotib olish, o'z nou-xauga ega bo'lish va muayyan bilimlarni qo'llash zaruriyati bo'lgan narsa, lekin bu bizni yangidan kashf etilgan sohalarga, masalan, ma'lumotni boshqarish yoki bilimlarni boshqarish yoki yanada yaxshi , tashkilotning bilimlar bazasini saqlab qolish va rivojlantirish. Ilmlar darajasi ma'lumotlarni qayta ishlash hajmiga mos kelmasa-da, aksincha, joriy tendentsiyalarga muvofiq, Chexiya ta'limida bo'lgani kabi, bilimlarning tanazzulga olib keladi.
- Agar hozirgi kuch yuqori bo'lsa, bu isitish harorati ham yuqori bo'lishini anglatadi, shuning uchun metall yaltiroq elektr kamonni chalg'itadi. Bu erda hech qanday aloqa haqida gapirishning hojati yo'q.
- Aksincha, oqim juda kichkina bo'lsa, metall kerakli holatda isitilmaydi. Bu ham manfiy.
Hammom ichidagi bevosita kutuplulukla, elektrod uchun hidoyat qilish oson bo'lgan muhit yaratiladi. Bu tarqaladi, shuning uchun novda bir harakat manba yo'nalishini yaratadi. Shu bilan birga payvand chuqurligi osongina nazorat qilinadi.
O'tgan o'n yil ichida bilim boshqaruvi yangi sehr bo'ldi, biroq avvalgi avlodlar bilim va bilimlarni uzatish haqida bilgan narsalarga asoslangan. Texnologiya sohasida uni "to'g'ri muhandislik yoki texnik amaliyot" deb atashimiz mumkin. Keyin yaxshi muhandislik amaliyotining mazmuni tegishli amaliyotga bog'liq.
Haqiqiy texnik standartlar hatto yaxshi muhandislik amaliyoti kabi sohalarda ham mavjud. Yangi kompyuter nazorat qilinadigan manbalar va jarayonlar payvandlash talablarining sezilarli kamayishiga olib keladi. Oxir oqibatda, bu zamonaviy manbalar maktablarda ishlatiladi, chunki oldingi avlodlardan farqli o'laroq, imtihondan o'tishlari kerak bo'lgan nomzodlarni aniq qobiliyatlaridan qat'i nazar, va bu klassik sanoat manbalariga ham talab qiladi. manba sifatida SPA uchun.
Aytgancha, elektrodning harakatlanish tezligi bevosita yakuniy natijaning sifatiga ta'sir qiladi. Tezlik qanchalik yuqori bo'lsa, payvandlash zonasiga kamroq issiqlik kirsa, bo'shliqlarning asosiy metalllari issiqroq bo'ladi. Tezligini kamaytirish manba hovuzidagi haroratni oshiradi. Ya'ni, metall yaxshi isitiladi. Shuning uchun tajribali dastgohlar invertorda ko'proq oqimga ega. Biroq payvandning sifati aniq elektrodning harakat tezligi bilan boshqariladi.
Yuqori malakali va malakali manbalar va ilg'or texnologiyalar ushbu yo'nalishlardan o'tib, ushbu sohalarda muntazam amaliy va ma'rifiy tadbirlarni o'tkazib, tashkilotda to'plangan tajribani saqlab qolish uchun qabul qilinmaydi. Shu bilan birga, professional adabiyot va parametrlarni qanday qilib moslashtirishni bilish va ularni tegishli qo'llanmada qo'llash deyarli mumkin emas. Amaliyotda ko'pgina texnologiya muhandislari va payvandchi bu jarayonlardan qochishni afzal ko'radi. Darbeli shakli osiloskopda haqiqiy ro'yxatga olinmasdan, texnik amaliyotda payvandlash manbaini nazorat qilish va boshqarishning asosiy qiymatlaridan biri bo'lgan termal yukni baholash mumkin emas.
Elektrodlarning o'zlari esa, polarizatsiyani tanlab olish materialdan yoki qoplamaning turidan kelib chiqadi. Misol uchun, uglerod elektrodidan foydalanadigan shahar manbaida teskari polarizatsiyani qo'llash manba qilingan rodlarning tez iste'moliga olib keladi. Chunki yuqori haroratlarda uglerod elektrodi parchalana boshlaydi. Shuning uchun, bu ko'rinish faqat polarite rejimida qo'llaniladi. Toza toza bo'lmagan metall rod, aksincha, payvandlash pog'onasini teskari polarit bilan to'ldiradi.
Keyinchalik, bu jarayon zanglamaydigan po'lat, nikel, mis, bronza, titanium, zirkonyum va metall qotishmalarini payvandlash uchun kengaytirildi. Jarayonning jiddiy rivojlanishi 1950 va 1960 yillarda yadro, raketa, aviatsiya va harbiy sanoatning jadal rivojlanishi hisobiga amalga oshiriladi. Dastlab, Ikkinchi jahon urushidan oldin vodorod gazi sifatida ishlatilgan, shuning uchun payvandlash jarayonining asl nomi "atomik vodorod" edi.
Biroq, magniy qotishmalari osongina alangalanuvchi bo'lgani sababli, atomik vodorod manbai xavfli va qo'llanilishi mumkin. Dastlab, suvli sovutgichli brülörlerin ishlab chiqilishi, chunki elektrodlar o'rtasida kutuplu simi foydalanish, brülörün ustiga haddan tashqari issiqlik va termal yuklarni anglatadi. Usul magniy qotishmalari uchun geliyning himoya muhitiga ega bo'lgan. Bundan tashqari, gazni va uning laminar oqishini etarli darajada himoya qilishga imkon bermaydigan zamonaviy patentsning burni niqobini tasvirini.
Resursning chuqurligi va kengligi ham ishlatiladigan rejimga bog'liq. Hozirgi qanchalik baland bo'lsa, penetratsiya qanchalik katta bo'ladi. Ya'ni payvand chuqurligi oshadi. Bularning hammasi yoyga issiqlik kiritish haqida. Aslida, bu payvandning birligi uzunligidan o'tgan issiqlik energiyasining miqdori. Biroq, payvandlangan metall taqinchoqlar qalinligidan qat'iy nazar, oqimni abadiylikni oshirish mumkin emas. Issiqlik energiyasi eritilgan metallga bosim keltirib chiqarganligi sababli, uni almashtirishga olib keladi. Yuqori oqimda bunday elektr payvandlashning yakuniy natijasi payvandlash havzasining yonishi hisoblanadi. Agar inverter bilan payvandlash jarayonida to'g'ridan-to'g'ri va teskari polarizasiyaning ta'siri haqida gapiradigan bo'lsak, teskari polarizatsiya rejimida ko'proq eritma chuqurligi ta'minlanishi mumkin.
Bu masala keyinchalik Linda tomonidan hal qilindi. Shakl: Patent Elevator Russell Meredith Northrop Aviatsiya - manba jarayonining umumiy konfiguratsiyasi. Shakl: Patent Elevator Russell Meredith Northrop samolyoti - manba mash'alasining bir qismi. Shakl Qizig'i shundaki, hozirgi vaqtda bu qatlam kutilmaganda non-sarflanadigan volfram elektrodidan foydalaniladi. Bugungi kunda polaritlarning ishtiroki va himoya gazlarining ta'siri haqida bizda mavjud bo'lgan ma'lumot yo'q. Bu aralashma bruserning haddan tashqari qizib ketishiga olib keladi va suvli sovutgichli brülörlerin jadal rivojlanishiga olib keladi.
To'g'ridan-to'g'ri polaritlilik bilan payvandlashning ayrim xususiyatlari
To'g'ridan-to'g'ri polaritiya nima aniqlanadi. Ba'zi xususiyatlar ko'rsatiladi. payvandlash ulanish jarayonini bevosita kutupluluk rejimida o'tkazishda. Lekin ba'zi nozik fikrlar bor edi.
- Resurs havuzunda elektrodlardan plomba yoki plomba materiallari yirik tomchilarga o'tkaziladi. Bu, birinchi navbatda, katta metall spreyi. Ikkinchidan, penetratsion koeffitsientning oshishi.
- Ushbu rejimda elektr kamon barqaror emas.
- Bir tomondan, penetratsion chuqurlikda pasayish mavjud, aksincha, ishlov berish qismidagi uglerodning massasiga qo'shilishining pasayishi.
- Metallni to'g'ri isitish.
- Elektrod tayoqchasini yoki to'ldirgich simini kichikroq isitish, manbaga yuqori oqimlardan foydalanish imkonini beradi.
- Ba'zi payvandlash materiallari bilan cho'kish tezligi oshishi kuzatiladi. Misol uchun, eruvchan elektrodlarni inert va ba'zi bir faol gazlarda qo'llanganda. Yoki muayyan turdagi oqmalarda qo'llaniladigan plomba materiallarini ishlatganda, masalan, OSTC-45 sinf.
- Aytgancha, to'g'ridan-to'g'ri kutupluluk, ikkita metall bo'shliq o'rtasida tikuvda mavjud bo'lgan materiallarning tarkibiga ham ta'sir qiladi. Odatda uglerod metallda deyarli yo'q, ammo silikon va marganets katta miqdorda mavjud.
Teskari oqimlarni polarizatsiyalash manbalarining xususiyatlari
Yupqa ish qismlarini payvandlash - bu qiyinchiliklarga duch keladigan jarayon, chunki har doim yonish xavfi mavjud. Shuning uchun, ular teskari polarizatsiya rejimiga bog'liq. Ammo xavfni kamaytirishning boshqa usullari mavjud.
Keyinchalik u elektrodlarga polega ko'chirildi - va yigirmanchi asr bugungi kunda ko'plab metallar uchun ishlatiladigan aralashmalarning ikkita turi ham birinchi zarba vaqti jarayoni uchun ishlatildi. So'nggi o'n yilliklarda bu jarayon avtomatik ravishda pulsli rejimdan foydalangan holda avtomatlashtirilgan jarayonlarning rivojlanishini va sovuq yoki issiq simni avtomatik ravishda o'rnatilishini ko'rdi. Bu jarayon keyingi asrning ikkinchi yarmida sodir bo'ldi.
Ushbu sxema bo'yicha payvandlash paychalarining alohida quvvat manbaiga ulanganligi, oqimning simni eritishiga olib keladigan oqim qiymatini ta'minlashi bilan ta'minlanadi. Issiq simni yon ta'siri sifatida oziqlantirish jarayoni payvandlash metallida juda kam vodorod darajasiga olib keladi.
- Ish qismida haroratni pasaytirish uchun oqim salohiyatini pasaytiring.
- Resurs yaxshi intervalgacha tikuv. Masalan, boshida kichik bir bo'lakka aylaning, so'ngra markazga o'ting, so'ngra qarama-qarshi tomondan joylashtiring, keyin oraliq bo'laklarni tayyorlashni boshlang. Umuman, sxemani o'zgartirish mumkin. Shu tarzda, metall burmaslikdan qochish mumkin, ayniqsa, umumiy uzunligi 20 sm dan ortiq bo'lsa, ko'proq payvandlanadigan qismlar, har bir qism qisqaroq bo'lsa, metall burchakning foizi past bo'ladi.
- Juda nozik metall burchaklar elektr kamonning davriy uzilishi bilan payvandlanadi. Ya'ni elektrod manba zonasidan tortib olinadi, keyin darhol qayta ishlanadi va jarayon davom etadi.
- Agar qoplamali payvandlash jarayoni amalga oshirilsa, ikki bo'shliq bir-biriga hermetik ravishda bostirilgan bo'lishi kerak. Kichkina havo oralig'i yuqori qismning teshilishini keltirib chiqaradi. Engil moslashuvni yaratish uchun siz kelepçeleri yoki har qanday yuk foydalanishingiz mumkin.
- Blanklarga qo'shilganda, bu qismlar orasidagi bo'shliqni kamaytirish yaxshidir, va ideal holda hech qanday bo'shliq bo'lmaydi.
- Juda nozik ish qismlarini tekis bo'lmagan qirralar bilan payvand qilish uchun jarayonning issiqligini yaxshi bajaradigan qo'shma ostidagi materialni qo'yish kerak. Buning uchun odatda mis plastinka ishlatiladi. Jon va po'lat. Bunday holda, yordamchi qatlam qalinligi qanchalik ko'p bo'lsa, shuncha yaxshi bo'ladi.
- Manba qilingan mahsulotlarning chekkalarini shamollatish mumkin. Flaning burchagi - 180 °.
Elektr manbaini to'g'ridan-to'g'ri yoki muqobil oqim ishlab chiqaradigan uskunalar yordamida amalga oshirish mumkin. Agar o'zgaruvchan tokning ishi massa va elektrod ushlagichining to'g'ri ulanishi masalasida noaniqlik bo'lsa, u holda payvandlashda to'g'ridan-to'g'ri oqim polarlik payvandlash elektrodlari katta ahamiyatga ega.
Ushbu yechim, brülör ergonomisinin davom etayotgan shifo va mahsulotlarini "yaxshilash" uchun zamonaviy brülörleri bo'lgan turli xil firmalarga ega. Jarayon payvandlash manbasini to'ldirish uchun materialni qo'shmasdan yoki qo'shimcha material miqdorini to'ldiruvchi tayanchning qo'shimcha eritmasiga qo'shilmasdan, odatda, avtomatik payvandlash holatida yaroqli tel kesilgan yoki tel bobinlar shaklida qo'llanilishi mumkin. Avtomatik payvandlashda avtomatik tarzda ozuqa ajratilishi mumkin. payvandlash paychalarining sovuq yoki issiq.
Umumiy tushunchalar
Payvandlash mashinasining qaysi qutbiga tutqichga ulanganiga qarab, payvandlash rejimining turi va xususiyatlari aniqlanadi:
- To'g'ri polaritda payvandlash jarayonida pozitiv qutini birlashtiriladigan ish qismiga (massa) va elektrod ushlagichiga salbiy ta'sir qilishni nazarda tutadi.
- Orqaga kutuplulukla ishlash uchun, kutuplar teskari (ortiqcha egasi, massadan kam).
Elektrodlarning polaritlari qo'llanilsa-da, shaharning payvandlash jarayoni muqobil kuchlanishni qo'llash bilan solishtirganda umumiy xususiyatlarga ega:
Issiq simni boshqarish simni "yordamchi" manbaga ulanganligidir manba oqimipayvandlash quvvatini oshirish. Hozirgi vaqtda biz pulsli payvandlash filiallari tezligini hisobga olgan holda avtomatik jarayonlarni ishlab chiqdik va qo'lladik.
Atmosferadan himoya elektrod va manba havzasi inert gaz - Odatda argon yoki geliy yoki ularning aralashmasi. Ayniqsa atrof-muhitga yuqori reaktivlik bilan metallarni payvand qilish uchun havodagi kislorod manbalaridan havoni etarli darajada himoya qiladigan inert gazdan foydalanish kerak. Jarayon nozik materiallar uchun taxminan 1 mm dan to qalinligi uchun javob beradi. 3, 5 dan 5, 0 mm gacha.
To'g'ridan-to'g'ri polaritda manba
Elektrodlarni ulash usuli bilan, ishlov berish elektrodga emas, balki ko'proq isitishga ta'sir qiladi. Bu rejim juda katta miqdorda issiqlikni chiqarib tashlash bilan tavsiflanadi.
Bu jarayonning asosiy xususiyati shlakli materiallar yo'qligi va poydevorning yopiq joylari va manbalar havzasining juda samarali himoyalanishi bilan bog'liq bo'lgan yuqori sifatli payvandlardir. himoya gaz, manba havzasini boshqarishning ajoyib qobiliyati va qo'lda payvandlash jarayonida butun jarayon eriydi. Usul ishlab chiqarish va montajda barcha lavozimlarga qo'llaniladi.
Resurs tikuvi va tikuvning ildizi yuqori geometrik aniqlikka va rasmlarning bir xilligiga ega, standartga erishiladi payvandlangan bo'g'inlar yuqori sifatli, yuqori sifatli yuzaga kuchsiz va charchoq qarshiligiga ta'sir qiladigan nuqsonlarsiz.
Shuning uchun, quyida keltirilgan operatsiyalar uchun bevosita kutupluluğu bilan payvandlash tavsiya qilinadi:
- Har qanday elektrodli metallni kesish.
- Qalinligi katta bo'lgan payvandlash.
- Yuqori erish nuqtasiga ega bo'lgan metallar bilan ishlash.
Bunday hollarda ish qismlarini yuqori haroratda isitish talab qilinadi va bu ish uchun katta issiqlik tarqalishi talab qilinadi.
Kaynatuvchi uchun past unumdorlik va malaka talablari jarayonning zarari hisoblanadi. Bu manba shlakining yuzasini tozalash uchun harakat qilmaydi, faqat cho'tka. Korroziyaga chidamli materiallar yuzasida, bu sirtni passivatsiya qilish yo'li bilan amalga oshiriladi. Jarayon ko'pincha payvandlangan metallarga qo'llaniladi.
Jarayon, masalan, alyuminiy va uning qotishmalari, magniy va ularning qotishmalari, mis, titanium va boshqalar kabi, manba qilinadigan qiyin materiallarni tikish uchun ishlatiladi. Bunga qo'shimcha ravishda, jarayon manba bosimli idishlar va po'lat quvurlarning ildiz qismlari uchun ishlatiladi, zanglamaydigan po'lat va zanglamaydigan po'latdan, titanium va uning qotishmalari. Past karbonli po'latni payvandlashda foydalanilganda, bu bo'shliqlarning shakllanishiga moyil bo'lgan jarayon va payvand choklarini, payvandlash parametrlarini ehtiyotkorlik bilan tayyorlashni va himoya qilishni ta'minlaydi - talab qiluvchi ildiz manbalariga mos, himoya gazini hosil qiladi.
Teskari polarizatsiya manbai
 Bunday holda, elektrod ko'proq isitish uchun o'tkaziladi, shuning uchun ishchi qismiga kamroq issiqlik beriladi.
Bunday holda, elektrod ko'proq isitish uchun o'tkaziladi, shuning uchun ishchi qismiga kamroq issiqlik beriladi.
Yuqori kuch va korroziyaga chidamli payvandlar to'g'ri texnologiyani va qo'shimcha payvandlash materiallarini tanlashni ta'minladi. Qo'llashning yana bir usuli - mis va uning qotishmalarini, po'latdan, nikel qoplamali çeliklarni, alyuminiy plastinalarni va kobalt yuzasi kabi payvandlashning turli xil materiallarini payvand qilish imkoniyatidir.
Voltning o'zgarishi oqimning kichik o'zgarishiga olib keladi. Ular tayoq elektrodlari bilan payvandlash uchun mo'ljallangan quvvat manbalari. Olovga qarshi energiya manbalarini ishlatish oson. Mexanik aloqa yordamida volfram elektrodlari asosiy materialga tegishlidir.
Shuning uchun teskari polarizatsiya elektrodlari ishni yumshoq (nozik) rejimda bajarishga imkon beradi.
Bu ko'p hollarda, masalan, zanglamaydigan yoki ingichka po'latdan payvandlash, issiqlikka sezgir bo'lgan qotishmalar bilan bog'liq.
Bundan tashqari, bunday aloqa himoyalangan gazlar yoki suv ostidagi oqi muhitida ishlash uchun ishlatiladi.
Kerakli kutupluluğu aniqlash
Manba paytida elektrodlarning polaritesini aniqlash bo'yicha ko'plab bahs-munozaralar mavjud, har bir tomon to'g'ri, zohiriy dalillar keltiradi. Yuqoridagi variantning muxoliflari texnologiya darsliklariga murojaat qiladilar. payvandlash ishlab chiqarish, O'tgan asrning o'rtalarida chop etilgan, ular ichida ko'rsatilgan ma'lumotlarning eng to'g'ri ekanligi hisobga olingan holda.
Ammo shuni inobatga olish kerakki, o'sha vaqtdan beri sezilarli darajada yaxshilanish bor. payvandlash uskunalari va sarf materiallari. Shuning uchun eskirib qolgan texnologiyalar bo'yicha tavsiyalar asosida, hali bunga arziydi. Eng to'g'ri, yuqorida tavsiflangan kutupluluğun tanlash.
Boshqa polarizatorlar guruhi mavjud bo'lib, ular faqatgina teskari polarizatsiya qilish uchun har qanday ish yaxshi (yoki ko'proq, qulayroq) deb ishonishadi. Bu, birinchi navbatda, ushbu rejimda elektrodlar kamroq turadigan va metallni yoqish xavfi yo'qligi bilan izohlanadi. Biroq, inverterli payvandlash texnologiyasining ko'rinishi bu muammoni hal qildi.
Elektrodlarning turiga e'tibor qaratishimiz kerak. Faqat to'g'ridan-to'g'ri yoki teskari polarizatsiya bilan qo'llanilishi mumkin bo'lgan brendlar mavjud bo'lib, ishlab chiqaruvchining takliflarini buzish faqatgina payvandlash jarayonini murakkablashtirmaydi, balki uni asosan amalga oshirish mumkin emas.
Bugungi kunda ishlab chiqaruvchilar har qanday kuchlanish va turli polaritlarda ishlaydigan elektrodlarni taklif qilishadi.
Elektrod ulanishining polaritesini to'g'ri tanlash payvandlash jarayonini soddalashtirish va tikuv sifatini yaxshilashga yordam beradi.




