Chiqindilarni payvandlash. Resurslar nima?
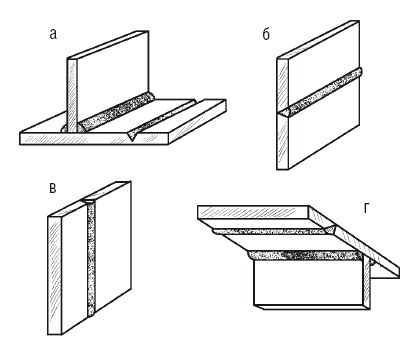
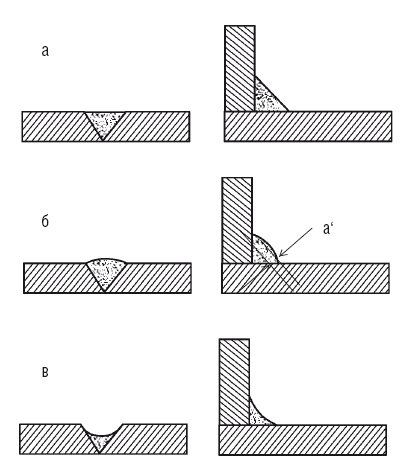
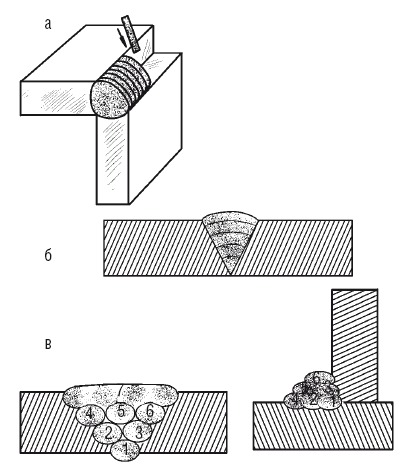
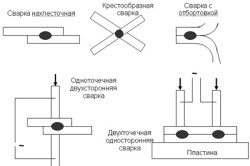
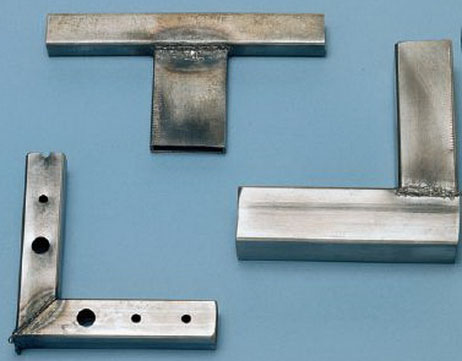
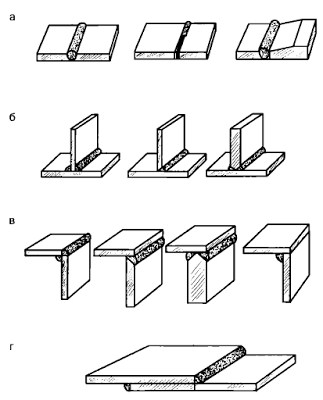
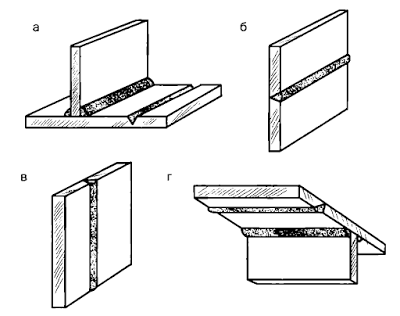
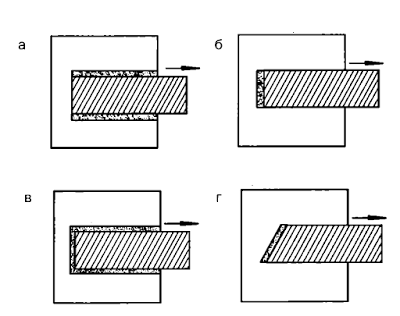
Resursli aloqa payvandlash bilan bog'langan qismlar to'plami deb ataladi. Arkni payvandlashda quyidagi bo'g'inlar qo'llaniladi: qovoq, qoplama, T-shaklli va ochiladigan; bir nechta holatlarda, yopishqoq, bo'g'inli bo'g'inlar katlamlar va elektr pergamentlar bilan ishlatiladi (56-rasm).
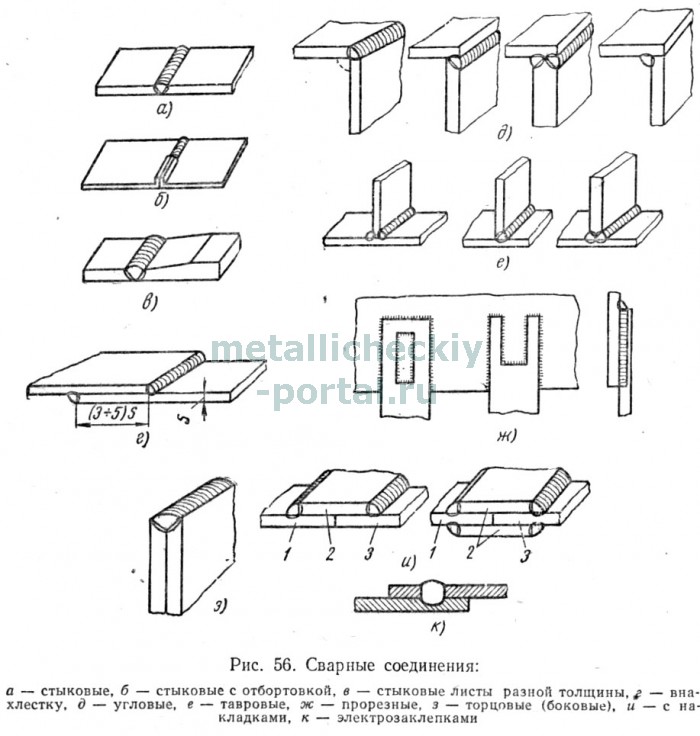
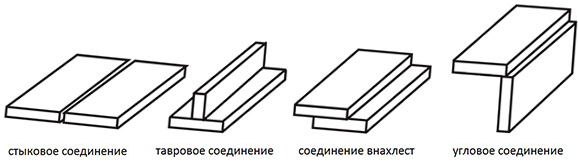
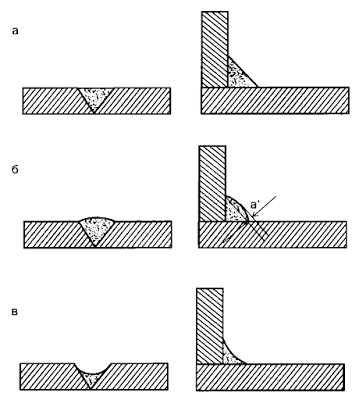
Butt qo'shimchalari. Butt birikmalari (56-rasm, a) eng tez-tez uchraydi, chunki ular payvandlash vaqtida eng kichik ichki stresslar va deformatsiyalarni, shuningdek statik va dinamik yuklarning yuqori quvvatini beradi. Ular plastmassa konstruktsiyalarida va burchaklarga, kanallarga, I-nurlariga va trubkalarga qo'shilganda qo'llaniladi. Butt birikmalari taglik va payvandlash metallining eng kam sarflanishini talab qiladi. Qopqoq qo'shimchalar payvandlash uchun qatlamlarni diqqat bilan tayyorlashga va ularni to'g'ri bir-biriga moslashtirishga muhtoj bo'lganda.
1-3 mm gacha qalinlikdagi choyshablar bo'shashmasdan, bo'shliqsiz va to'ldiruvchi metallsiz (56-rasm, b) shakllanishi mumkin.
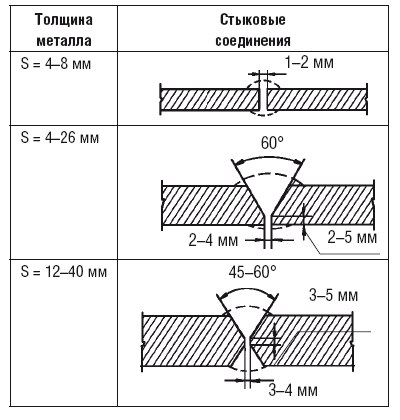
Qalinligi 3-8 mm bo'lgan po'lat plitka manbaini payvandlashda qirralarning yuzasiga to'g'ri burchak bilan kesiladi va plitalar 0,5-2 mm gacha bo'lgan joyga joylashtiriladi.
Bo'shliq chekkalari bo'lmagan holda, ikki tomonlama payvandlash bilan bir tomonlama va 8 mm gacha bo'lgan payvandlash paychalarining 6 mm gacha bo'lishi mumkin.
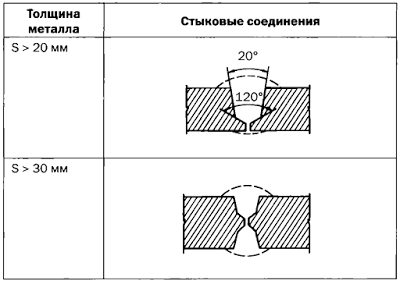
3 mm dan 26 mm gacha bo'lgan plastinalar qo'lda boshq manbai uchun bitta yoki ikkita qirralarning bir tomonlama burchakli po'latdir. Bu qirralarning tayyorlash turi V shaklida bo'ladi. 12-40 mm gacha qalinlikdagi choyshab ikki qirrali burchaklar bilan X-shaped, ikkala qirralarning burchaklari va K tomonining bir qirrasi bilan shakllangan holda payvandlanadi.
Payvand chokida metalning ketishini oldini olish uchun burmalarni burkab chiqadi. Qirralarning orasidagi bo'shliq, tikuv ildizining (qirralarning pastki qismlari) penetratsiyasini engillashtirish uchun qoldiriladi. Payvandlash sifati uchun juda katta ahamiyatga ega, tikuvning barcha uzunligi bo'ylab bo'shliqning kengligi, ya'ni qirralarning parallelizmiga rioya qilish.
Ikki tomonlama burqa (X shaklida) bir tomonlama (V shaklida) ustunliklarga ega bo'lib, xuddi shu qalinlikda
Resurslarning plastinka hajmi bir tomonlama burchak qirralariga qaraganda deyarli ikki baravar kam bo'ladi. Shunga muvofiq, payvandlash paytida elektrotlar va elektr energiyasini iste'mol qilish kamayadi. Bundan tashqari, ikki tomonlama burchak qirralari bilan bir tomonlama holatga qaraganda kamroq distroftsiya va qoldiq stresslar yuz beradi. By
manba metall Plitalar hajmi bir tomonlama qiyshiq chetiga nisbatan deyarli ikki marta kam. Shunga muvofiq, payvandlash paytida elektrotlar va elektr energiyasini iste'mol qilish kamayadi. Bundan tashqari, ikki tomonlama qiyshiq qirralarning kam yamulma va bir tomonlama nisbatan mixlash paydo bo'lsa. Shuning uchun, ortiq 12 mm, qalinligi plitalar yaxshi X-simon qiyshiq qirralarning bilan payvandlangan. Biroq, bu, chunki dizayn va o'lchovlar har doim ham imkoni bo'lmaydi.
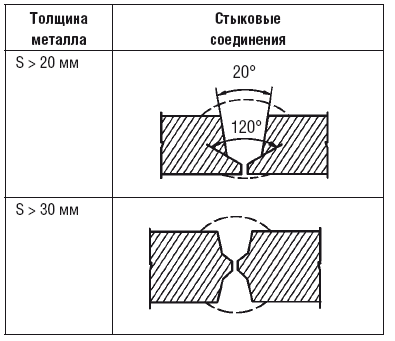
qo'lda arc 20-60 mm po'lat qalinligi payvandlash qachon payvandlash elektrodlari unumdorligini oshiradi va tejash beradi manba metall, hajmini kamaytirish maqsadida bir yoki ikki chetidan bir egri U-shaklidagi Nishab sifatida ishlatiladi. tengsiz qalinligi qalin daftarni ko't payvandlash barg katta darajada (Fig. 56 c) uchun eğimli bo'lsa.
Lap qo'shimchalari. (Fig. 56 g) Splice afzal 10-12 mm dan ko'p bo'lmagan po'lat inshootlar boshq manbai ham ishlatiladi. Ba'zi hollarda, ular ishlatiladi va katta qalinligi (ko'pi 20-25 mm) varaqlar payvandlash. Bir-birining ustiga o'ralgan qismlari qirralarning maxsus ishlov berishini talab qilmaydi. Bunday birikmalar yilda namlik jadvallari o'rtasidagi bir tomonlama payvandlash GAP kiriting va payvandlangan og'riyotgan metall keyingi chirishga olib kelishi mumkin, chunki, har ikki tomondan jadvallarini manba qachon imkoni tavsiya etiladi.
Mahsulot yig'ish va payvandlash uchun varaqlar tayyorlash soddalashtirilgan ketma-ket kelgan, lekin asosiy oqimi va manba metall ko't payvandlashda ham kattaroqdir. ko't ortiq bo'lsa o'zgaruvchilar va ta'sir yuklarni kam kuchli Splice. Qachon rolikli va spot qarshilik asosan Ishlatilgan Splice payvandlash.
Burchak qo'shimchalari. Bunday moddalar, (Fig. 56, d) o'ng yoki bir-biriga boshqa azoblarga moyil chetlarini payvandlash uchun foydalaniladi. past bosim faoliyat payvandlash tanklar, konteyner, tomirlar, quvurlar troynik va boshqa mahsulotlar, masalan, ikkinchi qo'l, non-tanqidiy ilovalar (0,7 kgs / sm 2 quyida). Ba'zan burchak qo'shimlari ham ichkariga qaynatiladi. metall qalinligi 1 3 mm Plomba metall bo'lmagan gardish burchak bo'g'imlarning va payvandlash bilan foydalanish mumkin.
Tovar aloqalari. T shaklidagi qo'shimchalar (56-rasm) chiroqlar, ustunlar, tayanchlar, trusslar va boshqa qurilish inshootlari uchun keng qo'llaniladi. Bir yoki ikkita tomonning burchaklari va burchaklari bilan bajarilgan. Vertikal varaq juda keskin bo'lishi kerak. Bir tomonlama va ikki tomonlama burchak bilan vertikal va gorizontal qatlam orasidagi chegara vertikal qatlamning butun qalinligi bo'ylab eng yaxshi kirib borishi uchun bo'sh joy qoldiriladi. Agar mahsulot dizayni ikkala tarafdagi T-shlyuzini payvand qilmasa, bir tomonlama burchakka ehtiyoj bor. Qirralarning chekkasi bo'lmagan bo'g'inlarda, tikuvning ildizida to'liq bo'lmagan payvandlash mumkin, shuning uchun bunday tikuv tebranish va zarba yuklari ostida qulashi mumkin. Bevelli qirralarning T-bo'g'inlari barcha turdagi yuklar uchun zarur bo'lgan quvvatni ta'minlaydi.
Vidalanadigan aloqa. Ushbu birikmalar (56-rasm, g) odatdagi qoplama tikuvining uzunligi etarlicha kuchga ega bo'lmaganda qo'llaniladi. Yivli bo'g'inlar yopiq yoki ochiqdir. Qopqoq kislorod, havo burun va plazma chiqib ketishi bilan amalga oshirilishi mumkin.
Yuz yoki yonboshli aloqa. Bunday aralashmalar shakl 4da ko'rsatilgan. 53, g. Plitalar qo'shni uchlarda payvandlanadi.
Astarlar bilan bog'langan (56-rasm). Plitalar 2, 1 va 3-gachalar qatlamlarini bir-biriga bog'lab, plyonkalar yuzasiga yon qirralarning bo'ylab payvandlanadi. Ushbu birikmalar qoplamada metallni qo'shimcha iste'mol qilishni talab qiladi va shuning uchun ular faqat kalamush yoki lap qo'shimchalari bilan almashtirilmaydigan hollarda qo'llaniladi.
Elektr perchinlari bilan bog'langan. Elektroko'rsatkich yordamida bardoshli, ammo mustahkam bo'lmagan bo'g'inlar olinadi (56-rasm, j). Yuqori qatlam yumaloq yoki burg'ulash qilingan va tuynuk pastki varaqni ushlab olish uchun demlendi. Yuqori qatlamning qalinligi 3 mm gacha bo'lsa, u oldindan burg'ulmasdan, lekin perchni payvandlashda arqon bilan eritiladi. Elektr tikuv tikuvlari tovoq va tee qo'shimchalarida qo'llaniladi.
Belgilangan aralashmalar po'latdan ishlangan payvandlash uchun xosdir. Gazni payvandlashda, quyqa chuqurlikli quyma manbai, past erigan rangli metallarni payvandlash va boshqa hollarda qirralarning shakli boshqacha bo'lishi mumkin. Ularning detallari keyingi manbalarda ushbu payvandlash usullarini tavsiflaganda beriladi.
Tayyorlash shakllari va burchaklar burchagi, to'siqlar uchun bo'shliqlar va toleranslar payvandlangan bo'g'inlar QO'ShIMChA QO'LLANILIShI GOST 5264-69 ni boshqaradi.
Tikmalar turlari. Quyidagi manba turlari mavjud:
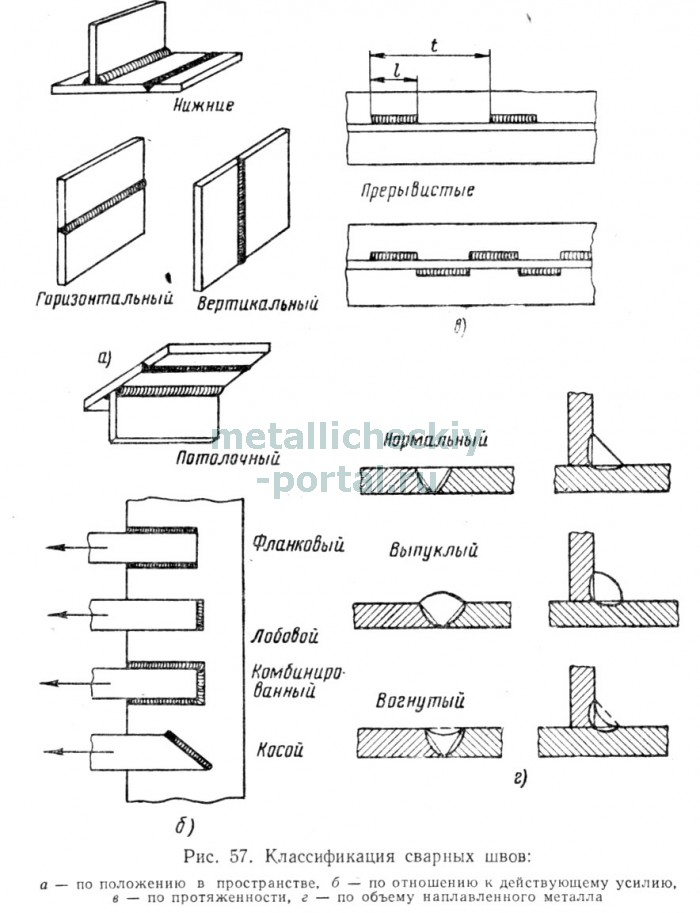
1. kosmosda joy - past, gorizontal, vertikal va Shift (. 57-shakl, a). Eng oddiy bajariladigan pastki tikuv, eng ko'p vaqt sarflaydi - tavan. Nopok bo'g'inlarni ushbu manbaani maxsus o'rgangan payvandchilar amalga oshirishi mumkin. Gazni payvandlashdan ko'ra, tomning boshqini payvand qilish qiyin. pastki payvandlash tikuv bir oz ko'proq murakkab vertikal yuzasida gorizontal va vertikal bo'g'imlarning Payvandlash.
joriy sa'y-harakatlari bilan bog'liq 2. - (. 57-shakl, b) flankovye, frontal, qiyshiq va birlashgan.
3. Uzunligi bo'yicha - uzluksiz va intervalgacha (57-rasm, s). lahzalik bo'g'imlarga moddalar, og'ir bo'lmasligi kerak shu hollarda ishlatiladi, va tikuv kuch hisoblashning doimiy zaryad emas.
Uzluksiz payvandning (1) alohida bo'limlarining uzunligi 50 dan 150 mm gacha; tikuv uchastkalari orasidagi masofa, odatda, bu uzunlikning 1,5-2,5 barobarigacha; t qiymati qadam qadam deb ataladi. Ular iqtisodiy, manba metall, payvandlash vaqt va xarajatlarni ta'minlash kabi bir lahzalik tikuv, juda keng ishlatiladi.
4. saqlash uchun metall yoki darajali raqamiga ko'ra vypuklosti- normal, do'ng va chuqur (Fig. 57 g). payvandlash bo'g'imlarga katta shishiradi bilan tayyorlangan tonkopokrytymi elektrodlari: do'nglik tikuv elektrodlari turiga bog'liq. Tolstopokrytymi erigan metall, odatda olingan normal bo'g'imlarning katta oquvchanligi tufayli, elektrodlar payvandlash qachon.
katta shishiradi bilan choklar u erigan metall, odatda olingan normal bo'g'imlarning o'zgaruvchan oquvchanligi duchor bo'lgan, ayniqsa, agar, u Xudodan og'riyotgan kuch bermaydi.
katta shishiradi bilan choklar o'zgarmaydigan yuklarning va tebranish duchor bo'lgan, ayniqsa, agar, u Xudodan og'riyotgan kuch bermaydi. imkonsiz katta shishiradi bilan tikuv tayanch metall uchun rolik bir silliq o'tishni va stress konsentratsiyasi sodir "parcha" chetiga, bir xil, hosil joy olish uchun, chunki, bu. O'zgaruvchan zarba yoki tebranish yuklarining ta'siri ostida, payvandlash qo'shimchasini yo'q qilinishi bu nuqtadan boshlanishi mumkin. katta do'nglik noshud bilan choklar ularning ijrosi ko'proq elektrod, vaqt va kuchini sarflaydi, chunki.
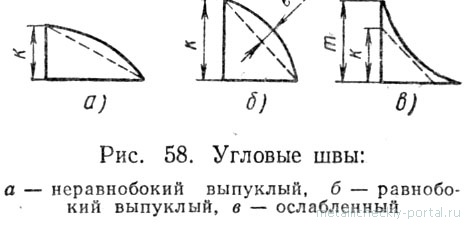
5. Aloqa turi - burun va burchak. Lenta manbalar, end yuzlarini vazalar, qoplama bilan ulanish lap tee, ochiladigan, qilish uchun ishlatiladi. Burchakli tikuv tomoni (58-rasm) oyoq deb ataladi.
Shakl 1da ko'rsatilgan tikuvlarga oyoq belgilashda. 58, a, tasavvurga yozilgan uchburchakning kichik oyog'i qabul qilingan; rasmda ko'rsatilgan tikuvlarda ko'rsatilgan. 58, b va c belgilar, uchburchakning uchburchakning oyog'i olinadi.
GOST 5264-80 do'nglik chok e beradi: pastki holatida payvandlash - 3 mm gacha - bir xil payvandlash holatda 2 mm gacha. Oshirish oyoq - tikuv har qanday holatda da (m k) 3 mm bo'lishi.
Ma'muriyat Maqolaning umumiy bahosi: Posted on: 2011.06.01
Resurslar va bo'g'inlar
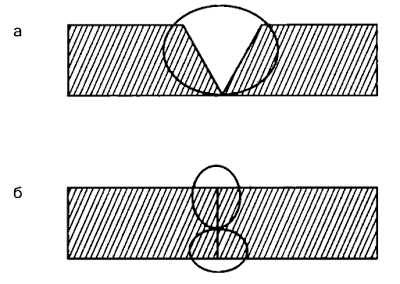
Payvand choki bilan yaratilgan doimiy qo'shimchalar payvandlangan deyiladi. U bir nechta zonalardan iborat (77-rasm):
Resurs tikuvi;
Füzyon;
Shakl. 77. Qo'rg'oshin birikma zonalari: 1 - payvandlash; 2 - termoyadroviy; 3 - issiqlik ta'siri; 4 - asosiy metall
Issiqlik ta'sirlari;
Asosiy metall.
Payvandlangan bo'g'inlar uzunligi:
Qisqa (250-300 mm);
O'rta (300-1000 mm);
Uzunroq (1000 mm dan ortiq). Resurs uzunligiga qarab, uni amalga oshirish usulini tanlang. Qisqa bo'g'inlar bilan tikuv boshidan oxirigacha bir yo'nalishda amalga oshiriladi; uzunligi, bunday bo'lishi kerak, bu erdagi alohida qismlarini bilan xarakterlanadi ichak choki saytlar, o'rta, deb uning oxirgi Butun sonning elektrodlar (ikki yoki uch) uchun etarli; uzoq bo'g'inlar yuqorida sanab o'tilgan teskari qadam usuli bilan payvandlanadi.
Payvand choklari turiga ko'ra (78-rasm) quyidagilarga bo'linadi:
1. Butt. Bu turli xil payvandlash usullari uchun eng keng tarqalgan birikmalar. Ular eng past ichki stress va shtammlar bilan xarakterlanadi, chunki afzal etiladi. Qopqoq qo'shimchalar, odatda, sopol idishlar bilan ishlangan.
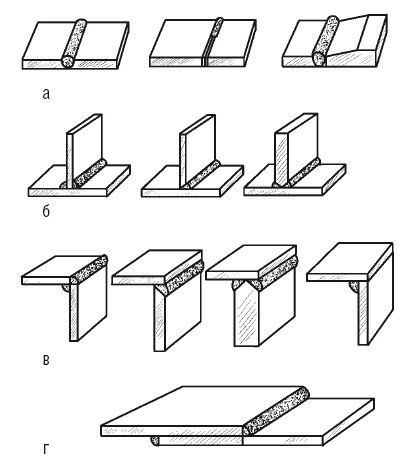
Shakl. 78. Birlashtirilgan payvandning turlari: a - qovoq; b - tavrovye; burchakda; r - qoplama
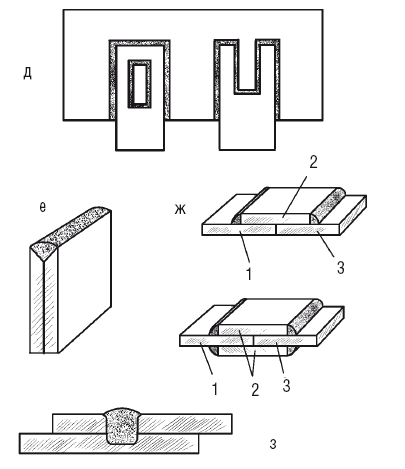
Shakl. 78 (tugatish). d - chizilgan; ga - so'nggi; V - qatlamlar bilan; 1-3 - asosiy metall; 2 - qoplama: 3 - elektr perchlar; h - elektr pergamentlar bilan
quyidagicha (blunting va oldini yondirib ichi metall oqimining payvandlashda davomida va ularning harakat muvofiqligi sifat yagona tikuv ta'minlaydi uchun ikkinchi tufayli) puxta tayyorgarlik va uydirma chetiga fanidan tayanib mumkin, bu aralashma, asosiy afzalliklari quyidagilar:
Asosiy va payvand metallarining minimal iste'moli;
Payvandlash uchun eng qisqa vaqt;
O'zaro bog'lanish asosi asosiy metalldan past bo'lmasligi mumkin.
Metallning qalinligidan kelib chiqqan holda, payvandlash payti davomida qirralar yuzaga turli burchaklar bilan kesilishi mumkin:
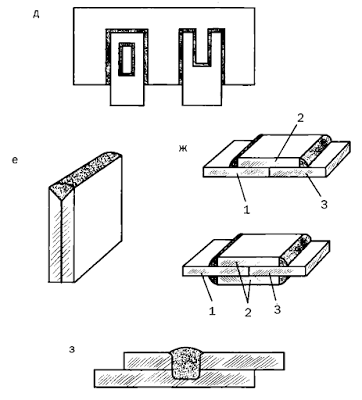
To'g'ri burchak ostida, agar po'lat plitalar 4-8 mm qalinlikda bo'lsa. Shu bilan birga ular orasidan 1-2 mm oralig'ida bo'ladilar, bu esa qirralarning pastki qismlarini qaynatishga yordam beradi;
To'g'ri burchak ostida, agar metall bir yoki ikki tomonlama payvandlash bilan 3 va 8 mm gacha bo'lgan qalinlikda birlashtirilgan bo'lsa;
Bir tomonlama burchak qirralari (V - boshqa turdagi) bilan, agar metallning qalinligi 4 dan 26 mm gacha bo'lsa;
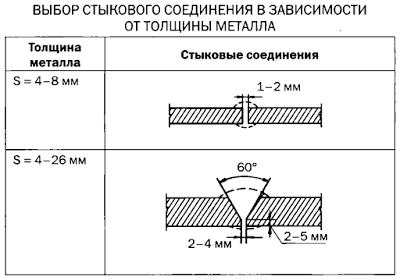
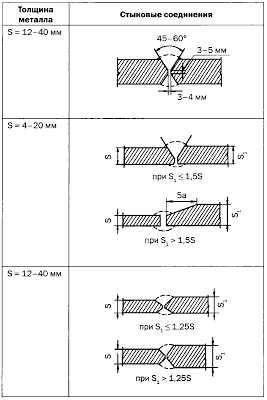
Ikki tomonlama burqa (X shaklida), agar choyshablar qalinligi 12-40 mm bo'lsa, bu usul avvalgi turiga nisbatan ancha tejamkor bo'ladi, chunki payvand metalining miqdori deyarli 2 marta kamayadi. Bu elektrotlar va elektrni tejash degan ma'noni anglatadi. Bundan tashqari, payvandlash jarayonida deformatsiyalar va stresslar ikki tomonlama burchakka nisbatan kamroq xarakterlidir;
Agar payvandlash burchagi 60 mm dan 45 gradusgacha qisqarishi mumkin, agar 20 mm dan ortiq qalinligi bo'lgan payvandlash paychalari bo'lsa, bu payvand metalining hajmini kamaytiradi va elektrodlarni tejaydi. Qirralar oralig'ida 4 mm gacha bo'shliq mavjudligi metallning kerakli kirib borishini ta'minlaydi.
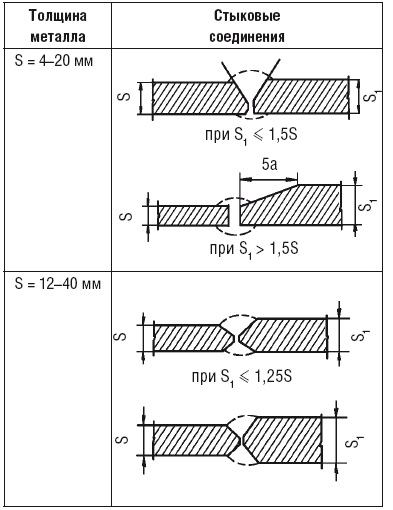
Turli qalinlikdagi metallni payvandlashda, qalin materialning chetida yanada kuchli ekilgan. Yassi payvandlash bilan birlashtiriladigan ehtiyot qismlar yoki qatlamlarning katta qismida kubok shaklidagi qirrali preparat qo'llaniladi va 20-50 mm qalinligida bir tomonlama preparat va 50 mm dan ortiq qalinligi bo'yicha bir tomonlama preparat qo'llaniladi.
Yuqoridagi jadvallar jadvalda aniq ko'rsatilgan. 44.
2. Qatlamlarni tez-tez ishlatib turadigan konstruktsiyalarni payvandlash uchun, 10-12 mm bo'lgan metallning qalinligi. Ushbu parametr, chekkalarni maxsus tarzda tayyorlash zarurati yo'qligi bilan oldingi aloqadan ajralib turadi - ularni faqat kesish kifoya. To'qimachilik qo'shimchalari uchun metallni yig'ish va tayyorlash og'ir emas, shunga qaramasdan, taglik va payvand metallarining iste'mol qilinishi bo'g'inlar bo'g'imlari bilan solishtirganda kuchayib borishi kerak. Ishonchliligi va parchalar orasidagi namlik tufayli korroziyani oldini olish uchun bunday aralashmalar har ikki tomonga qaynatiladi. Ushbu parametr faqatgina pin-punkt va rollarda ishlatilganda payvandlash turlari mavjud.
3. Brendlashtirilgan, arqonlarni payvandlashda keng tarqalgan. Ular uchun, qirralarning bir yoki ikki tomondan kesiladi, yoki ular kesma holda amalga oshiriladi. Maxsus talablar faqat bir xil kesilgan chetga ega bo'lishi kerak bo'lgan vertikal qatlamni tayyorlashga kiritiladi. varaqning Bir va ikki-tomonlama qiyshiq vertikal qirralarning bilan butun varaq qalinligi qaynatish uchun vertikal vertikal va gorizontal tekisliklar orasidagi 2-3 mm bo'shliqni beradi. Bir tomonlama qiyshiq mahsulot dizayni sizga har ikki tomon buni qaynatish mumkin emas, deb shunday holda amalga oshiriladi.
Jadval 44
Metallning qalinligidan kelib chiqqan holda qovoq birikmasini tanlash
5. Welt lap Payvand choki normal uzunligi zarur kuch bermaydi hollarda murojaat. Bunday birikmalar ikkita turga ega: ochiq va yopiq. Kesish kislorod bilan kesish orqali amalga oshiriladi.
choyshab boshqa bir ketma-ket va tarafida payvandlangan bo'lgan 6. end (tomoni).
7. Bindirmalar bilan. Bunday aralash va tabiiy metall qo'shimcha mablag'ni talab qiladi qo'shma lavha, spliced nizomiga muvofiq jadvallarini bajarish uchun. Shuning uchun, bu usul, agar qovurg'a yoki qisqichni tiklash mumkin bo'lmasa, qo'llaniladi.
8. elektr pergamentlar bilan. Ushbu birikma kuchli, ammo etarli darajada zich emas. u yuqori tabaqa va qo'lga va orqa uchun, shunday olingan teshik ochilgan navlar uchun.
Agar metall juda qalin bo'lmasa, burg'ulash talab qilinmaydi. Misol uchun, avtomatik tozaltı boshq yuqori tabaqa shunchaki boshq manbai bo'lsa eritiladi.
tufayli isitish manbai orqali harakat erigan metall katılaşmadan hosil bo'lgan ijro payvandlangan og'riyotgan, tarkibiy a'zosi manba deyiladi. Uning geometrik shakli elementlari (79-rasm):
Kenglik (b);
Juda katta (h);
Burchakning kattaligi (K) burchak, qoplama va T-qo'shimchalar uchun.
Resurslarni tasnifi quyida keltirilgan turli xil xususiyatlarga asoslangan.
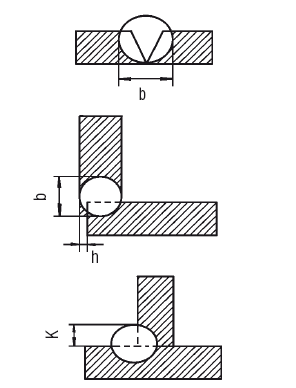
Shakl. Payvand choki geometrik shaklining 79 Elements (kengligi, balandligi, miqdor oyoq)
1. Ulanish turi bo'yicha:
Butt;
Burchak (80-rasm).
Shakl. 80. Burchak qo'shma
Lenta resurslari lap, ko't, xususan, resurslar muayyan turlarining amal va burchak plitalari bilan.
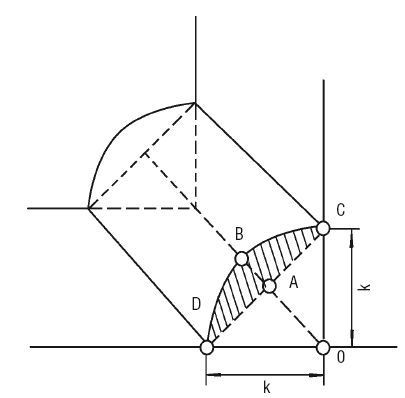
Bunday tikuvning qirralariga oyoqlar (k), shakl. 80 tikuv dışbükeyliğindeki darajasini ko'rsatadi va payvandlangan og'riyotgan kuchini hisoblash paytida hisobga olinmagan. uning ijrosini chog'ida oyoqlari teng va ikki tomon OD va BD orasidagi burchakka 45 ° ekanini zarur.
2. Payvandlash turi bo'yicha:
Arkni payvandlash payi;
Avtomatik va yarim avtomatik suv osti manbalar payvandlash payi;
Himoya gazida payvandlash manbalari;
Elektr chiroqlarini payvandlash;
Tikmalar qarshilik manbai;
Gaz payvandlash payi.
3. Payvand choki bilan ishlaydigan joyni joylashtirish (81-rasm):
Shakl. 81. Spatial holatiga qarab payvand: a - pastki; b - gorizontal; in - vertikal; g - ship
Landshaft;
Portret;
Shift.
Pastki tikuvni bajarish eng qulay, tavan eng qiyin.
Ikkinchi holda, payvandchilar maxsus tayyorgarlikdan o'tadilar va shipning qo'shma qismi gazdan payvand qilishni osonlashtiradi.
4. Uzunligi bo'yicha:
Har doim;
Intervalgacha (82-rasm).
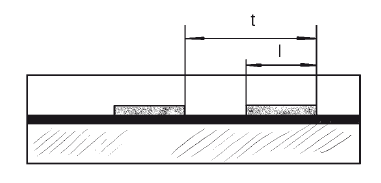
Shakl. Intervalgacha payvandlash
Lahzalik tikuv ayniqsa hojat mahkam mahsulotni ulashdan (kuchi hisoblash uzluksiz tikuv amalga jalb emas) bor hollarda, keng tarqalgan.
Ulangan boblarini uzunligi (l) 50-150 mm, manba zonasi kattaroq taxminan 1.5-2.5 marta ular orasidagi farq bo'lib, ular birgalikda bir manba maydonni (t) hosil qiladi.
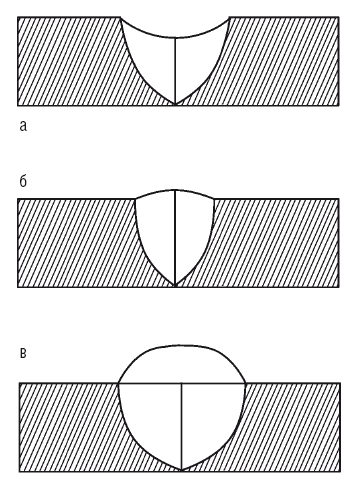
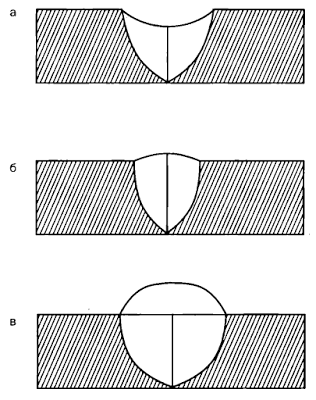
5. dışbükeyliğindeki darajasiga, ya'ni, tashqi yuzasi shakli (Fig 83.) Ko'ra ..:
Oddiy;
Bulg'anish;
Concave.
Qo'llaniladigan elektrodning turi payvand choki (a) ni aniqlaydi. eng yuqori do'nglik xususiyati tonkopokrytyh elektrodlar va elektrodlar eritilgan metall yanada castability sifatida normal bo'g'imlarga berish tolstopokrytye hisoblanadi.
Shakl. 83. Tashqi sirt shaklida farq qiladigan payvandlangan paychalar: a - normal; b - konveks ichakchasidagi
Empirik manba kuchi aralashma o'zgaruvchan yuklarni va tebranish ostida "ishlaydi," ayniqsa, agar, uning dışbükeyliğindeki bilan oshirish emas, deb topildi. Shu kabi holat quyidagicha izohlash mumkin: a katta shishiradi bilan chok tayanch metall bilan taqishadi bir silliq o'tishni erishish mumkin emas bo'lsa, bu nuqtada u yontul chok dam, shuning uchun, va kuchlanish asosan jamlangan.
Bu yerda o'zgarmaydigan va tebranish yuklari sharoitida payvand choki halokatga uchrashi mumkin. Bundan tashqari, do'ng bo'g'imlarga yuqori oqimi elektrod metall, energiya va vaqt, t talab qiladi. E. iqtisodiy emas.
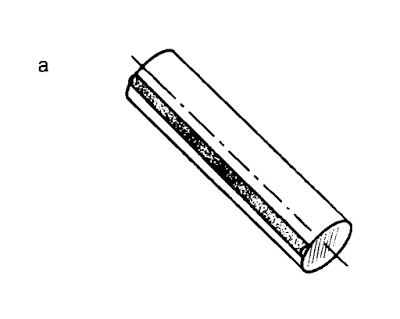
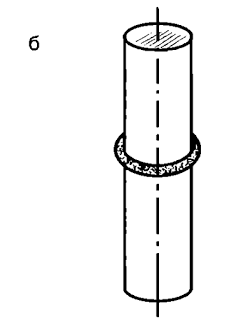
6. Konfiguratsiya bo'yicha (rasm 84):
Rektilinear;
Ring;
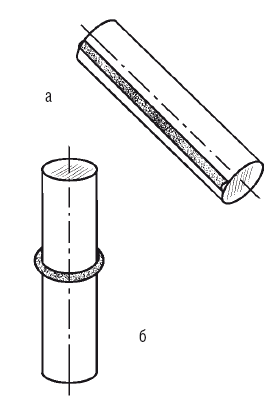
Shakl. 84. Turli konstruktsiyalarning payvandlangan payti: a - tekis; b - ring
Portret;
Landshaft.
7. Operatsion kuchlarga nisbatan (85-rasm):
Flank;
Butt;
Birlashtirilgan;
Oblique. Tashqi kuchlar harakatining vektorlari tikuv tizmasining tizmasiga (yuzlar uchun odatda) parallel, tikka o'qiga (yuzlar uchun) perpendikulyar, o'qqa burchakka (burchak uchun) cho'zilishi mumkin yoki yonma-yon va tugash kuchlarining yo'nalishini birlashtirishi mumkin (birgalikda bo'lganlar uchun).
8. Erigan erigan metallni saqlash usuliga muvofiq:
Astarlar va yostiqsiz;
Olinadigan va qolgan po'lat qoplamalar haqida;
![]()
Shakl. 85. Ishchi kuchlarga nisbatan manba: a - qanot; b - yuz; aralashtirilgan; d - oblique
Mis, oq-mis, keramika va asbest qoplamalari, oqim va gaz yostiqlari.
Dikişin birinchi qatlamini qo'llashda asosiy narsa suyuq metallni manba hovuzida ushlab turishdir.
Oqishdan qochish uchun quyidagilarni foydalaning:
Ildiz tikuv ostida oziqlangan po'lat, mis, asbest va seramika qoplamalar. Ularga rahmat aytamiz, siz ko'paytirasiz manba oqimibu qirralarning kirib borishini ta'minlaydi va qismlarga yuz foiz kirib borishini kafolatlaydi. Bundan tashqari, qoplama eritilgan metallni qaynab turgan havuzda ushlab turadi va kuyishlar paydo bo'lishining oldini oladi;
Qopqon kabi vazifalarni bajaradigan payvandlangan qirralarning orasini qo'shib qo'yadi;
Qarama-qarshi tomondan tikuvning ildizini yiqituvchi va jiggalanish;
To'qimalarining birinchi qatlami ostida oziqlangan yoki xizmat ko'rsatadigan oqsil, oq-mis (oqim ostidagi payvandlashda) va gaz (qo'lda, avtomatik va argon-payvandli payvandlash bilan) yostiqlar. Ularning maqsadi metallni manba hovuzidan qochishning oldini olish;
Diktning ildiz qatlamida kuyishlar paydo bo'lishiga to'sqinlik qiluvchi to'r pardalari bilan ishlaydigan qo'shimchalarni qulflash;
Maxsus elektrodlar, uning qoplamasi metallning sirt tarangligini kuchaytiradigan va yuqoridan pastgacha vertikal tikuvlarni bajarishda manba hovuzidan oqib chiqishga to'sqinlik qiluvchi maxsus komponentlar o'z ichiga oladi;
Metalning qisqa muddatli erishi natijasida manba metallini tezroq sovutish va kristalizatsiya qilishga hissa qo'shadigan impuls kamon hosil bo'ladi.
9. Dikişin qo'llagan tomonida (rasm 86):
Bir tomonlama;
Ikki tomonlama.
Manba qilingan materiallarga ko'ra:
Uglerod va qotishma buyumlar;
Shakl. 86. Joylarda joylashgan differentsial paychalar: a - bir tomonlama; b - ikki tomonlama
Rangli metallar to'g'risida;
Bimetalda;
Polyfoam va polietilenda.
11. Birlashtirilgan qismlarning joylashgan joyiga ko'ra:
O'tkir yoki jozibali burchakda;
To'g'ri burchak ostida;
Bir tekislikda.
12. Resurs metallining hajmi bo'yicha (87-rasm):
Oddiy;
Zaiflashgan;
Ko'tarilgan.
13. Mahsulot bo'yicha:
Uzunlik;
Transvers.
14. Payvandlangan tuzilmalar shaklida:
Tekis sirtlarda;
Sharsimon sirtlarda.
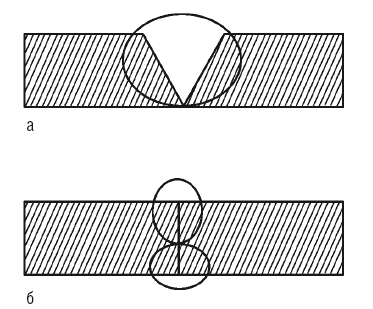
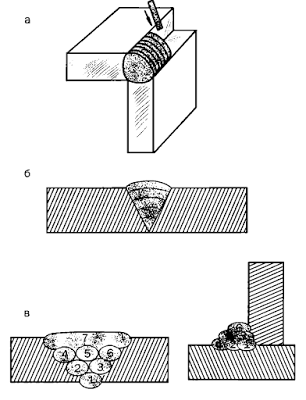
15. Payvandchalar soni bo'yicha (88-rasm):
Bir qatlam;
Ko'p qatlamlik;
Multi-pass.
Jismoniy mashqlar oldin payvandlash chet maqolalar, dizayn yoki qismlari, mos ravishda, chunki ularning geometrik shakli, tayyor bo'lishi kerak ishtirok etdi chok kuch bog'liq
Shakl. metall hajmining turli topshiriladi 87. Resurslarni: a - zayıflamış; b - normal; quvvatladi
Shakl. 88. Payvand choklari sonidan farq qiladigan payvandlash payi: a - bitta qatlamli; b - ko'p qatlamli; c - ko'p qatlamlik ko'paytmalar
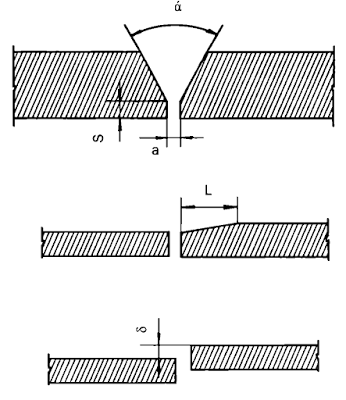
Preparat shakllarining elementlari (rasm 89):
metall qalinligi 3 mm dan katta bo'lsa, qatl etiladigan chet burchagi (?) kesish. Ushbu bosqichni o'tish bo'lsa, bunday payvandlangan og'riyotgan tasavvurlar erish yo'qligi, qizib ketish va burnout metall kabi salbiy oqibatlarga olib kelishi mumkin. chetlarini kesish bir payvandlangan qo'shma tuzilishi yaxshilandi qaerga kichik bo'limda, va tushgan ichki stress va zorlanma bir necha qatlamlari bilan payvandlash amalga oshirish imkonini beradi;
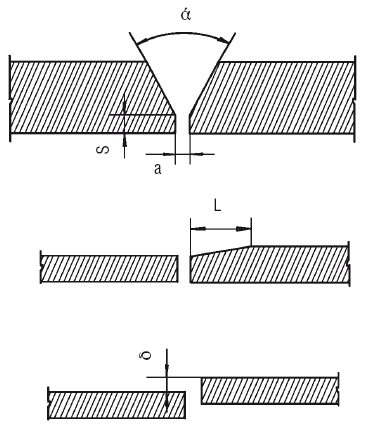
Shakl. 89. Krom tayyorlash elementlari
Birlashtirilgan qirralarning (a) orasidagi bo'shliq. to'g'ri tanlagan rasmiylashtiruvi va o'rnatish payvandlash sharoitlari tasavvurlar ustiga penetrasyona qanday to'liq bog'liq bo'lsa, birinchi (root) Resurs qatlamini shakllantirish aralashma;
qismli xiralik (S), bir ildiz jarayon sütür muayyan barqarorlik berishi zarur. Bu talabni hisobga olmaganda, payvandlash paytida metallning teshilishi paydo bo'ladi;
Qalinligi (L) da farq mavjud bo'lganda qatlamning uzunligi. Bu element kamaytiradi yoki stress kontsentratsiyasi xavfini ham yo'q ingichka uchun qalin buyumlar bir silliq va bosqichma-bosqich o'tishni ta'minlash imkonini beradi payvandlangan tuzilmalar;
Yon chegara bir-biriga nisbatan (?). Ushbu tarkibi kuchi xususiyatlarini pasaytiradi, shuningdek, metall füzyonlanndan shakllanishini qilmoqda va stress, ayniqsa, metall qalinligi (max 3 mm) ko'p bo'lmagan 10% bo'lishi kerak ofset, ruxsat etilgan me'yorlari GOST 5264-80 majmuini zilzilalar sodir beri.
Shunday qilib, payvandlashga tayyorgarlik jarayonida quyidagi talablar bajarilishi kerak:
Kirlarni axloqsizlik va korroziyadan tozalash;
Kerakli hajmni pasaytirish (GOST bo'yicha);
Bir yoki boshqa turdagi aloqa uchun ishlab chiqilgan GOSTga muvofiq bo'shliqni o'rnating.
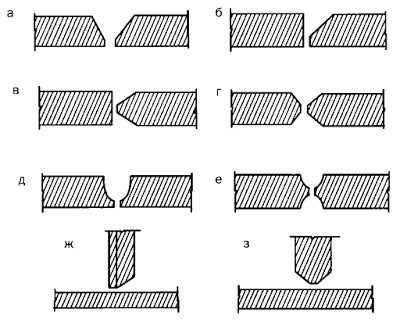
Qalin og'riyotganlarni tavsiflashda ayrim qirralarning turlari allaqachon qayd etilgan (garchi ular boshqa jihatlarda ko'rib chiqilgan bo'lsa-da), biroq yana bir bor bu haqda o'ylash kerak (90-rasm).
Bir yoki boshqa qirralarning tanlovi bir qator omillar bilan belgilanadi:
Payvandlash usuli;
Metallning qalinligi;
Mahsulotlarni, qismlarni va boshqalarni ulash usuli.
Har bir payvandlash usuli uchun alohida me'yor ishlab chiqilgan bo'lib, u qirralarning tayyorlash shaklini, tikuv o'lchamlarini va tolerantlarni belgilaydi. Misol uchun, qo'llanma boshq manbai GOST 5264-80 bo'yicha amalga oshiriladi, GOST 15878-79 bo'yicha, elektroklaga - GOST 15164-68 bo'yicha va boshqalar.
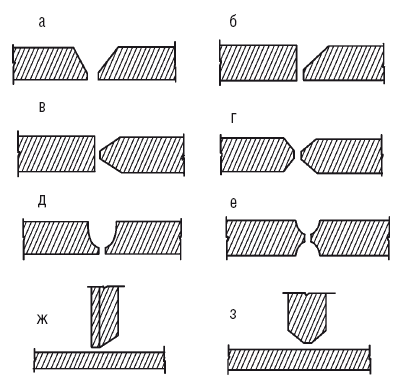
Shakl. 90. Payvandlash uchun tayyorlangan qirralarning turlari: a - ikkala qirralarning tirgaklari bilan; b - bir qirralarning burchagi bilan; in - ikkita nosimmetrik burchak bilan; d - ikki qirralarning ikkita nosimmetrik burmasi; d - ikki qirralarning egri chiziqli konidir; e - ikki qirralarning ikkita nosimmetrik kavisli kataklari; V - bitta qirralarning burchagi bilan; h - ikki qirrali nosimmetrik burmali
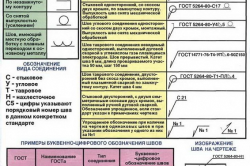
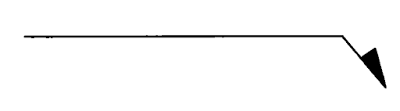
Bundan tashqari, payvandlashning grafik belgilari, xususan, GOST 2.312-72 standarti mavjud. Buni amalga oshirish uchun, bir tomonlama strelkali (91-rasm), tikuv qismini ko'rsatuvchi eğimli bir chiziqdan foydalaning.
Dikişin tavsifi, tavsiya etilgan payvandlash usuli va boshqa ma'lumotlar eğimli o'q chizig'iga ulangan gorizontal rafning yuqorida yoki pastda berilgan. Agar tikuv ko'rinadigan bo'lsa, ya'ni old tomonda bo'lsa, unda ko'rinmaydigan bo'lsa, undagi tikuvning xarakteristikasi raf ustida joylashgan.
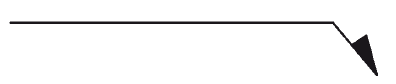
Shakl. Manzarning grafika belgilari
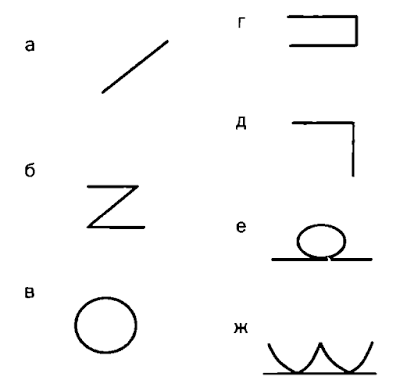
Qo'shimcha belgilar, shuningdek, payvandlash simvollarini ham ko'rsatadi (92-rasm).
Har xil payvandlash harflari uchun qabul qilinadi:
Arqonni payvandlash - E, ammo bu tip eng keng tarqalgan bo'lganligi sababli, chizma chizmalarni ko'rsatmasligi mumkin;
Gazni payvandlash - G;
Elektr chiroqli payvandlash - Vt;
Atrof muhitda payvandlash inert gazlar - Va;
Portlash manbalari - portlash;
Plazma payvandlash - Pl;
Qarshilik manbai - KT;
Ishqalanish manbai - tr;
Sovuq payvandlash - X.
Agar kerak bo'lsa (agar bir necha payvandlash usuli qo'llanilsa), ma'lum bir turning belgilanishi oldidan payvandlash usulini belgilab qo'yilishi kerak:
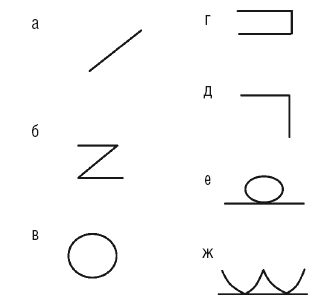
Shakl. 92. Payvandning qo'shimcha belgilari: a - intervalgacha tikuv saytlar zanjirining ketma-ketligi bilan; b - shaxmat bo'yicha bo'limlar ketma-ketligi bilan kesilgan; in - yopiq konturda tikuv; g - ochiq aylana ustida tikuv; d - yig'ish tikuvi; e - ajratilgan daromad bilan tikuv; g - asosiy metallga silliq o'tish bilan tikiladi
Qo'lda - R;
Yarim avtomatik - P;
Avtomatik - A.
Submerged arc - F;
Zarur elektrod bilan faol gazda payvandlash - UE;
Manba: inert gaz erigan elektrod - PI;
Nooziqlantiruvchi elektrodli inert gazda payvandlash - IN.
Payvandlangan bo'g'inlar uchun maxsus belgilar mavjud:
Butt - bilan;
Tavrovoe - T;
Bir-birining ustiga o'ralgan - H;
Burchak - Vt. Harflardan keyingi sonlar payvandlash uchun GOSTga asosan payvand choki sonini aniqlaydi.
Yuqorida aytilgan narsalarni umumlashtiradigan bo'lsak, payvandlash simvollari ma'lum bir tuzilishga qo'shib ko'rsatilgan (93-rasm).
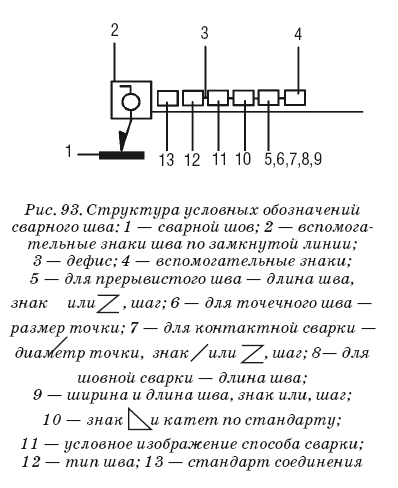
Shakl. 93. Tuzilma afsonasi payvand: 1 - payvandlash; 2 - bo'ylab yordamchi tikuv belgilari yopiq liniya; 3 - chiziq; 4 - yordamchi belgilar; 5 - kesilgan tikuv uchun - tikuv uzunligi, belgisi yoki qadam; 6 - nuqta nuqta o'lchami uchun; 7 - qarshilik manbai uchun - nuqta diametri, belgisi yoki qadam; 8 - tikuv payvandlash uchun - tikuv uzunligi; 9 - tikuv, belgi yoki qadam kengligi va uzunligi; 10 - standartga muvofiq belgi va oyoq; 11 - payvandlash usulining shartli tasviri; 12 - tikuv turi; 13 - aloqa standarti
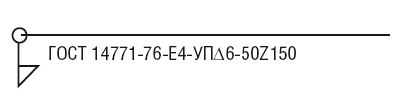
Misol tariqasida, belgining kodini hal qilaylik:
Dengiz ko'rinmas tomonda joylashganki - belgilash shelf ostida;
T-bo'g'inlar, GOST 14771-76 - T4 bo'yicha 4-gachasi sutur;
Karbonat angidridda payvandlash -;
Yarimutomatik payvandlash - P;
Ular kam qavatli binolarda, yirik uylar, ofis va sport markazlari qurilishida qo'llaniladi. Manba yordamida 2 yoki undan ortiq qismni 1 ga ulang. Shu bilan birga uzoq muddat davomida bezovta qilmasdan va umuman qisman zarar etkazadigan kuchli va ishonchli tikuv paydo bo'ladi.
Bunga qo'shimcha ravishda, payvandlangan bo'g'inlar va tikuvlar ham metall qismlarining birlashtirilishi uchun, ham bir turdagi po'latdan, shuningdek turli qotishmalardan tayyorlangan elementlardan foydalanilishi mumkin. Bunday murakkab ish bilan to'g'ri payvandlash texnologiyasini, amperajni, sarflanadigan mahsulotlarni (elektrodlarni) tanlash kerak. Bundan tashqari, payvandchi kerak bo'lmaydigan stresslarni va undan keyingi faoliyatida deformatsiyaning oldini olish uchun, bu qismni yoqishning oldini olish uchun etarli tajribaga ega bo'lishi kerak.
Resurs tikuvi tasnifi
Barcha payvandlangan bo'g'inlar payvandlash tushunchalari, joylari va joylarini belgilaydigan maxsus hujjatlar bilan standartlashtiriladi. Belgilangan atamalar tikuv oxirida biriktirilgan texnik hujjatlarga nisbatan qo'llaniladi. Xuddi shu tushunchalar ta'lim sohasida ham ko'rsatib o'tilgan uslubiy qo'llanmalarular uchun manbalar o'qitiladi, shuningdek, ularning malakasini oshirish va takomillashtirish.
Resurslarni tasniflash jadvali.
Qo'shimchalar yoki umumiy spetsifikatsiyani belgilash bo'yicha hujjat bo'lmagan taqdirda ham, umumiy qabul qilingan qisqartmalardan foydalanib, qanday aniq manba qo'shimchasini bir joyda yoki qanday qilib amalga oshirilganligini aniqlash mumkin. bino qurilishi. Quyidagi konvensiyalar qabul qilinadi: dastani payvachcha odatda "C" harfi bilan belgilanadi, agar T-oynalar taqdim etilsa, "H" belgisi ko'rsatilgan bo'lsa, unda "T" belgisi, burchaklari esa "Y" dir.
Asosan payvandlash aloqasi va bir necha sabablarga ko'ra ikkiga bo'linishni qabul qiladi:
Yakuniy tasavvur shakli shaklida:
- Butt, ya'ni payvandlangan qismlar bir tekislikda joylashgan.
- Burchaklar, metall qismlar bir-biriga burchak ostida bo'lsa, qiymati ahamiyatga ega emas.
- Welt, agar uning qismlari bir-biriga o'rnatilgan bo'lsa, o'zaro bir-biriga eritiladi. Bunday holda, qismlardan biri (yuqori) to'liq eriydi va payvand choki (quyi) ning boshqa qismi faqat qisman bo'ladi. Dengizning o'zi - Perchin. Ushbu ulanishga elektro-perçinleme deyiladi.
Payvand chog'ida payvandlashda:
- to'g'ri belgi;
- egri chiziqli ko'rinish;
- ring turi.
Qaynoq qo'shimchaning davomiyligi uchun:
- Uzluksiz tikuv orqali bog'langanlar. Ularning uzunligi 300 mm dan 1 m va undan ko'proqdir.
- Qisman intervalgacha bajariladi. Bunday holda, tikuvning joylashuvi qismning dizayndagi xususiyatlariga va talablarga qarab, zanjirda, chayqaladigan tarzda bo'lishi mumkin.
Foydalanilgan payvandlash texnologiyasi usuli bilan:
- qo'shimcha vositalardan foydalanmasdan boshq manbai (gaz, oqim);
- gazning mavjudligi (masalan, argon) bilan birgalikda ishlov berish.
Payvandlovchi elementlarning soni bo'yicha:
- bir tomonlama;
- ikki tomonlama aloqa;
- ko'p qatlamli.
Fuze natijasida hosil bo'lgan metall miqdori bo'yicha:
- normal;
- kuchaytirilgan;
- zaiflashgan.
Odatda, barcha tasniflash turlari uchun qat'iy ajratish yo'q. Ishlayotganda payvandlangan bo'g'inlar tekis tayoq bilan mustahkamlangan bo'lishi mumkin. Boshqacha aytganda, kombinatsiyalar juda murakkab bo'lishi mumkin metall qurilishi, qat'iylik va ishonchlilik talablari, sarf-xarajatlarning mavjudligi, shuningdek, payvandchining malakasi.
Payvandlangan bo'g'inlarning xususiyatlari

Payvandlangan bo'g'inlarning asosiy turlari.
Natijada nima bo'lishidan qat'i nazar, uni amalga oshirishning o'ziga xos xususiyatlari va ijro etilishi texnologiyasini hisobga olish kerak.
Buttli payvandlash qismlarni bir-biriga ulash orqali bog'lanishni anglatadi. Tafsilotlar bir xil tekislikka joylashtirilgan va boshqki payvandlash ko'pincha ishlatiladi. Bundan tashqari, bunday tikuvlar turli chekka qismlarga qo'shilish uchun ishlatilishi mumkin. Payvandlash uchun qirrali ishlov berish qatlamning qalinligiga bog'liq. Agar ish davomida turli xil qalinlik qismlarini ulash zarur bo'lsa, unda qalin qirralar kichikroq hajmga bo'linishi kerak. Bu ishonchli tikuvni taqdim etadi.
Payvandlash jarayonida ishtirok etadigan qirralarning turiga ko'ra, payvandlash manbalari quyidagilarga bo'linadi:
- qismlari bo'lmagan qismlarga bo'linadi. Ular 3-5 mm qalinlikda bo'lishi kerak;
- egri chiziqli elementlar;
- qismlari "U" harfi tashkil etadigan qismlari, ularning qalinligi 20-60 mm;
- uning qismlari "X" shaklida bo'lgan qismlarga, metallning qalinligi 12-40 mm.
Ulanishlar haqida ko'proq ma'lumot oling.
Butt payvandlash eng past stress qiymati, deformatsiyaga moyilligi kamroq. Bu ularning tez-tez ishlatilishiga olib keladi. Qalin qo'shimchalarni tayyorlashda metallni iste'mol qilish minimal, ishni bajarishga tayyorgarlik esa diqqat bilan va ehtiyotkorlik bilan amalga oshirilishi kerak.
Tovar elementlari metall qismlardan iborat bo'lib, ulardan biri ikkinchisiga perpendikulyar bo'lsa. Bu qo'shimchani "T" harfi shaklida chiqaradi. Ushbu turdagi tikuvning o'zi bir yoki ikki tomonda joylashgan bo'lishi mumkin. Hammasi qat'iylik, texnik va konstruktiv ishlash qobiliyatiga bog'liq. Tavrovye tizimlari fermer xo'jaliklari, turli xil ustunlar, raftlar uchun ramkalar yaratish uchun ishlatiladi. Bunga qo'shimcha ravishda, bunday ulanish payvandlash paychalarining foydalanish uchun foydalidir.
Burchakdagi bo'g'inlar strukturadagi elementlar sezilarli stresslarni keltirib chiqarmaydi. Misol uchun, tanklar, tanklar payvandlashda. Kerakli ishonchlilik va mustahkamlikni ta'minlash uchun payvandlangan metallning qalinligi 1-3 mm dan oshmasligi kerak. Burchak aloqasi paytida ehtiyot qismlar kerakli burchak ostida bir-biriga qo'llaniladi va payvandlanadi. Burch muhim emas. Diktoy ikki tomonlama qattiqlashadi, shunday qilib namlik unga kira olmaydi.
Bir-biriga parallel ravishda o'rnatilganda, o'zaro bog'langan bo'g'inlar hosil bo'ladi. Qoplama metall elementlarning yon yuzasida joylashgan. Metall qirralarning koptek usulidan farqli ravishda qo'shimcha ishlov berishga ehtiyoji yo'q. Oddiy va metalllangan metalning metalliga bo'lgan xarajatlar sezilarli bo'ladi.
Tuzilmaning bunday ishlashi bilan qalinligi 12 mm dan oshmasligi kerak. Namlikni o'zingizning ulanishingizga kiritmaslik uchun uni ikki tomonlama bajarish kerak.
T-qo'shtirnoqli, o'ralgan burchakli burchakli ulanishlar kichik bo'limlar, ya'ni nuqta usuli sifatida bajarilishi mumkin. Agar dastlabki payvandlashni amalga oshirish kerak bo'lsa, ular yumaloq shaklda amalga oshiriladi. Ya'ni qismlardan birining to'liq erishi va qisman boshqasi bilan hosil bo'lgan.
Qo'shimcha ball
Qatlamlarni qo'shimcha ishlovsiz boshq usuli bilan ishlashning ma'lum usullari qo'lda ishlaydigan 4 mm qalinligi, mexanik ish bilan 18 mm. Shuning uchun, qo'lda yasalgan yassi texnikasi yordamida sezilarli qalinlikdagi qismlarni payvand qilish zarur bo'lsa, qirralarning qayta ishlanishi kerak.
Birgalik geometriyasining elementlari elementlar orasidagi bo'shliqni, burchakning burchagi, burchak va payvandlash jarayonida ishtirok etadigan qismlarning bir-biriga nisbatan sapmalarini o'z ichiga oladi. Chiziq burchagi kesma burchagini aniqlaydi, bu esa zarur chordo'zining barcha chuqurlikka kirishini ta'minlash uchun hal qiluvchi ahamiyatga ega. Murakkab turi va davolash usuliga qarab burchakning kattaligi asosan 20-60 ° gacha, 5 ° gacha bardoshlik bilan o'zgaradi. Bu bo'shliq 0-4 mm.
Agar metall etarli darajada kalinlikta bo'lsa va bo'shliqlar bo'lmasa, unda to'liq bo'lmagan termoyadroviy bo'lishi mumkin.
Va nihoyatda kuchsiz bo'lgan qirralarning kuyishi mumkin. Parchalarning katta qismini almashtirish bilan ularni payvandlash jarayoni imkonsizlashishi mumkin.
Uskunaning oxirgi tanlovi va to'siqlar va bo'g'inlarning metal tuzilishda bajarilishi uning murakkabligi va ijro etilishi bilan aniqlanadi. Qurilish uchun smeta loyihalarini ishlab chiqishda bu xususiyatlarni hisobga olish kerak va kerak bo'lganda ishonchli va qat'iylikni ta'minlaydigan qo'shimcha mablag'lardan foydalanish kerak.
Manba - sanoatda va xususiy sektorda ishlatiladigan asosiy ishtirok etish usullaridan biridir. Bu doimiy aloqani ta'minlovchi nisbatan arzon va ishonchli usul. Har birida payvandlashning o'ziga xos xususiyatlari, shuningdek, turli xil ish sharoitlari va ulanish talablari mavjud bo'lgan ko'plab turdagi metalllar mavjudligini hisobga olsak, turli xil payvandlash bo'g'inlari va tikuvlari mavjud.
Resurs zonalari
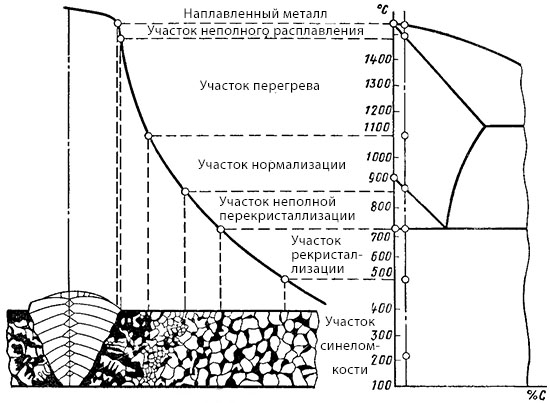
Fusion zonasi - 0,1 dan 0,4 mm taglik metallni oladi. Qisman erigan donalar mavjud. Metall bu mintaqada isitiladi, u igna o'xshash tuzilishga ega bo'ladi. U past kuch va yuqori pishiqlik darajasiga ega.
Issiqlik ta'sir qiladigan zona - bu to'rt qismga bo'lingan. Birinchi qism 1100 darajadan yuqori haroratgacha qizdiriluvchi taglik metallga taalluqlidir. Bu qo'pol donli tuzilishga ega. Bu sohadagi donalar standartlardan 12 barobar ko'pdir. Haddan tashqari issiqlik metallning viskozitesini, sünekliklerini va boshqa mexanik xususiyatlarini pasaytiradi. Bu tez-tez uchraydigan manba zaif qismidir.
Ikkinchi qism esa normali zonadir, u erda bazaviy metall 900 gradusgacha isitiladi. Bu erda don tarkibida avvalgi holatga qaraganda ancha kichik bo'ladi. Bu maydon 1 dan 4 mm gacha.
Uchinchi qism esa to'liq bo'lmagan kristallanish zonasidir. Bu erda asosiy metall 750-900 daraja issiqlik bilan isitiladi. Unda kichik va katta donalar mavjud. Kristalllarning notekis taqsimlanishi tufayli mexanik xususiyatlar kamayadi.
To'rtinchi qism - qayta kristallanish zonasi. Maydoni 450 dan 750 daraja Selsiyga qadar qiziydi. O'tgan mexanik ta'sirlar bilan buzilgan donalarning shakli tiklanadi. Ushbu qismning taxminan kengligi 5 dan 7 mm gacha.
Asosiy metall zonasi - 450 darajadan kam selsiygacha qiziydi. Bu erda asosiy metallga o'xshash strukturaga ega, ammo isitish tufayli po'lat o'zining qal'asi xususiyatlarini yo'qotadi. Chegara bo'ylab, nitridlar va oksidlar ajralib chiqadi, bu esa donlarning bog'lanishini zaiflashtiradi. Metall maxsus joylarda yuqori kuchga ega bo'ladi, ammo kam ta'sirga ega bo'ladi va süneklik bo'ladi.
Manba va bo'g'inlarning to'liq tasnifi
Resurs turlari turli mezonlarga muvofiq bir necha toifaga bo'linadi. Ularning biri tashqi ko'rinishdagi farq. Bu erda quyidagilar ajratilgan:
- Konveks (ular zaiflashtirilgan);
- Konveks (ular mustahkamlangan);
- Oddiy (ular tekis).
Amalga oshirish turi bo'yicha quyidagilar mavjud:
- Bir tomonlama;
- Ikki tomonlama.
O'tkazmalar soni bo'yicha:
- Multipass;
- Bir martalik.
Qatlamlar soni bo'yicha:
- Ko'p qatlamli (qalin metallarni payvandlashda);
- Bir tomonlama.
Payvandlangan tikuvlarning tasnifi ko'plab uzunliklarni ta'kidlaydi:
- Nom nuqtalari (ular yordamida yaratiladi);
- Ikki tomonlama shaxmat;
- Ikki tomonlama zanjir;
- Bir tomonlama intervalgacha;
- Bir tomonlama doimiy.
Ta'sir kuchining yo'nalishi bo'yicha payvandlash turlari:
- Frontal (enli) - kuch vertikal;
- Qatlam (uzunlamasına) - tikuvga parallel ravishda quvvat o'tkaziladi;
- Oblique - kuch burchak ostida amalga oshiriladi;
- Birlashtirilgan - orqa va frontning turli qismlarini birlashtiradi.
Ko'rishlar payvandlash payi va joylar bo'yicha tarkibi:
- Pastki;
- Landshaft;
- Portret;
- Shift;
- Yarim gorizontal;
- Yarim vertikal;
- Yarim ship;
- Qayiqda.
Funktsiyalari va vazifalariga ko'ra, payvandlash payi toifalari quyidagilar:
- Hermetik;
- Chidamli;
- Qattiq zich.
Kengligi:
- Kengaytirilgan - elektrodning oqsoqlanishi bilan harakatlantiruvchi harakatlari yordamida amalga oshiriladi;
- Tish - diametr kattaligidan oshmaydigan tikuvning kengligi.
Ko'zoynak xususiyatlari
- Butt
Bu eng keng tarqalgan variant bo'lib, bu parchalar yoki oxirgi yuzalarni oddiy kombinatsiyasi hisoblanadi. Eng kam metall va vaqt talab qiladi. Agar choyshablar nozik bo'lsa, u burchak qirralari bo'lmasdan tutishi mumkin. Qalin mahsulotlar uchun payvand chokini oshirish uchun qirralarni ekilish kerak bo'lgan joyda talab qilinadi. Bu qalinligi 8 mm va undan yuqori. Agar uning qismi 12 mm dan kattaroq bo'lsa, u holda kenar burchagi bilan er-xotin tomonlama qisqich qo'shilishi kerak. Bunday birikmalar ko'pincha gorizontal holatda amalga oshiriladi.

- Tavrovoe
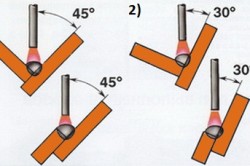
Qo'shimchalar va tikuv turlari "T" harfi shaklida ifodalanadi. U bir tomonlama yoki ikki tomonlama bo'lishi mumkin, shuningdek turli qalinlikdagi mahsulotlarni birlashtirishi mumkin. Agar kichkina qism qismi perpendikulyar ravishda o'rnatilsa, payvandlash paytida elektrod 60 gradusgacha tortilishi kerak. Bu yerda qismni bostirish va "qayiqda" payvandlashning sodda versiyasini bajarish uchun qoplamalardan foydalanishingiz mumkin. Bu pastki chiziqlarning ehtimolligini pasaytiradi. Diktoy odatda bitta o'tish davrida qo'llaniladi. Hozirgi kunda avtomatik Tavrovoy payvandini amalga oshirish uchun ko'plab qurilmalar mavjud.
- Burchak
Burchak - bu 90 graduslik burchakda yoki boshqa o'lchamda joylashgan aloqa. Bunday bo'g'inlarda qirralarning tez-tez egiluvchanligi ta'minlanadi va shunday qilib tikuv ishonchliligi uchun kerakli chuqurlikka shifo beradi. Ikki tomonlama otish aloqani kuchaytiradi.

- Lapped
Ushbu usul, qalinligi 1 santimetrdan kam bo'lgan payvandlash uchun ishlatiladi. Ular bir-birining ustiga yopishadi va ikkala tomonga qaynatadilar. Ularning oralarida namlik bo'lmasligi kerak. Ba'zan yaxshi bog'lanish uchun bunday aloqa oxiridan tayyorlanadi.

Resurs geometriyasi
Manba turlarini va ularni qo'llash usullarini hisobga olgan holda asosiy geometrik parametrlarga e'tibor berish kerak.
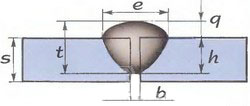
Butt payvandlash geometriyasi
- E - hosil bo'lgan tikuvning kengligi;
- S - ishlov berishning qalinligi;
- B - payvandlangan bo'shliqlar orasidagi bo'shliq;
- T - payvandning qalinligi;
- H - qaynatilgan qismning chuqurligi;
- Q konveks qismining o'lchami.
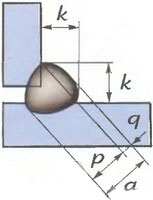
- A - burchakli tikuvning qalinligi. Dvigatel va dizayn balandligi miqdori;
- P - chuqur eritma joyidan chokning tashqi qismida yozilgan eng katta tekis uchburchakning gipotenusigacha chizilgan vertikal chiziqqa mos keluvchi hisoblangan balandlik;
- Q - payvandlash maydonining shaffofligi;
- K - filonning oyog'i - bo'shliqning yuzasidan birining burchagining chegarasiga qadar bo'lgan masofa.
Tanlash xususiyatlari
Payvandlangan barcha bo'g'inlar va tikuvlarning barcha turlari ularning xususiyatlarida sezilarli farq qiladi. Shuning uchun, har bir holatda, muvaffaqiyatli kombinatsiya uchun o'z parametrlar majmuini tanlashingiz kerak. Avvalo, bo'shliqqa e'tibor qaratish kerak. Ish qanchalik oson bo'lsa, tikuv sifati yaxshiroq bo'ladi. Landshaft tikuvlarni bajarish eng qulay deb hisoblanadi, shuning uchun hunarmandlar bo'sh joylarni bunday holatda joylashtirishga harakat qiladilar. Ba'zan tikuvning yuqori sifatini ta'minlash uchun bir xil mahsulotni bir necha marta aylantirish kerak. "Bu juda muhim! Bir parchada payvandlash bir nechta o'tishdan ko'ra yaxshiroq kuchga ega bo'lishiga yordam beradi. Shuning uchun qulaylik va o'tish oralig'i o'rtasida muvozanatni topish kerak. "
Qalin ish buyumlari uchun siz doimo qirralarni kesib olishingiz va undan keyin aniqlik kiritish uchun sirt ustida ishlashingiz kerak. Butt variantlari eng oddiy va ishlashning ustunligidir, chunki ular olingan qismlarning geometriyasini buzilishining oldini olish uchun tuzatish osonroq bo'ladi. Tik turining to'g'ri tanlovidan tashqari, harorat rejimiga ham e'tibor qaratishingiz kerak, shundan keyin payvandlash zonalari harakatlanishi mumkin va mahsulot oddiygina eriydi yoki kamayadi.
Payvand choki bilan yaratilgan doimiy qo'shimchalar payvandlangan deyiladi. Bir necha hududdan iborat:
Qo'l bilan biriktirilgan zonalar: 1 - payvand; 2 - termoyadroviy; 3 - issiqlik ta'siri; 4 - asosiy metall
- payvandlash;
- termoyadroviy;
- issiqlik ta'siri;
- asosiy metall.
Payvandlangan bo'g'inlar uzunligi:
- qisqa (250-300 mm);
- o'rta (300-1000 mm);
- uzunligi (1000 mm dan ortiq).
Resurs uzunligiga qarab, uni amalga oshirish usulini tanlang. Qisqa bo'g'inlar bilan tikuv boshidan oxirigacha bir yo'nalishda amalga oshiriladi; o'rta qismlar tikuvning alohida uchastkalarga ega bo'lishi bilan ajralib turadi va uning uzunligi uni yakunlash uchun etarli bo'lgan (ikki, uch) elektrodlarning to'liq soni bo'lishi kerak; uzoq bo'g'inlar yuqorida sanab o'tilgan teskari qadam usuli bilan payvandlanadi.
Payvandlangan bo'g'inlar turiga ko'ra quyidagilarga bo'linadi:
1. Butt. Bu turli xil payvandlash usullari uchun eng keng tarqalgan birikmalar. Ular eng past ichki stress va shtammlar bilan xarakterlanadi, chunki afzal etiladi. Qopqoq qo'shimchalar, odatda, sopol idishlar bilan ishlangan.
Bu tarkibiy qismning ehtiyotkorlik bilan tayyorlash va sozlash sharti bilan (bu porlashning oldini olish, payvandlash paytida va payvandlash jarayonida metall oqimining oldini olish va ularning parallelizatsiyasini yuqori sifatli tekis tikuvni ta'minlagan holda) hisoblash mumkin bo'lgan asosiy afzalliklari quyidagilardan iborat:
- asosiy va payvandlash metallining minimal iste'moli;
- payvandlash uchun eng qisqa vaqt;
- Bog'langan ashyoning tayanch metalliga nisbatan kuchsiz bo'lishi mumkin.
Metallning qalinligidan kelib chiqqan holda, payvandlash payti davomida qirralar yuzaga turli burchaklar bilan kesilishi mumkin:
- 4-8 mm qalinligida po'latdan yasalgan plitalar birlashtirilgan bo'lsa, o'ng burchak ostida. Shu bilan birga ular orasidan 1-2 mm oralig'ida bo'ladilar, bu esa qirralarning pastki qismlarini qaynatishga yordam beradi;
- agar metall bir yoki ikki tomonlama payvandlash bilan 3 va 8 mm gacha bo'lgan qalinligi bilan birlashtirilgan bo'lsa, to'g'ri burchak ostida;
- agar metallning qalinligi 4 mm dan 26 mm gacha bo'lsa - bir tomonlama burchak qirralari (V shaklida);
- ikki tomonlama burma (X shaklida), agar plitalar 12-40 mm qalinligida bo'lsa va bu usul avvalgisiga nisbatan ancha tejamli bo'lsa, chunki payvand metalining miqdori deyarli 2 barobar kamayadi. Bu elektrotlar va elektrni tejash degan ma'noni anglatadi. Bundan tashqari, payvandlash jarayonida deformatsiyalar va stresslar ikki tomonlama burchakka nisbatan kamroq xarakterlidir;
- 20 mm dan ortiq qalinligi bo'lgan payvandlash paychalarining payvandlash hajmini kamaytirish va elektrodlarni tejash imkonini beruvchi payvand burchagi 60 ° dan 45 ° gacha kamayishi mumkin. Qirralar oralig'ida 4 mm gacha bo'shliq mavjudligi metallning kerakli kirib borishini ta'minlaydi.
Turli qalinlikdagi metallni payvandlashda, qalin materialning chetida yanada kuchli ekilgan. Arkni payvandlash bilan birlashtirilishi kerak bo'lgan katta qismli yoki choyshab qalinligi bilan kubok shaklidagi qirrali preparat qo'llaniladi va qalinligi 20-50 mm bo'lgan bir tomonlama preparat va 50 mm dan ortiq qalinligi bilan bir tomonlama preparat qo'llaniladi.
Yuqoridagi jadvallar jadvalda aniq ko'rsatilgan.
2. Qatlamlar, ko'pincha strukturalarning yongin manbai uchun ishlatiladi, metallning qalinligi 10-12 mm. Ushbu parametr, chekkalarni maxsus tarzda tayyorlash zarurati yo'qligi bilan oldingi aloqadan ajralib turadi - ularni faqat kesish kifoya. Metallni montaj qilish va montaj qilish bu katakchalarga nisbatan ancha og'ir bo'lmasa-da, negativ va payvand metalining iste'moli bo'g'imlarning bo'g'imlari bilan solishtirganda ko'payishi kerak. Ishonchliligi va parchalar orasidagi namlik tufayli korroziyani oldini olish uchun bunday aralashmalar har ikki tomonga qaynatiladi. Ushbu parametr faqatgina pin-punkt va rollarda ishlatilganda payvandlash turlari mavjud.
3. Brendlashtirilgan, arqonlarni payvandlashda keng tarqalgan. Ular uchun, qirralarning bir yoki ikki tomondan kesiladi, yoki ular kesma holda amalga oshiriladi. Maxsus talablar faqat bir xil kesilgan chetga ega bo'lishi kerak bo'lgan vertikal qatlamni tayyorlashga kiritiladi. Bitta va ikki tomonlama burunlarga ega bo'lgan vertikal qatlamning qirralari vertikal qatlamni to'liq qalinlash uchun vertikal va gorizontal tekisliklardan 2-3 mm gacha bo'shliqni ta'minlaydi. Bir tomonlama burma mahsulotni ishlab chiqarganda, uni har ikki tomonga ham qaynatib bo'lmaydi.
4. Strukturaviy elementlar yoki qismlar bir burchakka yoki boshqa joyga birlashtirilgan va oldindan tayyorlanishi kerak bo'lgan qirralar bo'ylab payvandlangan burchak. Bu turdagi aralashmalar suyuqlik yoki gaz uchun engil ichki bosim ostida bo'lgan tanklar ishlab chiqarishda mavjud. Burchakdagi bo'g'inlar kuchini oshirish uchun ichki qismga payvandlanishi mumkin.
5. Oddiy tikuv zarur quvvatni ta'minlamagan hollarda qo'llaniladigan kalitlarga. Bunday birikmalar ikkita turga ega: ochiq va yopiq. Kesish kislorod bilan kesish orqali amalga oshiriladi.
6. Plitalar bir-birining ustiga joylashtirilgan va uchlari bilan payvandlanadigan yuz (tomon).
7. Bindirmalar bilan. Bunday aloqani amalga oshirish uchun choyshablar birlashma bilan birlashtiriladi va bir-biri bilan qoplanadi va bu tabiiy ravishda qo'shimcha metallni talab qiladi. Shuning uchun, bu usul, agar qovurg'a yoki qisqichni tiklash mumkin bo'lmasa, qo'llaniladi.
8. elektr pergamentlar bilan. Ushbu birikma kuchli, ammo etarli darajada zich emas. Uning uchun, yuqori varaq ochilgan va natijada paydo bo'lgan teshik pastki qatlamni ushlab olish uchun muhrlanadi. Agar metall juda qalin bo'lmasa, burg'ulash talab qilinmaydi. Misol uchun, avtomatik suv osti-arqonli payvandlashda, yuqori qatlamni faqat payvand chizig'i eritadi.
Issiqlik manbasining harakat yo'nalishi bo'ylab eritilgan metallning kristallanishi natijasida hosil bo'ladigan payvand chokning tizimli elementi manba deb ataladi. Uning geometrik shakli elementlari quyidagilardir:
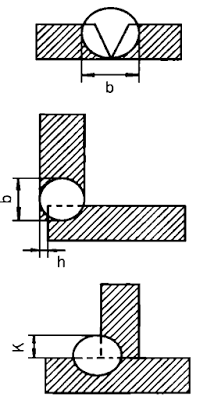
- kenglik (b);
- balandlik (p);
- Burchakning kattaligi (K) burchak, qoplama va T-bo'g'inlar uchun.
Resurslarni tasnifi quyida keltirilgan turli xil xususiyatlarga asoslangan. 1. Ulanish turi bo'yicha:
- qovoq;
burchak.
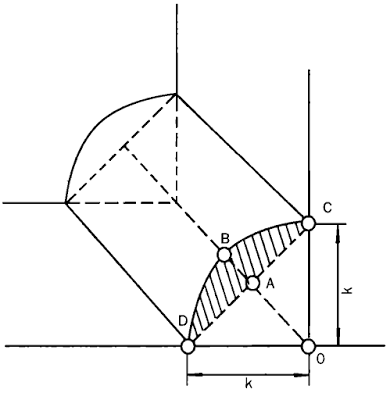
Burchak to'rlari payvandlangan birlashmalarning ayrim turlari, xususan, tovush, qovoq, burchak va qoplamalar bilan qo'llaniladi. Bunday tikuvning qirralariga oyoqlar (k), shakl. 33 datchikning konveksiya darajasini ko'rsatadi va payvand chokining kuchini hisoblashda hisobga olinmaydi. Uni bajarayotganda oyoqlarning teng bo'lishi kerak va OD va BD tomonlarining orasidagi burchak 45 °.
2. Payvandlash turi bo'yicha:
- boshq manba tikuvlari;
- avtomatik va yarim avtomatli suv osti-arqon payvandlarining tikuvlari;
- himoya gazda payvandlash manbalari;
- electroslag payvandlash paychalarining;
- payvandlash manbalari;
- gazni payvandlash payi.
3. Payvandlash ishlari olib boriladigan kengayish holatiga ko'ra:
pastki;
gorizontal;
- vertikal;
- Shift.
Pastki tikuvni bajarish eng qulay, tavan eng qiyin. Ikkinchidan, payvandchilar maxsus tayyorgarlikdan o'tadilar va shipning tikani boshqdan ko'ra gazni payvandlashni osonlashtiradi.
4. Uzunligi bo'yicha:
- doimiy;
- intervalgacha.
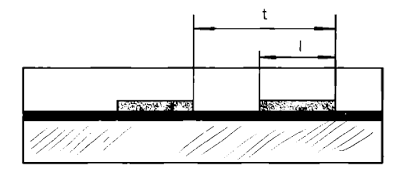
Intervalgacha tikuvlar juda keng qo'llaniladi, ayniqsa, mahsulotni mahkam bog'lash uchun kerak bo'lmaydigan holatlarda (mustahkamlikni hisoblash doimo tikuvni nazarda tutmaydi). Bog'langan qismlarning uzunligi (I) 50-150 mm, ularning orasidagi bo'sh joy payvandlash zonasi taxminan 1,5-2,5 martani tashkil etadi va ular birgalikda tikuv bosqichi (t) hosil qiladi.
5. Ikkilik darajasiga qarab, ya'ni. tashqi yuzaning shakli:
- normal;
- shamollash;
- konkav.
Qo'llaniladigan elektrodning turi to'qimaning konvektsiyasini (a) aniqlaydi, eng katta konveksiya yupqa qoplangan elektrodlarga xosdir va qalin qoplangan elektrodlar eritilgan metallning katta oqimlari bilan tavsiflanganligi sababli oddiy tikuvlarni beradi.
Tajribali ravishda aniqlanganki, tikuvning kuchi o'zgarmaganligi ortishi bilan, ayniqsa, agar o'zgarmaydigan yuklar va tebranishlarda qo'shma "ishlarni" bajarsa. Xuddi shunday holat ham quyidagicha tushuntiriladi: katta dumaloqlik bilan tikuv o'tkazishda dori-rolikdan temir-metallga silliq o'tishni amalga oshirish mumkin emas, shuning uchun bu nuqtada tikuv qirrasi kesilgan kabi, bu erda stresslar asosan joyga jamlangan. Bu yerda o'zgarmaydigan va tebranish yuklari sharoitida payvand choki halokatga uchrashi mumkin. Bundan tashqari, konveks qatlamlari elektrod metall, energiya va vaqtni ko'paytirishni talab qiladi, ya'ni. noto'g'ri variant.
6. Konfiguratsiya bo'yicha:
- tekislangan;
- uzuk;
- vertikal;
- gorizontal.
Joriy kuchlarga nisbatan:
- qanot;
- oxiri;
- birlashtirilgan;
- bo'g'iq.
Tashqi kuchlar harakatining vektorlari tikuv tizmasining tizmasiga (yuzlar uchun odatda) parallel, tikka o'qiga (yuzlar uchun) perpendikulyar, o'qqa burchakka (burchak uchun) cho'zilishi mumkin yoki yonma-yon va tugash kuchlarining yo'nalishini birlashtirishi mumkin (birgalikda bo'lganlar uchun).
8. Erigan erigan metallni saqlash usuliga muvofiq:
- astar va yostiqsiz;
- olinadigan va qolgan po'lat qoplamalar haqida;
- mis, quduq-mis, keramika va asbest qoplamalari, oqim va gaz o'tiradigan joylarda.
Dikişin birinchi qatlamini qo'llashda asosiy narsa suyuq metallni manba hovuzida ushlab turishdir. Oqishdan qochish uchun quyidagilarni foydalaning:
- po'lat, mis, asbest va ildiz tikuv ostida oziqlanadigan keramik plitkalar. Ularning yordami bilan payvand choklarini kuchaytirishi mumkin va u qismlarga yuz foiz kirib borishini kafolatlaydi. Bundan tashqari, qoplama eritilgan metallni qaynab turgan havuzda ushlab turadi va kuyishlar paydo bo'lishining oldini oladi;
- qistirmalar bilan bir xil funktsiyalarni bajaradigan payvandlangan qirralarning orasiga qo'shiladi;
- qarama-qarshi tomondan qarama-qarshilikning ildizini kesish va urish;
- to'qimaning birinchi qatlami ostida oziqlangan yoki xizmat ko'rsatadigan oqsil, oq-mis (oqim ostida payvandlashda) va gaz (qo'lda, avtomatik va argon-payvandli payvandlash bilan) yostiqlar. Ularning maqsadi metallni manba hovuzidan qochishning oldini olish;
- to'ng'izning ildiz qatlamida kuyishlar paydo bo'lishiga to'sqinlik qiluvchi tikuv paypoqlarini o'tkazishda qulfdagi bo'g'inlar;
- qoplamasi metallning sirt tarangligini kuchaytiruvchi maxsus qismlar o'z ichiga olgan maxsus elektrotlar va yuqoridan pastgacha vertikal tikuvlarni amalga oshirayotganda manba hovuzidan oqishga ruxsat bermaydi;
- pulsli kamon, bu tufayli metallning qisqa muddatli erishi kuzatiladi, bu esa payvandlash metallini tezroq sovitish va kristallashtirishga yordam beradi.
9. Dikişin tatbiq etiladigan tomonida:
- bir tomonlama;
- ikki tomonlama.
Manba qilingan materiallarga ko'ra:
- uglerod va qotishma buyumlar;
rangli metallar bo'yicha;
- bimetalda;
- polfoam va polietilenda.
11. Birlashtirilgan qismlarning joylashgan joyiga ko'ra:
- o'tkir yoki o'ta burchak ostida;
- o'ng burchak ostida;
- xuddi shu tekislikda.
12. Qo'rg'oshin metallining hajmi bo'yicha:
- normal;
- zaiflashgan;
- kuchaytirilgan.
13. Mahsulot bo'yicha:
- bo'ylama;
- oqsoqollar.
14. Payvandlangan tuzilmalar shaklida:
tekis sirtlarda;
- sfera yuzalarida.
15. Payvandchalar soni bo'yicha:
- bitta qatlam;
ko'p qatlamli;
- juda ko'p.
Payvandlashdan oldin birlashtirilgan mahsulotlarning, tuzilmalarning yoki ehtiyot qismlarning qirralari to'g'ri tarzda tayyorlanishi kerak, chunki tikuvning kuchi ularning geometrik shakliga bog'liq. Forma tayyorlash elementlari quyidagilardir:
- metallning qalinligi 3 mm dan oshsa, (a) kesish burchagi. Agar siz bu amalni o'tkazib yuborsangiz, payvandlashning kesmasi, metallning haddan tashqari qizishi va tuyqudagi orqali penetratsiyali yo'qligi kabi salbiy oqibatlarga olib kelishi mumkin. Kenarlash, kichik kesimning bir necha qatlamlari bilan payvand qilish imkonini beradi, buning natijasida payvand chokining tuzilishi yaxshilanadi va ichki stresslar va shtammlar kamayadi;
- Birlashtirilgan qirralarning (a) orasidagi bo'shliq. Bu to'siqning birinchi (ildiz) qatlamini shakllantirishda to'siqning kesishuvidan qanchalik to'liq o'tishini aniqlangan bo'shliqning va tanlangan payvandlash rejimining to'g'riligiga bog'liq;
- ildiz tikuvini muayyan barqarorlikni o'rnatish jarayonini ta'minlash uchun zarur bo'lgan zich chekkalarga (S). Bu talabni hisobga olmaganda, payvandlash paytida metallning teshilishi paydo bo'ladi;
- Qalinligi (L) da farq mavjud bo'lganda qatlamning uzunligi. Ushbu element qalin qismdan nozik bir tekisda silliq va bosqichma-bosqich o'tishga imkon beradi, bu esa payvandlangan strukturalarda stress kontsentratsiyasi xavfini kamaytiradi yoki yo'q qiladi;
- bir-biriga nisbatan qirralarning mahkamlanishi (5). Bu qo'shimchaning kuchlanish xususiyatlarini pasaytiradi, shuningdek metallarning kirib ketishining va stress markazlarining shakllanishiga yordam beradi, chunki GOST 5264-80 qabul qilinadigan standartlarni belgilaydi, xususan, ofset metall qalinligining 10 foizidan oshmasligi kerak (maksimal 3 mm).
Shunday qilib, payvandlashga tayyorgarlik jarayonida quyidagi talablar bajarilishi kerak:
- qirralarning axloqsizlik va korroziyadan tozalanishi;
- tegishli o'lchamdagi paxta (GOST bo'yicha);
- muayyan turdagi ulanish uchun ishlab chiqilgan GOSTga muvofiq bo'shliqni belgilash.
Ba'zi qirralarning turlari allaqachon qayd etilgan bo'lsa-da (ba'zilari boshqa jihatlarda ko'rib chiqilgan bo'lsa-da), ammo bunga yana bir bor e'tibor qaratilishi kerak.
Bir yoki boshqa qirralarning tanlovi bir qator omillar bilan belgilanadi:
- payvandlash usuli;
- metall qalinligi;
- mahsulot, ehtiyot qismlar va boshqalarni ulash usuli.
Har bir payvandlash usuli uchun alohida me'yor ishlab chiqilgan bo'lib, u qirralarning tayyorlash shaklini, tikuv o'lchamlarini va tolerantlarni belgilaydi. Masalan, qo'lda boshq manbaini GOST 5264-80 ga muvofiq amalga oshiriladi, aloqa manbai - GOST 15878-79, elektroklaga - GOST 1516468 bo'yicha va boshqalar.
Bundan tashqari, payvandlashning grafik belgilari, xususan, GOST 2.312-72 standarti mavjud. Buni amalga oshirish uchun tekis tomonlama strelka bilan strelkali maydonni ko'rsatuvchi eğimli bir chiziqdan foydalaning.
Dikişin tavsifi, tavsiya etilgan payvandlash usuli va boshqa ma'lumotlar eğimli o'q chizig'iga ulangan gorizontal rafning yuqorida yoki pastda berilgan. Agar tikuv ko'rinadigan bo'lsa, ya'ni. old tomonda bo'lsa, unda ko'rinmaydigan bo'lsa, uning ichki tomoni xarakterga ega bo'ladi.
Payvand chiroqlari qo'shimcha belgilar.
- boshq manba - E, lekin bu tur eng keng tarqalgan bo'lgani uchun, xat chizmalarda ko'rsatilmasligi mumkin;
— gazni payvandlash - G;
- Elektrokaprakli payvandlash - Vt;
- inert gazlarda payvandlash - Va;
- portlash manbaini ochish;
— plazma payvandlash - Pl;
- kontaktni payvandlash - CT;
- ishqalanish manbai - T;
— sovuq payvandlash - X.
Agar kerak bo'lsa (agar bir necha payvandlash usuli qo'llanilsa), ma'lum bir turning belgilanishi oldidan payvandlash usulini belgilab qo'yilishi kerak:
- qo'lda - P;
- yarim avtomatik - P;
- avtomatik - A.
- oqi ostida - F;
- sarflanadigan elektrod bilan faol gazda payvandlash - UE;
- sarflanadigan elektrod bilan inert gazda payvandlash - PI;
- sarflanmagan elektrod bilan inert gaz bilan payvandlash -
IN.
Payvandlangan bo'g'inlar uchun maxsus belgilar mavjud:
- boshcha - C;
- T shaklidagi - T;
- o'zaro kelishilgan - H;
- burchakli - D.
Belgilangan raqamlar payvandlash uchun GOSTga muvofiq payvand chokining sonini aniqlaydi.
Yuqorida aytilganlarni umumlashtirgan holda, payvandlash belgilarining ma'lum bir tuzilishga qo'shilishini aytish mumkin.
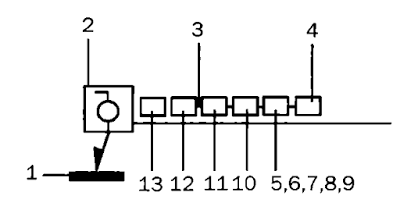
tikuv - tikuv uzunligi, belgisi yoki Z, pitch; 6- nuqta payvandi, nuqta kattaligi uchun; 7 - kontaktni payvandlash uchun - nuqta diametri,
belgisi yoki ~ Z. qadam; 8 - tikuv payvandlash uchun - tikuv uzunligi;
9 - tikuv, belgi yoki qadam kengligi va uzunligi; 10 - standartga muvofiq belgi va oyoq; 11 - payvandlash usulining shartli tasviri; 12 - tikuv turi; 13 - aloqa standarti
Misol tariqasida, belgining kodini hal qilaylik:

- tikuv ko'rinmas tomonga joylashganki - belgilash shelf ostida;
- T-qo'shma, GOST 1477176 - T4 bo'yicha 4-gachasi tikuv;
- karbonat angidridda payvandlash - Y;
- yarim avtomatik payvandlash - P;
- Oyoq uzunligi 6 mm - G \\ 6:
- uchastkalarning kesib o'tgan joylari - 50 ~ Z_ 150 bo'lgan intervalgacha tikuv.




