Argo argumentli manba bilan alyuminiy manbalar qanday? Resurs alyuminiy DC.
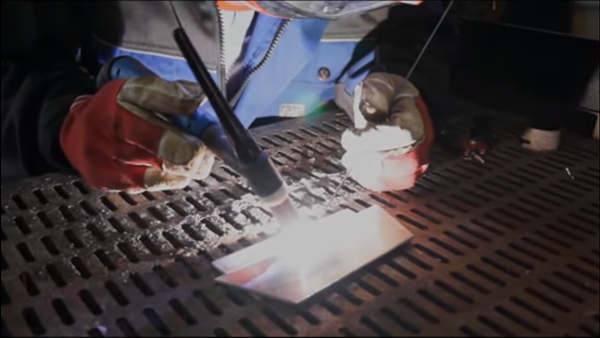
Tomlarni alyuminiydan faqat TIG payvandlashda yuqori sifatli ulash mumkin. Oddiy elektrod alyuminiy qotishma chidamliligi uchun payvandlab berishi mumkin, ammo keyinchalik qayta ishlashni talab qiladi.Argo bilan alyuminiy payvandlash har xil qalinlikdagi materiallar bilan ishlashga imkon beradi. Bu avtomobillarni, qayiqlarni yoki turli tanklarni ta'mirlashda ayniqsa talab etiladi. Ammo bu ma'lumotni birinchi marta qanday tayyorlash kerak? Alyuminiy payvandlash paytida jihozni qanday qurish mumkin? Maqolaning tez o'rganib chiqishi va video o'rganish ushbu murakkab masalalarni o'rganishga yordam beradi.
Argo bilan alyuminiy payvandlashda nima qilish kerak?
Argonni payvandlash odatiy bo'lib, bu usul yordamida turli xil kalinlikta materiallarni birlashtiradi va manba bilan ishlash qiyin deb hisoblangan qotishmalar bilan ishlaydi. Bunda elektr arqonlari yonib turadi volfram elektrodlari va mahsulot. Tashqi ko'rinishi brusherga etkazib beriladigan bevosita yoki o'zgaruvchan tok va manba qilinadigan qismlarga biriktirilgan massa bilan ta'minlanadi. Inert gaz manba havzasining himoyasi vazifasini bajaradi. Lekin alyuminiy va uning qotishmalarini payvandlashda bilish va hisobga olish kerak bo'lgan bir qator o'ziga xos xususiyatlari mavjud.
Qiyinchiliklardan biri moddada yuzaga kelgan oksidi plyonka. Bu metall kislorod bilan ta'sirlanganda paydo bo'ladi. Film 2000 daraja haroratda eriydi. Ammo alyuminiyning o'zi 500 darajadan keyin suyuqlik shaklini olishga boshlaydi. Shuning uchun, juda ko'p oqim tanlash va oksidi eritib olish, uni tikish mumkin emas. Qurilmada kichik parametrlarni yaratib, manba hovuzini yaratish jarayonini boshlash mumkin emas. Shuning uchun, alyuminiyning argonli arqon manbai metal sirtini oksiddan oldindan tozalashni o'z ichiga oladi. Bunga maxsus cho'tka yoki hal qiluvchi bilan erishiladi, undan so'ng payvandlash jarayonini darhol boshlash kerak.
Qo'shimcha bir murakkablik, materialning higroskopikligi. Oliy atrof-muhit namligida alyuminiy havodan biroz suvni so'rib oladi. Mahsulot elektr arqon bilan qizdirilgach, payvandlangan material yuzasiga namlik chiqaradi. Bu manba hosil bo'lishining sifatiga, mahsulot bilan kontaktning zichligiga va namlash joylari bilan aloqa qilishda payvandchining kichik tirgaklariga ta'sir qilishi mumkin. Argo bilan darhol qaynatish mumkin bo'lsa-da, materialning engil isishi tavsiya etiladi. gaz brülörü 150 daraja haroratda. Bu ortiqcha namlik bug'lanadi va payvandlash jarayonini yaxshilaydi.
Argon alyuminiy manbai ham eritilgan metallni tashqi havodan yaxshi himoya qilishni talab qiladi. Buning uchun to'g'ri gaz oqimini o'rnatishingiz kerak. Ularning yetarli darajada ta'minlanmaganligi metallning ko'piklanishiga va volframning yoqilishiga olib keladi. Argo bilan ortiqcha tozalash, tikuv shakllanishiga to'sqinlik qiladi va jarayonni qimmatroq qiladi.
Ajam dastgohchilar uchun yana bir qiyinchilik tikuv oxirida huni shakllanishi hisoblanadi. Agar kamon kesib tashlansa, krater paydo bo'ladi. Mashinani uzoq vaqt ushlab turish manba hovuzini keraksiz isitish va kengaytirishga olib keladi. Shu sababli, alyuminiy qotishmalarining argon-arc manbalaridan yoyni kamaytirish rejimi uchun qo'shimcha sozlashlar talab etiladi, bu esa amperiyani asta-sekin kamaytiradi. Materiallarning bu xususiyatlarini inobatga olgan holda, voltaj parametrlarini to'g'ri o'rnatish va o'z qo'lingiz bilan yuqori sifatli payvand qilish mumkin.
Yangi boshlanuvchilar uchun payvandlash texnologiyasi
Argo alyuminiy payvandlash jarayoni amalga oshirilmaydi to'g'ridan-to'g'ri oqimva o'zgarmaydigan. Shunday qilib siz yaxshi natijalarga erishishingiz mumkin. Sizning dasturingizni dastlabki tikilishni boshlashingiz yaxshiroq:
- Plitkani qulay holatga qo'yib qo'yish kerak. Ketish boshqa metallar turlari bilan bir xil parametrlar bo'yicha amalga oshiriladi.
- Namlikni olib tashlash uchun materialni 150 darajaga qizdirish tavsiya etiladi.
- Brush yuqori refrakter qatlamni olib tashlaydi. Shu bilan bir qatorda, bir solvent foydalanishingiz mumkin.
- Brusher mahsulotga elektrod va sirt o'rtasida 3 mm bo'lganligi uchun olib kelinadi. Tugma bosiladi va kamon yonadi. Alyuminiyning suyuqligi tarkibidagi aralashmalarga bog'liq.
- Agar kichik eritilgan metall manbai paydo bo'lsa, payvandlash zonasiga qo'shimcha hissa qo'shishi mumkin.
- Brusokni o'ngdan chapga siljitish kerak. To'liq tikuvda salınımlı harakatlar talab qilinadi. Muqobil oqimda xarakterli chirog' ovozi eshitiladi.
- Dikişin oxirida tugma bosiladi va kamon asta-sekin o'chadi. Mashina gazni to'liq to'xtatilgunga qadar manba zonasi ustida tutiladi.
Qurilmani va rejimlarni sozlash
TIG alyuminiy manbai qurilmalar faqatgina to'g'ridan-to'g'ri oqim bilan emas, balki o'zgaruvchan tok bilan ham ishlaydi. Voltaj o'zgarishlarining chastotasiga qaramasdan, eng yaxshi tikuv oxirgi sozlamalari bilan ta'minlanadi. Polarlik to'g'ridan-to'g'ri va teskari bo'lishi mumkin. Materiallar qalinligidan kelib chiqadigan kuchlanish parametrlari:
Hozirgi ta'minotni qadamlangan turdagi, tekis otishni o'rganish, tikuvni o'tkazish jarayonida ko'tarilgan qiymat va yonishning oxirida asta-sekin kamayishi bilan o'rnatish juda muhimdir. Bu ulanishning oxirida krater shakllanishidan qochadi.
Manba paytida argon iste'moli gaz shlangidagi eng yaqin manometrga o'rnatiladi. Rus modellari 6 va 11 litr oralig'ida o'rnatilishi talab etiladi. Bu tegmaslik qiymatga faqat amaliy vositalar bilan keltiriladigan o'lchash moslamasining xatosi. Bosim o'lchagich import qilingan bo'lsa (nemis, chex), siz darhol 8 litr qo'yishingiz mumkin.
Qurilmaning sozlamalarida, gazni o'chirishdan keyingi davrni belgilash muhim ahamiyatga ega. Argo etkazib berish davomiyligi besh soniya qiymatiga o'rnatiladi va bu hammomning elektrodini muzlatish va sovutish uchun etarli vaqtni beradi.
Plomba materialini tanlash
Alyuminiy nisbatan tez eriydi, keyin to'lg'azish simining noto'g'ri diametrini olganda, siz uni payvandlash zonasiga joylashtirish va tikuvni hosil qilish uchun vaqt topa olmaysiz. Shuning uchun, lehim qalinligi payvandlanadigan plitalarning qalinligi bilan bir xil bo'lishi kerak. Bundan tashqari, plomba materialining kimyoviy tarkibini tanlashda ham ehtiyot bo'lishingiz kerak. Misol uchun, duralumindan tayyorlangan mahsulot, qutulish mumkin alyuminiy uchun bar bilan pishirilmaydi. Plitalar kabelining raqamlari va uning maqsadi quyidagi jadvalga yordam beradi:
Elektrod tanlovi
Argo bilan alyuminiy payvandlash texnologiyasi, diametri payvandlanadigan qismlarning qalinligi uchun imkon qadar yaqin bo'lishi kerak bo'lgan volfram elektrodini to'g'ri tanlashni talab qiladi. Sharpening klassik usulda amalga oshiriladi, ammo zanglamaydigan po'latdan ishlov berish usuli bilan o'tkir uchi yo'q. Yonishning dastlabki soniyalarida elektrod oxirida tomchi shaklini oladi va shunday qilib siz tikuv olib borishi kerak. Volframni ortiqcha qizib ketishining oldini olish uchun nozuldan chiqish 3-5 mm. Payvandlash jarayonida alyuminiyning kichkina chirog'i elektrodga yopishadi, bu esa qayta aniqlashni talab qiladi.
Aluminiy payvandlashni o'rganish oson emas. Biroq, yuqoridagi printsiplarni bilib, videoni ekspertlardan saboq bilan kuzatishingiz bilan, qo'lingizni amalda sinchiklab tekshirishingiz mumkin.
- Asta-sekin payvandlash ko'rsatmalari
Qanday qilib alyuminiyni pishirishni o'rganish juda qiyin. Ko'pincha, bunday masters ham bunday ishni qilmaydi. Muammo shundaki, alyuminiy juda kichkina materialdir va u bilan ishlaydigan yuqori sifatli inverterni ishlatish talab etiladi.
Albatta, deyarli har qanday qila olasiz avtomatik payvandlash mashinasiLekin, albatta, yuqori sifatli payvandlash bu metallni payvandlashning maxsus funktsiyasiga ega qurilmalarni qabul qilishga imkon beradi. Agar tashqi ko'rinish ham ahamiyatga ega bo'lsa, unda alyuminiyni pulsli payvandlashning maxsus variantiga ega agregat bilan qaynatish yaxshi bo'ladi. Alyuminiy odatda argonga qaynatiladi. Zamonaviy invertörler sizga hamma narsani samarali va eng qisqa vaqt ichida qilish imkonini beradi.
Argo bilan alyuminiy payvandlashda qanday talablarga rioya qilish kerak?
Aluminiy qaynatilganda, odatda toza argon ishlatiladi. Ushbu gazning aralashmasidan geliy bilan foydalanishingiz mumkin. 2-variant, qalin choyshab bilan ishlash uchun yaxshiroqdir. Alyuminiy maxsus ishlatilgan holda qaynatiladi alyuminiy sim qattiq kesim bilan
Brülörün dizayni uchun alohida e'tibor berish muhim ahamiyatga ega. Birinchidan, u tekis shlangga o'rnatilishi kerak. Ikkinchidan, bu shlangning uzunligi 3 metrdan oshmasligi kerak. Masalan, alyuminiy juda yumshoq tel yordamida argon bilan qaynatiladi. Odatdagi kanal o'rniga alyuminiy bilan ishlash uchun maxsus ishlab chiqarilgan brusherda teflonni o'rnatish yaxshiroqdir.
Siz uchun 3 m shlang etarli bo'lmasa, yaqinlashtirish manba invertori ishlov beriladigan materialga. Agar buning imkoni bo'lmasa, u faqat alohida besleme mexanizmiga ega bo'lgan agregatda bo'lishi mumkin. Maslahatlar temirdan ko'ra kattaroq diametrga ega bo'lishi kerak. Buning sababi shundaki, isitish vaqtida alyuminiy ko'payadi.
To'g'ri elektrodlarni tanlash kerak. Eng yaxshi natijalar quyidagi elektrodlardan foydalanib argon bilan payvandlash alyuminiy orqali ko'rsatiladi:
- OK 96.20, OK 96.10.
- OZANA-1, OZANA-2.
- Volframli bazasida noaniq mahsulot.
Elektrodlarning birinchi tovar belgisi 10 yildan ko'proq vaqt oldin keng qo'llanila boshlandi. Bunday elektrodlar asosan texnik alyuminiy bilan ishlash uchun ishlatiladi. Ular, shuningdek, payvandlash qotishmalari va quyish uchun ishlatilishi mumkin. Ular sizga barqaror yoyni saqlashga imkon beradi. Tayyor tikuvning xususiyatlari, manba moddasining xususiyatlariga imkon qadar yaqin bo'lib, ortiqcha harakatlarsiz cüruf qobig'i chiqariladi.
2-turdagi elektrodlarda gidroli-tuz qoplamasi mavjud. Ular turli xil alyuminiy qotishmalari bilan ishlashda ishlatiladi. Ko'pgina hollarda oldindan qizdirish o'rtacha 200-300 ° S gacha bo'lishi kerak.
Alyuminiyni argon bilan sarflanmagan volfram elektrodlari yordamida qaynatish. Ular sizga kamonni barqaror darajada saqlash imkonini beradi. Bunday elektrodlar diametri 2-6 mm bo'lishi mumkin. Har bir holat uchun elektrodlarning tegishli diametrini alohida tartibda tanlashingiz kerak. Bu avvalo qayta ishlangan mahsulotning qalinligiga bog'liq. Turli qo'shimchalar bilan volfram elektrodlari eng yaxshi ko'rsatilgan.

Alyuminiy argon bilan qaynatilganda, juda qimmat elektrodlar qo'llaniladi, shuning uchun ularning tanlovi mahorat bilan yaqinlashishi va oldindan ishlashning o'ziga xos xususiyatlarini hisobga olish kerak.
Alyuminiyni argon bilan qaynatish uchun quyidagilar kerak:
- Manba mashinasi va mos elektrodlar.
- Alyuminiy simlar.
- Gazni payvandlash va isitish uskunasi.
Mundarija jadvaliga qaytish
Alyuminiy payvandlashning asosiy xususiyatlari
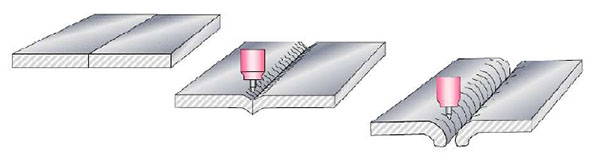
Alyuminiy payvandlashning asosiy qiyinchiliklari - ishlov berish paytida metall yuzasida hosil bo'lgan oksidi plyonka. Ushbu filmning erish nuqtasi 2050 darajaga etadi va alyuminiy juda past haroratlarda to'g'ridan-to'g'ri eriydi.
Texnologiyasiga muvofiq siz birinchi navbatda ushbu film orqali zanglashtirasiz, keyin esa metallni eritasiz. Ushbu vazifani bajarishning eng yaxshi usuli - pulsli payvandlash. Alyuminiyda yaxshi issiqlik o'tkazuvchanligi va past erish nuqtasi mavjud. Shuning uchun, bu jarayonda payvandlash qism yonadi. Buning oldini olish uchun preformni biroz qizdirib olish kerak. Bu alyuminiy qismining kiruvchi chuqurligini qo'shimcha ravishda oshiradi.
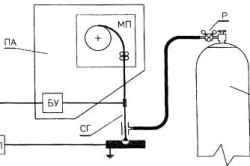
SG - payvandlash mash'alasi, P - balon redüktör, B - siqilgan gazli silindrli, MP - payvandlash simli oziqlantiruvchi, yarim - avtomatik qurilmaning bu - nazorat birligi, PI - quvvat manbai bilan yarim avtomatik manba uchun postning chizma diagrammasi.
Oksidlangan plyonkalarni sindirishni osonlashtirish uchun, qismni metall cho'tka bilan oldindan qayta ishlash kerak. Bunday qayta ishlash ko'p vaqtni talab qilmaydi, lekin qismi yaxshi va tez eriydi. Tozalash payvandlash boshlanishidan oldin tavsiya etiladi.
Alyuminiy payvandlash jarayonida kamonning doimiy uzunligi borligiga ishonch hosil qiling. Bu qoida nafaqat alyuminiy uchun, balki boshqa har qanday metallarga ham tegishli. Agar kamon zarur bo'lgandan ko'ra uzoqroq bo'lsa, igna erimaydi. Agar u qisqartirsa, metall yonadi. Chunki, materialning kimyoviy tarkibini hisobga olgan holda, mos yassi uzunligi aniqlanadi har xil qotishmalarda issiqlik o'tkazuvchanligi ham farq qiladi. O'rtacha, alyuminiy uchun 1,2-1,5 sm yoy ishlatiladi.
Alyuminiy eritish jarayonida duch keladigan yana bir qiyinchilik, tikuvning oxirida kraterni ishlab chiqaradi. Muammo shundaki, alyuminiy juda tez soviydi. Ushbu muammoni hal etish uchun maxsus yarim avtomatik ishlov berish imkoniyati mavjud. Birinchidan, u oksidi kino orqali sindirishga imkon beruvchi oqimlarni ko'paytiradi. Keyinchalik yuqorida aytib o'tilgan kraterni hech qanday muammosiz payvand qilish imkonini beruvchi joriy kamayadi.
Mundarija jadvaliga qaytish
Qaysi payvandlash usullari mavjud

Alyuminiy qaynatishda, ulardan foydalanishni o'z ichiga olgan turli xil usullar ishlab chiqildi turli materiallar, uskunalar va himoya muhitlar.
Eng ko'p ishlatiladigan usullar:
- Tungsten elektrod yordamida inert gaz bilan payvandlash.
- Avtomatlashtirilgan simli oziqlantirish bilan yarim avtomat yordamida dastlabki ishlov berish.
- Himoya gazsiz sarflanadigan elektrotlar bilan payvandlash.
Ushbu ishning muhim sharti - alyuminiy yuzasida hosil bo'lgan oksidi plyonkalarini yo'q qilishdir. Uning yo'q qilish uchun mos keladigan alternativ yoki to'g'ridan-to'g'ri teskari oqim. Alyuminiy bevosita tokda pishirilmaydi, chunki Bunday sharoitlarda oksidli kino katotning püskürtülmesinde bera olmaydi va çökmemeyecektir.
Mundarija jadvaliga qaytish
Qaysi asboblar alyuminiy payvandlash uchun mos

Argo bilan alyuminiy payvandlash uchun siz bir qator payvandlash mashinalari foydalanishingiz mumkin. Ularning barchasi bir necha guruhga bo'linadi, ya'ni:
- Universal qurilmalar.
- Maxsus modellar.
- Maxsus uskunalar.
Universal modellar seriyali ishlab chiqariladi, ular xaridorlar orasida eng talabchan va ko'pincha ishlatiladi. Shu bilan payvandlash maxsus ishlab chiqarilgan platformalarda ishlab chiqarish sharoitida qo'llaniladi.
Argo bilan alyuminiy payvandlashda siz turli xil maxsus qo'shimchalardan foydalanishingiz mumkin. Ular ishni osonroq va sifatli qiladilar.
Alyuminiyni argon bilan qaynatiluvchi volfram elektrodlari yordamida qaynatishga ruxsat beruvchi birliklar quyidagilarga ega:
- AC / shahar manbai.
- Ushbu turdagi ish uchun maxsus ishlab chiqilgan yoqilg'ich yoki qurilma.
- Boshlang'ich devorlarini mustahkamlash yoki o'zgaruvchan kamonni barqarorlashtirish imkonini beruvchi qurilma.
- Payvandlash jarayonini boshqarishga imkon beruvchi uskunalar.
- DCni kompensatsiyalash va boshqarish uchun mo'ljallangan qurilma.
Hozirgi vaqtda, quyuqlashtirilishi mumkin bo'lgan materiallarning qalinligi oralig'ini kengaytirish uchun maxsus ishlab chiqilgan, argon bilan birga alyuminiy payvandlashning yangi usullari mavjud bo'lib, payvandlash aloqasishu jumladan penetrasyonning yaxshilanishi.
Ish jarayonida kamin bosqichda yoki ma'lum bir tezlikda harakatlanadi. Ushbu harakatlarni payvandlash oqimlari bilan sinxronlash mumkin. Shu sababli, barcha sohalarda penetratsiya eng samarali bo'ladi. Oqimning kamayishi metalning haddan tashqari qizishi xavfini bartaraf qiladi va buning natijasida deformatsiyalarni deyarli yo'qotish mumkin.
Tungsten elektrodlari yuqori sifatli payvandlar olish imkonini beradi va ishni juda yuqori tezlikda amalga oshiradi. Ishni bajarish uchun siz faqat maxsus uskunalar va qo'shimcha qurilmalarga ega bo'lishingiz kerak.
Ko'pincha, argon bilan payvandlash invertor birligi yordamida amalga oshiriladi. Bunday qurilmalar ham kundalik hayotda, ham ishlab chiqarishda keng qo'llaniladi. Inverterli payvandlash mashinasidan foydalanish eng yaxshi variant hisoblanadi. Resursda maxsus tajribasiz holda ham, texnologiyani juda ko'p harakat qilmasdan tushunishingiz mumkin. Va bu bilim albatta siz uchun foydali bo'ladi. Birinchidan, siz o'zingizning shaxsiy vazifangizni bajarishingiz mumkin, ikkinchidan, agar xohlasangiz, uchinchi tomon mijozlariga xizmatlarni taqdim etasiz.
10 noyabr, 2015 yil
Argondagi alyuminiy manba
Metallarni elektr arqon bilan payvandlash bilan shug'ullanish juda keng tarqalgan, chunki bu usul barcha materiallar uchun istisnosiz foydalanish uchun juda ko'p ko'rinadi. Biroq, bu ishdan uzoq. Ularning maxsus uskuna talab etadigan va ularni payvandlash uchun maxsus texnologiyalar talab etiladigan metallar mavjud. Misol uchun, alyuminiy yoki ingichka zanglamaydigan po'latdan faqat argon atmosferasida pishirilishi mumkin.
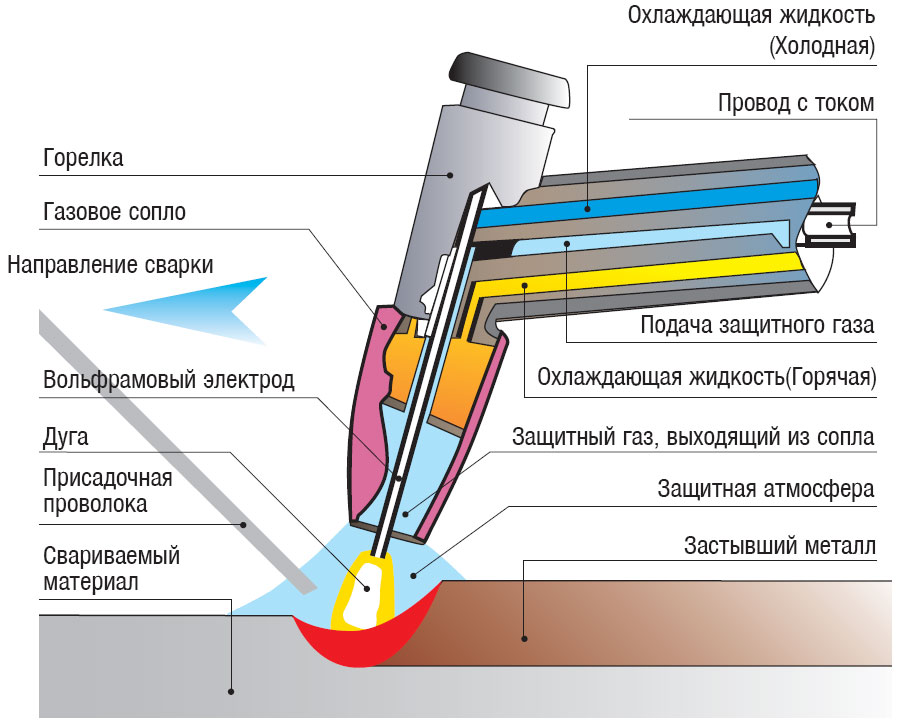
Maktab kimyo kursidan ham, argonning inert gaz ekanligi va metall yoki boshqa moddalar bilan reaksiyaga kirmasligi ma'lum. Argo alyuminiy manbai qanday ishlaydi? Aluminiy payvandlash apparati ushbu gazning nozik xususiyatlaridan foydalanadi. Arkni payvandlash usuli argonda amalga oshiriladi, u seramika burchagidan kelib chiqadi va orqa yonish zonasidan havo chiqaradi. Erigan metall oksidlanmaydi va havoning boshqa komponentlari bilan reaksiyaga kirishmaydi, shuning uchun birikma juda bardoshli bo'ladi.
Argon payvandi ham kichik qismlarga, ham katta tuzilishlarga qo'shilish uchun ishlatiladi. Ushbu turdagi elektr payvandlashning o'ziga xos xususiyati - bir necha qatlamlarda birlashma hosil qilish qobiliyati. Lekin har qanday birikma turi uchun siz maxsus brulni olishingiz kerak.
Qaynatuvchining argon usuli qayerda ishlaydi
Mashina - argon payvandlash mashinasining asosiy tugunlaridan biri. U quyidagilardan iborat:
- gazli ko'krak;
- volfram elektrodlari (erimaydigan);
- sovutish tizimi;
- korpus kollet bilan.
Keramika gaz burchagi ulangan gaz shishasi Vites qutisi orqali. Elektr chizig'ini yaratish uchun volfram elektrod ishlatiladi, ammo uni erimaydi, payvandlash uchun payvandlash paychasi ishlatiladi - alohida yassa zonasiga oziqlanadigan maxsus sim. Çubuktaki malzeme, har bir metall uchun alohida-alohida tanlanadi.
Elektrodning ishlash muddatini uzaytirish uchun uni tanqidiy ostidan ma'lum bir haroratda sovutish kerak. Aksariyat qurilmalarda qo'lda payvandlash, ham havaskor, ham professional, u havo bilan sovutiladi. Ammo kuchli sanoat korxonalarida elektrodning suyuq sovutilishi elektrod hududida doimo aylanib yuruvchi suv bilan ta'minlanadi.

Alyuminiyni an'anaviy manba mashinasi yoki arzon argonli bruska bilan jihozlangan va maxsus sozlamali sozlamalar yoki maxsus argonli bruska bilan jihozlangan invertor yordamida qaynatishingiz mumkin. Alyuminiy payvandlashning o'ziga xos xususiyati alternativ oqim tomonidan ishlab chiqariladi.
Argon alyuminiyli payvandlash texnologiyasi
Alyuminiy, barcha o'ziga xos xususiyatlari va yuqori ishlab chiqaruvchanligi bilan, payvandlash juda qiyin. Bu uning kimyoviy tabiati bilan bog'liq - metalning yuzasida Al 2 O 3 ning ahamiyatsiz qalinligidagi oksid plyonkasi hosil bo'ladi, lekin u juda chidamli. 2044 ° S haroratda eritiladi, alyuminiy esa - 660 ° S da. Bundan tashqari, oksid eritilgan metall tomchilari ustida darhol paydo bo'ladi va monolit manbai shakllanishiga to'sqinlik qiladi.
Bundan tashqari, alyuminiy juda yuqori issiqlik o'tkazuvchanligiga ega - po'latdan bir necha baravar yuqori. Buning uchun doimiy issiqlik oqimi talab etiladi va buning oqibatida o'sish kuzatiladi manba oqimi po'latga nisbatan 1,5 barobar ko'p.
Alyuminiy payvandlashda ishlatiladigan AC TIG texnologiyasi oksidli filmning dastlabki halokatini va uni keyinchalik shakllanishiga to'sqinlik qilishni ta'minlaydi. Bu to'g'ridan-to'g'ri oqim alyuminiyining elektr oqimi orqali amalga oshiriladi teskari polarlik yoki muqobil oqim. Polaritning teskari tomoni oksid plyonkasining katotning porlashi bo'lib, uni butunlay yo'q qiladi.

Metallni eritish zonasini argon bilan shamollatish kislorod va vodorodning kirib borishiga to'sqinlik qiladi, payvand choki. Quvurish inert gaz elektr kamonining davomiyligi davomida amalga oshirilishi kerak va bir necha soniya vaqt o'tishi bilan to'xtab qolmasligi kerak.
Alyuminiy texnologiyasi
Inverter yoki maxsus qo'llanmada alyuminiy bilan ishlaydigan sozlamalarni ishlab chiqarish bo'yicha qator ko'rsatmalar mavjud. Turli xil modellardan farq qilishi mumkin, shuning uchun siz tajribangizga tayanmasdan ishni boshlashdan avval ularni bilib olishingiz kerak. Ayniqsa, siz begona modeldagi yangi qurilmani yoki o'zingizning malakangizni foydalanayotgan bo'lsangiz elektr payvandlash juda katta emas.
Dastlabki bosqich - birlashtirilishi kerak bo'lgan qismlarni tozalash va ularning yog 'bosimi. Sirtni axloqsizlik, yog ', shkaladan tozalash va keyinchalik aseton, oq rangli yoki solventli moddalarni kamaytirish. Oksidlangan plyonkani olish uchun, payvandlash sohasidagi sirtlar temir cho'tka yoki zirkli qog'oz bilan tozalanadi.

Yangi boshlovchi uchun, alyuminiy uchun 1,6 dan 5 mm gacha diametrli volframdan tayyorlangan elektrodlar va 1,6 dan 4 mm gacha qalinlikdagi maxsus plomba roliklar qo'llaniladi.
Universal asta-sekin ko'rsatmalar alyuminiy bilan ishlaydigan har qanday holatlarni ta'minlash mumkin emas, shuning uchun birinchi navbatda, bunday tavsiyalarni bajarishingiz kerak:
- elektrodning 70-800 oralig'ida tutilishi uchun metall tekisligiga qarab burilish burchagi;
- kamon uzunligini 1,5 dan 2,5 mm gacha ushlab turish;
- bruserning harakati to'ldiruvchilardan so'ng amalga oshiriladi;
- brakon va rodning o'zaro harakatlantiruvchi qisqa harakatlari faqatgina tikuv bo'ylab, har qanday holatda burchakka yoki qo'shilishga perpendikulyar bo'lmagan holda amalga oshiriladi;
- alyuminiy qatlam yaxshi issiqlik chiqarish uchun mis yoki temir yuzasiga o'rnatiladi;
- argonni etkazib berish chashka yoqilgunga qadar 4-6 soniya oldin boshlanadi va uni yo'q qilib tashlagach, 7 soniyagacha davom etadi;
- payvandlash tezligi manba oqimining kattaligi bilan aniqlanadi.
Argo tarkibida yuqori sifatli alyuminiy payvandlash uchun maxsus foydalanish juda yaxshi payvandlash mashinasiMasalan, Jasic TIG-180 P (W211) PRO, HYL TIG-200P, Payvandlash Dragon Pro TIG250 ACDC. Ularning bahosi inert gaz shamollash tizimi bo'lmagan apparatlardan biroz balandroq, lekin bu juda oqilona. Axir ular odatiy holatda foydalanishlari mumkin boshq manbai. Va argon atmosferasida, nafaqat alyuminiy, balki deyarli hamma metallar ham mukammal manba. Argo manbaini har qanday yangi boshlang'ich kuchi bilan boshqaring.
Argonda alyuminiy payvandlash.
INTER TIG 200 AC / DC PULSE misoli yordamida mashinani sozlash bo'yicha bosqichma-bosqich ko'rsatmalar
Moskvada argon alyuminiy bilan payvandlash 15 dan 300 rublga (santimetr) to'g'ri keladi. Xarajatlardagi farq buyurtmaning murakkabligi, miqdori va muddatlariga bog'liq.
Aluminiy konstruksiyalarni ishlab chiqarish xarajatlarini hisoblash, Argo alyuminiy bilan payvandlash, "Starstel" kompaniyasi har holda alohida ishlab chiqaradi. Yakuniy narx materiallarning narxini, alyuminiy manbaini argon bilan, metallga ishlov berishdan iborat.
TIG argon manbai
TIG argon manbai - mas'uliyatli ishlab chiqarishda ishlatiladigan eng mashhur manba usullaridan biri payvandlangan tuzilmalar alyuminiydan. Boshqa turdagi payvandlashning asosiy farqlari - iste'mol qilinadigan volfram elektrodining mavjudligi, himoya gaz Argon, argon burchagi yonidagi keramika burchagi.
Tungsten elektrodli argonni payvand qilishning asosiy ustunligi - bu payvandlash paychalarining shlak inshootlari yo'qligi, argon bilan payvandlash ishlari 5 amperdan boshlanadi. Darbeli rejimda, ingichka toklar yaxshi pishirib. Resurs chizig'i teng ravishda yaxshi, oqimlarning butun diapazonida yoqiladi. Argon manbai TIG - bu rangli metallarga qo'shilishning zamonaviy va texnologik usuli.


Bugungi kunda alyuminiy qotishmalari qismlari ishlatilmaydigan sohalarni topish mumkin emas. Alyuminiy inshootlari mavjud keng dastur hayotimizning turli sohalarida. Ular dizaynerlar va dizaynerlar bilan mashhur. U oziq-ovqat va kimyo sanoatida faol foydalaniladi.
Argo alyuminiy bilan payvandlash kema qurish, kema qurishida ajralmas hisoblanadi. Alyuminiy tanklar, tanklar, tanklarni ishlab chiqarishda ishlatiladi. Bardoshli, engil alyuminiy qotishmalari transport, qurilish sanoati va boshqa texnologik sohalarda ishlab chiqarishning istiqbolli tarkibiy metallidir.
Alyuminiy qotishmalari ishlatiladi payvandlangan temir tuzilmalar turli maqsadlar uchun. Alyuminiy qotishmalarining asosiy afzalligi past zichlik, yaxshi korroziya sifati, yuqori o'ziga xoslik koeffitsientidir. Alyuminiy qotishmalar juda yuqori issiqlik o'tkazuvchanligiga ega, shuning uchun payvandlashdan olinadigan issiqlik tezda qismlarga tortiladi. Shuning uchun, yuqori issiqlik kiritish talab qilinadi, massiv alyuminiy qismlarini old isitish tavsiya etiladi. Alyuminiy 660 daraja haroratda eriydi. Isitgichda uning kuchi sezilarli darajada kamayadi.
Ko'pincha, strukturani yaratish uchun biz argon-alyuminiy payvandga muhtojmiz, bu metallni birlashtiradigan boshqa usullardan juda farq qiladi. Ushbu metalning o'ziga xos xususiyatlaridan farqlar mavjud. Uning yuzasida har doim 660 daraja (eritma harorati) haroratdagi bir film tomonidan saqlanadigan suv bug'ini tortadigan oksidi plyonka mavjud.
"Artstel" kompaniyasi alyuminiyning argon-payvandlash va alyuminiy qotishmalaridan metall konstruktsiyalarni ishlab chiqarish uchun zarur uskunalarga ega:
Zamonaviy payvandlash uskunalari
Metall ishlov berish uskunalari
Resurslarni tayyorlash bo'yicha mutaxassislar
argo alyuminiy
Kerakli sarf materiallari
Argo alyuminiy bilan payvandlashga tayyorgarlik.
Mahsulot tayyorlash, avval ishlov beriladigan qismning qirralarini shakllantiring. Organik hal qiluvchi (aseton, solvent pc1, pc2, oq rangli) organik aralashmalarni yo'q qiladi. Agar oksidi filmi tortilgan bo'lsa, u chiqariladi. Siz uni metall telli cho'tka, qirib tashlash, dasta diskida tegirmondan foydalanib olib tashlashingiz mumkin.
Bilan argo manbai TIG payvandlash chog'i volfram elektrodlari va ishlov berish qismlari orasida joylashgan. Yalang'och alyuminiyning yoydan o'tishi yo'q (yarim avtomat qurilmada tomizish uzatilishi mavjud), bu esa barqaror yonishini osonlashtiradi. payvand choki. Spattering yo'qotiladi, yo'qotishlar kamayadi, kamon arkining gaziga metall ta'sir o'tkazish yo'qligi sababli sifat ko'rsatkichlari yaxshilanadi.
Muqobil oqim TIG dan oldin oksidli filmni ionli zaryad bilan olib tashlash mumkin. Ushbu roldagi elektronlar kichik massasi tufayli mos kelmaydi, ular kinetik energiyaga ega emaslar.
Foyda:
Murakkab mahsulotlar va metall konstruktsiyalarni yaratish, barcha kengaytmalarda argon alyuminiy bilan payvandlash amalga oshiriladi.
Arzoni payvandlash paytida manba havzasini kislorod va boshqa gazlardan yaxshi himoya qilish.
Argon manbai universaldir - biz 1,5 mm va undan yuqoriroq qalinligi alyuminiy qotishmalarini payvandiz.
Bu strukturani minimal darajada buzadi.
Argon payvandida hech qanday oqim ishlatilmaydi, undan so'ng korroziya va birlamchi bo'lmagan payvand ko'rinadi.
Resurs payvandi doimo payvandning hosil bo'lishini nazorat qiladi.
Estetik payvand.
Faqatgina ishlatiladigan asbob-uskunalarga emas, balki foydalanuvchining ko'rsatadigan usullariga ham bog'liq bo'lgan bir necha payvandlash usuli mavjud. Agar elektr payvandlashni qo'llashni hisobga olsak, oqim turiga bog'liq bo'lgan bir nechta variant bo'lishi mumkin. To'g'ridan to'g'ri oqim bilan alyuminiy manbai - bu navlarning bittasi. U o'zgaruvchan oqim sifatida tez-tez ishlatilmaydi, lekin polaritikada aniqlangan bir qator xususiyatlarga ega. Magistrlar elektr energiyasini muqobil deb bilishadi, chunki u ikkala polaritning afzalliklarini birlashtiradi.
Alyuminiy to'g'ridan-to'g'ri oqim bilan payvandlanganda siz payvandlash jarayonida muhim bo'lgan narsani tanlashingiz kerak. Aslida, alyuminiy payvandlashning xususiyatlari eng yaxshi darajada emas, shuning uchun texnologik talablarni qondira oladigan va alyuminiyning qattiq va mustahkam payvandlashini ta'minlaydigan mos sharoitlarni tanlash kerak. Ushbu shakllanishning asosiy muammo - bu 2200 graduslik eritma va alyuminiy 680 ga teng bo'lgan payvandlashning yuqori harorati bilan kurasholmaydigan oksidli filmdir. To'g'ridan-to'g'ri oqimning teskari polaritatsiyasi katotlarning püskürtülmesinden uchun, bu oqim va oldingi davolash.
Foyda
- To'g'ridan-to'g'ri polaritning bevosita oqimidan foydalanilganda yuqori sifatli va hatto tikuvni hosil qilishda yordam beruvchi barqaror yassi olinadi;
- Agar to'g'ridan-to'g'ri oqim alyuminiy payvandlash uchun teskari polarizatsiya qilish uchun ishlatilsa, u holda oksid plyonkani yo'qotadigan katodik ayirish ta'minlanadi.
Kamchiliklari
- Biz barqaror yoy yoki oksidi yo'q qilishni tanlashimiz kerak;
- Oxid plyonkasini yo'q qilmasdan, eritilgan metallni qoplaganligi sababli yuqori sifatli payvandlashni amalga oshirish mumkin emas;
- Ushbu operatsion rejimida ma'lum metall kalinlikni payvandlash uchun uskunalar parametrlarini tanlash qiyin.
DC manbalaridan nayranglar
Alyuminiy elektr pishirishdan oldin jihozning parametrlarini tushunish kerak. Ekspertlar to'g'ridan-to'g'ri polaritik to'g'ridan-to'g'ri oqimdan foydalanishni tavsiya etmaydi, chunki uning kamchiliklari afzalliklardan ustun turadi va juda muammoli bo'lib qoladi. Orqa polarizatsiya bilan alyuminiyning payvandlashning asosiy muammolarini engib o'tish mumkin, ammo bu faqat duch keladigan muammo emas.
Ushbu jarayonning boshqa nuktalari, eritilgan holatdagi metallning yuqori akışkanlığını o'z ichiga oladi, bu hech qanday oqim hech qanday yordam berishi mumkin emas, faqat kaynakçı ustasi. Bundan tashqari, metallni isitish va elektrodlarni ishlatishdan oldin yaxshilab quritishni nazarda tutadigan kuchlanish kuchayib borayotganligini hisobga olish kerak. Bu erda qalin igna bilan ishlaganda qirralarning qo'shimcha ishlov berishini talab qilish uchun metallning pastki chuqurligini hisobga olish kerak. Dastlabki tayyorgarlik bo'yicha sirtni erituvchilar va oddiy mexanik usullar bilan tozalash bilan bog'liq bo'lgan bir qancha nuanslar ham mavjud bo'lib, ular aloqa sifatini oshirishi kerak.

Argo bilan alyuminiy payvandlash
Materiallar va asboblar
- Agar payvandlash mashinasi, elektrod bilan alyuminiyni elektromagnit maydalash mumkin bo'lmagan bo'lar edi. Usulga qarab tanlanadi, chunki gazni ishlatish mumkin bo'ladi;
- Yoki to'ldiruvchi material payvandlash paychalarining;
- Agar to'g'ridan-to'g'ri oqim bilan argonni payvandlash uchun alyuminiy ishlatilsa, unda shovqinsiz gazli tsilindr.
- Tsilindrni bruska bilan ulash uchun ishonchli shlanglar;
- Argon-arqona payvandlash uchun maxsus mo'ljallangan burner;
- Tsilindagi gaz bosimini o'zgartirishni qisqartirish;
- Ishlayotgan bosim darajasini kuzatish uchun bosim ko'rsatkichi.
Materiallar va uskunalar tanlash
Alyuminiyning elektr toki bilan teskari polarizatsiya bo'yicha elektr payvandlash an'anaviy elektr payvandlash va elektrodlarni, shuningdek, argon tomir apparati yordamida standart usulda amalga oshirilishi mumkin. Birinchi variant osonroq va arzonroq, ikkinchisi esa ishonchli hisoblanadi, ammo jarayonning qiymati va uning murakkabligi yuqori bo'ladi. Shu sababli, oddiy manba uchun elektr payvandlash ishlatiladi, ammo tanqidiy tuzilmalar va ehtiyot qismlar bilan ishlashda faqat TIG variantini ishlatish kerak. Har qanday holatda ham, qurilmani tanlayotganda uning kengligi kengligiga, shuningdek sozlash parametrlarining silliqligiga e'tibor berishingiz kerak.
Sarf materiallarini tanlash bilan har qanday narsa osonroq bo'ladi, chunki elektr payvandlash sof metal yoki uning o'ziga xos qotishmasi uchun mo'ljallangan maxsus elektrodlarni talab qiladi va argon-arka usuli uchun metalning yoki uning qotishmasining tarkibi bilan tuzilishlari iloji boricha yaqinroq bo'lishi kerak.
Bosqich
Argo argümanında to'g'ridan-to'g'ri oqim bilan alyuminiy payvandlash, quyidagi ketma-ket harakatlarni ko'rsatadi:
- Aseton yoki boshqa shunga o'xshash suyuq bo'lishi mumkin bo'lgan qirralarning ishlov berish, mexanik tozalash va solventlarni qayta ishlashni o'z ichiga olgan metall tayyorlash;
- Keyingi payvandlash oqimining yuzasiga joylashtirish kerak, bu ulanishni yaxshilaydi;
- Shundan so'ng, ko'rsatilgan rejimga muvofiq texnikani o'rnatishni boshlashingiz mumkin;
- Keyin payvandlash jarayoni davom etmoqda, uning davomida qirralarning butun yuzasi bo'ylab tikuv o'tkazilishi kerak;
- Jo'natmani sovutib, uning sifatini mavjud bo'lgan usullardan biri bilan tekshiring.
Jarayon, asosan, pastki holatda bo'ladi, chunki metall gorizontal yoki shipga tarqaladi. "
To'g'ridan to'g'ri oqim bilan alyuminiy payvandlash usullari jadvali
|
Ish qismi |
Payvand chokining qalinligi, mm |
Elektrod, mm |
Payvand choklari, mm |
Joriy, A |
Gazni iste'mol qilish, l / min |
|
Qachon ishlangan qirralar |
1 |
45…50 |
4-5 |
||
|
Yon ishlovsiz bir tomonlama payvandlash manbai |
1,5-2 |
1-2 |
55…75 |
5-6 |
|
|
Kenar ishlovsiz ikki tomonlama payvandlash manbai |
3-4 |
3-4 |
120…180 |
7-8 |
Xavfsizlik texnikasi
Uyda va ishda alyuminiyning elektr payvandlanishi xavfsizlik qoidalariga rioya qilishni talab qiladi. Avvalo, bu kabi himoya kiyim va vositalaridan foydalanish bilan bog'liq. Elektr xavfsizligi qoidalari ham ish joyida ham, uyda ham hurmat qilinishi kerak. Gaz tsilindrlari olov manbasidan kamida 5 metr masofada bo'lishi kerak.




