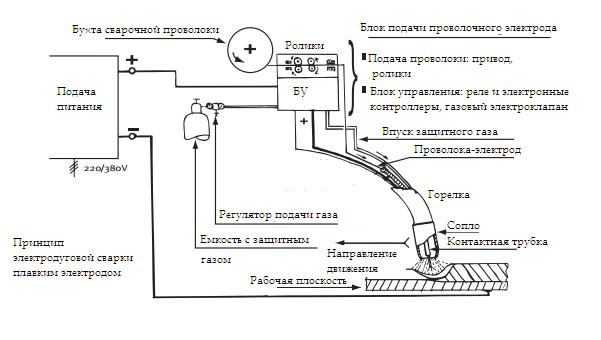
Arkni payvandlash uchun elektrodlar. Elektr boshq manbai
Metallni payvandlashning maqbul usuli bo'lgan ixtiro yuz yildan oshdi va bugungi kunda pishirish asboblari va materiallari uchun juda ko'p nomlar mavjud.
Ushbu maqolada, sarf materiallari sarfini sarflanmagan elektrodlar, ularning turlari, maqsadlari va asosiy xususiyatlarini ko'rib chiqamiz.
Sarflanmagan elektrodlarning turlari
In payvandlashee elektrodning uchta asosiy turini ishlatadi:
- Ko'mir.
- Grafit.
- Tungsten.
Ularning barchasi sarflanmagan sinfga tegishli, ammo ularning maqsadi boshqacha.
Sarflanadigan sarf materiallari turlari asosan, shuningdek, mahsulot yuzasida turli nuqsonlarni bartaraf etishda ishlatiladi. Karbonli chiziqlar yordamida payvandlash ishlari maksimal 580 Amper kuchiga ega oqimlarda amalga oshiriladi. Elektrodlarning uchta asosiy turi mavjud:
- Dumaloq pochta markalari havo yoyni kesish (VDK).
- (VDP) uchun tekis turlar.
- Payvandlash uchun yumaloq turlar.
Havoni yoyish usuli - eritilgan metall siqilgan havo oqimi bilan chiqarilganda, elektr arqon bilan metallni kesish usuli.
Payvandlash jarayonida karbon elektrodlari po'lat va rangli metalldan yasalgan ingichka devorli inshootlarni birlashtirish, shuningdek quyma qismlar yuzasida nuqsonlarni payvandlash uchun ishlatiladi.
Karbonli naycha bilan payvandlash ham qo'shimchasiz, ham ovqat pishirish liniyasi bo'ylab yotqizilgan yoki manba hovuziga oziqlanadigan qo'shimcha material bilan amalga oshirilishi mumkin.
Grafit tipidagi elektrodlar rangli metallar va ularning qotishmalarini (alyuminiy va mis) manba qilish uchun ishlatiladi. Ushbu turdagi sarf materiallari ko'mir shirkatlaridan farqli o'laroq, yanada arzon.
Mis simlarni payvandlashda eng ko'p ishlatiladigan grafit novdalari.
Bunday roliklarning ko'pgina afzalliklari bor: ular haroratni yaxshilashga nisbatan yaxshiroqdir va ular yaxshi ishlov berish (kesish) bilan birga kamroq turishadi.
Ular ishlab chiqarish va uy ustaxonalarida eng keng tarqalgan turlar hisoblanadi. Ular har xil metallar, shu jumladan, gazni muhofaza qilishni qo'llash uchun ishlatilishi mumkin. Volfram elektrodlari argono boshq manbai bo'lishi mumkin turli kompozitsion va shunga qarab ular quyidagi guruhlarga bo'linadi:
- Lantani
- Noqonuniy.
- Tirilgan.
- Oddiy.
Ular diametri 1 millimetrdan 4 mm gacha bo'lgan tayoq shaklida ishlab chiqariladi. Volfram elektrod juda chidamli va eritma nuqtasi elektr arqasining haroratiga qaraganda ancha yuqori, bu unga har xil metallarni (po'lat, ammo ko'pincha alyuminiy, mis, zanglamaydigan po'lat va boshqalar) payvandlashda foydalanish imkonini beradi.
Thorium (toriated) rodetlar radioaktivdir va radiatsiya miqdori kichik bo'lsa-da, yirik sanoat korxonalari ularni ishlatmaydi.
Volfram elektrodidan foydalanish
Bugungi kunda ozchilikni uyda payvandlash va kesish uchun grafit va uglerod naychalari ishlatiladi, bu oddiy emas. Ammo alyuminiy va boshqa rangli metallar va zanglamaydigan po'latdan payvandlash uchun volfram majmuasi uyda juda tez-tez ishlatiladi. U bog'laydigan sarflanadigan narsalar.
Resurslarni sarflash uslublari himoya gazlar ko'plab omillar bilan aniqlanadi: metallning turi, uning qalinligi, himoya muhit va boshqalar.
Jadval volframli majmualarning asosiy turlarini, ulardan foydalanish va tegishli tartibni o'z ichiga oladi.
Bu volfram majmuasining g'arbiy tasnifi. Mahalliy ishlab chiqaruvchilar EVL va EVI (lantan va yttrium majmuasi) nomi ostida sarflanmagan elektrotlar ishlab chiqaradilar. Bundan tashqari, sof EHF volfram majmuasi ishlab chiqariladi.
Bu uchlar sarflanadigan narsalarning maqsadiga qarab rangi bilan belgilanadi. Hozirgi kuch va rejim metallga va ishlov berish xususiyatlariga bog'liq. Misol uchun, alyuminiy o'zgaruvchan oqim va po'latdan - bir yoki bir xil rejimda qaynatiladi. Zanglamaydigan po'latdan payvandlangan to'g'ridan-to'g'ri oqimmis mahsulotlari.
Polarizatsiyani ta'minlash uchun sarflanmagan elektrodlarni qo'llashda ham muhimdir. To'g'ridan-to'g'ri kutupluluk - Brülör simi minus ustiga qo'yiladi va ortiqcha ustidagi og'irlik, aksincha - ortiqcha ustidagi ushlagich va eksa ustida og'irlik.
Polarlik rejimi payvandlangan metallning shakli aniqlanadi. To'g'ridan-to'g'ri kutupluluk va to'g'ridan-to'g'ri oqim bilan, penetrasyon chuqur va tor bo'lib, teskari, keng sirt penetrasyonlu va o'zgarmaydigan, tasvirlar bilan.
EHF (toza) bilan etiketlenmişse, payvandlash faqatgina muqobil oqim, barcha boshqalar (EVI, EVL, EVT) bir rejimda yoki kerakli kutuplulukla amalga oshirilishi mumkin.
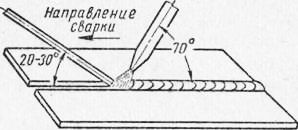
Payvandlash jarayonida volfram shilimshiqalari va ehtiyoji keskinlashadi. Uchun burchagi 30 daraja, elektrodning 2-3 diametri uzunligi bilan saqlanadi. O'paning o'zi 0.5 millimetrga qisqartiriladi.
Ismga qaramasdan, bunday elektrodlar hozirgacha o'z iste'mol darajasiga ega emaslar. Misol uchun, 5 soat davomida uzluksiz ishlaydigan volfram chizig'i uning uzunligi taxminan 10 mmni yo'qotadi. Ushbu sonni kamaytirish uchun payvandlash gazdan, keyin esa boshqning yonishini boshlashi kerak. Bundan tashqari, siz to'g'ridan-to'g'ri ishlov beriladigan qismga erimaydigan chokning uchini urolmaysiz. Yassi grafitda yonadi va payvandlash joyiga o'tkaziladi.
Va ushbu maqolaning mazmuniga nima qo'shishingiz mumkin? Qanday turdagi sarflanmagan elektrotlar ko'pincha uyda ishlatilishi kerak? Tajribangizni ushbu sarf materiallari turini tanlash va ushbu maqoladagi blok izohlarida ishlatish bilan bo'lishing.
Sarflanmagan elektrotlar
To toifalar:
Arkni payvandlash elektrodlari
Sarflanmagan elektrotlar
Sarflanmagan elektrod yoki boshqki payvandlash jarayonida umuman eriydi yoki u eriydigan bo'lsa, uncha katta emas va uning materiali payvandlash metallining shakllanishida katta ahamiyatga ega emas. payvand choki.
Nekroz bo'lmagan uglerod elektrodlari bilan payvandlash - bu qadimiy yassi payvandlash usuli, N. N. Benardosning birinchi ixtirosi. Arkni payvandlashda foydalanish uchun mos bo'lmagan bir nechta turdagi sarflanadigan elektrodlar mavjud. Ko'mir elektrodlari - ko'mir qatlamiga yoğiriladigan koks va kuyiksimon chang qorishmasini bosib ishlab chiqarilgan elektr ko'mir. Bosib olgandan keyin novotlar uzoq vaqt davomida maxsus pechlarda havo kirmasdan yondiriladi. Ular mat qora, qattiq.
Juda yuqori haroratda yonib ketganda, ko'mir kristall xilma-grafitga aylanishi mumkin. Grafit elektrodlari uglerodga qaraganda yaxshiroqdir, grafit elektr va issiqlik o'tkazuvchanligini oshiradi va ko'mirdan ko'ra asta-sekin oksidlanadi, shuning uchun sanoatimiz tomonidan ishlab chiqariladigan grafit elektrodlari uglerodga to'g'ri keladi. Grafit metall niqobli, yumshoq, qora gri, qog'ozga izlar, yumshoq qalam kabi.
Ko'mir yoki grafit - bu yagona sarflanadigan elektrotlardir. Ko'mir faqat yuqori bosim ostida eriydi; atmosferada bosim ostida 4800 ° S haroratgacha qizdirilsa, ko'mir erimaydi va bug'lanadi, qattiq holdan bevosita gaz holiga o'tadi. O'tkazilgan ko'plab tajribalar karbidlar kabi refrakter birikmalarning sarf bo'lmagan elektrotlarini yaratadi; hozirgacha bunday tajribalar sezilarli natijalarga erishmadi. Vodorod elektrodlari, eng refrakter metal, keng qo'llaniladi; uning vaqtinchalik erish nuqtasi 3370 ° S, qaynash esa taxminan 6000 ° S ga teng.
Sarflanmaydigan elektrod mis kabi eritib turuvchi metalldan (1080 ° S) erishish mumkin. Bunday holda, misning yuqori issiqlik o'tkazuvchanligi. 15-20 mm diametrli konusning konusli uchi bilan mis konstruksiyasi 15-20 A gacha bo'lgan oqimlarda sarf bo'lmagan katod katodi sifatida xizmat qilishi mumkin. Kichik mahalliy elektrod termoyadroviy endi qo'llanilmaydi; suv bilan sovutilgan, 50-60 a gacha bo'lgan oqimlarga chidamli. Havoda yonayotgan yomg'irda mutlaqo o'ta chidamlilik suv bilan sovutilgan mis elektrodlariish oxirida zirkonyum metall plastinka bilan jihozlangan; Bu erda 300-600 A gacha bo'lgan oqmalar mavjud bo'lib, elektrodning juda oz ahamiyatga ega. Zirkonyum, odatda refrakter metal emas (eritma nuqtasi 1930 ° C, qaynash 2900 ° S); Suvli sovuqqa chidamli katodning o'ziga xos qarshiligi, elektrodning havoga ta'sir qilishidan himoyalanadigan va dvigatel oqimining o'tishida etarlicha o'tkazadigan zirkonyum oksid va nitridlarning sirt plyonkasini shakllantirish bilan izohlanadi.
Sarflanmaydigan elektrod asosan quyi qalinligi, kamida 1 mm dan kam bo'lgan, maxsus himoyalanmagan va turli himoya gazlar bilan bir qatorda metallni kesish, lehimlash, issiqlik bilan ishlov berish uchun ishlatiladi. Sarflanmagan elektrod plazma mash'alalarida va manba va plastmassani tayyorlash uchun mash'alarda keng qo'llaniladi.
Shakl. 1. Ko'mirni payvandlash
Non-sarflanadigan elektrod majmuasi torium, lantan yoki yttrium oksidlari, elektrokimyoviy va presslangan grafit qo'shimchalari bilan volframning magniy volframidan tayyorlanadi.
Tungsten isitgichli metall (eritma nuqtasi 3410 ° S), etarlicha yuqori elektr o'tkazuvchanligi va issiqlik o'tkazuvchanligiga ega. Qachon payvandlash volfram elektrodlari to'g'ridan-to'g'ri oqim bevosita tokda qo'llaniladi.
Quyidagi turdagi chiroqlar elektrotlar uchun ishlatiladi: Ef - toza tungsten elektrod; EVL-10 va EVD-20 - 1-2% lantan oksidi qo'shimchali elektrod volfram; EVT-15 - toriy oksidli elektrod volframi; EVI-30 - 1,5-2% lik itrium oksidli elektrod volfram. Volframga qo'shilgan qo'shimchalar ionlash potensialini pasaytiradi va barqaror yomg'ir yonishini ta'minlaydi, shuningdek, elektrodda joriy zichlikni oshiradi. Volfram elektrodining oksidlanishiga yo'l qo'ymaslik uchun payvandlash inert gazda amalga oshiriladi. Volfram elektrodlarining diametri payvand chokining kuchiga qarab 2-10 mm.
Metallni payvand qilish, sirt qoplash va metallni kesish uchun mo'ljallangan metall elektrodlar odatda maxsus qoplamalarga (qoplamaga) ega. Kaplamalarning maqsadi barqarorlikni yoki stabillashishni oshirishdan iborat. payvand choki va payvandlash metallining sifatini oshirish. Yassi oqimining barqarorligi kaliy nitrat, kaliy, kaliy kromat, kaltsiy kuli, bariy karbonat yoki kaltsiy va boshqalar kabi gidroksidi va gidroksidi tuproqli metallar bilan ko'paytiriladi.
Nozik stabillashadigan qoplamali elektrodlar bilan payvandlash yo'li bilan olingan payvandlash bo'g'inlarning mexanik xususiyatlari juda kam (elektrolizlar bo'r bilan qoplangan yoki K3 sinf). Bu shuni anglatadiki, ushbu turdagi elektrodlarda mavjud bo'lgan oz miqdorda stabillashadigan moddalar oksidlanish va nitridlashdan elektrod tomirining eritilgan metallini himoya qilmaydi, shuning uchun ushbu elektrodlar juda cheklangan qo'llaniladi.
Elektrod majmuasiga qalin yoki yuqori sifatli qoplamalar deb ataladigan payvand metallining mexanik xususiyatlarini yaxshilash uchun. Qalin qoplangan elektrodlarning xarakterli xususiyati ularning qatlamlari yuzasida 0,5 dan 2 mm gacha qalinlikda, ya'ni elektrod metallining og'irligining 20 dan 40% gacha bo'lgan qismidir.
Qalin elektrod qoplamalarining tarkibiy qismlari odatda quyidagi guruhlarga bo'linadi: 1) shlakni hosil qiluvchi; 2) gaz; 3) deoksidlovchi; 4) qotishma, 5) yopishtiruvchi yoki biriktiruvchi. Tuzli va yopishtiruvchi moddalar, shuningdek deoxidizers deyarli barcha yuqori sifatli yoki qalin qoplamalar mavjud.
Tuzli hosil qiluvchi komponentlar eritilgan metallni havoda kislorod va azot ta'siridan himoya qilish uchun xizmat qiladi, shu bilan birga arqondan o'tadigan elektrod metall tomchilari atrofidagi shlakli qobiqlarni, shuningdek, payvand metalining yuzasida shlak qoplamini hosil qiladi. Soqol qopqog'i sovutish tezligini sekinlashtirish uchun ishlatiladi, bu esa tikuvdan chiqishga yordam beradi metall bo'lmagan qo'shimchalar va payvandlash metallining kristallanish sharoitlarini yaxshilaydi.
Qoplamning tirnoq qismi asosan titan kontsentrati (ilmenit), marganets javhari (pirolusit), dala shpati, marmar, bo'r, kaolin, kvarts qum, dolomit va boshqa komponentlar shaklida qoplamaga kiritilgan metall oksidi va nometalldan iborat. Qoplamaning cürufni tashkil etuvchi qismining tarkibi, shuningdek, payvand chokining barqarorligini oshiruvchi moddalarni ham o'z ichiga oladi.
Gaz tarkibida bo'lgan komponentlar qoplamaning yonishi (erishi) paytida, eritilgan metallni kislorod va azotdan havoga qarshi himoya qiluvchi karbon monoksit va ba'zi uglevodorodlardan tashkil topgan gazsimon himoyaviy atmosferani hosil qiladi. Gazni hosil qiluvchi komponentlar organik birikmalar shaklida qoplamaga kiritiladi: yog'och un, paxta iplari, kraxmal, oziq-ovqat un, dekstrin, gidroksikelluloza va boshqalar.
Deoksidlovchi moddalar temirga qaraganda kislorodga ko'proq yaqin bo'lgan elementlardir. Bular: marganets, silikon, titan, alyuminiy va boshqalar. Bu eritilgan manbalar metallida joylashgan bu elementlar kislorod bilan kimyoviy birikmalarga osonroq kiradi, buning natijasida ular temir oksidlaridan kislorodni olishadi va ular o'zlarida po'latdir yoki ular cheklangan eruvchanligi, oksidlar shaklida manba hovuzining yuzasiga suzadi. Marganets, silikon va titan kabi ko'pchilik oksidlovchi moddalar elektrod qoplamalariga kiritilmaydi. sof shakliva temir bilan, ya'ni ferroalyaj shaklida qotishmalar shaklida. Alyuminiy metall kukun shaklida yoki ferroaluminium shaklida ishlatiladi.
Eng arzon va eng ko'p ishlatiladigan deoksidlovchi ferromanganez hisoblanadi. Qotishma elementlari payvandlash metalliga maxsus xususiyatlarni etkazish uchun, ya'ni mexanik xususiyatlari, aşınma qarshiligi, issiqlikka chidamlilik, korroziyaga qarshilik va hokazolarni oshirish uchun qoplamaga kiritiladi. Quyidagi alyuminiy elementlar tez-tez ishlatiladi: marganets, molibden, krom, nikel, volfram, titanium va boshqa
Yapışkanlar (bağlayıcılar) qoplama komponentlarini o'zlari bilan va elektrod novda bilan bog'lash uchun ishlatiladi. Suyuq shisha, dekstrin, jelatin va boshqalar kabi nozik qoplangan elektrodlar ishlab chiqarishda bo'lgani singari, yopishtiruvchi moddalar sifatida suyuq shisha eng ko'p ishlatiladi.
Po'lat elektrodlarni ishlab chiqarish uchun maxsus hisoblanadi payvandlash paychalariningGOSTga ko'ra, diametri 0,3 ga teng ishlab chiqariladi; 0.5; 0,8; 1; 1.2; 1.6; 2; 2,5; 3; 4; 5; 6; 8; 10; Kimyoviy tarkibi bir-biridan farqli ellik olti belgidan iborat 12 mm. Dastlabki beshta tovar simlari ishlab chiqariladi karbonli po'latdir, keyingi yigirma uchta belgisi - alaşımdan va qolgan yigirma sakkizdan - yuqori haroratda.
Birinchi beshta belgining simi eng ko'p keng qo'llanilishi elektrodlarni qo'lda ishlatish va past va o'rta uglerodni avtomatik tarzda payvand qilish uchun tel kam yengil temir. Metalning boshqa alyuminiy po'latdir bo'lgan boshqa tolali navlari maxsus qotishma va yuqori bo'yalgan po'lat buyumlar uchun ishlatiladi.
GOSTga ko'ra, faqat elektrodlarga arqon va po'latdan ishlov berish uchun qo'llaniladi, po'lat elektrodlar maqsadlariga ko'ra uch turga bo'linadi: a) payvandlash uchun elektrodlar qurilish po'latlari; 5) maxsus xususiyatlarga ega payvandlash manbalari uchun elektrodlar; v) maxsus xususiyatlarga ega sirt sirtining yuzasiga joylashtirish uchun elektrodlar. Strukturaviy po'latlarni payvandlashda 13 turdagi elektrod ishlatiladi: E34; E38; E42; E42A; E50; E50A; E55; E55A; E60; E60A; E70; E85 va E100 (34, 38, va boshqalar) so'nggi kuchning kafolatlangan qiymatiga mos keladi, A indeksi esa payvand metalining artib turuvchi xususiyatlarini bildiradi).
Elektrodlar E34; E38; E42; E42A past karbonli va past bo'lmagan loyqalanishli qurilish po'latlarini payvandlash uchun mo'ljallangan; E50; E50A; E55; E55A; E60; E60A - tarkibiy o'rta-karbonli va past bo'lmagan qotishma po'lat va E70; E85 va E100 - yuqori mustahkamlikdagi strüktürel çelikler.
15 turdagi elektrodlar payvandlash manbalari uchun EP50, EP55, EP60, EP70 - payvandlash payvandlash uchun ishlatiladi. issiqlikka chidamli çelikler; EA1, EA1B, EA1G, EA1M, EA2, EA3, EA4 - ostenitik issiqqa chidamli va issiqqa chidamli zanglamaydigan po'lat uchun (EA1G, EA2 va EA3 maxsus qurilish po'latlarini payvandlashda ishlatiladi) va EF13 elektrodlari; EF17, EF25 va EF30 - yuqori kromli ferritik va ferrit-martensitlarga issiqlikka chidamli va zanglamaydigan po'latlarni payvandlash uchun.
Sirt qatlamlarini maxsus xususiyatlar bilan qoplash uchun 11 turdagi elektrodlar, shu jumladan, kesish asboblarini yuzaga keltirish uchun HP indekslarini qoplagan kesish (ENP62) bilan elektrodlar qo'llaniladi; NG indekslari bilan ishlaydigan elektrotlar - issiqlikka to'ldiruvchi (ENG35; ENG40; yuqori haroratlarda, NX indikatorli elektrodlar - odatdagi haroratda ishlaydigan aşınmaya bardoshli yuzalarni yuzaga chiqarish uchun sovuq (EKX20, ENX25, ENHX; erozyonga chidamli sirtlarni qoplash uchun, eroziyaga chidamli (ENE35, ENE45) indikatorli elektrodlar, korroziv sharoitda yuqori haroratda ishlaydi.
Elektrodlarni belgilashda ikkita sonli raqamlar issiqlik bilan ishlov berishsiz payvandlash metallining kafolatlangan Rockwell qattiqligiga (HRC) to'g'ri keladi. OMM-5, CM-7 va ME3-04 belgilarining elektrodlari eng ko'p qo'llaniladi, ularning qoplamalari ferromanganez, kislorodli rudalar (marganets, temir, titan) va organik komponentlar, shuningdek UONI-13/45; UE-1/45 va boshqalar, marmar va flyuorparga asoslangan va ferrotitanium, ferrosilikon va ferromanganez deoksidlash vositasi sifatida xizmat qiladi.
1954 yilda Dnepropetrovsk eksperimental elektrod zavodi, UONI-13 elektrodlari turiga ko'ra yuqori texnologiyali o'zini ko'rsatadigan SM-11 yangi elektrodlar brendini ishlab chiqardi. 1956-1957 yillarda VNIIST quvurlarni payvandlashda VSR-50 tovar brendining elektrodlari ishlab chiqilgan bo'lib, u asosiy turdagi qoplama bilan juda katta miqdorda rutilni o'z ichiga oladi. Rutil kompozitsiyasining 90% dan ko'prog'ini tashkil etadigan titaniumdioksidi elektrodlarga bir qator qimmatli xususiyatlarni beradi: ular yanada barqaror yoyilgan yonishlarga yordam beradi, osonlik bilan ajraladigan cüruflarni hosil qiladi, ular barcha kengayish pozitsiyalarida yaxshi tikuv hosil qiladi va hokazo. UONI-13 elektrodlari bilan taqqoslaganda, bu bir tomonlama visorlarni yaratishga va tavanda payvandlash qurilmasining payvand sifatini yaxshilashga moyilligini kamaytiradi.
TsNIITMASHda, 1953 yilda kam-uglerodli po'latlarni payvandlash uchun CM-E tipidagi rutil elektrodlari ishlab chiqildi. Sanoatga ega bo'lgan gazni himoya qiluvchi qoplamali elektrodlarning yagona markasi kichik qalinlikdagi payvandlash uchun ishlatiladigan OMA-2 brendi elektrodlari. VNIIST uglerodli va past alyuminiy po'latlarni payvandlash uchun VSP-16 va VSP-16M elektrodlarini ishlab chiqdi, ulardagi organik qatronlar gaz hosil qiluvchi va biriktiruvchi komponentning rolini o'ynaydi. Ushbu elektrodlarning qoplamasi namlikka nisbatan kam sezuvchanlikka ega va yuqori mexanik kuchga ega.
U-55, U-55, Chelyabinsk traktor zavodlari U-55, DSK-50 Dnepropetrovsk elektrod zavodi, UONI-13/55 tipidagi Uralmash zavodining elektrodlari va o'rta-uglerodli va kam bo'lmagan loy metallarni payvandlash uchun keng ishlatiladi. Shakl elektrod zavodi tomonidan 1957 yilda ishlab chiqilgan Shanghai-57-1 elektrodlari tomonidan 37,5 kgm / sm gacha bo'lgan toklarning xarakteristikalari keltiriladi. Ushbu elektrodlarning qoplamasi marmar florspar tizimiga asoslangan.
Yuqori darajada uglerod va loy temirli po'latlarni payvandlash uchun K-70 gradusli elektrodlardan foydalaning; K-80; CL-18; U-340-85; VI-10-6; NII-3 va boshqalar. Bu qoplamada marmar va florparlar mavjud. Ushbu elektrodlarning ayrim markalari (NII-3) mos issiqlik bilan ishlov berishdan keyin payvandning yuqori kuchlanish quvvati 150 kg / mm2 ga etishi mumkin bo'ladi.
TsNIITMASH ning alyuminlashtirilgan pearlitik issiqqa chidamli po'latlarini payvandlash uchun ishlab chiqarish uchun juda ko'p elektrod turlarini yaratildi payvandlangan tuzilmalaryuqori haroratlarda (600 ° gacha) ishlaydi. Ushbu guruh elektrodlarni o'z ichiga oladi: TsU-2M; CL-14; CU-2M-X; CL-12; CL-13; CL-17 va boshqalar.
TsL-2-B2 navlarining elektrodlari yuqori darajada qotishtirilgan xrom-nikel ostenitik issiqlikka bardoshli, chidamli va zanglamaydigan po'latlarni payvandlashda keng qo'llaniladi; CL-2M; CL-2AL; KB3-M; NIAT-1; ENTU-3; CL-24; CL-9; CL-11; CT-7; CT-13; CT-14; CT-15; KTI-5; CTI-6; CTI-7; NIAT-5; AJ-13-15; TsNIITMASH (TsL va TsT tovar elektrodlari), Kievning "Bolshevik" zavodi (TsL-2-B2 va KB3-M) tomonidan ishlab chiqilgan AS-13-18 va boshqalar; MVTU ularni. Bauman (ENTU-3 elektrodlari), Markaziy tadqiqot qozonlari-turbinasi instituti. Polzunov (KTI elektrodlari) va boshqa tashkilotlar.
Ko'rsatilgan elektrod turlarining ko'pi, ayniqsa so'nggi yillarda ishlab chiqarilgan payvandlash issiq yoki kristallanish yorilishi shakllanishiga qarshi bo'lgan ferritning ma'lum miqdori. Shu bilan birga, NI-5, AZh-13-15 va AZh-13-18 navlarining elektrodlari yaratilgan bo'lib, ular to'liq ostenitik payvandlash metallini ta'minlaydi va ayni paytda issiq yorilishga juda yuqori qarshilik ko'rsatadi. Misol uchun, AS-13-15 va AJ-13-8 elektrodlari bilan payvandlash jarayonida issiqqa chidamli metallning etarli darajada qarshiligiga erishilganda, oz miqdorda uglerod (0.14-0.18%) va nanobium (1.4 -1,8%) metall tel va qoplama qismlarining tozaligi (zararli moddalar uchun).
Kesuvchi asboblarni (kesuvchi, chuvalchang va pichoqlarni, pichoqlarni va boshqalarni) qoplash uchun TsI-1M markalarining elektrodlarini ishlatish; CI-1U; CI-1L; I-1; I-2; TSN-5; T-216; T-293 va boshqalar bo'lib, HRC 57-65 doirasida tegishli issiqlik bilan ishlov berishdan keyin payvandlash metallining qattiqligini ta'minlaydi. Ushbu qiymatning qattiqligi metall qoplamani volfram, krom, uglerod va vanadiy bilan qoplovchi yoki elektrod majmuasi orqali quyib olish orqali erishiladi.
HRC 40-60 ichida payvandlash metallining qattiqligini talab qiladigan matolar va boshqa press-dudov uskunalarini qoplash uchun T-540 gradusli elektrodlar keng qo'llaniladi; W-7; W-16; CN-4; NZH-2; CI-1M; TsS-1 va boshqalar. Ushbu elektrodlar bilan qoplash vaqtida qatlamlangan metallni doping asosan xrom, karbon va marganets tomonidan amalga oshiriladi.
Yuqori marganetsli po'latdan Hadfielddan ishlab chiqarilgan ehtiyot qismlar "OMG" va "OMG-N" sinfi elektrodlari tomonidan ishlab chiqariladi. 12AN / LIIVT, Leningrad suv transporti muhandislari instituti tomonidan ishlab chiqilgan; MSTU-1, Moskva Oliy Texnikaviy Maktabi tomonidan ishlab chiqilgan. Bauman va boshqalar, ayniqsa, yaxshi natijalarga erishish uchun, OMG-N sinfi bilan bog'lanib, manba metallida krom-nikel-manganik ostenitni ta'minlaydi. Nikel va xrom manba metalliga elektrod majmuasi va elektrod qoplamasi orqali qo'shiladi.
Keng tarqalgan bo'lib foydalaniladigan, HB 250-400 oralig'ida saqlanadigan, o'rta qatlamli metallni talab qiladigan temir yo'lning uchlari va xochlari, shinalari, qishloq xo'jaligi texnikasi qismlari, avtotraktor qismlari va boshqalar kabi aşınmaya bardoshli sirtlarni qoplash uchun O3N-250 markali elektrodlar; O3N-300; O3N-350; O3N-400 eksperimental elektrod zavodi MPS; K-2-55 Kiyev politexnika instituti va boshqalar Manzogen yoki marganets va xrom bilan doping orqali manbalar metallining zarur qattiqligi va ma'lum mexanik xususiyatlari ta'minlanadi.
Qattiq metall sirt qoplamasi vaqtida HRC 58-64 talab qiladigan maydalash-frezalash uskunalari, tuproqli va yo'l-qurilish mashinalari, elektr stantsiyalar uskunalari va boshqalarning aşınma qismlari T-590 va T-620 darajali muhandis Kontorov elektrodlari bilan saqlanadi; LNNU suv transporti muhandislari institutining elektrodlari 13KN / LIIVT, shuningdek BH-2 elektrodlari; XP-1U va boshqalar, bu holatda yuqori qatlamlik kristallini krom, uglerod va borli qo'shimchalar bilan ta'minlaydi.
TSNIITMASH yuqori bug'li parametrlar bo'yicha ishlaydigan bug'-suv agregatlarining yopishtiruvchi sirtlarini qoplash uchun TsN-1 markalarining elektrodlari ishlab chiqildi; CN-2 va CN-3. Ushbu qismlarni qoplashda eng yaxshi natijalar TsN-2 tovar elektrodlari tomonidan berilgan, uning novdasi VZK-CE tipidagi kobalt qotishmasi.
Issiq va yarim chuqur quyma temir manbai uchun eng keng tarqalgan usul OMCH-1 brendi quyma temir elektrodlari edi. Uchun sovuq payvandlash quyma temir UONI-13 tipidagi qoplamali po'lat elektrodlar, turli darajadagi mis graduslari, xususan, O3Ch-1 sinfidan iborat bo'lib, uning qoplamasi temir kukuni, TsCh-3A brendi temir-nikel elektrodlari, TsCh-4 po'latlari va boshqalar.
Quyma temirni sovuq payvandlash uchun eng yaxshi elektrodlar - TsNIITMASH markali flok-karbonat qoplamasi bilan ishlaydigan jelly-zonikel elektrodlari va ularni elektr payvandlash instituti tomonidan ishlab chiqilgan AN-1 brendining ostenitik-mis elektrodlari. Akad. E. O. Paton. AN-1 brendining elektrodlari mis qopqog'ida krom-nikel tayoqchasiga ega, unga UONI-13 tipidagi qoplama qo'yilgan.
Mis va nikel-nikel qotishmalarini payvandlash uchun 3T sinfidagi elektrodlar qo'llaniladi; KOM-1; MM3-1 va MM3-2. Ushbu turdagi elektrodlarning qoplamalari turli xil deoksidlovchi moddalarni (ferromanganez, ferrosilikon, alyuminiy, uglerod, va boshqalar) va shlak tarkibida bo'lgan qismlarni o'z ichiga oladi.
Bronzli payvandlash elektroduodlar bilan, MM3-2 markali qoplamalar bilan bajariladi; BR-1 / LIIVT; Br-2 / LIIVT va boshqalar .. Elektrodlar uchun material sifatida marmar, plastmassa va turli xil deoksidizatorlar (ferrosilikon, ferrotiton va boshqalar) bilan qoplangan bronza tayoqlar ishlatiladi. Boshqa turdagi elektrotlar qoplamalari kristalit, kaliy xlorid, natriy xlorid va ko'mirdan iborat.
Payvandlash pardalari elektrodlari asosan metall bilan bir xil tarkibga ega bo'lgan elektrodlar majmuasiga ega. Ushbu turdagi elektrodlarning qoplama kompozitsioni, shuningdek, mis yoki payvandlash bronzasini payvandlash uchun mo'ljallangan elektrodlarning qoplamalaridan tarkib topgan turli shlakli-shakllovchi komponentlar va deoksidlovchi moddalar mavjud.
Metall elektrodlar bilan alyuminiyni arqon bilan payvandlash (siz AF1; MATI va boshqalar) faqat lityum, kaliy yoki natriy xlorid va floridli birikmalardan foydalanish bilan yaxshi natijalarni beradi. Shu sababli, alyuminiy payvandlashda ishlatiladigan barcha elektrodlarning qoplamasi asosini alyuminiyning chidamli oksidlarini erituvchi kreolit hisoblanadi.
Nikel, nikrom va nikel-molibden qotishma manbai NIIHIMMASH tomonidan ishlab chiqarilgan elektrodlar yordamida amalga oshiriladi. Chegaralar va quyma temirni, havo-arqon va kislorod-arqalarni kesish uchun po'latdan chuqur elektrodlar qo'llaniladi, ularning ko'pchiligi marganetsli rudalarni o'z ichiga oladi. Yuqori haroratdagi temperaturada marganets javhari ajralib chiqadi va undan erkin kislorod ajralib chiqadi, bu esa boshq olish jarayonini sezilarli darajada yaxshilaydi.
Dekstrin boshqa elektrod sinflarining qoplamalariga qo'shiladi, masalan, AHP sinflari. Arkda dekstrin yonishi paytida gaz portlashi kuchayadi, bu esa arka metallarni kesish jarayonini yanada kuchaytiradi.
Suv ostidan payvandlash uchun elektrodlar odatdagi sharoitlarda payvandlash uchun ishlatiladigan elektrodlar (UONI-13 / 45P markali elektrodlar, TsN-P va boshqalar) bilan bir xil qoplama birikmasiga ega bo'lishi mumkin. Boshqa turdagi elektrodlarning qoplamalari qo'shimcha ravishda qizil qon tuzi (elektrod 27-09, LPS-3, LPS-4), titan dioksid va suyuq shisha (LPS-5 elektrodlari) miqdorida yuqori faol stabillashadigan moddalarni qo'shimcha ravishda kiritadi. s.
Elektrod qoplamasini suvda yo'q qilishdan qutqarish uchun, elektrlashtirilgandan so'ng elektrotlar suv o'tkazmaydigan qatlam bilan qoplanadi. Saqlash va tashish paytida, shuningdek, dengiz va daryo suvlariga qarshilik ko'rsatishda yetarlicha mustahkamlikka ega bo'lgan eng yaxshi suv o'tkazmaydigan qoplama - bu O'shlik. Kuzbasslak qoplama, elektrodlarni daldırma va havo bilan quritib, amalga oshiriladi.
Metallni suv osti kislorod burmali kesish uchun 7-8 mm tashqi diametrli quvurli po'lat elektrodlar va 2-3 mm gacha tube ochish diametri ishlatiladi. Qoplamalar quvurli elektrodlarga qo'llaniladi, ularning asosiy maqsadi barqaror yassi yaratish va suvning qarshiligini saqlab turishdir. Suyuq shishadan foydalanib, elektrod majmuasiga yopishtirilgan kraft qog'oz bu maqsad uchun eng yaxshi qoplama hisoblanadi. Ikkinchisi nafaqat yopishqoq modda emas, balki boshq ariqining yaxshi barqarorligini ham ta'minlaydi. Turli chuqurlikdagi dengiz va daryo suvidagi metallni elektrokimyoviy kesish uchun PRT markali elektrodlar ham o'z isbotini topdi.
Elektr boshq manbai - yuqori sifatli metallli ishlov berish usuli, u qalinligi yuqori bo'lgan metallar bilan samarali ishlash imkonini beradi. Ikkala eritma va refrakter elektrodlarni payvand qildik. Issiqlikka chidamli elektrod (GTAW yoki TIG jarayoni) bilan gaz muhitida metallni elektr manbaiga o'tkazish, volfram novdasi (torium aloylangan volfram) va ishlaydigan sirt orasida paydo bo'ladi, keyinchalik metallning erishi va payvand shakllanishi. Inert gaz (gazlar aralashmasi) tayanch sirtining xususiyatlarini hisobga olgan holda tanlanadi himoya funktsiyasi, Havoni payvandlash maydonidan chiqarib tashlash va ulanish sifatini yaxshilaydi.Olovga chidamli elektrod tomonidan elektr ark manbaini qo'llash xususiyatlari
Qatlamli elektrodli metallar qalinligini elektr arqonlar bilan payvandlash qo'shimcha materiallar yordamida amalga oshiriladi: yupqa chiziq, rulda tel (avtomatik aylanish uchun). Rangli metallar va qotishmalarning (0,5-4 mm) qotishma po'latni qayta ishlashi plomba chizig'ini (sim) kiritmasdan mumkin. Argonni himoya qiluvchi muhitda volfram elektrod bilan payvandlash titanium, alyuminiy va zanglamaydigan po'latdan ishlov berishning asosiy turi hisoblanadi; quvur shaklidagi po'latdan yasalgan bo'shliqlar. Resurslardan foydalanish xususiyatlarini yaxshilash himoya aralashmasi kislorod bilan argon (3-5%).Texnologiya
Ish joyida volfram elektrod va plomba tayoqchali qo'lda besleme mash'alasi. Elektrod va to'ldirgich simini avtomatik tarzda payvandlash payvand choki hosil bo'lish joyiga.Elektr burchakning payvand choklarini elektrodi bilan afzalliklari
- Dar eritma zonasi. Joylashtirilgan issiqlik manbai.
- Barqaror elektr arqoni. Mehnat maydonini himoya inert gaz bilan ishonchli izolyatsiya.
- Kichik gözenekli yuqori sifatli tikuv. Suvli manbali vannalar uchqunsiz, payvandlash jarayonining barcha bosqichlarida metalning eritish chuqurligini nazorat qilish.
- Samaradorlik. Kam elektrod tanqisligi, yakuniy tikuv bosqichlari etishmasligi.
- Ichki tuzilishini buzmasdan turli xil metallar bilan bog'lanish.
- Ovozsizlik
- jarayonning yuqori tezlik va samaradorligi
- payvand chidamliligi
- 250 mm qalinlikdagi metalllarni bir martalik payvandlash imkonini berish,
- tor bir bo'shliqda payvandlash ("qayiqda"),
- manzoda payvand qilinadigan qirralarning tayyorgarlik bosqichi yo'q.
Xususiyatlar
Elektr elektrodini uzluksiz eritishi oksidi hosil bo'lishiga to'sqinlik qiladi va metallni payvandlashda elektrokod usulida payvandlash sifatini tubdan yaxshilaydi. Elektr chizig'ini shakllantirish printsipi uning uzunligini moslashtirishga va payvandlash jarayonining zichligiga ta'sir etishga imkon beradi. Himoya qilish usuli sifatida: argon kislorod bilan (2%), karbonat angidrid (3%). Vodorod va geliyni himoya gazli muhitga kiritish orqali erituruvchi elektrod bilan elektr arqonlarini payvandlash tezligini oshirish mumkin. Elektr radioto'lqin manbai bilan oson sarflanadigan elektrod va boshqa payvandlash manbalari o'rtasidagi asosiy farqlar quyidagilardir:- yuqori oqim oqimlari (taxminan 90-200 A / mm2),
- payvand chokining yuqori harorati
- elektr elektrodining eritilishi aniq (taxminan 8 mm / daq.),
- avtomatlashtirilgan sim-elektrodli yem (yarim avtomatik yoki avtomatik tsikl),
- payvandlash zonasida himoya gazlarni ishlatish,
- manba havzasidagi oksidlanish jarayonlari ahamiyatsiz.